ОБОРУДОВАНИЕ
ТЕХНОЛОГИИ
РАЗРАБОТКИ
Блог технической поддержки моих разработок
Контроллер для холодильника на элементе Пельтье.

Контроллер был разработан для винного холодильника, но может быть использован в любом подобном устройстве. В публикации приводится полная принципиальная схема разработки и резидентное программное обеспечение.
К контроллеру холодильника предъявляется довольно много специфичных требований, обусловленных:
- функциональным назначением – стабилизацией воздуха в камере холодильника;
- особыми требованиями к точности и стабильности температуры, в соответствии с условиями хранения вина;
- применением в качестве охлаждающего прибора – элемента Пельтье.
Управление элементом Пельтье. Требования к контроллеру.
Элемент Пельтье капризный полупроводниковый прибор. Он предъявляет жесткие требования к управляющему контроллеру. Эти требования не соблюдаются во многих разработках, но в холодильнике, работающем в круглосуточном режиме, это приведет к большим неприятностям.
- Пульсации тока через элемент Пельтье не должны превышать 5%. Нарушение этого условия ведет к резкому снижению эффективности модуля (по некоторым данным на 30-40%), а его кпд в режиме охлаждения и так не велик. Если в качестве источника питания использовать традиционную схему не стабилизированного блока питания – трансформатор, выпрямитель, конденсатор, то емкость сглаживающего конденсатора должна быть очень большой. Зависит от мощности, но для формирования напряжения с пульсациями не более 5%, даже для 15-20 Вт необходим конденсатор емкостью не менее 30000 мкФ. Есть еще более низкочастотные изменения напряжения питающей сети 220 В, от которых не спасут никакие конденсаторы.
Первый вывод – контроллер должен питать модуль Пельтье стабилизированным током, с низким уровнем пульсаций. Обычный нестабилизированный трансформаторный блок питания для этого совершенно неприемлем.
- Традиционно, регулирование температуры в холодильниках происходит релейным регулятором. При снижении температуры до заданного значения холодильник выключается, а при превышении – включается. При этом не важно, как сделан регулятор на электронных компонентах или на биметаллической пластинке –это совершенно недопустимый способ. Хотя практически во всех разработках с элементом Пельтье именно такой принцип.
Использование релейного регулятора для управления модулем Пельтье приводит к плачевным результатам:
- Быстрая деградация элемента Пельтье. Из-за каждого включения – выключения модуля деградируют полупроводниковые кристаллы. Объясняют это тем, что из-за резких изменений температуры между пластинами модуля возникают механические напряжения в местах спайки с полупроводниками. Не важно, как это происходит. Важно, что производители элементов Пельтье нормируют количество циклов старт-стопов модуля. Для бытовых модулей это прядка 5000 циклов. Но это на полное прекращение работоспособности модуля. Т.е. релейный регулятор убьет модуль Пельтье за 1-2 месяца.
- Элемент Пельтье обладает высокой теплопроводностью. Это значит, что при выключении тепло от внешнего радиатора, через модуль будет передаваться на внутренний радиатор холодильника. И нагревать воздух в холодильнике.
Вывод – регулятор должен постоянно держать охлаждающий модуль включенным, плавно меняя мощность на нем. Частое включение – выключение модуля Пельтье недопустимо.
- Какой параметр надо регулировать на элементе Пельтье для стабилизации температуры в холодильнике: ток или напряжение? Вольт-амперная характеристика модуля Пельтье нелинейная и крутая. Т.е. при небольшом изменении напряжения ток меняется значительно. И вдобавок, характеристика меняется от температуры поверхностей модуля. Регулировать надо мощность. Охлаждающая способность элемента Пельтье напрямую связана с электрической мощностью.
Вывод – для стабилизации температуры надо регулировать электрическую мощность на элементе Пельтье, т.е. произведение тока через модуль на напряжение на нем.
- Большой соблазн регулировать мощность с помощью широтно-импульсного модулятора.
Совершенно недопустимо применение ШИМ по причине тех же 5% пульсаций.
- Аналоговый регулятор применять на таких мощностях тоже нельзя из-за низкого кпд.
Вывод – необходим импульсный регулятор мощности с фильтром на выходе.
- Одна из потенциальных причин выхода элемента Пельтье из строя или его быстрой деградации – высокая температура горячей пластины модуля. Как правило, она не должна превышать 80°C.
- Но есть еще проблема. Температура охлаждающей поверхности модуля зависит от горячей поверхности. Например, если допустить нагревание горячей поверхности до 50 °C, а элемент Пельтье снизит ее на 30 °C, то температура холодной части будет 20 °C. Вряд ли такое устройство можно назвать холодильником.
Вывод – необходимо контролировать температуру внешнего радиатора холодильника и держать ее не выше 30-35 °C. Очевидно, что делать это нужно включая вентилятор радиатора. Т.е. контроллер холодильника должен измерять температуру внешнего радиатора и, при необходимости, включать вентилятор.
Требования к контроллеру элемента Пельтье, связанные со спецификой эксплуатации холодильника.
К требованиям связанным с применением в устройстве элемента Пельтье добавляются специфические условия эксплуатации холодильника.
- Система управления должна поддерживать температуру с высокой точностью, и главное – без резких колебаний. Еще одна причина, по которой релейные терморегуляторы от холодильников совершенно не приемлемы.
- В камере холодильника стабилизируется температура воздуха. Реакция изменения температуры воздуха, на изменение электрической мощности охлаждающего модуля крайне медленная – десятки минут. Математическое обеспечение регуляторов должно учитывать эту специфику.
- Устройство работает в круглосуточном режиме. Поэтому необходим высокий кпд, не большая потребляемая мощность. Желательно иметь возможность пользователю задавать максимальную мощность.
- В систему входят несколько компонентов, расположенных вне контроллера (датчики температуры, вентилятор, модуль Пельтье). Должна осуществляться автономная диагностика всех узлов системы и обеспечиваться защита от фатальных ошибок, перегрева, поломки вентилятора и т.п.
- Контроллер должен иметь простой, понятный интерфейс.
С учетов выше сказанного и был разработан контроллер для холодильника.
Параметры контроллера для холодильника на модуле Пельтье.
| Точность поддержания температуры в камере | 0.1 °C |
| Диапазон температуры стабилизации | 0 – 50 °C |
| Максимальная выходная мощность | 20 Вт |
| Максимальный выходной ток | 3 А |
| Максимальное выходное напряжение | 12 В |
| КПД | не менее 90 % |
| Коэффициент пульсаций выходного напряжения | не более 2 % |
| Напряжение питания, нестабилизированное | 10 – 12 В |
| Габариты | 110 x 90 x 38 мм |
Структурная схема системы.
Пояснять здесь особенно нечего.

Принципиальная схема контроллера для холодильника на элементе Пельтье.
 Схема не сложная. Главный компонент – микроконтроллер PIC18F2520 компании Microchip. К нему подключены:
Схема не сложная. Главный компонент – микроконтроллер PIC18F2520 компании Microchip. К нему подключены:
- трех разрядный, семи сегментный светодиодный индикатор VD9, через токоограничительные резисторы R20-R27;
- три кнопки, через диоды развязки VD6-VD8;
- два датчика температуры DS18B20 D1, D2;
- ключ управления вентилятором VT1;
- измерительные цепи:
- тока, через фильтр R12, C6;
- напряжения питания, через фильтр-делитель R8, R5, C4;
- напряжения на втором выводе нагрузки, через фильтр-делитель R9, R6, C5;
- драйвер ШИМ ключа VT2, VT3, R7, R10,R11;
- силовая часть импульсного стабилизатора VT5, VD2, L1.
Импульсный стабилизатор собран по традиционной схеме понижающего стабилизатора. Только нагрузка (элемент Пельтье) оторвана от земли. Это позволяет управлять ключом стабилизатора от сигнала микроконтроллера, привязанного к земле, что значительно упрощает схему.
Ключ стабилизатора VT5 управляется через драйвер от ШИМ модулятора микроконтроллера. Частота ШИМ 100 кГц. В открытом состоянии ключа ток поступает в нагрузку по цепи: питание, нагрузка, дроссель L1, ключ VT5. В закрытом – нагрузка питается от энергии, запасенной в дросселе, по цепи: дроссель L1, рекуперативный диод VD2. В зависимости от скважности ШИМ меняется энергия, передаваемая в нагрузку.
- Значение тока, потребляемого от источника питания измеряется через резисторы R16, R17.
- Мощность вычисляется как произведение тока на напряжение питания.
- Напряжение на нагрузке вычисляется как разность между значением напряжения питания и напряжением на втором выводе нагрузке.
Используя все эти параметры, контроллер определяет скважность ШИМ.
Дроссель L1 должен быть индуктивностью 300-400 мкГн и током насыщения 5 А. Я выполнил его на Ш образном сердечнике Ш36x18x10 2500НМС. Намотал 65 витков, зазор 1 мм.
Надо помнить, что частота ШИМ – 100 кГц. Поэтому должен быть феррит соответствующей марки. Лучше N87, можно 2500НМС, хотя думаю, что и 2000НМ будет работать. Обмотку лучше выполнить сложенным в 2-3 слоя тонким проводом, для борьбы со скин-эффектом.
Схема рассчитана на ток до 3 А. Но ничего не мешает применить другие компоненты для увеличения выходной мощности. На максимальную выходную мощность влияют параметры следующих элементов: R16, R17, VT5, VD2, L1, C10, L2, L3.
Требования к разводке схемы обычные для импульсных стабилизаторов. Минимальными должны быть связи между силовыми высокочастотными элементами: R16, R17, VT5, VD2, L1, C7, C9.
На элементах L2, L3, C11 собран выходной фильтр радиопомех. Скорее всего, можно обойтись без него.
Датчики температуры лучше подключить витыми парами.
Никакие компоненты схемы не нагреваются и не требуют радиаторов.
Математическое обеспечение регуляторов контроллера.
Математика регуляторов довольно сложная. Вот упрощенная схема.

Всего три основных регулятора.
- На самом нижнем уровне регулятор напряжения. Это ПИД регулятор (пропорционально интегрально дифференциальный). Его задача – управлять ШИМ так, чтобы напряжение на нагрузке было стабильным. Заданное напряжение он получает от предыдущего регулятора – регулятора мощности. Также он сглаживает пульсации, в основном, за счет дифференциальной составляющей.
- Выше регулятор мощности. Он стабилизирует мощность на нагрузке в соответствии с заданным значением от регулятора температуры. Это интегральный регулятор. Реальную мощность он вычисляет как произведение тока на напряжение.
- На верхнем уровне – регулятор температуры. Его задача – поддерживать стабильной температуру. Это медленный интегральный регулятор. Его интегральный коэффициент задан таким, что при ошибке рассогласования температуры 10 °C, мощность меняется на 10 Вт за 12 минут. Медленная реакция требуется из-за инерционности процесса охлаждения воздуха в холодильнике.
Подробнее описывать математику регуляторов не буду. Возможно, когда-нибудь напишу статью о теории автоматического регулирования в доступном виде.
Резидентное программное обеспечение.
Программа написана на ассемблере, с циклической переустановкой всех переменных. Зависать не может в принципе.
Программное обеспечение выполняет следующие функции:
- индикация:
- текущей температуры в камере холодильника;
- заданной температуры;
- текущей электрической мощности на элементе Пельтье:
- заданной максимальной мощности;
- температуры внешнего радиатора;
- включения питания;
- включения вентилятора;
- фатальные ошибки системы;
- стабилизация температуры воздуха в камере;
- управление вентилятором внешнего радиатора (включение при 30 °C, выключение при 27 °C);
- контроль состояния системы.
Работа с контроллером.
После включения питания на индикаторах пробегает надпись mypractic.ru и устройство работает в нормальном режиме.

На индикаторах отображается значение температуры в холодильнике.
Чтобы посмотреть заданную температуру надо нажать кнопку “выбор”. Установить заданную температуру можно, удерживая нажатой кнопку “выбор”, с помощью кнопок ”+” и ”-”.

Если нажать кнопку ”+” (без кнопки “выбор”), то контроллер будет показывать текущую мощность на модуле Пельтье в Вт. Значение мощности на индикаторах чередуется с отображением буквы ”P”. С помощью кнопки “выбор” можно посмотреть заданную максимальную мощность, а кнопками ”+” и ”-” ее задать.


Следующее нажатие кнопки ”+” (без кнопки “выбор”) переведет контроллер в режим индикации температуры внешнего радиатора. Значение температуры на индикаторах чередуется с отображением ”tr”.


Контроллер отслеживает и реагирует на следующие ошибки:
- Ошибка датчика температуры. Индицируется символами ”—” на индикаторах.
- Ошибка записи в EEPROM. Заданные параметры (температура, мощность) сохраняются в энергонезависимой памяти микроконтроллера. Ошибка возникает при не соответствии контрольных сумм этих данных. Реально она может появиться при первом включении или при выключении питания в момент записи. Исправляется перезаданием параметров.
- Ошибка перегрева (поломки вентилятора). Появляется, если внешний радиатор нагрелся до 50 °C. Это может возникнуть только при неисправном вентиляторе.
- При любой ошибке, контроллер снимает напряжение с модуля Пельтье и индицирует ошибку миганием светодиода.
Еще раз подчеркну, что регулятор температуры инерционный – при ошибке рассогласования температуры 10 °C, мощность меняется на 10 Вт за 12 минут. Т.е. маленькая мощность при включении питания – нормальное явление. Надо подождать.

Загрузить материалы по контроллеру для холодильника:
Если кто-нибудь повторит разработку, тем более улучшит, напишите мне о результатах.
Простой охладитель для аквариума на элементе Пельтье
Александр Русу – Одесса
Аквариум – это небольшой параллельный мир, в который можно периодически уходить, когда в существующей вселенной становится неуютно. Однако поддержание нормального микроклимата в аквариуме является не самой простой задачей и требует применения специализированного оборудования. Конечно, может показаться, что сейчас на рынке есть все, что для этого необходимо, но, как оказалось на практике, это не совсем так.

Одной из проблем содержания аквариумных рыбок является необходимость охлаждения воды летом, когда температура воздуха перестает опускаться ниже 25 °C. Например, в Одессе этот период начинается с середины июля и может продолжаться до двух месяцев. Если в помещении нет кондиционера, то для многих рыбок наступление этого сезона заканчивается самым печальным образом.
Уменьшить температуру воды намного сложнее, чем увеличить. На рынке присутствует огромный выбор недорогих и надежных аквариумных обогревателей, в том числе и со встроенными терморегуляторами, но стоимость охладителей (чиллеров) в большинстве случаев оказывается заоблачной. Да и рассчитаны они обычно на охлаждение больших объемов воды, поэтому приобретать их, например, для маленького 10-литрового аквариума нет особого смысла. Существует еще несколько проектов чиллеров, которые можно изготовить в домашних условиях, однако они тоже достаточно сложны для повторения.
В этой статье описан простой и недорогой аквариумный охладитель, который можно собрать самостоятельно за несколько часов. Большинство деталей для его изготовления можно найти в «закромах» людей, занимающихся ремонтом компьютеров или увлекающихся электроникой. В самом лучшем случае для повторения этой конструкции потребуется приобрести всего один элемент Пельтье. И хоть данная самоделка может оказаться слишком примитивной и не очень презентабельной, с ее помощью можно охладить воду 20-литрового аквариума почти на 5 °С, что вполне достаточно для спасения обитателей аквариума в летнюю жару.
Методы уменьшения температуры воды в аквариуме
Существует два основных способа охлаждения воды в аквариуме: добавление холодных объектов, например, контейнеров со льдом, и использование тепловых насосов. Добавление льда или холодной воды требует постоянного присутствия человека рядом с аквариумом и холодильником, что не всегда возможно, особенно для людей с напряженным рабочим графиком, поэтому лучше всего использовать для этого автоматизированные устройства.
На сегодняшний день существует два основных вида тепловых насосов: на основе компрессоров и на основе элементов Пельтье. Компрессорные тепловые насосы имеют высокую эффективность и могут создать достаточно большую разницу температур в рабочих контурах. Из-за этого они активно используются в бытовых и промышленных холодильных установках, а также системах отопления и кондиционирования. Однако они имеют достаточно сложную конструкцию, а для того, чтобы изготовить их в домашних условиях, необходимы специальное оборудование, знания и практические навыки, обычно отсутствующие у большинства специалистов в области электроники.
Эффективность элементов Пельтье меньше, чем у компрессорных систем. Однако они компактны, и намного проще в эксплуатации, чем компрессоры. С точки зрения электроники, элемент Пельтье является относительно простым радиоэлементом, не требующим для своей работы сложных алгоритмов запуска или высокостабильных токов. Кроме того, элементы Пельтье доступны для приобретения практически у всех поставщиков электронных компонентов и имеют относительно невысокую стоимость.
Особенности использования элементов Пельтье
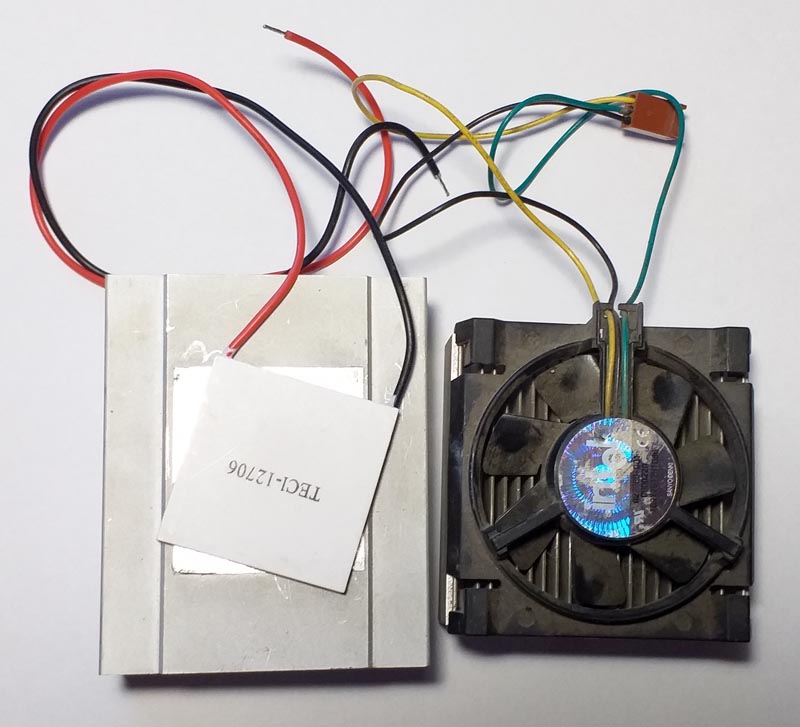
Принцип работы элементов Пельтье широко описан в технической литературе, поэтому нет смысла подробно останавливаться на этом вопросе. На сегодняшний день самыми популярными и доступными на рынке являются элементы Пельтье TEC1 с размерами 40 × 40 × 3.8 мм. В охладителе был использован элемент TEC1-12706 (Рисунок 1), содержащий 127 последовательно включенных полупроводниковых элементов, способных работать при токе до 6 А.
 |
||
| Рисунок 1. | Внешний вид элемента Пельтье TEC1 12706. | |
Элементы TEC1 состоят из двух керамических пластин, обычно белого цвета, между которыми располагаются активные полупроводники. Промежуток между пластинами заливается герметичным компаундом. Электрическая энергия на полупроводниковые компоненты подается с помощью двух проводов, как правило, красного и черного цветов. При подключении красного провода к положительному полюсу источника питания, а черного – к отрицательному сторона, на которой нанесена маркировка, обычно охлаждается, а противоположная сторона, без маркировки, нагревается. Если изменить полярность напряжения, то передача тепла (энергии) будет происходить в обратном направлении.
Срок службы элементов Пельтье во многом зависит от режима их работы. Лучше всего подавать на них постоянное напряжение с коэффициентом пульсаций не более 5%. В процессе работы элемента Пельтье лучше всего стабилизировать уровень потребляемой мощности, а также контролировать температуру горячей пластины, которая не должна превышать 50 °C. Питание элементов Пельтье импульсным напряжением, например, с использованием ШИМ, а также частое включение-выключение, не рекомендуется – материалы этих элементов деградируют при каждом изменении температурного режима, поэтому циклические режимы работы могут быстро разрушить эти приборы.
Конструкция и сборка охладителя
Размеры элемента TEC1 12706 равны 40 × 40 мм, что соизмеримо с размерами процессоров компьютеров. Поэтому в качестве теплообменников удобнее всего использовать готовые радиаторы от старых компьютеров – элементы TEC1 12706 на них устанавливаются без какой-либо доработки (Рисунок 2). Кроме того, практически всегда можно найти готовый комплект радиатор + вентилятор, который вряд ли уже когда-нибудь будет использоваться по своему прямому назначению.
 |
||
| Рисунок 2. | Элементы охладителя аквариума. | |
Размеры радиатора, предназначенного для охлаждения воды, должны быть максимально большими. При этом желательно выбирать радиатор с длинными ребрами, чтобы не утратить контакт с водой при возможном ее испарении. Поскольку вода имеет достаточно высокую теплопроводность, то вентилятор для этого радиатора не нужен.
Из-за низкой теплопроводности воздуха радиатор с горячей стороны элемента Пельтье должен или иметь большие размеры или обдуваться вентилятором. Если использовать радиаторы, предназначенные для охлаждения процессоров, то вентилятор нужен обязательно, хотя бы потому, что воздушные радиаторы, рассчитанные на работу при принудительном охлаждении, плохо работают при естественном обдуве. Без вентилятора температура горячего радиатора очень быстро достигает 50 °C и ток, потребляемый элементом Пельтье, катастрофически падает. В таком режиме уменьшение температуры воды не превышает 1 °C (проверено).
Единственным элементом, который придется изготовить самостоятельно, является основание, предназначенное для сборки конструкции целиком. Основание должно быть изготовлено из материала с невысокой теплопроводностью, поскольку оно контактирует и с горячим, и с холодным радиаторами, и если сделать его, например, из металла, то произойдет тепловое короткое замыкание и эффективность работы охладителя уменьшится до нуля. Геометрические размеры основания во многом зависят от размеров и способа крепления радиаторов. Желательно делать его максимально большим, поскольку оно еще и выполняет функцию теплового экрана, препятствуя смешиванию вентилятором холодного воздуха у поверхности воды с горячим воздухом, выдуваемым с радиатора.
Для изготовления основания лучше всего использовать материал такой же толщины, как и элемент Пельтье – приблизительно 4 мм. Это позволит хорошо прижать радиаторы друг к другу, не создавая при этом значительных механических усилий на сам элемент. В данном случае, самым доступным материалом для основания оказалась трехслойная 4-миллиметровая фанера, хотя можно использовать и другие листовые материалы подходящей толщины, например, акрил или поликарбонат.
Для установки элемента Пельтье в центре освнования лобзиком выпиливается прямоугольное отверстие с размерами 50 × 50 мм (Рисунок 3). При необходимости с одной из сторон этого квадрата делаются два пропила для проводов. Форма и размеры остальных отверстий зависят от имеющихся радиаторов, поэтому на чертеже указаны лишь общие цифры – при использовании других радиаторов отверстия будут другими.
 |
||
| Рисунок 3. | Чертеж и пример основания. | |
Способ объединения всех элементов конструкции, опять же, зависит от имеющихся радиаторов. В данном случае горячий радиатор изначально был рассчитан на установку с помощью пружины. Эта пружина и была использована для соединения всей конструкции в единое целое. Для этого пришлось немного изменить ее форму, разогнув один конец с помощью плоскогубцев, а в холодном радиаторе просверлить два отверстия и нарезать в них резьбу (Рисунок 4). После этого, сделав в основании необходимые прорези, всю конструкцию можно собрать в единое целое с помощью двух винтов М3 или М4. Винты для соединения радиаторов лучше использовать с низкой теплопроводностью, например, изготовленные из пластика или капрона, поскольку через металл замыкается часть теплового потока. Перед сборкой обе стороны элемента Пельтье нужно смазать термопастой, например, КПТ-8 для лучшего теплового контакта с радиаторами.
 |
||
| Рисунок 4. | Крепление радиаторов. | |
Для установки охладителя в аквариуме были использованы четыре металлические полосы из мягкого металла (Рисунок 5). В данном случае они были сделаны из оставшихся после ремонта прямых подвесов для стоечного профиля, используемых при монтаже гипсокартоновых стен. Металл полос должен быть мягким, чтобы можно было легко регулировать положение охладителя в аквариуме. Соединить полосы с основанием можно любым способом, например, с помощью шурупов или винтов М3 или М4. Длина полос зависит от размера аквариума и должна быть достаточна для того, чтобы охладитель случайно не упал в воду.
 |
||
| Рисунок 5. | Охладитель в сборе. | |
Последний этап сборки заключается в установке клеммной колодки и электрического соединения всех элементов охладителя в единое целое (Рисунок 6). Поскольку и для элемента Пельтье, и для вентилятора необходимо постоянное напряжение величиной 12 В, то никаких проблем на этом этапе возникнуть не должно. Если вентилятор имеет встроенный датчик оборотов, то его выход также лучше подключить на отдельную клемму, хотя это совершенно необязательно. Закрепить клеммную колодку на основании можно любым способом, например, с помощью шурупов или винтов М3/М4.
 |
||
| Рисунок 6. | Электрическая схема охладителя. | |
При использовании элемента TEC1 12706 для питания охладителя необходим источник постоянного напряжения с максимальным выходным током не менее 5 A. Для этого можно использовать любые выпрямительные устройства общего назначения, например, используемые для питания светодиодных лент (Рисунок 7). Соединить блок питания с охладителем можно любым проводом необходимой длины, рассчитанным на работу при длительном токе не менее 3 А, то есть имеющим сечение не менее 0.75 мм 2 .
 |
||
| Рисунок 7. | Блок питания 12 В, 5 А. | |
После этого охладитель готов к работе. В аквариуме его желательно установить в центре так, чтобы нижний радиатор имел хорошее соприкосновение с водой, при этом основание должно находиться выше уровня воды (Рисунок 8). Не лишним будет напомнить, что блок питания нужно устанавливать таким образом, чтобы исключить даже малейшую возможность как попадания его в воду, так и попадания воды на него, а включать систему в электрическую сеть можно только после завершения всех монтажных работ.
 |
||
| Рисунок 8. | Установка охладителя в аквариуме. | |
Результаты тестирования охладителя
Испытание охладителя было произведено в тестовом аквариуме емкостью 20 литров. Измерения температуры проводились с помощью четырех аквариумных термометров (Рисунок 9), три из которых были установлены на передней стенке и измеряли температуру в верхней, средней и нижней частях аквариума (Рисунок 8). Четвертый термометр располагался недалеко от аквариума и измерял температуру воздуха в помещении. При приобретении термометров особое внимание было уделено совпадению результатов измерений, чем были немало озадачены продавцы на одесском Староконном рынке. В конечном итоге удалось найти четыре прибора, дававших одинаковые результаты в диапазоне температур 10…25 °C.
 |
||
| Рисунок 9. | Аквариумный термометр. | |
Аквариум был установлен на ровном деревянном основании в сухом неотапливаемом помещении без постоянных воздушных потоков. Мощность, потребляемая из сети, контролировалась энергометром Intertek Power Meter PP-3460, напряжение и ток элемента Пельтье – стендовым вольтамперметром DC0-100V/10A.
В момент включения, когда температура охладителя не отличалась от температуры окружающей среды, ток, потребляемый элементом Пельтье, был равен 3.1 А при выходном напряжении источника питания, равном 12 В. После этого ток достаточно быстро – за несколько минут – уменьшился до величины 2.85 А. Таким образом, в установившемся режиме элемент Пельтье потреблял мощность, равную 34 Вт. Энергометр, подключенный к сети, при этом, показывал потребление мощности на уровне 41 Вт, что позволило определить КПД блока питания – приблизительно 83%.
В начале эксперимента температура воды и воздуха были приблизительно одинаковы – перед этим помещение несколько дней стояло закрытым, что исключало поступление внутрь воздуха с иной температурой. Кроме того, перед началом эксперимента в течение нескольких дней стояла пасмурная погода, что значительно уменьшало дневной нагрев помещения солнечными лучами, проникающими через окно.
Спустя сутки непрерывной работы разница температур воды и воздуха составила 4.3 °C. При этом в верхней части аквариума температура воды была на 1 °С меньше, чем в нижней и средней части. В конечном итоге, эксперимент был прекращен после 24 часов непрерывной работы охладителя при показаниях термометров: воздух – 21 °С, верхняя часть аквариума – 16 °С, средняя – 17 °С, нижняя – 17 °С.
Результаты измерения теплового сопротивления аквариума показали, что оно приблизительно равно 0.263 °С/Вт. При разнице температур 4.3 °С (определяется как средняя температура воды) мощность теплового потока, проходящего через поверхности аквариума, равна 4.3/0.263 = 16.35 Вт, что позволяет определить КПД охладителя на уровне 16.35/34 = 48%. Общий КПД системы при этом составил 0.48∙0.83 = 40%.
Выводы
Данное решение оказалось далеко не самым эффективным – больше половины затраченной энергии теряется впустую. Однако и никаких действий по оптимизации этого охладителя еще не выполнялось. Весь этот проект от начала и до конца был придуман и реализован за несколько часов из того, что было под руками.
В конечном итоге, в прошлом году он свою функцию выполнил – все обитатели моего аквариума благополучно пережили летнюю жару, потому что при температуре воздуха в помещении 29…30 °С температура воды в нем не поднималась выше 25 °С. И с большой вероятностью они переживут и следующий жаркий сезон, поскольку разбирать эту систему я пока не собираюсь.
И я бы мог стыдливо умолчать о результатах измерений, ограничившись простым фактом – «Оно работает!», но это было бы нечестно по отношению к читателям. Поэтому пусть этот проект станет отправной точкой для последующих экспериментов и, может, кто-то из читателей однажды создаст лучшую систему, или, наоборот, докажет, что существует некий предел, преодолеть который не позволяют законы физики.
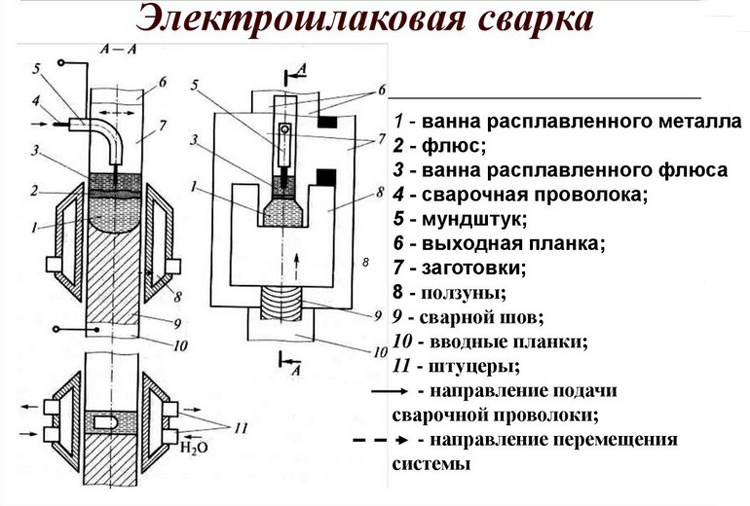
Характеристика и применение электрошлаковой сварки. Методы, технология, достоинства и недостатки
Электрошлаковая сварка относится к термическому классу и является видом сварки плавления. Источник нагрева – теплота, выделяющаяся при прохождении энергоносителя в шлаковой ванне.
Рабочий процесс протекает в вертикальной плоскости и заключается в прохождении сварочной цепи электрического тока по электроду, основному металлу и жидкому шлаку. Происходит расплавление основного металла, присадочного материала за счет тепла от нагретой шлаковой ванны.
Классифицируют электрошлаковую сварку по виду, числу электродов и наличию колебаний электрода.
ГОСТы
Требования, технические условия, типы соединений и другая информация, относящаяся к электрошлаковой сварке, содержится в ГОСТах, обязательных для выполнения. Некоторые стандарты:
- Процессы сварки: ГОСТ 30482-97 – правила технологического процесса проведения работ проволочным электродом или плавящимся мундштуком низколегированных и углеродистых сталей.
- Сварочные материалы: ГОСТ 9087-81, ГОСТ 30756-2001 – технические условия на флюсы сварочные плавленые для электрошлаковой сварки и технологий.
- Сварные соединения: ГОСТ 15164-78 – типы, элементы, размеры.
Где применяется
Основная область применения – тяжелое машиностроение.
- соединение толстостенных листов и деталей (бронекорпусов кораблей, валов гидравлических турбин, станин мощных прессов и прокатных станов, брони танков, барабанов котлов высокого давления);
- сварка металлов, имеющих разный химический состав;
- сооружение кожухов домен;
- производство сварно-кованых и сварно-литых конструкций;
- изготовление металлургического оборудования, толстостенных цилиндров.
Метод также применяют для сварки металла небольшой толщины (14-30 мм), например, монтажных стыков корпусов судов на стапеле.
Способы сваривания
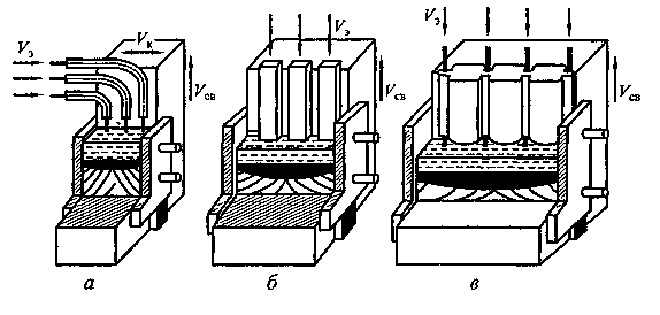
Методы электрошлаковой сварки зависят от типа применяемых электродов и подразделяются:
- электродными проволоками;
- электродами большого сечения;
- плавящимся мундштуком.
С помощью электродных проволок
Процесс выполняется с применением проволочного электрода с диаметром сечения 2-3 мм без поперечных колебаний.
Скорость подачи проволоки в шлаковую ванну должна быть постоянной. Метод применяется при сварке металла толщиной до 50 мм.
Для сваривания металла большей толщины используется несколько электродных проволок. Электроды перемещаются возвратно-поступательным способом в перпендикулярном направлении к продольной оси свариваемого шва.
Использование электродов большого сечения
Применяют стержни и пластины круглого, квадратного или другого сечения. Размеры и количество электродов зависят от размеров соединяемых деталей, формы и величины завариваемых отверстий и полостей.
Способ преимущественно используется при большой толщине свариваемых элементов и высоте шва до 1 м.
Пластинчатый электрод по мере его оплавления опускается в шлаковую ванну, глубина которой составляет 20-25 мм. Образование шва происходит в результате соединения расплавления основного металла с расплавленным материалом пластин.
Применение плавящегося мундштука
Метод соединяет в себе сварку электродными проволоками и электродов большого сечения. В зазор между соединяемыми деталями устанавливается неподвижно стальная пластина (мундштук). Она имеет трубки или пазы, через которые пропускаются электродные проволоки.
Мундштук в процессе сварки остается неподвижным. В шлаковую ванну подаются электродные проволоки, которые расплавляются и заполняют зазор между соединяемыми элементами. Одновременно с проволокой происходит оплавление той части мундштука, которая находится в шлаковой ванне.
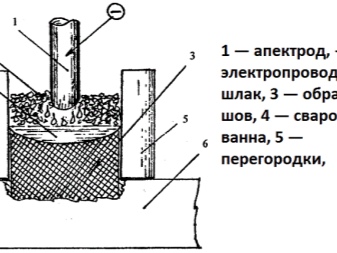
 Механизм электрошлаковой сварки
Механизм электрошлаковой сварки
Размер мундштука и количество проволок выбираются в соответствии с размерами свариваемых деталей. Этот метод применяют при соединении элементов со сложным сечением и небольшой высотой швов. Плавящийся мундштук изготавливают с сечением такой же формы, как у соединяемых частей.
Технология сварки
Свариваемые детали устанавливают вертикально, оставляя достаточный зазор между кромками. Формирование металла шва происходит принудительно. В зону сварки подается проволочный электрод или стальная пластина (стержень) и флюс. Между проволокой и металлом в начале процесса горит дуга. После образования достаточного слоя жидкого флюса (шлаковой ванны) дуга гаснет, и прохождение электрического тока происходит только через флюс. Выделяющееся тепло способствует дальнейшему расплавлению флюса, проволочного электрода и кромок свариваемых материалов. Расплавленный металл образует сварочную ванну, стекая на дно шлаковой ванны.
Сварочная головка вместе с медными ползунами-кристаллизаторами перемещается по соединяемым деталям снизу вверх, удерживая их. Ползуны, формующие металл шва, охлаждаются через каналы, по которым циркулирует вода. Цель – обеспечение нормального формирования шва и предотвращение вытекания из плавильного пространства жидкого шлака и металла. По мере заполнения зазора пластины ползуна перемещаются вверх. Металл ванны охлаждается, происходит кристаллизация и образование сварного шва по всей высоте кромок соединяемых материалов.
Оборудование
Метод требует применения оборудования – сварочных аппаратов автоматического и полуавтоматического типа, станков и установок.
Сварочный автомат для шлаковой сварки содержит:
- источник питания;
- сварочную головку;
- устройства (ползуны) для принудительного удержания сварочной ванны;
- механизмы перемещения сварочного аппарата и электродов;
- элементы управления;
- катушки для проволоки;
- бункер для флюса;
- приборы контроля положения сварочной ванны.
 Примерная стоимость сварочных аппаратов на Яндекс.маркет
Примерная стоимость сварочных аппаратов на Яндекс.маркет
Преимущества и недостатки
К положительным качествам способа относятся:
- Возможность однопроходной сварки изделий, имеющих неограниченную толщину. Следствие – уменьшение трудоемкости сварочного процесса, удешевление производства, улучшение качества швов.
- Отсутствие необходимости в специальной подготовке кромок деталей, что уменьшает объем подготовительных работ.
- Расход флюса в 15-20 раз меньше по сравнению с электродуговой сваркой под флюсом.
- Вертикальное положение процесса сварки не требует частой кантовки изделий.
- Обеспечение равномерного провара кромок соединяемых элементов.
- Отсутствие угловых деформаций на листах после сварки.
- Высокая производительность.
- обязательная вертикальная ориентация шва;
- недопустимость прерывания сварочного процесса во избежание дефектов;
- необходимость установки дополнительного оборудования (ползуны, планки);
- крупнозернистая структура шва;
- необходимость термообработки готового изделия с целью улучшения прочности.
Свойства и применение электрошлаковой сварки
Достаточно оригинальный и не всем известный метод сварного соединения металлических деталей – электрошлаковая сварка. Она предназначается для изготовления вертикальных (преимущественно) сварных швов. Вертикальный шов, особенно на толстом металле, в силу многих причин требует особого подхода.
Понятие процесса
Сущность процесса электрошлаковой сварки (ЭШС) состоит в том, что в зазор между торцами соединяемых деталей помещают шлаковую массу, которую расплавляют путем включения электрической дуги между электродом и самой деталью.
В расплавленную массу шлака подается присадочный металл, который, в свою очередь, начинает плавиться вместе с металлом по краям соединяемых деталей.

Жидкий металл тяжелее жидкого шлака, поэтому он опускается вниз, вытесняя шлаковую массу. В нижней части зазора он застывает, а расплавленная масса поднимается вверх — так заваривается вертикальный шов.
В отличие от более традиционных видов электросварки здесь первоначальному нагреву и расплавлению электрической дугой подвергается именно шлак, а не присадочный и основной металл. Температура плавления шлака должна быть существенно выше температуры плавления металла.
 После того, как шлак расплавляется, он шунтирует (гасит) электрическую дугу, но подача тока не прекращается. Прохождение тока через шлаковую массу с оптимально подобранными параметрами тепло- и электропроводности вызывает стабильный и равномерный прогрев ее до высоких температур.
После того, как шлак расплавляется, он шунтирует (гасит) электрическую дугу, но подача тока не прекращается. Прохождение тока через шлаковую массу с оптимально подобранными параметрами тепло- и электропроводности вызывает стабильный и равномерный прогрев ее до высоких температур.
Отличить шлак от металла очень легко по его цвету и консистенции. В конце процесса сварки он легко отделяется от монолитного соединения.
Во избежание вытекания расплава на зазоры ставят защитное ограждение — ползуны, постоянно охлаждаемые водой. Во время электрошлакового сварочного процесса они медленно поднимаются вверх.
Уникальные свойства
Примененный принцип «косвенного расплава» определяет уникальные свойства процесса. Особенности, являющиеся преимуществами, состоят в следующем:
 защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;
защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;- изменение плотности тока при сварке этим способом меньше влияет на качество шва, чем при сварке дугой;
- некритичность кратковременного прерывания подачи тока в процессе;
- возможность варить швы любой толщины за один проход;
- возможность подвергать сварке необработанные края деталей;
- малый расход электроэнергии;
- небольшая стоимость расходников — шлаков;
- высокий КПД.
 защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;
защита шва от атмосферного воздуха жидким шлаком, заключенная в самом принципе электрошлаковой технологии;Кроме того, стоит отметить, что электрошлаковая сварка производится на переменном, а не постоянном токе.
Но у ЭШС есть и недостатки. Этим способом варят только вертикальные швы, либо швы под острым углом к вертикали (основная причина малой распространенности электрошлакового метода).
Начатый процесс нельзя прекращать на середине, иначе возникают дефекты, которые могут быть устранены только разрывом шва и проведением работ заново.
Металл шва имеет крупнозернистую структуру, поэтому детали с таким соединением не предназначены для использования при отрицательных температурах — они становятся ломкими.
Сварочный электрошлаковый процесс требует большого количества оборудования, начиная от медных ползунов, которые должны максимально плотно прижиматься к шву (их отхода допускать нельзя) до иных вспомогательных деталей стартового кармана. Минимальная толщина стыков составляет 20 мм.
Способы сваривания
Электрошлаковая сварка подходит не для всех металлов, но ее область применения нельзя назвать узкой. Ее используют обычно для соединения низкоуглеродных и среднеуглеродных сталей, чугуна, цветных металлов (вплоть до титана и алюминия), реже — для легированных сталей.
Применяют при производстве массивных, крупногабаритных деталей (толщина порядка 100-600 мм), переплавке отходов.
 На практике используется 3 основных методики сварки. Первая подразумевает непрерывную подачу в расплав присадочного электрода, направляемого в горизонтальной плоскости. Движение электрода носит возвратно-поступательный характер, чтобы обеспечивалась максимальная плотность контакта.
На практике используется 3 основных методики сварки. Первая подразумевает непрерывную подачу в расплав присадочного электрода, направляемого в горизонтальной плоскости. Движение электрода носит возвратно-поступательный характер, чтобы обеспечивалась максимальная плотность контакта.
Вторая электрошлаковая методика — это сварка габаритными пластинчатыми электродами, которые фактически заменяют собой медные ползуны.
В этом случае присадка используется в меньшей степени — электроды сами плотно перекрывают зазор и обеспечивают эффективный расплав: торцы деталей соединяются без присадки. Но в этом случае электроды должны быть подогнаны по форме к деталям, это узкоспециализированный способ.
Третья методика основана на соединении первых двух. В ней присутствует и пластинчатый электрод, и особый плавящийся электрод. Первый во время всего процесса электрошлаковой сварки остается неподвижным, второй подается в зону расплава и является, по сути своей, присадкой.
Обратите внимание, что химический состав присадки должен быть аналогичен составу основных металлов.
Также существуют два разных принципа работы установок электрошлаковой сварки. Устройства, в которых реализован первый способ, работают с твердой шлаковой смесью, которую самостоятельно расплавляют. Установки, работающие по второму принципу, используют жидкую, предварительно расплавленную в печи смесь.
Первым для начала работы необходим более мощный пусковой ток, потому что много энергии тратится на доведение шлака до жидкого состояния. Вторым, соответственно, требуется находящаяся неподалеку плавильная печь.
Какие применяют флюсы
Флюс — это, собственно, и есть шлак, основное рабочее вещество электрошлаковой сварки. К нему выдвигаются определенные требования. Флюсы должны обеспечивать:
- максимально быстрый запуск процесса электрошлаковой сварки при любом напряжении (спектр рабочих напряжений достаточно широк);
- максимально эффективное проплавление кромок;
- максимально прочный шов;
- легкое удаление с поверхности после окончания варки.
Для каждого вида металлов предназначены свои флюсы. Так, низколегированные стали и стали с повышенным содержанием углерода варятся с помощью флюсов АН-8, АН-22 или АН-47. Для нержавейки — АН-45.
Для высоколегированных стальных сплавов применяется АН-9, АНФ-1 и АНФ-7. Чаще всего рассматриваемый вид сварки применяют на производстве, в бытовых условиях он встречается редко.
Что такое электрошлаковая сварка
В промышленных масштабах для вертикального соединения металлов используют метод ЭШС. Электрошлаковая сварка позволяет при минимальных затратах получать качественное соединение. Флюс не только предохраняет расплав от окисления, но и обеспечивает прогрев деталей. Электрод или сварная проволока выступают легирующим металлом, в составе расплава до 20% присадки. Он заполняет зазор между соединяемыми элементами, образуется плотный шов однородной структуры. Об особенностях ЭШС, преимущества и недостатках стоит сказать подробнее.

Сущность процесса и область применения
Что же такое электрошлаковая сварка? Нагрев металла в шлаковой массе, разогреваемой электрической дугой переменного тока. Она возникает между электродом и деталью. Другого не дано. Шлаковая ванна выполняет роль защитной атмосферы. С обеих сторон от расползания он сдерживается двумя параллельно расположенными бегунами. Они ограничивают площадь разогрева деталей. Электрод или присадочную проволоку опускают во флюс. При прохождении тока он плавится, образуя с металлом ванну расплава.
В сущности, электрошлаковая сварка – это бездуговая вертикальная сварка, в процессе задействован температурный потенциал разогреваемого током шлака. Он остается в зоне шва благодаря ползунам. Фокус заключается в том, что вертикальным способом можно за один проход проварить толстый слой сплава.
В процессе разогрева жидкий металл за счет большой плотности оседает вниз, заполняя зазор, а легкие шлаковые образования всплывают, захватывая с собой пузырьки воздуха из расплава. Ванна расплава четко разграничена на две фракции: металл/неметалл благодаря высоте сварочной зоны.
Область использования метода ЭШС ограничена:
- не применяется для тонкостенных элементов, они под шлаком расплавятся полностью;
- не образует разнонаправленных швов;
- размер деталей не должен выходить за рамки возможностей установки ползунов.
Метод удобен для сварки массивных элементов из различных стальных сплавов от чугуна до высоколегированных.
Виды электрошлаковой сварки
Разновидности ЭШС по виду присадки, способу ее подачи:
- С использованием проволоки. Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами.
- С использованием пластин и токоподающих электродов круглой или прямоугольной формы. Пластины опускаются к зазору по мере необходимости образования расплава. В отличие от проволоки одномоментно образуют большой объем расплава.
- С использованием мундштука. По сути, это унификация первых двух способов. Токоподающие пластины фиксируются в определённом положении, флюс быстро прогревается. А к зазору по направляющему мундштуку подается проволока. Этот метод разработан для криволинейных швов.
Технология электрошлаковой сварки
Две свариваемые детали располагаются рядом с небольшим зазором, с торцов плотно фиксируются медными бегунами. От возбуждения электродуги слой флюса расплавляется, образуя горячий шлак. Он заполняет все ограниченное пространство. За счет хорошей электропроводности шлака дуга угасает, но движение тока при этом не прекращается, выделяется тепло, шлаковые частицы прогреваются до температуры плавления присадки и мягкости сплава. Расплав заполняет зазор, образуется однородный шов. Он защищен шлаковой ванной, разогретой свыше 1500°С. Во флюс можно одновременно опустить параллельно несколько присадок, все они будут равномерно разогреваться горячим шлаком. Подаются они всегда сверху вниз. При искусственном охлаждении ползунов (к ним подводится вода) нижние диффузионные слои твердеют постепенно и равномерно.
Виды сварных швов, образуемых методом ЭШС:
- стыковые прямой, криволинейной формы;
- тавровые, двутавровые;
- угловые односторонние, двухсторонние;
- вертикальные переменного сечения.
Оборудования и материалы для ЭШС
Технология предполагает использование ограничительных ползунов из чистых медных сплавов и шлакообразующих флюсов. Их химический состав зависит от марки стали. На флюсе типа АН-8, АН-22 или АН-47, содержащим до 40% кремния, 20% марганца и 15% алюминия, производится сварка низколегированных углеродистых сталей. Шлаковую ванну для высоколегированных сплавов, чугуна создают путем расплавления фторидных флюсов АНФ-1, АНФ-9 с оксидом титана. Для нержавеющего нужен состав АН-45 с зерном до 1,6 мм. Безмарганцевые флюсы применяют для бронированных сплавов.
Преимущества и недостатки
Логичнее начать с достоинств ЭШС:
- Металл не окисляется под слоем шлаковой ванны, не нужно использовать газовое оборудование для создания безопасной атмосферы.
- Соединяемые детали равномерно разогреваются и медленнее остывают. Нагрев начинается на уровне флюса. Благодаря «шубе» сохраняется стабильная температура в процессе образования шва. Это благотворно сказывается на качестве соединения.
- Параметры токовой нагрузки меньше влияют на процесс образования шва, прогрев происходит за счет разогретого шлака. При прерывании подачи электричества процесс не прерывается.
- За один проход проваривается металл толщиной до 200 мм, не нужно делать много проходов, сокращается время сварки. При двух электродах допустимо соединять металл толщиной свыше 200 мм.
- Минимизируются затраты на расходные материалы, объем шлака составляет не более 5% от объема металла, затраты на электроэнергию небольшие, нет потерь, свойственных сварке на постоянном токе.
- Высокий коэффициент полезного действия. При минусе временных и денежных затрат – большой объем работ хорошего качества.
- Минимизируется человеческий фактор: автоматически выдерживается заданное расстояние электрода до детали.
- Сокращается время подготовительного этапа, разделки кромок не требуется. Заплавляется зазор между деталями.
Несколько минусов, которые нельзя скидывать со счетов:
- Вариативность швов уменьшается, методом ЭШС выполняют только вертикальные или сильно приближенные к ним швы.
- Процесс непрерывный, нельзя остановиться на середине шва, пострадает качество соединения.
- Высокая зернистость диффузионного слоя, при минусовых соединениях пластичность металла существенно снижается, шов приобретает хрупкость.
В промышленных масштабах электрошлаковая сварка экономически целесообразна при соединении толстых элементов. Для тонкостенных деталей расходы на оборудование окажутся слишком большими.
Что такое электрошлаковая сварка
Электрошлаковая сварка — наиболее производительный способ соединения металлов значительной толщины. Используется для сваривания сталей, чугунов и сплавов.

Электрошлаковая сварка — наиболее производительный способ соединения металлических деталей значительной толщины. Используется для сваривания сталей, чугунов, цветных металлов и сплавов. Процесс идет в вертикальной плоскости. Необходимое для плавления кромок тепло выделяется в расплавленном флюсе при прохождении сквозь него тока. Сварка выполняется специальными аппаратами.
Технология ЭШС
В технологии ЭШС температура для изменения состояния металла (из твердого в жидкое) достигается пропусканием тока через слой электропроводного шлака. Итак, электрошлаковая сварка — что это такое? На первой стадии все протекает как в сварке под флюсом. Следующая схема даст вам четкое представление о процессе.

В зазор между кромками деталей вводится флюс. Изначально дуга зажигается между электродом и либо деталью, либо начальной планкой, ограничивающей зазор. Дуга расплавляет шлак и электрод. В результате образуются жидкие слои: снизу – металл, сверху – шлак. В этот момент дуга гаснет, т.к. сварочная проволока плавится в горячем (1600-1700°С) шлаке с высокой теплопроводностью. Сварочный ток в шлаке выделяет тепло, за счет которого дальше идет бездуговой процесс.
Специальные приспособления (ползуны) удерживают текущий шлак и металл. По мере заполнения зазора медные пластины перемещаются вверх. По всей высоте кромок образуется шов. Электрошлаковая сварка, выполняемая несколькими проволоками или ленточным электродом, решает проблему соединения толстых заготовок за один проход. Медные ползуны для предотвращения перегрева охлаждаются водой. Расплавленный шлак соприкасается с ползунами, образуя тонкую корку. Это препятствует контакту металла с медными поверхностями и возникновению в шве трещин.
Особенности и отличия данного способа:
- Зазор между деталями расположен в вертикальной плоскости.
- Зона шва не взаимодействует с воздухом. Над поверхностью металла постоянно находится жидкий шлак.
- Небольшой расход флюса приводит к тому, что металл шва легируется материалом электродной проволоки.
- В процессе сварки электрошлаковой металл находится в жидком состоянии долгое время. Это способствует удалению из шва газов и легких включений.
Эти особенности повышают качество шва. Он получается плотным, устойчивым к трещинообразованию.
Оборудование для электрошлаковой сварки

В СССР были разработаны аппараты трех типов.
- Рельсовые — перемещаются вдоль шва по вертикальным направляющим.
- Безрельсовые — крепятся к обрабатываемому изделию механическим способом и перемещаются непосредственно по нему.
- Шагающие устройства — движутся по конструкции посредством электромагнитов.
Применение специального плавящегося мундштука дало возможность использовать ЭШС для получения швов сложной конфигурации. Для формирования требуемого шва мундштук, который повторяет его форму, плавится вместе с проволокой.
Преимущества и недостатки способа ЭШС
- Высокая производительность при больших толщинах деталей — примерно в 20 раз выше
- Сравнительно малый расход электроэнергии и флюса из расчета на 1 кг металла.
- Качество металла шва выше. Также путем шлакового переплава получают высокие характеристики металла.
- Нет необходимости разделывать кромки, что снижает трудоемкость подготовительных операций.
Способ не лишен и некоторых недостатков.
- Технология сварки должна предусмотреть вертикальную ориентацию шва.
- Процесс недопустимо прерывать, чтобы избежать образования дефектов и повторного сваривания деталей, как показано на видео.
- Полученный шов имеет крупнозернистую структуру. Для получения хороших прочностных характеристик изделие нужно подвергать термообработке.
Вообще метод является универсальным. Им выполняют все виды соединений любой конфигурации: тавровые, стыковые, кольцевые и угловые.
Техника ЭШС — практические выводы
- электрические;
- механические (скорости);
- расположение электродов, их число.
Вспомогательные величины устанавливаются согласовано с основными. Изменение каждого из основных факторов позволяет влиять на параметры шва. Электрошлаковая сварка протекает устойчиво при малых удельных значениях тока (0,1 А/мм 2 ). Это дает возможность применять пластинчатые, либо ленточные электроды, плавящийся мундштук.
Путем контактно-шлаковой сварки можно приваривать стержни к плоской поверхности. Разработаны методики получения кольцевых швов. Для образования шлака используются специальный твердый электропроводный флюс, либо предварительно расплавляют его в кокиле.
Если у вас есть опыт в практическом применении ЭШС, просим поделиться знаниями в блоке комментариев.
Все об электрошлаковой сварке

- Что это такое?
- Плюсы и минусы
- Описание процесса
- Оборудование и материалы
- Область применения
Электрошлаковая сварка появилась не так давно – несмотря на это, она уже успела завоевать популярность среди специалистов в своей области. Этот вариант сваривания деталей относится к перспективным технологическим процессам, так как позволяет соединять металлические изделия с различной толщиной.


Что это такое?
Электрошлаковую сварку относят к термическим видам плавки металла. Источником нагрева в данном случае выступает тепло, которое выделяется энергетическим носителем в процессе прохождении ванны из шлака. Обычно такая сварка используется при необходимости вертикально соединить всевозможные элементы конструкций и заготовок.
Характеристика процесса подразумевает нагрев рабочей области теплом из ванны со шлаком, что присутствует в составе. Процедура нагревания масс шлака возможна благодаря наличию электротока. Суть проведения данной процедуры заключается в плавке и быстром последующем охлаждении заготовки. Чтобы электрошлаковая сварка прошла успешно, мастерам необходимо воспользоваться специальным оборудованием.
Классификация электросварки происходит с учетом количества электродов и возможностей его колебаний. В ГОСТах присутствует вся информация, которая касается требований, условий, иных моментов, что обязательно должны учитываться во время сварки. В ГОСТ 30482-97 описаны правила сварочных процедур, в ГОСТ 9087-81 имеется информация о сварочных материалах, а в ГОСТ 15164-78 указаны виды, габариты и элементы процесса.


Плюсы и минусы
Главной положительной характеристикой ЭШС считается возможность сваривать крупногабаритные предметы. Благодаря этому у людей появилась возможность возводить массивные конструкции и делать их ремонт. Иными преимуществами процесса можно считать:
- высокую производительность при работе с пластинками большого размера;
- экономию использования электрической энергии и других вспомогательных веществ;
- высокое качество скрепления, у которого имеется непосредственная схожесть с основой материала;
- невозможность деформирования материалов после процедуры сваривания;
- отсутствие надобности разделывать кромки, благодаря чему облегчается подготовительный процесс.

Помимо всего вышесказанного, специалисты отмечают экономность сварки, так как в ходе процедуры получается сделать шов с любой толщиной в один проход.
Недостатками электрошлаковой сварки считаются такие моменты:
- исключительно вертикальная ориентация сварочного шва;
- невозможность делать перерывы при сварке, так как это может повлечь за собой появление дефектов;
- необходимость устанавливать дополнительное оборудование;
- крупнозернистость сварочных швов;
- для увеличения показателя прочности требуется проводить термообработку сваренных деталей.


Описание процесса
Сущность ЭШС зависит от варианта используемого электрода.
- Электродная проволока. Процедура основана на использовании проволочных электродов, диаметр которых составляет около 3-х мм. При этом стоит учитывать, что скорость передачи их в ванну должна характеризоваться постоянством. Этот метод обычно используют во время сваривания металла толщиной менее 50 мм. Чтобы сварить детали с большой толщиной, стоит воспользоваться парой электродных проволок. Перемещение электродов происходит возвратными и поступательными движениями.
- Электроды с большим сечением. В этом случае используются пластинки и стержни с квадратными и круглыми типами сечений. На размеры и число электродов оказывает влияние габариты обрабатываемых поверхностей, а также форма и габариты отверстий в них. Данный способ сваривания при помощи ЭШС считается актуальным для работы с толстыми металлическими элементами, высота которых менее 100 см.
- Плавящийся мундштук. Данный вид электрошлаковой сварки включает в себя особенности двух предыдущих вариантов. При этом в зазор на границе деталей устанавливают стальную пластину, чтобы в процессе сварки он оставался недвижимым.



Во время ЭШС детали стоит фиксировать вертикально, оставив зазор на границе кромок. Шов на поверхности в этом случае осуществляет принудительное формирование. В зону сваривания происходит подача электродов, флюсовых стержней, которые вызывают первоначальное возгорание дуги. После того как образуется достаточный объем шлаковой ванны, дуга погасает, а электричество передается исключительно через флюс.
Тепло, образующееся при сварке, плавит флюс, электроды и окраины материалов, что подвергаются свариванию. Расплавленный металл приводит к формированию сварочной ванны, что стекает ко дну ванны из шлака. Ползуны из меди в совокупности со сварочной головкой перемещаются по обрабатываемым изделиям с нижней части к верхней, при этом удерживая их.
Охлаждение ползунов, которые формируют металлический шов, осуществляется водой, циркулирующей в каналах.
При вертикальном передвижении ползуна пластинчатый зазор постепенно заполняется. После этого происходит охлаждение металла, его кристаллизация и образования сварочного шва вдоль всей кромки изделия, что подвергается сварке.


Оборудование и материалы
С учетом элементов конструкции и источника тока выделяют несколько видов оборудования для ЭШС. Благодаря наличию специальных устройств осуществляется передвижение электрода вдоль по ванне. Данная особенность обеспечивает равномерность прогрева элементов. Наличие боковых ограничивающих узлов и мундштука с проволокой обеспечивают поднятие соединений вверх.
Еще в СССР разработали аппараты для ЭШС следующих видов:
- рельсовый агрегат передвигается вдоль по вертикальным направляющим сварного шва;
- безрельсовый аппарат крепят к материалу, который обрабатывается путем механической фиксации, после чего перемещают по нему;
- шагающий механизм перемещается по конструкции с помощью магнитов.
Агрегаты и установки для электрошлакового процесса сваривания бывают полуавтоматическими и автоматическими. В конструкцию каждого из вышеперечисленных приспособлений входят следующие составные элементы:
- источники питания;
- головки сварки;
- ползуны с принудительным удержанием сварочных ванн;
- механизмы передвижения агрегата сварки и электродов;
- катушки с проволокой;
- инструменты контроля;
- флюсовые бункера;
- приборы контроля за местонахождением сварочных ванн.



Большой популярностью у мастеров ЭШС пользуется станок А535. Он считается оптимальным вариантом для однопроходного процесса с переменным напряжением. Однако этот вид установки подходит для ограниченных сварочных процедур. Приспособление способно справиться со спайкой кольцевого и продольного шва, диаметр которых не превышает 30 см.
А также потребители отдают предпочтение агрегату А550, который сваривает элементы аналогично с предыдущим приспособлением. Отличием аппарата являются некоторые конструкционные моменты и функциональные возможности. Чтобы сделать качество изделия лучше, можно добавлять разные виды присадок. Их подача осуществляется непосредственно в резервуар, где происходит перемешивание с основным веществом.



Область применения
Главной областью использования электрошлаковой сварки является тяжелое машиностроение. Здесь ее применяют для следующих целей:
- для соединения пластин и изделий с толстыми стенками, к примеру, в бронированных корпусах корабля, гидравлических турбинах, станинах мощного пресса, станках прокатного типа, танковой брони, котельных барабанах с высоким давлением;
- для сварки металла с разным химическим составом;
- при сооружении доменных кожухов;
- при изготовлении конструкций сварно-кованого и сварно-литого типа;
- в производстве оборудования для тяжелой промышленности.
Электрошлаковая сварка считается довольно эффективной при сваривании металла с небольшой толщиной, например, от 14 до 30 мм. К таким элементам относят монтажные стыки корпусов судов на стапеле.
Часто ЭШС используют при строительстве крупногабаритного транспорта, к примеру, торгового судна. Не обойтись без нее во время возведения мостов, в которых важное место отводится качеству и прочности соединения, так как от них зависят человеческие жизни.

Все об электрошлаковой сварке смотрете в видео ниже.





