Производство стальной профильной трубы: процесс и оборудование
Профильные изделия являются одними из наиболее востребованных во многих промышленных и хозяйственных отраслях. Организация предприятия, производящего профильный металлопрокат, – решение разумное, но требуемое весомых вложений, даже в случае устройства небольшого цеха (запускать сразу мощную линию бессмысленно). Первое, что стоит сделать предпринимателю – ознакомиться с технологией производства и изучить потребности потенциальных покупателей в регионе.

Современные предприятия выпускают профильные трубы различных типов, форм и назначения
Что такое профильная продукция и какой она бывает?
Профильные трубы изготавливаются для сборки металлоконструкций различных габаритов и назначения: каркасов, ангаров, временных и постоянных теплиц. Стандартный металлопрокат с круглым сечением для таких целей не подходит, так же, как и не годятся профильные трубы для водо- и газопроводов.
Чтобы убедиться в целесообразности выпуска профильных труб, стоит ознакомиться с широким перечнем сфер применения данных изделий:
- профильные трубы стандартной конфигурации. Сфера использования расширена на конструирование строительных лесов, трубопроводов, защиту кабельного оборудования, формирование систем орошения или ограждения.
- магистральные профили. Используются при строительстве крупногабаритных трубопроводов с частыми перепадами давления в качестве опорных сегментов (данные трубы чаще всего изготавливаются по ТУ производителя и под индивидуальный заказ).
- профильный металлический прокат с повышенной устойчивостью к химическим соединениям. Востребован в пищевой, фармацевтической и химической отраслях.
- машиностроительные профили. Применяются в производстве автомобильных поршней, валов, цилиндров, подшипников.
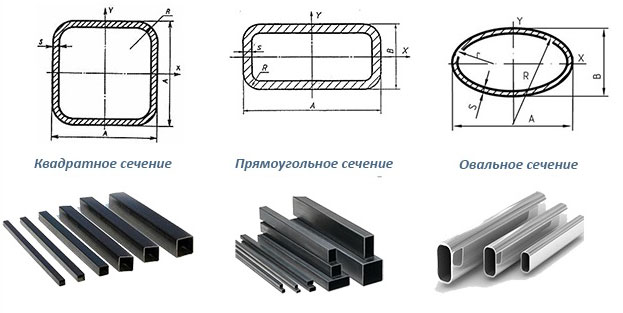
Различны также виды сечения профильных изделий. Оно бывает овальным, плоскоовальным, квадратным, прямоугольным, многоугольным. По отдельному заказу предприятие может иметь возможность производства профилей с сечением в форме треугольника, шестиугольника и т.д.

В сфере строительства востребованы трубы квадратного и прямоугольного сечения
Существует несколько способов изготовления профилей. В зависимости от практикуемого метода производства будут отличаться свойства изделия:
- Горячекатаные профильные изделия бесшовного типа: используются в средах, требующих повышенных показателей прочности. Обычно антикоррозийны, устойчивы к любым агрессивным кислотам и веществам.
- Холоднокатаные профили либо же стандартные: более упругие конструкции, способные выдерживать значительные перепады давления.
- Холоднокатаные профили электросварного типа: прочные и долговечные конструкции, но только при соблюдении норм эксплуатации.
Массовое производство труб, различных по назначению, требуют корректировки в списке требуемого оборудования. Ниже представлена схема производства стандартных профильных труб, которую следует варьировать в соответствии с разработанным бизнес-планом.
Технология изготовления профильной трубы
Теоретически создание профилей с квадратной или прямоугольной формой сечения требует наличие одного лишь станка – вальцовочного, способного обеспечить достаточные для формования условия. Данный способ производства подразумевает закупку обыкновенных стальных труб с круглым сечением и доработку их на вальцовочном стане.

Одним из способов получения профильных труб является прокатка круглых изделий на вальцовочном станке
Полученный металлопрокат будет визуально полностью соответствовать представлениям потребителя о прямоугольных профилях, но в технологическом плане подобные изделия будут считаться выполненными непрофессионально. Способ вальцовки из готовых круглых труб подойдет тем предпринимателям, которые не планируют запускать линию профилей для масштабных задач (таких, как постройка каркасов для ангаров или даже жилых домов).
Важно! Деформированные на вальцовочном стане профили могут применяться только в качестве основы для выносной рекламы (штендеров-мимоходов), для удовлетворения нужд частного строительства, мебели и декоративных интерьерных элементов.
Покупательским спросом данные изделия пользоваться будут, но они совершенно не будут подходить для организации тех конструкций, к которым предъявляются более высокие нормы безопасности и надежности.
Если планируется выпуск более качественных изделий (что значительно расширяет варианты сбыта готовых изделий), то наиболее приемлемым вариантом для организованных предприятий будет производство профильной трубы по полному циклу, включающему в себя множество последовательных этапов.
Изготовление профильных труб по полному циклу
Технология производства профильных электросварных изделий в условиях полного цикла подразумевает наличие следующих операций:
- обработка штрипса;
- формирование и сварка круглой заготовки под профиль;
- профилирование круглой трубы;
- контрольная проверка качества;
- термическая обработка.

Полный цикл производства труб начинается с обработки штрипса — стальной полосы нужной ширины
Основой для создания заготовок под прокат будет металлический штрипс – листы стали требуемого сорта (обычно применяется низколегированная или углеродистая), поставляемые на производственный участок в рулонах. Предприятия по изготовлению профилей налаживают поставки листового металла напрямую с металлургических заводов, что позволяет не только снизить себестоимость продукции, но и обеспечить контроль качества над каждой единицей товара.
Полезный совет! Штрипс отличается не только сортом и качеством стали, но и толщиной. Наличие у предприятия заготовок различной толщины дает возможность изготавливать трубы всех уровней надежности и расширить сортамент предлагаемой продукции.
Первым этапом в обработке штрипса будет его размотка и порезка на сегменты необходимой ширины. Чтобы нарезать рулон листовой стали на ровные продольные отрезки, необходимо использование специальной резочной установки. Она рассчитана на нарезку металлических полос толщиной от 5 см (у разных станков свои показатели, также они зависят от толщины штрипса). Для удобства проведения дальнейших действий полученные отрезки свариваются в единую непрерывную ленту.
Полученную после нарезки и сварки ленту наматывают на постоянно вращающийся барабан. Данный производственный принцип реализуется для того, чтобы вальцы не простаивали, и осуществляли прокат профиля непрерывно. На барабан наматывается резерв будущих заготовок, который также должен периодически обновляться.
Дальнейшим действием будет передача металлической ленты на формовочный стан. Здесь, в нескольких клетях, вальцы формируют заготовку, круглую в сечении. Заготовка имеет бесконечную протяженность, формовочный станок продолжает производить ее до тех пор, пока не заканчивается лента в барабане. Обычно этот этап происходит без нагрева, с участием холодной листовой стали, но иногда полоса стали подвергается сразу и термической обработке.

Электросварную трубу легко отличить по наличию шва на одной из сторон
Заготовка с открытым швом передается к сварочной установке, где ее края свариваются посредством высокочастотных токов. Параллельно этому процессу изделие продолжает сдавливаться вальцами, из-за чего по всей длине шва, и снаружи, и изнутри трубы происходит отхождение лишнего расплава – грата, который тут же удаляется резцами. Заготовки, прошедшие этап сварки, охлаждаются эмульсионными составами.
Принцип проката и контроля профильной трубы
Охлажденная заготовка переходит на стадию профилирования, которое проводится в несколько циклов:
- Прокат отправляется через вальцы для придания максимально идентичной круглой формы по всей длине изделия;
- Круглая труба переходит на профилирующий станок для обжимки с четырех сторон: в результате получается металлопрокат с требуемой формой сечения.
Второй технологический этап необходим лишь в том случае, если запланирован выпуск труб с прямоугольным (квадратным, многоугольным) сечением. Для плоскоовальных или овальных профилей достаточен прокат через первые, контрольные вальцы. После этого заготовка режется на отрезки заданной мерной либо немерной длины, в процессе чего подвергается непрерывному охлаждению.
Наиболее «слабым местом» в электросварных конструкциях считается сварной шов, который в обязательном порядке подвергается на предмет герметичности. Изготовление не считается завершенным, а металлопрокат – допущенным к реализации, если не были произведены следующие методы проверки:
- Вихретоковая дефектоскопия. Дефектоскоп работает по принципу того, что на электромагнитные характеристики любого металла, в том числе и стали, влияют различные степени напряжений, вызываемые дефектами шва, внутренние раковины и другие нежелательные факторы.
- Визуальный осмотр. Специалист контроля качества осматривает шов с целью обнаружения повреждений, полученных вследствие неисправности формующих и профилирующих вальцов, дефектов электросварки. Специалист также может выявить визуальные недочеты, которые дефектоскоп определить не в состоянии: неровности, механические повреждения.

В продажу пускают только те трубы, которые прошли контроль качества
Данные методы контроля могут использоваться как параллельно, так и в единичном порядке. Кроме осмотра готовых изделий, обязательно проведение систематической профилактики всего оборудования производственного цеха с целью избежать массовой отбраковки изделий.
Для улучшения прочностных показателей стали готовое изделие на завершающей стадии цикла подвергается повторному нагреванию. Необходимо это по той причине, что при деформировании сталей в них образуются внутренние напряжения. Раскаленное изделие оставляют до полного остывания, после чего передают в фасовочный отдел. Прокат, прошедший этот этап, имеет несколько более высокую себестоимость. Этим и объясняется отсутствие данного процесса на некоторых предприятиях. Включать этап дополнительной закалки в производственный цикл или нет – зависит от концепции планируемого предприятия.
Оборудование для производства профильных труб
Количество закупаемого оборудования напрямую зависит от того, какой уровень качества рассчитывает получать компания и какие существуют возможные каналы сбыта. Нет смысла приобретать высокопроизводительное оборудование, если единственный доступный на данный момент вариант продажи изделий – мебельные или рекламные компании, небольшие строительные предприятия.
Основные критерии выбора аппаратной составляющей – примерный стартовый капитал и объемы выпускаемой продукции. Для молодого предприятия будет достаточно линии малой, в крайнем случае – средней мощности.
Стандартной линией, на которой будет осуществляться прокат профильных труб, будут следующие аппаратные части:
- станки для разматывания, подготовки и обработки металлических листов (обычно – консольный разматыватель);
- прокатный стан для формовки в круглую трубу;
- узел для сварки заготовки;
- узел для среза кромки сварного шва;
- охлаждающий участок;
- профилировочный стан в многоугольную трубу;
- отрезной нож для нарезки готовых профилей.

Для резки готовых труб в промышленных условиях понадобится специальный станок
Важно! Если планируется участок оцинковки в производственном цехе, обязательным будет также оснащение линии специальной ванной для оцинковки изделий.
Производственные линии могут быть как полностью автоматизированные, так и с обязательным использованием ручной силы. Автоматизированные линии имеют более высокую стоимость, но и большую производительность. Стандартные линии оснащены только прямоугольными валами. Для увеличения мощности предприятия и, соответственно, прибыли, придется покупать дополнительные валы, позволяющие придавать профилю квадратную или многоугольную форму.
Кроме закупки оборудования, необходимо учитывать первоначальные расходы на металлический прокат, арендную плату и заработную плату для персонала. В производственном цеху на одной линии профильной трубы могут работать два человека – оператор станка и подсобный рабочий. Приглашать придется не только рабочий персонал непосредственно в цех, но и технолога, по возможности – лаборантов, следящих за соответствием выпущенных изделий нормативам.
Такой вид строительного металлопроката, как профильная труба, является актуальным в условиях современной промышленности. Даже небольшое, но грамотно оборудованное и имеющее хорошую репутацию предприятие, может иметь стабильный доход и постоянных заказчиков в самых разнообразных производственных сферах.
Процесс изготовления профильной трубы – доступно о производстве
Профильные трубы используются во многих областях промышленности. Благодаря эргономичной форме и повышенной, по сравнению с круглыми изделиями, прочности (в случаях наличия рёбер жёсткости) эти изделия могут применяться как в чисто декоративных целях, например, в производстве мебели, оград, ворот, так и как несущие части различных каркасов. Изготовление профильных труб – процесс на первый взгляд непростой, но, благодаря отлаженным технологическим схемам, вполне осуществимый и распространённый. В этой статье будут описаны его основные этапы.

Использование профильных труб
Изделия не круглой геометрии сечения (квадратные, прямоугольные, овальные, треугольные и т.д.) применяются в следующих сферах деятельности:
- создание особо прочных металлических каркасов и, на основе таких конструкций, целых зданий;
- производство предметов дачного хозяйства, к примеру, теплиц;
- изготовление козырьков и навесов;
- создание перил, ворот, заборов и ограждений;
- производство мебельных каркасов и стилизованной мебели.
Технологическая схема производства
Для производства профтрубы не требуется особо сложного или высокоточного оборудования, что обеспечивает, при сохранении качества продукции, умеренную цену. В целом, изготовить профильную продукцию можно даже в домашних условиях, используя самодельный станок с вальцами (роликами).
Такое элементарное оборудование для производства профильной трубы обеспечивает практически полное соответствие геометрии получившегося кустарного продукта профессиональным изделиям.
Всё же, несмотря на идентичность формы, самодельный профиль отличается пониженными эксплуатационными характеристиками, в частности, жёсткостью, устойчивостью на изгиб и стойкостью к моменту кручения.

Поэтому, чтобы обеспечить надлежащее качество продукции, следовательно, не только долгую бесперебойную работу изделий, но и безопасность для человека и окружающей среды, используют полную технологическую цепочку и профессиональные станки для производства профильной трубы.
Хотя в домашних условиях изготовить профиль по всем стандартам не удастся, если изделия будут применяться для изготовления каких-либо бытовых предметов, работающих под небольшими нагрузками, можно использовать самодельные станки.
Далее будут рассмотрены этапы производства изделий в соответствии с полной схемой и при использовании профессионального оборудования для производства металлических труб.
Работа со штрипсом
Первый этап производства – обработка поставляемого в рулонах штрипса. Штрипс, в зависимости от предъявляемых к готовой продукции требований, может быть разной толщины и прочих размеров.
В большинстве случаев, чтобы не тратить время на нарезку в месте производства исходного материала, штрипс поставляется большей, чем требуется для технологической схемы, ширины, и для обработки на станке изготовления профильной трубы его приходится нарезать на заготовки требуемого размера.

В профессиональном производстве для этого используется специальный аппарат продольной нарезки, который в состоянии выпускать полоски стали шириной не менее 50 мм.
Получаемые полосы свариваются в одну бесконечную ленту, которая проходит этап наматывания на вращающийся барабан. Это в целом не обязательно для производства продукции, однако позволяет избежать прерывистости процесса и, соответственно, простаивания, ведущего не только к ударным нагрузкам на оборудование, но и к экономическим потерям.
Формовка и сварка
На этом этапе лента проходит через формовочный узел, в котором валки, или ролики, превращают плоскую заготовку в бесконечную круглую трубку. Большинство видов оборудования для изготовления труб предусматривает холодную деформацию заготовки.

Шов изделия на этом этапе открыт. После прохождения вальцов заготовка поступает на сварку высокочастотными токами. Происходит она по-прежнему под давлением роликов, вследствие чего небольшое количество материала выходит за границы шва, образуя грат. Эта неровность сразу по завершении сварки снимается специальным резцом. Поскольку во время сварки труба значительно нагревается, следующая стадия процесса – её охлаждение.
Профилирование
Охлаждение происходит с помощью эмульсии, одновременно с этим труба проводится через вальцы калибровки, обеспечивающие равномерность формы и одинаковую толщину стенок профиля.
Последний значимый этап – проход через ролики, с четырёх направлений придающие всё ещё круглой заготовке профиль необходимой геометрии – квадратный, прямоугольный и т.п. В случае, если требуется получить на выходе овальную форму, достаточно одной пары роликов.

Охлаждение продолжается и на этом этапе, и во время последующего разрезания бесконечной заготовки на куски требуемой длины, осуществляемого автоматизированной пилой. Затем обычно используется станок для прокатки профильной трубы, который придает изделию требуемую форму.
Контроль качества изготовления
Чтобы гарантировать качество продукции, необходимо обеспечить два этапа контроля:
- Дефектоскопия вихревыми токами. Позволяет убедиться в целостности материала изделия, отсутствии в нём лишних напряжений после холодной деформации, трещин и раковин.
- Визуальный осмотр. Каким бы совершенным ни было оборудование для дефектоскопии, всех недостатков оно обнаружить не может, поэтому в любом случае проводится визуальный контроль почти готовой продукции.
Термообработка
Чтобы гарантированно избавиться от остаточных напряжений после холодной деформации, необходимо провести нагревание профиля. Процедура влияет на конечную стоимость продукции, однако обеспечивает наилучшее её качество.

Осуществить этап можно даже при работе на кустарном оборудовании для производства стальных труб – просто прогрев готовое изделие паяльной лампой.
Таким образом, как видно из вышесказанного, профильную продукцию можно производить как по полному циклу, с выпуском изделий профессионального качества (в этом случае необходимо наладить поставку штрипса необходимых размеров и из требуемого материала), так и путём формирования профиля нужной геометрии из приобретённых в необходимом количестве круглых труб.

Ясно, что первый вариант предусматривает гораздо большие материальные затраты и требует больше свободного места для размещения оборудования.
Из круглых же изделий можно изготавливать профиль на сравнительно недорогом станке, размещённом на небольшой территории, что даёт мастеру значительно большую свободу.
Технология изготовления профильных труб
Профилированные трубы не применяются для монтажа трубопроводов в связи с недостаточной устойчивостью к внутренним нагрузкам и меньшей пропускной способностью по сравнению с круглыми, зато используется в промышленности, строительстве зданий различного назначения и частной застройке.

Металлопрофиль отличается от обычных труб не только внешним видом, но и назначением, техническими характеристиками и технологией изготовления.
Что такое профильная труба
Профильными называют полые трубы, поперечное сечение которых выполнено в форме квадрата, прямоугольника или овала. Более редкие трубы с треугольным или многоугольным сечением обычно изготавливают по индивидуальному заказу.
Профилированные трубы используют для изготовления мебели, спортивного оборудования, ограждений, возведения каркасов для промышленных и коммерческих зданий, жилых домов и надворных построек. Из профильных собирают строительные леса, опоры для трубопроводов, рекламные конструкции.
Повсеместное применение профильных труб обусловлено массой достоинств этого вида металлопроката. По способности выдерживать нагрузкам металлопрофиль не уступает деревянному брусу. При этом он дешевле, удобнее в монтаже, легче, не боится воды и не горит.
Для решения различных задач производятся трубы с различными техническими характеристиками: толщиной стенки, формой и размерами сечения.
Стальные трубы с прямоугольным и квадратным сечением используют для возведения несущих конструкций. Металлопрофиль других форм сечения чаще применяют для изготовления мебели и элементов декора.
Технологии производства
Производители металлопроката изготавливают профильные трубы двумя способами: вальцовкой круглой трубы, когда она переделывается из обычной в профилированную и производство полного цикла, представляющее собой изготовление профильной трубы из листового материала.
Профиль из круглой трубы
Чтобы изготовить металлопрофиль из круглой трубы, достаточно одного лишь вальцовочного станка. Необходимое оборудование доступно по цене и компактно и используется как трубопрокатными компаниями, так и частными лицами. Технология, называемая холодной деформацией, не требует больших временных и энергетических затрат.
Производство состоит всего из двух этапов: закупки заготовки и ее доработки. Сварной или бесшовной трубе придают нужную форму, пропуская ее между вальцами станка.
Получаемая таким образом профилированная труба обладает достаточной прочностью для изготовления мебели и элементов декора, строительства беседки или теплицы. Для возведения серьезных объектов, требующих высокой прочности, такие трубы не подходят.
Полный цикл производства
Для сооружения конструкций, к прочности которых предъявляются высокие требования, используют только профильные трубы, полученные в условиях полного цикла.
Такой металлопрокат дороже, но гораздо надежнее, чем профилированный из круглой трубы.
Для изготовления профильной трубы используется штрипс – листовой материал из низколегированной или углеродистой стали. Из штрипса делают круглую заготовку, которую затем профилируют.
Линия полного цикла включает несколько станков, основные из них:
- профилегибочный,
- сварочный,
- вальцовочный,
- линия нарезки.
При полном цикле производства трубы проходят контроль качества. Дополнительно проводят оцинковку и термическую обработку.
Этапы производства металлопрофиля
Основные этапы полного цикла производства следующие:
- обработка штрипса,
- изготовление круглой заготовки,
- профилирование трубы,
- нарезка,
- контроль качества,
- термообработка.
Обработка штрипса
Сырье для профилированных труб на линию производства поставляют с металлургических заводов в виде рулонов – штрипсов.

Рулоны разматывают, нарезают на станке продольной резки на полосы нужной ширины. Затем из нарезанных сегментов сваривают непрерывную ленту, которую наматывают на барабан.
Это делается для обеспечения непрерывности производства – создается технологический резерв материала, чтобы предотвратить простои в работе вальцовочного станка.
Изготовление заготовки
Металлическая лента передается на формовочный стан, где из нее формируется заготовка с круглым сечением.

При прохождении клетей и вальцов формовочного станка из ленты получается непрерывная труба, имеющая незакрытый шов.
На этом этапе пропускают через формовочный стан холодную полосу стали или проводят сразу и термическую обработку.
Трубу передают в сварочную установку, где шов закрывается, и получается заготовка. Сварка производится печным способом, в защитном газе или высокочастотными токами. Шов может быть прямым или спиральным.
Во время сварки вальцы станка сжимают края шва для повышения прочности стыка, в результате образуется грат – излишки расплавленного металла, вдавленные внутрь трубы и на ее внешнюю поверхность. Грат снимается резцом, после чего заготовку охлаждают эмульсионным составом.
Важно! Процесс охлаждения заготовки эмульсионным составом продолжается и на этапе профилирования, и при нарезке.
Профилирование трубы
В зависимости от формы сечения, которое необходимо получить, профилирование трубы проходит в один или два этапа.

- Заготовку пропускают через калибровочные вальцы, выравнивающие заготовку. После калибровки она имеет одинаковое сечение по всей длине. Если необходима труба овального или плоскоовального сечения, то на этом ее профилирование заканчивается.
- Если необходима треугольного, квадратного, прямоугольного или многоугольного сечения, заготовку пропускают через профилирующий станок. Вальцы этого станка обжимают круглую трубу до нужной формы.
Нарезка
Готовую непрерывную трубу нарезают по заданным размерам, не прекращая процесс охлаждения.

Для дополнительной защиты готовых профильных труб используют холодную или горячую оцинковку:
- Первый метод заключается в нанесении на металлопрофиль слоя порошковой или полимерной краски.
- Второй метод отличается тем, что готовую трубу предварительно очищают, окунают в ванну с расплавленным цинком, а затем охлаждают и сушат.
Контроль качества
К профильным трубам, изготовленным в условиях полного цикла, предъявляют жесткие требования. Обязательным этапом производства металлопрофиля является проверка качества.
Особенно тщательно контролируют герметичность шва, так как слабым местом сварных труб является именно шов.
Применяется два метода проверки:
- визуальный осмотр,
- вихретоковая дефектоскопия.
Специалист осматривает шов и выявляет нарушения шва, вызванные дефектом сварки, и повреждения, полученные из-за неправильной работы вальцов.
Второй метод проверки – аппаратный. Работа дефектоскопа основана на сравнении электромагнитных характеристик металла на всех участках шва.
На эти характеристики влияет химический состав материала и наличие физических дефектов. Дефектоскоп помогает выявить места непровара шва и раковины, не замеченные при визуальном осмотре.
Процесс производства считается завершенным, а изделие допускается к реализации только после проведения проверки качества.
Термообработка
Для повышения прочности и увеличения срока эксплуатации профильных труб в производственный цикл включают термическую обработку. Готовый металлопрофиль нагревают и оставляют до полного остывания. Это позволяет снять напряжения, неизбежно возникающие в металле при принудительном деформировании труб в ходе профилирования.
Этот этап не считается обязательным и отдельные производители им пренебрегают, чтобы снизить себестоимость производства.
Производство профильной трубы – тонкости технологического процесса
Производство профильной трубы имеет ряд нюансов. Осуществляется оно посредством холодного либо горячего деформирования. Это дает возможность предприятиям выпускать бесшовную и сварную трубную продукцию.
1 Изготовление профильных труб из готовых круглых труб
Современный рынок профильных изделий изобилует продукцией различных производителей. Потребителям предлагаются конструкции разных размеров, сделанные не только из стали, но и из других материалов. При необходимости можно приобрести нержавеющие профильные трубы и даже изделия из полимерных составов. Но нас в рамках данной статьи интересуют исключительно стальные трубы. О тонкостях их изготовления и пойдет речь дальше.
Производство профильных труб сейчас может выполняться по двум основным схемам:
- по полному циклу;
- из круглых труб.
Вторая технология предполагает, что для изготовления профильного изделия используется труба круглого сечения, которую пропускают через специальные вальцы. Оборудование для данной операции имеет сравнительно небольшие размеры. Это позволяет размещать его в небольших по площади производственных помещениях.

Такое оборудование, представляющее собой “компактный” стан для деформирования круглых труб, востребовано многими предприятиями. Состоит оно из комплекта вальцов, через которые пропускается заготовка. По показателю мощности подобные устройства отличаются друг от друга. Наиболее мощные агрегаты дают возможность без проблем профилировать не только сварные, но еще и бесшовные трубы.
Чаще всего на станках для изготовления профильных конструкций осуществляют выпуск неответственных изделий. Именно таким образом производят трубы для мебельной промышленности, а также продукцию, используемую в качестве декоративных элементов. Спрос на подобные изделия достаточно высок, но всегда нужно помнить, что они не годятся для применения в конструкциях, к коим выдвигаются высокие требования по надежности.

Профильные изделия, полученные описанным методом холодной деформации, не рассчитаны на эксплуатацию при сколь-либо значительных нагрузках. Обусловлено это их объективно невысоким качеством. Если вам нужна по-настоящему надежная профильная труба, специалисты советуют покупать продукцию, произведенную на промышленных предприятиях по полному технологическому циклу.
2 Производство профильной трубы на линиях полного цикла
Данная технология основывается на применении штрипса, представляющего собой листовой металл, свернутый в рулоны. Доставляют его непосредственно с металлургических комбинатов. Толщина штрипса бывает разной. Это позволяет изготавливать профильные трубы требуемого уровня надежности для использования готовой продукции для различных целей.
В большинстве случаев штрипс, предназначенный для производства квадратных и прямоугольных труб, имеет большую ширину, чем нужно. В связи с этим его на первом этапе обработки нарезают на отрезки требуемых размеров. Выполняется данная операция на специальной установке продольной резки. После нее получаются стальные полосы с шириной 5 сантиметров и больше. Их сваривают в одну ленту (она является непрерывной).

Полученную таким образом ленту наматывают на барабан. Подобная схема реализуется для того, чтобы производство происходило непрерывно. Фактически на барабане размещают технологический резерв штрипса, за счет чего вальцы на предприятии не простаивают тогда, когда стальная лента заканчивается.
Ленту подают на стан формовки, который располагает несколькими клетями. В них осуществляется создание круглой по сечению бесконечной заготовки. На данной стадии чаще всего используется холодная сталь, которая не подвергается нагреву. Хотя имеется и технология, предусматривающая нагрев металла.
Все указанные процедуры приводят к формированию трубы с открытым швом. Ее пропускают через сварочную установку, которая производит сваривание круглой конструкции высокочастотными токами. Так как при данном процессе края изделия сжимаются вальцами, снаружи и изнутри трубы происходит выдавливание расплава. Это приводит к образованию грата, который сразу же удаляется при помощи резца.

После этого выполняется охлаждение трубы специальным эмульсионным составом и ее последующее профилирование в несколько этапов:
- сначала заготовка обрабатывается на вальцах, которые обеспечивают идентичность ее сечения по всей длине конструкции;
- затем труба круглого сечения с четырех сторон обжимается на других вальцах, в результате чего на выходе получается готовое профильное (прямоугольное либо квадратное) изделие.
Если же изготавливается плоскоовальная или же овальная конструкция, вторые вальцы не нужны – требуемую форму труба получает уже на первом технологическом этапе.

На финальной стадии готовые профильные трубы режутся пилой по заданным размерам на отдельные отрезки. Дополнительно отметим, что изделие непрерывно охлаждается и в процессе такой резки, и во время операции формирования трубы с тем или иным профилем.
3 Контроль и термическая обработка профильных конструкций
Готовые трубы обязательно проходят процедуру довольно-таки строгого контроля, в ходе которого проверяется состояние получившегося сварного шва. Причем анализ ведется по двум параллельным методикам:

- Визуально. Осмотр изделий специалистом – обязательный этап контроля качества изготовления профильных труб. Он позволяет установить дефекты труб, которые могут вызываться повреждением вальцов либо их износом.
- Дефектоскопия (вихретоковая). Методика проверки шва базируется на том, что различные виды напряжений, внутренних раковин и иных дефектов, а также химический состав металла оказывает влияние на его магнитные и электрические характеристики. Анализ всех указанных факторов дает возможность выявить возможные проблемы с готовой продукцией.

Для нивелирования внутренних напряжений, возникающих в стали при ее деформировании, профильные трубы после всех производственных этапов нагревают, а затем оставляют под открытым воздухом до тех пор, пока они не остынут. Так поступают далеко не на всех предприятиях, стремясь снизить себестоимость продукции. Но если описанный этап не включается в производственный процесс, готовые профильные конструкции будут иметь существенно меньшую прочность, а следовательно, и долговечность эксплуатации.
4 Организация частного производства профильных изделий
Решив наладить собственную производственную линию по изготовлению профильных конструкций, следует обдумать вопрос о том, какую по уровню качества продукцию вы планируете получать. Если вы будете реализовывать готовые трубы мебельным компаниям, фирмам, занимающимся несложными строительными работами, монтажом оград и заборов, вполне подойдет небольшой по мощности станок. Он обеспечит выпуск вполне достойных по качеству труб.

В тех же случаях, когда предприниматель хочет по-настоящему серьезно заняться производством изделий с разными профилями, ему понадобится полноценная производственная линия. В ее состав в этом случае будут входить следующие агрегаты:

- профилегибочная установка;
- линия для получения труб из круглых заготовок;
- сварочная линия, работающая в автоматизированном режиме;
- агрегат для нарезки готовых изделий.
Производство профильной трубы

Профильные металлические трубы широко применяются в самых разных отраслях промышленности и сферах человеческой деятельности. Налаженный процесс производства таких труб сравнительно прост, а прибыль от выпущенной продукции очень велика. При наличии средств и желания заниматься металлообработкой, бизнесмен сможет довольно быстро выйти на окупаемость.
Требования к помещению и персоналу
Для производства небольших партий труб следует найти помещение, площадь которого составляет не менее 80 кв. м. Технологический процесс отличается высокой степенью автоматизации, поэтому для маленькой линии понадобится всего один оператор и его помощник. При необходимости можно нанять водителя и грузчика, а также расширить административный персонал (привлечь бухгалтера, менеджера по сбыту продукции).
Материалы и виды
Профильные трубы изготавливаются из рулонных стальных листов – штрипсов. Обычно для штрипсов берут низколегированную или углеродистую сталь. Важное значение имеет не только сорт стали, но и толщина листа, поскольку от толщины заготовок непосредственно зависит прочность готовой трубы и ассортимент выпускаемой продукции.
В зависимости от назначения выделяют следующие виды профилей:
- стандартные (применяются для строительства лесов, изготовления каркасов, ограждений, систем орошения, опор и прочих подобных конструкций);
- магистральные (используются как опора для крупногабаритных трубопроводов);
- устойчивые к химическим воздействиям (обрабатываются специальным образом, применяются в пищевой, химической и медицинской промышленности);
- промышленные (идут на изготовление автомобильных валов, цилиндров, поршней и подшипников для различных станков и двигателей).
Начинающему бизнесмену стоит освоить производство стандартных профилей, после чего можно постепенно переходить к изготовлению других видов продукции.
Профильные трубы также различаются по своему сечению:
- прямоугольные и квадратные (наиболее востребованы в строительстве и промышленности);
- многоугольные (применяются в мебельной отрасли, используются как элемент декора).
В целом, металлопрофиль очень востребован на строительном рынке и в различных отраслях, так как он отлично выдерживает нагрузки, легко монтируется, не боится физических повреждений, огня и влаги.
Технологии изготовления
Для массового потребления, как правило, изготавливают квадратные или прямоугольные профили, диаметр которых составляет от 15 до 300 мм. Существуют два метода производства труб:
- вальцовка обычной круглой трубы;
- полный цикл производства (изготовление труб из стальных листов).
Второй способ более трудоемкий и затратный, чем первый, однако только в таком случае можно получить по-настоящему качественные и прочные трубы.

Полный цикл производства
Как уже отмечалось, для производства профиля используют стальные листы (штрипсы). При больших объемах выпускаемой продукции рекомендуется заключить прямой договор с металлургическим предприятием, чтобы не тратить лишние деньги на посредников.
Штрипс поставляется в рулонах, ширина которых намного превышает ширину заготовки для труб. В связи с этим на линии понадобится специальное резательное оборудование. Сам процесс изготовления выглядит следующим образом:
- Разметка и нарезка штрипсов. Ширина полученной заготовки составляет не менее 50 мм. Далее полосы свариваются и поступают на вращающийся барабан.
- Подача металлической ленты на первый вальцовочный станок. Здесь заготовке придают круглое сечение, причем для этого используют только физические методы.
- Сварка заготовок. Специальный станок сваривает свободные края высокочастотными токами. Лишний металл тут же снимается резцами, после чего заготовку охлаждают в особых эмульсиях.
- Калибровка. На предыдущем этапе заготовка приобрела вид целой трубы, однако ее нужно сделать ровной по всей длине.
- Окончательная вальцовка. Труба сжимается с четырех сторон и приобретает необходимое сечение.
Готовый профиль нарезают равными частями и отправляют на склад.
Принцип контроля
Любое металлическое изделие, в том числе и труба, наименее устойчиво в области сварного шва. В связи с этим вся готовая продукция должна пройти процедуру контроля. Для этого обычно используют один из следующих методов:
- Вихретоковая дефектоскопия. Сквозь металл пропускают вихревые токи, а затем регистрируют их выход. По изменению направления токов можно определить наличие дефекта в данном участке трубы (раковины, пустоты и др.)
- Визуальный осмотр. Квалифицированный специалист вручную осматривает трубу на предмет трещин, повреждений от вальцов, и прочих дефектов.
В сущности, на предприятии необходимо использовать оба метода, однако большой объем продукции довольно сложно проверить вручную, так что рекомендуется контролировать хотя бы часть партии и своевременно проводить техническое обслуживание станков.
Оборудование и оснащение цеха
Самая важная часть подготовки к данному производству – приобретение оборудования для изготовления металлопрофиля. На рынке имеется огромное количество станков и автоматизированных линий, так что предпринимателю нужно ориентироваться лишь на размер своего кошелька и предполагаемый выпуск продукции. Слишком дешевое оборудование приобретать не стоит, но и линия с повышенной производительностью – не лучший вариант для начала бизнеса. Рекомендуется купить полуавтоматическую линию средней мощности.
Любая линия по изготовлению профиля состоит из нескольких основных станков:
- устройство для разматывания и резки штрипсов;
- трубогиб (вальцовочный станок);
- сварочный аппарат;
- станок для нарезки готовых труб.
Соединять друг с другом разные станки неэффективно, лучше всего выбирать готовые линии от одного поставщики. Среди них есть не только автоматизированные варианты, но и линии, требующие значительного ручного труда. Разумеется, автоматические линии стоят дороже.

Перед приобретением оборудования важно подумать об ассортименте будущей продукции. Если вальцовочный станок оснастить дополнительными валами (например, треугольными), то можно одним шагом увеличить прибыль за счет выпуска профиля треугольного сечения. Многие предприниматели приобретают ванну для оцинкования, поскольку оцинкованные трубы тоже пользуются стабильно высоким спросом.
В целом, стоимость комплекта оборудования для производства профильной трубы составит не менее 600 тысяч рублей. Такая цена считается сравнительно невысокой, поскольку линия будет обладать низкой производительностью.
Кому реализовывать готовую продукцию
Первоначальные затраты на запуск предприятия составят около 2 млн рублей. Только на оборудование (качественную линию средней мощности) уйдет примерно 1,5 миллиона. Также вам понадобится арендовать помещение, произвести его ремонт и подготовку к производству, закупить сырье (1 тонна штрипса стоит около 40 тысяч рублей).
Ежемесячные расходы преимущественно складываются из стоимости сырья и оплаты труда персонала. В месяц придется тратить не менее 500 тысяч рублей. Средняя цена 1 тонны профиля составляет около 50 тысяч. Если изготавливать ежемесячно хотя бы 30 тонн трубы, то можно выручить 1,5 млн рублей. Прибыль составит около 1 миллиона, и вложения окупятся за пару месяцев.
С реализацией профильной трубы вряд ли возникнут сложности. Основные сферы применения профиля:
- строительство (в том числе капитальный ремонт зданий);
- машиностроение;
- мебельная промышленность;
- реклама (уличные баннеры);
- перегородки и всевозможные каркасы.
Вам достаточно прорекламировать свою продукцию в газетах, на радио и в интернете. Можно также обратиться к местным строительным компаниям и ремонтным организациям.
Главное – вникнуть в тонкости производственного процесса и приобрести качественное оборудование. Готовая продукция имеет постоянный стабильный спрос и обеспечит быструю окупаемость. Рекомендуем посмотреть существующих производителей трубы и произвести конкурентную разведку.
Все что нужно знать о производстве профильных труб
Производство профильных труб позволяет получить изделия, характеризующиеся высокой прочностью, устойчивостью к ударным и деформационным нагрузкам. Область применения продукции металлопроката обширная, что объясняет его высокую популярность. Такие изделия отличаются рядом положительных качеств (жесткость конструкции, долговечность, простота обработки и установки).

Что такое профильная труба?
Так называется продукция фасонного металлопроката, изготавливаемая из металлического листа или заготовок. Для этого используется сталь разных типов:
- углеродистая (Ст3);
- низколегированная конструкционная;
- спецстали, характеризующиеся улучшенными свойствами: жаро- и химически стойкие;
- нержавеющая.
Применяются и другие материалы: алюминий и сплавы на его основе, медь, латунь. Такие изделия могут иметь овальное, плоскоовальное, прямоугольное или квадратное сечение. На одном из этапов производства формируется круглая заготовка, но затем она проходит через валки прокатного станка, приобретая нужную форму. При возникновении такой необходимости изготавливается треугольная или многоугольная труба, но это возможно только по индивидуальному заказу.
Продукция делится на виды, отличные по способу производства и свойствам готовых изделий:
- холоднокатаные профильные трубы;
- горячекатаные бесшовные изделия;
- холоднокатаная электросварная продукция.
Первый из вариантов используется часто, т. к. отличается прочностью, характеризуется достаточной упругостью, что позволяет выдерживать деформационные нагрузки (на разрыв, сжатие). Горячекатаные бесшовные изделия тоже отличаются прочностью. Их устанавливают на участках с повышенными нагрузками. Дополнительно отмечают устойчивость такой продукции к негативному влиянию агрессивных веществ, коррозии.
Электросварные трубы производятся путем сваривания заготовки. Такие изделия отличаются прочностью, несмотря на наличие шовного соединения. Современные технологии позволяют получить продукцию высокого качества, которая будет служить в течение длительного периода. После изготовления труб оценивается прочность шовных соединений. Сфера использования подобной продукции:
- строительство объектов на основе металлических конструкций;
- изготовление теплиц, навесов;
- наладка линии производства торгового оборудования;
- ограждения;
- мебельная промышленность;
- прокладка газопровода (для медных изделий);
- промышленность;
- сельское хозяйство и т.д.
Технология
Часто применяется метод холодной деформации, при этом получают продукцию, предназначенную для использования на неответственных участках. Такая технология изготовления профильных изделий способствует снижению их прочности. Она чаще используется не на заводах, а на небольших предприятиях, т. к. оборудование для холодной деформации готовой продукции круглого сечения отличается малыми габаритами.
Линия производства профильных труб на основе технологии полного цикла используется с целью получения изделий, которые способны выдерживать повышенные нагрузки. Производитель применяет рулонный металл, характеризующийся разной толщиной. Благодаря этому появляется возможность получить продукцию с различной степенью прочности.
Оборудование
Если планируется использовать метод холодной деформации, потребуется станок для производства профильной трубы. Он называется вальцовочный. Для изготовления продукции требуемой формы подготавливают стандартные трубы круглого сечения.
Альтернативный вариант предполагает необходимость использования такого оборудования:
- автоматический станок для разматывания металлического листа;
- трубогиб;
- сварочный аппарат;
- станок для нарезки труб.
В этом перечне указано оборудование для производства профильных труб по технологии полного цикла.
Этапы производства металлопрофиля
Большей популярностью пользуется продукция с повышенной прочностью. Cледует рассмотреть вариант изготовления профильных труб с применением технологии полного цикла.
Обработка штрипса
Так называется рулонный листовой металл. Он характеризуется разными габаритами. Однако для изготовления профильного изделия производится нарезка штрипса и формирование подходящих по размерам заготовок. Для этого используется станок продольной резки. На выходе получают длинные металлические полосы нужной ширины: от 50 мм и более. Затем они соединяются методом сварки и наматываются на барабан, что позволяет избежать простоя вальцовочного станка в процессе производства.
Изготовление заготовки
На следующем этапе металлические полосы отправляются на станок, где происходит формирование заготовок круглого сечения. Нагреву изделия пока не подвергаются. После этого заготовку пропускают через сварочное оборудование. На данном этапе происходит соединение краев изделия. Причем вальцы продолжают оказывать воздействие на заготовку. Благодаря этому удаляется грат (расплав, который появляется на внутренних стенках).
Профилирование трубы
На следующем этапе заготовки охлаждаются. После этого необходимо придать им правильную форму, для чего используются калибровочные вальцы. Затем останется только сформировать из полученной заготовки прямоугольную или квадратную трубу. Для этого тоже применяют вальцы. Если нужно получить продукцию овальной или плоскоовальной формы, процесс изготовления несколько упрощается. В этих случаях применяют только одну пару вальцов. Причем процесс охлаждения не прекращается.
Нарезка
На данном этапе осуществляется нарезка непрерывной заготовки, которая была сформирована ранее. Для этого используется пила. Процесс охлаждения не останавливается и во время нарезки изделий.
Контроль качества
При производстве профильной продукции выполняется оценка состояния поверхности, срезов, сварных швов. Перед тем как переходить к нарезке непрерывных заготовок, производят контроль качества. Основные методы:
- Вихретоковая дефектоскопия — способ, основанный на измерении взаимодействия внешнего электромагнитного поля вихревых токов и электромагнитного поля вихревых токов, которые появляются в исследуемом объекте. Цель метода — оценка качества термообработки, выявление погрешностей (искривлений, неровностей) поверхности.
- Визуальный контроль. При этом на последнем этапе производства выполняется оценка состояния изделий (внешний осмотр). Таким способом обнаруживаются дефекты, полученные вследствие износа или поломки вальцов. Данные погрешности качества изделия дефектоскоп не обнаружит.
Термообработка
После нарезки производится нагрев продукции. Эта мера позволит устранить напряжения на участках принудительного изгиба. После полного остывания готовых труб существенно повышается их прочность. Данный этап не следует исключать и при производстве труб по методу холодной деформации с помощью одного лишь вальцовочного станка.
В результате получают продукцию с увеличенным сроком службы. Это обусловлено снижением скорости износа профильных труб, особенно на участках, где они постоянно подвергаются деформационным нагрузкам. На внешние характеристики термообработка не влияет.
Инструменты

Профильные трубы являются предметом использования, как в профессиональном, так и в любительском строительстве. С помощью профильных труб легко соорудить разнообразные конструкции, которые способны выдерживать большие нагрузки. При возникновении потребности в самостоятельном изготовлении профильной трубы, воспользуйтесь рекомендациями о том, как сделать профильную трубу с помощью специального оборудования.
Оглавление:
- Общее понятие о профильных трубах
- Сфера использования трубы профильной
- Разновидности профильных труб
- Расчет профильных труб
- Деформация профильных труб
- Технология изготовления профильных труб
- Методы контроля изготовления профильной трубы
Общее понятие о профильных трубах
Профильная труба – это пустая стержнеобразная труба с сечением в виде квадрата, прямоугольника или овала.

Профильные трубы изготавливают из:
- нержавеющей стали,
- углеродистой стали,
- низколегированной стали,
- пластика.
Промышленное производство профильных труб, включает деформацию обычной трубы, с наличием круглого сечения в трубы прямоугольной, овальной или квадратной формы. Штрипс – это металлическая заготовка, из которой изготавливают металлическую трубу, затем с помощью специального оборудования труба попадает в форму определенного сечения и проходит термическую обработку.
Минимальное сечение профильных труб составляет 1х1 см, а максимальное 50х40 см. В соотношении с толщиной стенки трубы бывают от 1 до 22 мм.
Профильные трубы способны выдерживать большие нагрузки, благодаря тому, что стенки трубы выдерживают основную нагрузку и равномерно распределяют ее. Так как трубы внутри пустые – вес профильной трубы небольшой и облегчает общую массу конструкции.

Сфера использования трубы профильной
- возведение каркасов зданий,
- устройство стадионов,
- сооружение мостов,
- устройство арок,
- строительство пролетов или ферм,
- машиностроительная отрасль,
- сфера рекламы и производство билбордов,
- ремонт мансардных помещений,
- в строительстве невысоких помещений,
- сооружение складских или промышленных помещений,
- изготовление перегородок.
Профильные трубы с прямоугольным или квадратным сечением часто применяют в возведении несущих зданий или промышленных сооружений. Такие трубы являются основой при строительстве спортивных комплексов или павильонов.
Профильные трубы используют для перекрытия складских помещений промышленного назначения. При использовании профильных труб, в качестве перекрытия, получается надежная конструкция и экономичность в расходе материалов.

Леса, сделанные из профильных труб, облегчают доступ к фасаду здания, для осуществления ремонта или отделки.
Профильные трубы используют для монтажа металлических каркасов. Благодаря быстроте и легкости соединения профиля сооружение башенного крана проходит без использования тяжелой техники.
Профильные трубы, сечение которых не превышает 40х40 мм, используют в изготовлении бытовых приборов, таких как светильники, спортивное оборудование, мебель.
Профильные трубы из алюминия применяют в устройстве шин, коннекторов и холодильников, а также кондиционного оборудования.
Профильные трубы очень редко используют при установке коммуникаций, большое распространение получили трубы в устройстве и конструировании зданий, в том числе стропильных ферм.
Преимущества использования конструкций из профильных труб:
1. Экономичность: небольшой расход металла при сооружении больших конструкций.
2. Легкость и быстрота установки конструкций позволяют за короткое время возвести большое здание.
3. Профильные трубы обрабатывают специальными антикоррозийными составами, которые соответствуют всем санитарно-гигиеническим нормам.

4. Применение профильных труб соответствует всем правилам противопожарной безопасности.
5. При необходимости замены профильной трубы не требуется разбирать всю конструкцию.
6. Благодаря наличию квадратной и прямоугольной формы проводить транспортировку труб намного легче.
7. Профильные трубы устойчивы к изгибанию и к высоким нагрузкам.
8. Установка профильных труб, в качестве каркаса здания поможет воплотить разнообразные архитектурные проекты любой сложности.
Разновидности профильных труб
Труба профильная фото:

В зависимости от типа изготовления выделяют профильные трубы:
- горячекатного типа,
- холоднокатного типа,
- бесшовного типа,
- электросварного типа.
В зависимости от способа изготовления трубы прямоугольной и квадратной формы разделяют на:
- профильные трубы горячекатного бесшовного типа – отличаются высокой прочностью, антикоррозийностью, устойчивостью к агрессивной среде;
- профильные трубы холоднокатного типа, которые подразделяют на теплодеформированные и стандартные, такие конструкции выдерживают большие перепады давления и отличаются упругостью;
- профили электросварного холоднокатного типа имеют высокие характеристики прочности и долговечности.

В зависимости от области применения профильные трубы разделяют на:
- стандартные профильные трубы, сфера использования которых распространяется на установку трубопровода, кабельного оборудования, строительные леса, системы ограждения или орошения;
- трубы магистрального типа применяют в обустройстве газо-,водо- или нефтепровода с высокими перепадами давления;
- профильные трубы с термоустойчивостью используют в пищевой или химической промышленности;
- трубы конструкционного типа применяют для сооружения зданий, элементов транспорта, вышек или кранов;
- профильные трубы машиностроительного значения – используют для производства поршней, цилиндров, валов или подшипников.
В зависимости от типа сечения профильные трубы бывают таких форм:
- овала,
- прямоугольника,
- квадрата,
- плоского овала,
- трубы с плоскими ребрами,
- специально профилированные трубы.
В зависимости от материала, из которого изготовлены профильные трубы выделяют:
- трубы стальные,
- пластиковые профильные трубы.
Профильная труба стальная более распространена. из-за высокой прочности. Пластиковая профильная труба отличается более низкой стоимостью и легкостью конструкции.
По типу стали профильные трубы разделяют на:
- профили, изготовлены из кипящей стали – характеризуются высокой прочностью, но низкой долговечностью;
- профили из спокойной стали – имеют высокий показатель пластичности;
- профили из полспокойной стали – характеризуется как прочностью, так и пластичностью.
Расчет профильных труб
Труба профильная размеры и вес определяют соотношением толщины стенки и размера трубы.
Пример расчета профильной трубы:
1. При применении профильной трубы 20х20 с толщиной стенки в 1 мм, общий вес одного метра трубы составляет 583 г.
2. Труба профильная 20х40 имеет вес 670 г.
3. Профильная труба 40х40 с толщиной стенки в 2 мм весит 2330 г.
4. Профильная труба 60х60 с толщиной стенки в 8 мм, весит 12200 г.

Деформация профильных труб
Чтобы сделать устройство для сгибания профильной трубы, сечение которой не превышает 20 мм, понадобится бетонная плита и бур.
В бетонной трубе следует пробурить отверстие и вбить стальные штыри, согласно чертежу профильной трубы. Максимальное расстояние между месторасположением штырей не должно превышать 5 см.
Чтобы согнуть трубу в таком устройстве следует выполнить такие действия:
1. Закрепите конец трубы в месте расположения двух крайних штырей.
2. Другой конец трубы следует согнуть по штырям, которые вбиты в плите.
3. В завершении, другой конец плиты должен расположиться между крайними штырями.
Совет: Для надежной фиксации профильной трубы, приварите в ней временный прут, который поможет закрепить изогнутое положение трубы.
При отсутствии бетонной плиты, вбейте штыри в землю, и попробуйте таким образом изогнуть профильную трубу.

Технология изготовления профильных труб
Для изготовления профильной трубы, с прямоугольным или квадратным сечением, требуются специальные вальцы, которые путем развития большой силы деформируют трубу.
При изготовлении профильных труб, которые не несут большой нагрузки, например, для мебели, навеса или теплицы, достаточно купить обыкновенный станок, которые поможет изготовить профили. Но, если изготавливать из профильных труб несущие конструкции, нужно покупать трубы, изготовленные в специальных условиях, так как мощности труб из обычного станка будет недостаточно.
В процессе производства профильных труб есть несколько циклов:
1. На завод, по изготовлению труб, привозят металлические штрипсы – большие круглообразные руллоны стали. В зависимости от размера профильной трубы, станки делают нарезку штрипса на полосы.
2. Сварочный станок проводит соединение полос в одну сварочную ленту, которую наматывают на барабан.
3. Следующий этап предполагает формирование труб с круглым сечением. Данный процесс происходит в формировочном стане.
4. Трубы с круглым сечением попадают в сварочный цех, где происходит их сваривание.
5. После снятия расплава с поверхности трубы. Трубы отправляют на охлаждение.
6. Специальный станок корректирует размер трубы и делает поверхность ровной и гладкой.
7. Завершающий этап – формирование профильной трубы квадратного или прямоугольного сечения с помощью вальцев.
Для производства трубы профильной прямоугольной требуется четыре вальцы, так же как и для трубы профильной квадратной. При изготовлении трубы с овальным сечением необходимо использовать только две вальцы.

Методы контроля изготовления профильной трубы
- вихревый дефектоскопический метод предполагает взаимодействие между магнитными и электрическими свойствами стали,
- визуальный метод предполагает осмотр трубы на наличие дефектов и неровностей, которые не были выявлены вихревым устройством.
После изготовления труб следует провести термическую обработку, которая включает:
- нагрев трубы,
- полное остывание.
Совет: При самостоятельном изготовлении профильной трубы с помощью специального станка, используйте паяльную лампу для проведения термической обработки профильных труб.
Использование станка для производства профильных труб характеризуется высоким уровнем шума и состоит из протяжного механизма и четырех валков, которые формируют трубу.





