Резьбонарезные станки
Резьбовое соединение повсеместно используется при изготовлении различных конструкций. Его особенностью можно назвать надежную фиксацию элементов, а также возможность неоднократного сбора и разбора конструкции. Несмотря на то, что подобный тип соединения используется на протяжении последних нескольких лет, создать резьбу сложно и при современных технологиях. Для этого используется электрический резьбонарезной станок, который предназначен исключительно для выполнения подобной работы, а также токарные и фрезеровальные резьбонарезные станки определенных моделей. Примером можно назвать резьбонарезной станок Rems, пользующийся большой популярностью. Рассмотрим все особенности поставляемого оборудования для нарезания резьбы на заготовках различной формы и изготовленных из разных материалов.

Используемое оборудование для нарезания резьбы
Еще несколько десятилетий назад использовали специальные машины для вытачивания валов и других изделий, а также нарезания на некоторых резьбы. В машиностроении полуавтоматический резьбонарезной станок позволял получить качественную резьбу с различными параметрами, но в большинстве случаев использовали из-за универсальности токарно-винторезные, сверлильные резьбонарезные станки. Качество получаемой резьбы постепенно увеличивалось, так как со временем на смену опыта и умений оператор пришла дополнительная оснастка, которая позволяла существенно упростить проводимую работу. Условно оборудование можно разделить по следующим признакам:
- расположению инструмента;
- какой из элементов, инструмент или заготовка, во время обработки находится в неподвижном состоянии;
- по степени автоматизации;
- по виду используемого инструмента.
Ранее для образования резьбы на цилиндрической поверхности использовали резцы, плашки и метчики. Для их использования приспосабливали обычное оборудование, которое могло работать с рассматриваемым инструментом. Через некоторое время появились резьбонарезной станок Ridgid или резьбонарезной станок Rems, которые специально производятся для выполнения подобной работы.
Основные параметры
Оборудование рассматриваемой группы характеризуется по иным параметрам, нежели оборудование токарной или фрезерной группы. Это связано с тем, что резьбонарезной станок Ridgid или резьбонарезной станок Rems применяется не для изменения формы или качества поверхности, а образования канавок с заданными параметрами, которые и определяют тип резьбы. К основным параметрам, которыми обладает резьбонарезной станок для труб или других заготовок, можно отнести следующее:
- диапазон диаметра заготовки для болтовой резьбы, а также ее шаг;
- диапазон диаметра трубы, на которой можно нанести резьбу, и ее шаг;
- класс точности согласно установленным нормам в гост или ISO;
- протяженность резьбы, которая может зависеть от диаметра заготовки;
- размер наибольшей фаски;
- угол наклона фаски;
- тип резьбы, которые можно получить.
Современное оборудование, к примеру, резьбонарезной станок Ridgid или резьбонарезной станок ВМС обладают высокой производительностью и возможностью точной настройки под заданные параметры. Вышеприведенные технические характеристики указываются в документации. Однако при выборе следует уделить внимание и другим параметрам, которые определяют особенности проводимых работ.

Резьбонарезной станок RIDGID 535
Как выбрать наиболее подходящую модель?
Резьбонарезной станок Ridgid или резьбонарезной станок ВМС 2а востребованы в мелком и крупносерийном производстве. При выборе определенной модели следует обратить внимание на:
- Тип конструкции: вес, компактность, расположение основных элементов, степень защиты подвижных элементов и зоны резания. На рынке продажи подобного оборудования есть большой выбор. К примеру, можно приобрести вертикальный вариант исполнения РЕМС или с горизонтальной компоновкой. Все зависит от поставленных задач.
- Тип установленного привода. На протяжении многих лет устанавливается механический привод, так как он прост в использовании и компактен. Однако стоит учитывать, что есть довольно много типов механического привода, некоторые надежны и точны, другие выходят из строя довольно быстро.
- При рассмотрении электродвигателя следует обратить внимание на то, от какой сети он питается и есть ли защита от перегрева. Большая мощность в данном случае не будет говорить о хорошей производительности.
- Тип установленного зажимного устройства. Во время обработки есть вероятность возникновения довольно большой нагрузки. Для обеспечения высокой точности нарезания резьбы и безопасности работы конструкции зажимное устройство должно быть надежным.
- Наличие подачи охлаждающе-смазывающей жидкости. При обработке твердосплавного материала есть вероятность существенного нагрева режущего инструмента и самой заготовки. При возникновении подобной ситуации быстро изнашивается инструмент, а также изменяются качества материала.

Резьбонарезной станок REMS Торнадо
При выборе также уделяют внимание тому, какая фирма указана производителем. К примеру, Rothenberger является достаточно известным производителем, что определяет высокое качество получаемых изделий. Однако стоимость оборудования Rothenberger будет существенно выше, чем продукция отечественных производителей.
В заключение отметим, что рассматриваемое оборудование может устанавливаться дома, так как имеет небольшие габаритные размеры, может питаться от сети 220 В и не требует жесткого крепления к основанию. Единственным недостатком при покупке оборудования для его бытового применения является его высокая стоимость.
Резьбонарезной станок для труб
 Резьбовые соединения распространены при сборке различных конструкций, так как они надежно фиксируют элементы, позволяют производить неоднократную разборку и сборку частей оборудования. Соединения подобным способом применяются на протяжении длительного времени, но создание качественной резьбы является сложным процессом даже при современных технологиях машиной обработки.
Резьбовые соединения распространены при сборке различных конструкций, так как они надежно фиксируют элементы, позволяют производить неоднократную разборку и сборку частей оборудования. Соединения подобным способом применяются на протяжении длительного времени, но создание качественной резьбы является сложным процессом даже при современных технологиях машиной обработки.
- Используемое оборудование
- Основные параметры современных агрегатов
- Характеристики резьбонарезного оборудования
- Дополнительные параметры
- Разновидности резьбонарезных станков
- Резьбонакатные
- Резьбофрезерные
- Резьбошлифовальные
- Популярные модели
Конструкторами созданы резьбонарезные станки, ручные и работающие от электричества, разработаны токарные и фрезеровальные станки специальной модификации для выполнения функции нарезания резьбы. Такое оборудование имеет особенности работы для выполнения резьбы на множественных формах труб, изготовленных из различных материалов.
Используемое оборудование
Еще в недавнем прошлом использовались специальные агрегаты для точки валов, других деталей, нарезания резьбы, различные параметры получались на полуавтоматах, качество работы постепенно становилось выше, так как разрабатывалась дополнительная оснастка для упрощения процесса. Сегодня методов для выполнения процесса существует множество:
- для изготовления внутренней и наружной резьбы разного профиля разработаны токарно-винторезные станки;
- сконструированы сверлильные станки для работы метчиком, гребенками, накаткой, плашкой, резьбонарезными головками, фрезерованием.
Принято условное разделение оборудования по следующим признакам:
- тип расположения инструмента;
- заготовка или инструмент остается неподвижным во время нарезки;
- степень использования автоматики и ручного труда;
- вид применяемого инструмента.
Основные параметры современных агрегатов
Группа резьбонарезного оборудования отличается от станков фрезерной или токарной категории, так как на них не происходит изменение качества поверхности или ее формы, а образовываются канавки с требуемыми размерами, которые и задают резьбовой тип. Станки характеризуются следующими параметрами:
 разброска диаметров обрабатываемых заготовок для болтовой резьбы и ее шагов;
разброска диаметров обрабатываемых заготовок для болтовой резьбы и ее шагов;- разброска диаметров труб для выполнения резьбы и их шагов;
- в соответствии с нормами и ГОСТами определен класс точности;
- протяженность нанесения резьбы, ее зависимость от диаметра конструкции;
- угол наклона и параметры наибольшей возможной фаски;
- тип резьбового рисунка.
 разброска диаметров обрабатываемых заготовок для болтовой резьбы и ее шагов;
разброска диаметров обрабатываемых заготовок для болтовой резьбы и ее шагов;Высокопроизводительное оборудование позволяет точно настроить параметры. Но при выборе и покупке станка нужно определиться с другими характеристиками, которые отличаются при выборе проводимых работ.
Характеристики резьбонарезного оборудования
Чтобы агрегат работал с наименьшими потерями и развивал высокую производительность, играют роль следующие показатели:
- Мощность станка для производственных целей должна быть до 2,2 КВт, такие агрегаты используют в поточном производстве больших партий товара. Для кустарного изготовления маленьких партий труб используют станки с минимальным показателем мощности — 750 Вт.
- Частота оборотов шпинделя является показателем, который исходит из показателя мощности, и от него зависит скорость работы. Диапазон показателей колеблется в пределах от 28 до 520 вращений в минуту. У профессионального оборудования предусмотрено, как минимум три скорости, которые могут переключаться при необходимости. Для небольших мастерских приобретают маломощные станки со скоростью вращения шпинделя 28 оборотов за минуту.
- Диапазон размера деталей, с которыми работает агрегат и разброс возможной протяженности резьбы. Такой параметр определяет тип заготовок, например, для нарезки на болтах подойдет размерность 3−16 мм или 8−24 мм. Промышленная обработка труб большого диаметра отличается другими показателями.
- Вес станка определяет, является агрегат переносным или стационарным. Минимальный вес устройства для резьбового нанесения имеет вес 50 кг, он легко переносится или перевозится.
Дополнительные параметры
В каждом станке конструкторами заложены удобные дополнительные функции, в зависимости от них резьбонарезное оборудование делится на типы:
- Простые устройства, предназначенные только для операции резьбования, остальная работа (перемещение труб, установка упора, фиксация и другие) выполняется работником. Эти станки размещает мастер в небольшом помещении для разовых работ по ремонту авто и разных слесарных работ.
- Автоматическое оборудование позволяет свести работу к установке заготовки и включению кнопки пуска. Такие агрегаты совмещают основную функцию с дополнительным сверлением отверстий, которые могут иметь диапазон диаметров от 2,5 до 30 мм.
 Простые устройства, предназначенные только для операции резьбования, остальная работа (перемещение труб, установка упора, фиксация и другие) выполняется работником. Эти станки размещает мастер в небольшом помещении для разовых работ по ремонту авто и разных слесарных работ.
Простые устройства, предназначенные только для операции резьбования, остальная работа (перемещение труб, установка упора, фиксация и другие) выполняется работником. Эти станки размещает мастер в небольшом помещении для разовых работ по ремонту авто и разных слесарных работ.Исполнительный инструмент может располагаться в станке вертикально или горизонтально. В первом случае, который встречается наиболее часто, нарезание происходит с помощью метчика. Горизонтальное расположение режущего инструмента используется для создания резьбового соединения на газопроводных и водопроводных трубах.
Для наружной резьбы применяются плашки, винторезные головки, резьбовые резцы. Внутренняя резьба нарезается метчиками и специализированными резцами. Крупные производственные цеха используют вихревые головки для создания деталей в виде одноразовых и многоразовых винтов. С помощью современного оборудования создают типы резьбы:
- метрическую или дюймовую на трубах;
- коническую и цилиндрическую;
- трапецевидную.
С помощью дополнительных приспособлений задают несколько типов нарезки, варьируют разные формы, выбирают шаг и наклон резьбовых витков. В станках предусмотрена для этого возможность смены рабочего исполнительного инструмента. В некоторых агрегатах ставят самоцентрирующиеся резцы с острозаточенными роликами для резки труб в требуемый размер. Для их изготовления берут специально закаленные высокопрочные стали для длительной работы.
Разновидности резьбонарезных станков
Станки для нарезания резьбы делятся по группам:
- ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
- электрические — громоздкие и тяжелые, сложной конструкции, но в работе надежные и аккуратные, они распространены в производстве. Разработаны компактные модели с небольшой функциональностью и массой 60 кг, более мощные агрегаты весят под 250 кг;
- в работе автоматического оборудования от оператора требуется грамотно задать параметры резьбы, включить станок и отслеживать процесс на программном контролирующем устройстве, такие станки используют в поточном производстве большого количества труб.
 ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;
ручные — с небольшой массой, не требуют специальной квалификации работника, но служат для нарезки резьбового соединения на трубах диаметром не больше 50 см;Для нарезки применяют станки:
- резьбонакатные;
- резьбофрезерные;
- резьбошлифовальные.
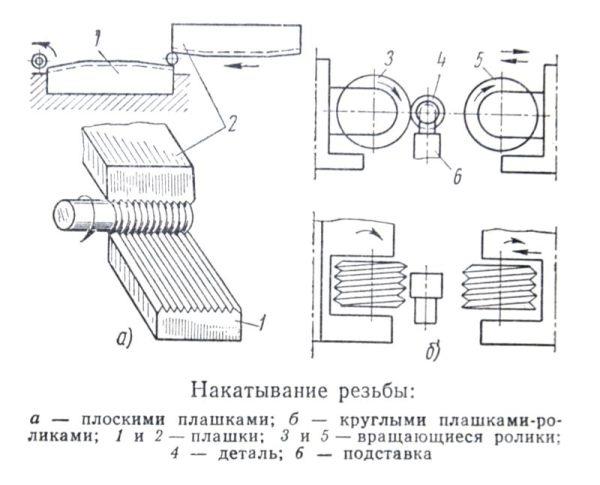
Резьбонакатные
Принцип работы состоит  в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
в пластической деформации поверхности без удаления стружки. Установленная заготовка прокатывается между инструментами плоской или круглой формы и сдавливается. Металл под давлением заполняет впадины между прочными витками рабочего инструмента, и создается резьба.
В качестве рабочего инструмента для накатывания используют резьбовые сегменты, плашки, ролики. Процесс накатывания выполняется на резьбонарезных станках для труб полуавтоматического и автоматического действия, иногда используют револьверные и токарные агрегаты. Делают дюймовую и метрическую резьбу с круглыми, треугольными, тангенциальными профилями.
Резьбофрезерные
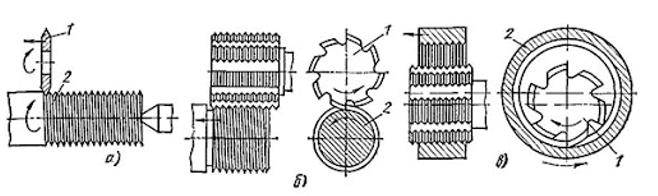
Производительный метод широко используется в промышленности, используются специальные станки с установленными на них гребенчатыми и дисковыми фрезами. Применяет принцип формообразующего продвижения. Заготовка вращается медленно (подача круговая), согласованно с ней перемещается продольно подаваемая фреза, что позволяет нарезать резьбу с большим шагом на довольно протяженном участке. Требуется строгое согласование одновременных подач.
Гребенчатые фрезы (представлены в виде набора дисковых фрез) используются для нарезки мелких резьб сразу по всей длине. Одновременное формирование витков значительно ускоряет работу по нарезке внутренней и наружной резьбы в трубах, при этом наименьшая длина гребенчатого инструмента должна быть на два-три шага длиннее прогнозируемой резьбы.
Резьбошлифовальные
Шлифование резьбы используют в процессе изготовления рабочего инструмента для нарезания резьбы, резьбовых калибров, роликов накатки, червячных фрез, ходовых винтов для серийного и мелкосерийного производства. Процесс шлифования происходит с использованием многониточных и однониточных абразивов. Схемы производства профиля резьб аналогичны резьбофрезерованию, только вместо фрез используют шлифовальные профилированные круги (однониточные применяют по типу дисковых, а многониточные используют как гребенчатые).
 Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Профиль на кругах нанесен в соответствии с профилем впадины изготавливаемой резьбы. Абразив во время работы совершает круговое движение, а заготовка движется продольно с поворотом на шаг. Технология позволяет получить резьбовой инструмент высокой точности с различными параметрами длины и профиля.
Шлифование резьб многониточными абразивами производят продольной подачей в комплексе с врезным шлифованием. Оси заготовки и круга располагают параллельно, способ использует для производства резьбового инструмента с короткой резьбой и нарезкой кольцевых витков. В результате многониточного шлифования получают рабочий инструмент с невысокой точностью и шагом 4 мм и меньше. Параллельное расположение осей ведет к небольшому искажению профиля резьбы.
Популярные модели
Купить резьбонарезной станок можно, исходя из рабочих параметров и технических характеристик модели. Выбор на станкостроительном рынке широкий, ниже приведены некоторые модели, пользующиеся популярностью:
- Резьбонарезной станок TURBO — 400 2V до 2″ стоит в пределах 65 тыс. 120 рублей, оснащен быстрооткрывающейся головкой для нарезки, используется для формирования резьбы в условиях большого производства, резки труб, зенковки. Применяется для ремонта и сервиса в мастерских, производственных цехах, протяжке отопительных и водяных трубопроводов.
- Станок для нарезки TURBO — 500 до 2″ по цене 125 тыс. 800 рублей является автоматом, оснащен самооткрывающейся нарезной головкой, используется для высокопроизводительной работы, условия эксплуатации аналогичны предыдущей модели.
- Резьбонарезной агрегат РОПАУЭР R 50 стоит 180 тыс. 250 рублей, используется для высокопродуктивной быстрой нарезки резьбы, отличается точностью и надежностью в эксплуатации, оснащен универсальной головкой. Нашел применение в производственных цехах, на стройке, при монтаже трубопроводов, в мастерских.
- Станок для нарезки резьбы на трубах до 2″ по стоимости около 228 тыс. 250 рублей идеально работает в условиях мастерской или заготовительного участка, его мощность составляет 1100 Вт, обороты — 38 в минуту. Небольшие размеры: 1,1×0,65×1,15 м при весе 57,7 кг.
- Станок для нарезки резьбы Компакт стоит в продаже 327 тыс. 830 рублей, предназначен для обработки труб от 1/8 до 2 дюймов и болтов от 6 до 52 миллиметров. Мощность двигателя составляет 1700 Вт. Шпиндель вращается со скоростью 38 поворотов в минуту, весит агрегат 52 килограмма.
- Станок для нарезки Торнадо REMS является высокопроизводительным и надежным агрегатом, используется для труб (1/16″)16—63 мм 1/8″ – 2″, болтов 10—60 мм, ¼″ – 2″, (6), режет трубы, снимает грант, накатывает желобки, применяется в производстве ниппелей, Устанавливается на производственных металлообрабатывающих площадках, монтажных полигонах.
- Станок РОБОТ-2 нарезает ниппели на трубах диаметром до 2″, резьбу, снимает грант, предназначен для работы на строительных и монтажных полигонах и средних мастерских.
- Резьбонарезной агрегат Магнум REMS до 2″ производится в компактном виде, используется для резьбовой обработки труб 16−63 мм, 1/8″ – 2″, (1/16), болтов 8—60 мм, ¼″ – 2″, (6), порезки погонажа в размер, изготовления ниппелей (бочат), снятия гранта, оформления желобков. Устанавливается на стройках, монтажных площадках, металлообрабатывающих мощностях и мастерских.
 Станок для нарезки Торнадо REMS является высокопроизводительным и надежным агрегатом, используется для труб (1/16″)16—63 мм 1/8″ – 2″, болтов 10—60 мм, ¼″ – 2″, (6), режет трубы, снимает грант, накатывает желобки, применяется в производстве ниппелей, Устанавливается на производственных металлообрабатывающих площадках, монтажных полигонах.
Станок для нарезки Торнадо REMS является высокопроизводительным и надежным агрегатом, используется для труб (1/16″)16—63 мм 1/8″ – 2″, болтов 10—60 мм, ¼″ – 2″, (6), режет трубы, снимает грант, накатывает желобки, применяется в производстве ниппелей, Устанавливается на производственных металлообрабатывающих площадках, монтажных полигонах.Резьбонарезные станки в России
Технические характеристики: Станки модели 5а993 предназначены для нарезания цилиндрической наружной резьбы вращающимися резбонарезными голвками на.

Диапазон обрабатываемых длин заготовки (мм): 50
400 Диапазон обрабатываемых диаметров (мм): 18
48 Производительность (шт / мин): 4

Мощность (кВт): 11 Диапазон обрабатываемых диаметров: М30
М42 Производительность (шт / мин):
5 Тип привода: Цепь Доступные значения шага.

Мощность (кВт): 4,0 Диапазон обрабатываемых диаметров: М36 (другие диам. так же доступны под заказ) Производительность (шт/мин): 5-7 Тип.
Просим обратить Внимание Станок без наработки(износа) Макс. диаметр точения над станиной Ø 1120 мм Макс. диаметр точения над суппортом Ø 810.
Станки ВМС, 5993, 5А993. Головки С225, РГТ, 3Т. В любой комплектации кроме металлолома.
Головка резьбонарезная РГТ1 к станку 5991 в комплекте с гребенками по списку ниже тип 1 исп 2 (2660-0102) шаг 1,00 7,5х19,5х50 (2660-0112) шаг.
Снабжения своего собственного предприятия .Постоянная потребность в Инструменте с хранения: Головки резьбонарезные типа С225 и РГТ Кулачки 3Т-1.
3Т3 комплект из 4 шт. 3Т4 комплект из 4 шт. 3Т5 комплект из 4 шт. 3Т6 комплект из 4 шт.
Длина детали, мм – 45 Размер нарезаемой резьбы, мм – М6 Пределы частот вращения шпинделя, Min/Max, об/мин – 224 | 2 240 Мощность двигателя.
Более подробная информация, фото и видео по запросу.
Станки предназначены для нарезания резьбы метчиком. Более подробная информация, фото и видео по запросу.
Станки модели 2056 предназначены для нарезания резьбы метчиком Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) Н Наибольший диаметр.

Резьбонарезной станок до 2″ Rothenberger ROPOWER 50R 56057 обеспечивает быстрое и легкое изготовление резьбовых соединений от 1/4″ до 2″.

Продам Станок RIDGID 535/180А, Нарезаемая резьба 1/2-2, М12-М48, 2014 г. Цена 400 000 руб. (8482) 68-51-08 Максим, торг

Продам резьбонарезной станок Суперматик 200022А

Продаю резьбонарезной станок ВМС-2А Ростовская область, Ростов-на-Дону. Цена и фото по запросу.

Станок резьбонарезной 5А993, в рабочем состоянии, цена с НДС, торг При покупке более двух станков значительная скидка.

Продам резьбонарезной станок ВМС2А, в хорошем состоянии. Подключен, готов к проверке в работе. Характеристики Диаметр нарезаемой резьбы 0,5. 2,5.
Станок резъбонарезной ВМС г/в. 1964. Станок с малой эксплуатацией. Локация Башкирия, г.Уфа. Подробная информация по запросу. Цена по договоренности.

продаю резьбо нарезной станок модель 9150
Полуавтомат резьбонарезной 5993 FWVG

вид оборудования: станок резьбонарезной для гайки производитель.
Гайконарезные автоматы МН-63, МН-64 . 4шт. Состояние отличное. Проведена полная ревизия, держат точность, состояние новых станков, коплекные.

Срочно! Станок в отличном состоянии. Цена нового – более 300 тыс. рублей. Местонахождение – г. Биробиджан (ЕАО). Организуем доставку в любой регион.

Продаю резьбонарезной станок типа ВМС. Ростовская область, Ростов-на-Дону. Цена по запросу.

Станок резьбонарезной 535 «Ridgid» новый, Дешево. Фото по запросу.

Продам резьбонарезной станок ВМС-2. В наличии 2 единицы. В рабочем состоянии. Местонахождение – Ростовская область. Стоимость по запросу.

Станок KOMAND СНШ 12 предназначен для производства резьбовых шпилек резьбонакатным способом. Обладает возможностью изготовления шпилек диаметрами.

Осуществляем доставку в любой город РФ Осмотр станка возможен в Германии. Оказываем визовую поддержку, а также встретим Вас в аэропорту и довезем.

Продам поперечно-строгальный станок 7Д37. Комплектный. Стоимость по запросу. Продам поперечно-строгальный станок 7Д37 б/у Комплектный. Стоимость по.

резьбонарезной станок rex nr50av

5993 , полуавтомат резьбонарезной. Диаметр нарезаемой резьбы 12 – 42. Год выпуска 1990. Цена 120000 рублей. Находится на складе в г.Ярославль.

Наибольший диаметр устанавливаемого изделия, над станиной, мм420 над суппортом, мм210 Наибольший диаметр обрабатываемого прутка, мм 65 Расстояние.
резьбонарезной МЗК-95, в рабочем состоянии

Продам резьбонарезной станок с цепным приводом и подачей эмульсии. (Китай, 2011 г.в.). В хорошем рабочем состоянии. В связи с закрытием.

Московский механический завод №3 начал выпуск резьбонарезного станка “МЗК-95М”, более усовершенствованной модели резьбонарезного станка «МЗК-95Р».

Компания ПрофТехСнаб предлагает – Резьбонарезной станок RIDGID 535A с автоматическим зажимным патроном предназначен для нарезки резьбы на трубах.

Компания ТИТАН реализует ВЗ-623Ф4 – резьбофрезерный станок фрезерования внутренней однозаходной и многозаходной резьбы с ЧПУ SIEMENS б/у, год.

В хорошем состоянии

Резьбонарезной станок мод. ВМС-2А. После восстановительного ремонта.

340227 R220 Резьбонарезной станок REMS”Магнум 2010 L-T” до 2″ (2208, 2100Вт) 34 7030 Накатывающие ролики 1-1. 1/2″(комплект) 347040 Накатывающие.

Продам станок для нарезания наружной и внутренней резьбы на трубах ПНД, ПВХ для обсадки скважин. Максимальный диаметр заготовки 160 мм.

АБСОЛЮТНО НОВЫЙ СТАНОК С ГАРАНТИЕЙ. Электрический резьбонарезной станок Rex NS25A (Рекс НС25А3) с новой автоматической самооткрывающейся.

Продаем Станок REMS Unimat 75 для нарезания резьбы на трубах и болтах, пр-во: Германия, 1996 г/в, цена: 700.000 руб. тел: +7-902-204-68-06

Продам станок резьбонарезной5а993 , . Состояние отличное .

Автоматическая головка для нарезания резьбы NVприлагается дополнительно. Длина резьбы регулируется просто изменением рычажного контакта. Легкость.

Мобильный резьбонарезной станок с гидравлическим приводом для нарезания резьбы до 100 мм. Станок крепиться непосредственно к детали. Работает в.

Резьбонарезной станок . В комплекте две головки с гребёнками, труборез, зенковка. Дополнительный набор гребёнок и 5 литров фирменного масла.
- Предыдущая
- Следующая
- 1
- 2
- Резьбонакатные станки
- Резьбонарезные станки
- Все
- Главные рубрики
- Металлообработка
- Специализированные станки и оборудование
- Резьбонарезное оборудование
- Башкортостан (1)
- Кемеровская область (6)
- Московская область и Москва (25)
- Ростовская область (5)
- Тюменская область (1)
- Ярославская область (3)
- Белгородская область (2)
- Краснодарский край (6)
- Нижегородская область (2)
- Самарская область (3)
- Удмуртия (1)
- Волгоградская область (1)
- Красноярский край (3)
- Новосибирская область (1)
- Свердловская область (2)
- Ульяновская область (2)
- Ивановская область (1)
- Курганская область (1)
- Пермский край (4)
- Ставропольский край (2)
- Челябинская область (1)
- Калужская область (1)
- Ленинградская обл. и Санкт-Петербург (8)
- Приморский край (1)
- Татарстан (3)
- Чувашия (2)
Резьбонарезные станки купить в России вы можете на сайте Оборудуй.ком. У нас самый широкий выбор предложений от продавцов со всей России. Если вы хотите продать свое оборудование, технику или инструмент, то просто добавьте бесплатно свое объявление
Станки для нарезания резьбы на трубах, электрические инструменты

Используемое оборудование для нарезания резьбы
Еще несколько десятилетий назад использовали специальные машины для вытачивания валов и других изделий, а также нарезания на некоторых резьбы. В машиностроении полуавтоматический резьбонарезной станок позволял получить качественную резьбу с различными параметрами, но в большинстве случаев использовали из-за универсальности токарно-винторезные, сверлильные резьбонарезные станки. Качество получаемой резьбы постепенно увеличивалось, так как со временем на смену опыта и умений оператор пришла дополнительная оснастка, которая позволяла существенно упростить проводимую работу. Условно оборудование можно разделить по следующим признакам:
- расположению инструмента;
- какой из элементов, инструмент или заготовка, во время обработки находится в неподвижном состоянии;
- по степени автоматизации;
- по виду используемого инструмента.
Ранее для образования резьбы на цилиндрической поверхности использовали резцы, плашки и метчики. Для их использования приспосабливали обычное оборудование, которое могло работать с рассматриваемым инструментом. Через некоторое время появились резьбонарезной станок Ridgid или резьбонарезной станок Rems, которые специально производятся для выполнения подобной работы.
Кинематическая схема резьбонарезного станка 2056
Кинематическая схема резьбонарезного станка 2056
Движения в станке
Движения в станке:
- главное вращательное движение шпинделя;
- движение подачи;
- вспомогательные движения: возврат шпинделя с инструментом в исходное положение после окончания рабочего хода;
- установочные ручные перемещения узлов станка при его наладке и настройке
Цепь главного движения
Вращательное движение шпиндель IV станка получает от электродвигателя М (N = 1,3 кВт, n = 1300 об/мин) через коробку скоростей 4. Переключая в коробке скоростей блочные зубчатые колеса z = 22—29—37 на валу I и z = 34 — 60 на шлицевой втулке III шпинделя, сообщают шпинделю шесть различных частот вращения в диапазоне 112—1120 об/мин.
Наименьшая частота вращения шпинделя:
nшп.min = 1300 (18/36) (22/44) (20/60) = 112 об/мин
Цепь подач
Осевое перемещение шпинделя, согласованное с его вращением, обеспечивается в станке коробкой подач 5 и механизмом подач. Шпиндель станка смонтирован на шарикоподшипниках в гильзе 2, на наружной поверхности которой нарезана рейка, находящаяся в зацеплении с реечным зубчатым колесом z = 14. Движение к реечной паре передается от зубчатого колеса z = 34, установленного на шлицевой втулке шпинделя в коробке скоростей, и далее по следующей кинематической цепи: зубчатое колесо z = 30, трехваловая коробка подач с двумя блоками зубчатых колес z = 20—20 и z = 18—27, зубчатая пара (30/30), червячная пара (1/60), предохранительная шариковая муфта 7, зубчатая передача (39/60), сменные зубчатые колеса (a/b) гитары подач, реечное зубчатое колесо z = 14, гильза со шпинделем. Четырехскоростная коробка подач и набор сменных зубчатых колес гитары подач позволяют настроить станок на нарезание восьми различных шагов резьб в диапазоне 1..3,5 мм.
Уравнение для вычисления, например, наименьшего шага нарезаемой резьбы имеет вид:
P = 1 (34/30) (20/27) (27/27) (30/30) (1/60) (39/60) (a/b) · 3,14 · 2,5 · 14
a/b = (50/50) Pmin = 1 мм
Вывинчивание метчика из нарезаемого отверстия обеспечивается реверсированием электродвигателя.
Отсчет величины вертикального перемещения шпинделя производят по лимбу 6, движение которому передается с вала реечного зубчатого колеса с помощью зубчатой передачи внутреннего зацепления. В пазах лимба устанавливают кулачки, которые ограничивают величину вертикального перемещения шпинделя и управляют циклом работы станка.
Резьбонарезная головка станка 2056
Резьбонарезная головка станка 2056
Резьбонарезная головка станка 2056
Шариковая предохранительная муфта в конструкции резьбонарезной головки предотвращает поломку инструмента в случае его осевой перегрузки (нумерация деталей резьбонарезной головки аналогична рис. 73).
При нарезании на станке левых резьб необходимо в гитаре подач дополнительно установить еще одну пару сменных зубчатых колес, которые изменят направление осевого перемещения шпинделя при неизменном направлении его вращения. На станке возможно нарезание метрических резьб с более мелким шагом (0,5—0,8 мм), чем указано в технической характеристике, а также дюймовых и трубных, но для этого необходимо иметь дополнительный комплект сменных зубчатых колес гитары подач.
Вспомогательные установочные вертикальные перемещения стола и резьбонарезной головки производят вручную, соответственно рукояткой 1 через зубчатую коническую и винтовую передачи и рукояткой 3 через червячную и реечную передачи (см. рис. 73).
Основные параметры
Оборудование рассматриваемой группы характеризуется по иным параметрам, нежели оборудование токарной или фрезерной группы. Это связано с тем, что резьбонарезной станок Ridgid или резьбонарезной станок Rems применяется не для изменения формы или качества поверхности, а образования канавок с заданными параметрами, которые и определяют тип резьбы. К основным параметрам, которыми обладает резьбонарезной станок для труб или других заготовок, можно отнести следующее:
- диапазон диаметра заготовки для болтовой резьбы, а также ее шаг;
- диапазон диаметра трубы, на которой можно нанести резьбу, и ее шаг;
- класс точности согласно установленным нормам в гост или ISO;
- протяженность резьбы, которая может зависеть от диаметра заготовки;
- размер наибольшей фаски;
- угол наклона фаски;
- тип резьбы, которые можно получить.
Современное оборудование, к примеру, резьбонарезной станок Ridgid или резьбонарезной станок ВМС обладают высокой производительностью и возможностью точной настройки под заданные параметры. Вышеприведенные технические характеристики указываются в документации. Однако при выборе следует уделить внимание и другим параметрам, которые определяют особенности проводимых работ.
Резьбонарезной станок RIDGID 535
Расположение основных узлов резьбонарезного станка 2056
Расположение основных узлов резьбонарезного станка 2056
- Плита;
- Стол;
- Колонна;
- Резьбонарезная головка;
- Рукоятка установки подачи;
- Рукоятка установки частоты вращения шпинделя;
- Пульт управления;
- Переключатель цикла работы станка;
- Микропереключатели;
- Кулачки;
- Лимб;
- Кулачки;
- Охлаждение;
- Электрооборудование.
На фундаментной плите 1 станка установлена колонна 3, по вертикальным направляющим которой перемещают вручную стол 2 и резьбонарезную головку 4, с вмонтированными в нее коробками скоростей и подач, шпинделем и механизмом подач.
Перечень основных узлов резьбонарезного станка 2056
- Колонна, стол, плита — 2Н118.10.000
- Коробка скоростей — 2056.20.000
- Привод — 2Н125Л.21.000
- Коробка подач — 2056.30.000
- Резьбонарезная головка — 2056.40.000
- Гитара подач — 2056.41.000
- Шпиндель — 2Н118.50.000
- Охлаждение — 2Н118.80.000
- Электрооборудование — 2056.92.000
- Патрон предохранительный — 2056.51.000
Как выбрать наиболее подходящую модель?
Резьбонарезной станок Ridgid или резьбонарезной станок ВМС 2а востребованы в мелком и крупносерийном производстве. При выборе определенной модели следует обратить внимание на:
- Тип конструкции: вес, компактность, расположение основных элементов, степень защиты подвижных элементов и зоны резания. На рынке продажи подобного оборудования есть большой выбор. К примеру, можно приобрести вертикальный вариант исполнения РЕМС или с горизонтальной компоновкой. Все зависит от поставленных задач.
- Тип установленного привода. На протяжении многих лет устанавливается механический привод, так как он прост в использовании и компактен. Однако стоит учитывать, что есть довольно много типов механического привода, некоторые надежны и точны, другие выходят из строя довольно быстро.
- При рассмотрении электродвигателя следует обратить внимание на то, от какой сети он питается и есть ли защита от перегрева. Большая мощность в данном случае не будет говорить о хорошей производительности.
- Тип установленного зажимного устройства. Во время обработки есть вероятность возникновения довольно большой нагрузки. Для обеспечения высокой точности нарезания резьбы и безопасности работы конструкции зажимное устройство должно быть надежным.
- Наличие подачи охлаждающе-смазывающей жидкости. При обработке твердосплавного материала есть вероятность существенного нагрева режущего инструмента и самой заготовки. При возникновении подобной ситуации быстро изнашивается инструмент, а также изменяются качества материала.
Резьбонарезной станок REMS Торнадо
При выборе также уделяют внимание тому, какая фирма указана производителем. К примеру, Rothenberger является достаточно известным производителем, что определяет высокое качество получаемых изделий. Однако стоимость оборудования Rothenberger будет существенно выше, чем продукция отечественных производителей.
В заключение отметим, что рассматриваемое оборудование может устанавливаться дома, так как имеет небольшие габаритные размеры, может питаться от сети 220 В и не требует жесткого крепления к основанию. Единственным недостатком при покупке оборудования для его бытового применения является его высокая стоимость.
Электрическая схема резьбонарезного станка 2056
Электрическая схема резьбонарезного станка 2056
Резьбонарезной станок может работать в трех режимах резьбонарезания:
- Автоматический цикл резьбонарезания
- Одиночный цикл резьбонарезания
- Прерывистая работа
Автоматический цикл
Перекючатель цикла устанавливается в положение «А». Нажимается кнопка «Вправо». Шпиндель, настроенный на нужную скорость вращения и подачу совершает непрерывные движения:
- Шпиндель вращаясь идет вниз и нарезает резьбу
- В конце обработки кулачок «Н» на лимбе отключает подачу, включает реверс шпинделя (левое вращение) и шпиндель вращаясь идет вверх
- В крайнем верхнем положении кулачок «В» на лимбе включает новый цикл
Одиночный цикл резьбонарезания
Перекючатель цикла устанавливается в положение «О». Нажимается кнопка «Вправо». Шпиндель, настроенный на нужную скорость вращения и подачу совершает один цикл резбонарезания:
- Шпиндель вращаясь идет вниз и нарезает резьбу
- В конце обработки кулачок «Н» на лимбе отключает подачу, включает реверс шпинделя (левое вращение) и шпиндель вращаясь идет вверх
- В крайнем верхнем положении кулачок «В» на лимбе отключает вращение шпинделя
Резьбонарезные головки: основные виды, особенности и тонкости выбора
Резьбонарезные головки (РНГ) – специальные изделия, которые используются для нарезания внутренней и наружной резьбы. Они широко применяются в современном машиностроении и ряде других отраслей. Конструктивно изделия состоят из комплекта гребенок.
Резьбонарезные головки для электроклуппа, для резьбонарезного станка и для ручного клуппа.
Рабочая часть головки позволяет:
• формировать резьбовой профиль; • калибровать резьбы; • центрировать и обеспечивать подачу инструмента.
Головками пользуются не только вместе с крупными станками, но и со стандартными клуппами. К каждой головке предъявляются высокие требования. При производстве резьбонарезных изделий учитываются требования ГОСТов и иных стандартов.
Принцип работы и конструкция
электрический резьбонарезной станок
Устройство резьбонакатных станков напоминает сверлильные машины вертикального типа, оснащенные более совершенным редуктором. Характер нарезания требует комбинации разнообразных вариантов частоты вращения и уровня подачи шпинделя.
В шпинделе фиксируется инструмент — метчик, который с заданной линейной скоростью и частотой вращения перемещается вниз в сторону жестко закрепленных труб. Параметры движения метчика задаются в зависимости от шага резьбы и поперечника труб. При нарезании на длинных трубах используются специальные подставки, регулируемые по длине и высоте.
Резьбонакатной станок — это универсальный инструмент. Он нарезает резьбу на заготовки в форме конусов, цилиндров, наружную или внутреннюю, дюймовую на трубы и обточить на цилиндрических деталях торцы. Поэтому широко используется не только на производствах, но и в ремонтных мастерских.
Резьбонарезной станок может иметь вертикальное или горизонтальное расположение исполнительного инструмента. Первое встречается чаще, в качестве резца используется метчик. Горизонтальные станки предназначены для нарезания резьб на водопроводных и газопроводных трубах.
Наружные резьбы выполняют с помощью круглых плашек, резьбовых резцов, головок винторезного типа. Внутренние резьбы делают метчиками и специальными резцами. На крупных производствах для создания много- и однозаходных винтов примеряют также вихревые головки.
Резьбонарезной станок выполняет резьбы всех существующих стандартов:
- дюймовую и метрическую на трубах;
- трапецеидальную;
- цилиндрическую или коническую.
Используя некоторые дополнительные инструменты, можно осуществлять несколько типов обработки, задавать различную форму, наклон и шаг резьбы. Для изменения параметров используются сменные головки.
Некоторые станки оснащаются самоцентрирующимся резаком, который содержит острые ролики для отрезания заданных отрезков труб. Все режущие инструменты изготавливаются из высокопрочных сталей специальной закалки, которая выдерживает длительный срок эксплуатации.
Одной из самых эффективных считается головка конической формы, которая быстро и без больших усилий режет металл труб.
Как купить станок для нарезки резьбы?
Приобретение профессионального оборудования для нарезания резьб требует тщательного учета всех параметров и перспектив производства, ведь станок должен не просто украшать цех или мастерскую, а оправдывать себя экономически. Прежде чем сделать заказ в интернет-магазине ТБС, проконсультируйтесь у специалиста компании по поводу оптимальной производительности, габаритов, марки оборудования. Мы предлагаем как недорогие станки для массового производства, так и прецизионные агрегаты, обеспечивающие ювелирную стыковку труб любых диаметров и назначения.
Терминалы компании ТБС расположены в Москве, Санкт-Петербурге и Новосибирске. В регионах присутствия клиентам доступна курьерская доставка станков и расходных материалов. Условие – заказ на сумму от 10 000 рублей. По всей России станок для нарезки резьбы быстро и недорого доставят партнерские транспортные компании.
По всем вопросам обращайтесь по бесплатном телефону компании ТБС 8 или в онлайн-чате на сайте.
Нарезные станки

Нарезные станки предназначены для обработки цилиндрических или конически поверхностей деталей с приданием им какого-либо профиля поверхности или созданием резьбы. Нарезные станки работают в основном с телами вращения.
Рассмотрим основные типы нарезных станков.
Резьбонарезные станки
Резьбонарезной станок (рис. 1) предназначен для создания различного устройства резьб, а также других типов обрабоки, на внутренних и наружных поверхностях обрабатываемых заготовок. Рассмотрим устройство и принцип работы на примере одного из наиболее распространенных полуавтоматических станков для нарезания резьбы 5993.

Рисунок 1. Резьбонарезной станок.
Этот станок имеет переднюю бабку. Вращательное движение передается от электродвигателя через коробку передач. Коробка передач, как правило, на этих станках выполняется в упрощенном виде с небольшим количеством скоростей.
Шпиндель этого станка имеет винтонарезную головку. Головка дополнена приводом, который позволяет зажимать и отпускать обрабатываемую деталь. Также на головке закреплены так называемые резьбонарезные гребенки, которые могут меняться в зависимости от требуемого профиля создаваемой резьбы.
На месте суппорта расположена каретка. В ней в самоцентрирующемся механизме закрепляется обрабатываемая деталь. Каретка крепится к станине через подшипники качения. Это позволяет ей двигаться в заданных пределах.
Работает резьбонарезной станок полуавтоматического типа по следующей схеме.
- Заготовка помещается в зажимное устройство (тиски) каретки. Подается сигнал на пульт управления. Электромеханическое зажимное устройство приходит в движение и зажимает заготовку. Если деталь имеет большую длину или другие какие-то особенности, из-за которых возможно нарушение центровки – используется специальный упор.
- Включается главный двигатель станка. Шпиндель и резьбонарезная головка начинают осуществлять рабочие движения.
- Подается управляющий сигнал на механизм передвижения каретки. Гидравлический цилиндр выдвигается и направляет каретку к передней бабке.
- Заготовка входит в контакт с вращающейся резьбонарезной головкой. Начинается процесс нарезки резьбы.
- Когда каретка проходит расчетное расстояние, которое ограничивается упором – подается управляющий сигнал на раскрытие винторезной головки. Когда головка раскрылась, автоматика запускает каретку в обратное движение.
- Обработанная деталь изымается из тисков и устанавливается новая заготовка. Цикл повторяется.
Полуавтоматические резьбонарезные станки редко используются в конвейерном производстве ввиду малой автоматизации процесса нарезки резьб и отсутствия возможности загрузки большого количества сырья за раз. Основная область применения такого типа станков – штучное и мелкосерийное производство.
Для среднего и крупного конвейерного производства применяются резьбонарезные станки автоматического типа с ЧПУ (рис. 2).

Рисунок 2. Резьбонарезной станок с ЧПУ.
Резьбонарезной станок с ЧПУ работает в конвейерном производстве. В основном в качестве заготовки выступает пруток, труба или шестигранник. Резьбонарезная головка револьверного типа может одновременно вмещать до 26 резьбонарезных резцов.
Трубонарезные станки
Трубонарезные станки (рис. 3) предназначены для обработки наружных и внутренних поверхностей стальных и чугунных труб.

Рисунок 3. Трубонарезной станок.
Трубонарезные станки, исходя из конструкции и принципа работы, больше всего похожи на токарно-винторезные. Именно поэтому многие источники не выделяют этот тип станков в отдельную категорию, а относят к токарно-винторезным. Трубонарезные станки применяются в нефте- и газодобывающей отраслях, жилищно-коммунальном хозяйстве при изготовлении водяных и канализационных труб.
Трубонарезные станки предназначены для разноплановой обработки труб:
- нарезание разного рода резьб;
- точение;
- резка;
- торцевание;
- снятие дефектного слоя;
- вальцевание;
- расточка;
Станки трубонарезной группы, помимо нарезки метрических, имеют рукоятки для настройки на нарезку резьбы почти всех известных типов: конических, питчевых, модульных и дюймовых.
Одним из ключевых отличий трубонарезного станка от стандартного токарного является конструкция шпинделя. Шпиндель на трубонарезном станке работает на зажим детали, которая подается через его центр со стороны передней бабки через корпус станка. Приводится в действие кулачки шпинделя могут вручную или при помощи гидравлического, электрического или механического привода.
Иногда, при обработке труб большой длины, используются дополнительные подставки, которые устанавливаются за пределами станка. На них опирается труба. Это позволяет избежать деформации трубы, а также снижает нагрузку на шпиндель и подающий механизм.
Есть две основные характеристики трубонарезного станка.
- Максимальный размер отверстия в шпинделе. Определяет наибольший диаметр трубы, которою можно обработать на данном станке.
- Межцентровое расстояние. Определяет максимальную глубину обработки конца трубы.
Современная добывающая промышленность оснащается трубонарезными станками с ЧПУ (рис. 4).

Рисунок 4. Трубонарезной станок с ЧПУ.
Трубонарезные станки с ЧПУ имеют ряд преимуществ. Некоторые модификации сразу снабжаются набором резцов, которые способны нарезать резьбы различных профилей. Также такие станки могут выполнять обработку профильных поверхностей с высокой точностью.
К категории нарезных станков иногда относят простейшие приспособления для нарезки проволоки, прутка, арматуры (рис. 5) или другого профиля определенной длины.

Рисунок 5. Нарезной станок для арматуры.
Нарезные станки имеют подставку под бухту (если нарезаемый материал поставляется в бухте) или лоток для загрузки прямолинейного профиля. Имеется линейка с ограничителем, которая позволяет отмерять необходимую длину. Процесс нарезки осуществляется ножом, приводимый в действие от электродвигателя. Кинематическая схема состоит из редуктора, массивного маховика и кривошипного механизма, который преобразовывает вращательное движение маховика в поступательно движение резца.
Резьбонарезные станки: виды и выбор
Резьбонарезной станок для труб – это специальное оборудование, позволяющее быстро и качественно нанести резьбу для дальнейшего присоединения трубы к магистрали или установки фитинга. Какие станки для нарезки резьбы существуют? Как самостоятельно выбрать оборудование для того или иного случая? Что требуется учитывать при подборе инструмента? Как пользоваться станком? Ответы далее.

Оборудование для нанесения резьбы
Классификация станков
Произвести классификацию станков, используемых для резки резьбы, можно по следующим признакам:
- виду;
- способу управления.
Разновидности станков
В настоящее время для нарезки резьбы используются следующие модели станков:
- Резьбонакатные. Оборудование работает по принципу деформации поверхности трубы, что исключает возможность образования стружки. Заготовка проходит через резьбонакатный станок, имеющий плоские или круглые резцы и сильно сдавливается. Под воздействием пресса металл заполняет впадины, имеющиеся на инструменте, образуя равномерную резьбу.
Принцип действия резьбонакатного станка
- Резьбофрезерные. Нанесение резьбы производится дисковыми или гребенчатыми фрезами, установленными на оборудовании.
Применение резьбофрезерного станка
- Резьбошлифовальные. Принцип работы оборудования аналогичен предыдущему виду с одним исключением: вместо фрез применяются шлифовальные круги и каким-либо профилем. Могут использоваться однониточные и многониточные круги, при помощи которых происходит нанесение резьбы на всю выделенную поверхность.

Принцип работы резьбошлифовального оборудования
Независимо от вида любой станок, предназначающийся для нарезки резьбы, в том числе и на трубах, может быть напольным или настольным. Напольный станок, как правило, отличается большей мощностью и большим весом, а настольный – удобством применения.
Способы управления станками
Резьбонарезные станки могут иметь следующие способы управления:
- ручной. Инструмент предназначается для бытового применения и не может быть использован на нанесения резьбы на трубы диаметром не более 50 мм;
- электрический. Оборудование преимущественно используется профессиональными мастерами, так как отличается большим весом и высокой стоимостью. Однако на электрическом станке можно нарезать резьбу более точно.

В отдельную категорию можно выделить автоматическое оборудование, работающее на основании заложенной программы. Оператору станка требуется только зафиксировать трубу и корректно задать параметры изготовления резьбы.
Как работает автоматическое оборудование, смотрите на видео.
Параметры выбора
Как выбрать станок для резки резьбы? Помимо вида и способа управления требуется учитывать следующие факторы:
- мощность оборудования. Для бытовых целей оптимально подходят станки с мощностью 750 – 1000 Ватт. В промышленном производстве рекомендуется применение станков, имеющих мощность 2 000 – 2 500 Ватт;
- скорость вращения шпинделя, посредством которого производится нанесение резьбы. Параметр прямо пропорционально зависит от мощности оборудования и может варьироваться от 27 оборотов в минуту до 515 оборотов за аналогичный период времени.
Некоторые модели могут дополнительно оснащаться опцией выбора скоростного режима, что позволяет подбирать наиболее оптимальную скорость вращения для определенного материала;
- диапазон резьбонарезания (обработки заготовок разных размеров). В большинстве случаев ручное оборудование способно обрабатывать заготовки 3 – 50 мм, а электрические станки предназначаются для труб диаметром 50 – 200 мм;
- вес. Если предполагается использование станка при прокладке магистралей, то целесообразнее подбирать более мобильное оборудование, отличающееся небольшим весом;
- дополнительные опции. Комплект для нанесения резьбы может включать одновременно несколько приспособлений: трубонарезной станок, инструмент для снятия фаски, встроенную масленку и так далее.
Все технические параметры указываются в сопроводительной документации.
Технические параметры оборудования
Популярные модели станков
К наиболее популярным моделям резьбонарезных станков относятся:
- REKON TURBO — 400 2V до 2″. Основное отличие оборудования – наличие быстрооткрывающейся головки, производящей нарезку резьбы, что позволяет снизить время выполнения работы.
Устройство со средней стоимостью 65 000 рублей предназначается для бытовых целей и небольших организаций, специализирующихся на прокладке водопроводных магистралей, систем отопления, газоснабжения или канализации;

Настольный станок с высокой производительностью
- РОПАУЭР R 50. Более профессиональное и дорогостоящее оборудование (от 180 000 рублей) применяется в специализированных организациях и отличается точностью получаемой резьбы;

- Торнадо REMS. Еще одна разновидность высокоточного профессионального оборудования. Станок является полностью автоматическим и способен нанести резьбу на трубы диаметром 16 – 68 мм или болты диаметром 10 – 60 мм.

Станок REMS для резки резьбы на трубах и шпильках
Как пользоваться тем или иным станком, подробно описано в прилагаемой инструкции. При работе требуется четко соблюдать правила, установленные производителем и технику безопасности.
Как сделать станок для изготовления кирпича лего?
Кирпич из лего – это инновационный материал для проведения строительных работ. Он собрал наилучшие характеристики кирпича — шумопоглащение, твердость, эко-характеристики, сбережение тепла, огнестойкость.
И cтанок для производства лего-кирпича своими руками может быть отличным и очень прибыльным бизнесом. Более того, такое дело будет во многом уникальным и не встретит конкуренции на рынке.
- Оборудование для изготовления
- Чертежи
- Технология производства
- Станок для производства лего-кирпича: пошаговая инструкция
Оборудование для изготовления
Технологическая цепочка для изготовления имеет в себе:
- смесительный агрегат;
- конвейерную линию;
- приемный бункер;
- прессовый отдел.
Для старта начинающего производства можно лишь обойтись при помощи смесительного агрегата и прессового отдела. Пресса по конструктивным и технологическим особенностям могут делиться на:
- с ручным приводом;
- с автоматическим или полуавтоматическим приводом.
Ручное оборудование очень примитивное в своем координировании, недорогое в обращении и ремонте. Однако, стоит помнить, что кирпич лего, выполненный по данной технологии, имеет малую прочность, обладает отличными абсорбционными свойствами, покрывается трещинами при высоких температурах.

Оборудование автоматического и полуавтоматического исполнения могут быть передвижными или неподвижными. Они могут производить более 2000 единиц в течение рабочего дня.
Наиболее важные технические параметры прессовочных агрегатов:
- усилие, прикладываемое на форму;
- прессовка снизу или сверху;
- количество готовой продукции в единицу времени.
Для выпуска кирпича собственноручно нужно обязательным образом правильно технически оснастить помещение, где в последствие будет размещаться прессовый агрегат и склад для «выдержки» готовых изделий.
Заводское оборудование должно быть оснащено перечнем необходимых настилов и стеллажей. В случае нехватки имеющихся, запаситесь дополнительно несколькими настилами и поддонами.
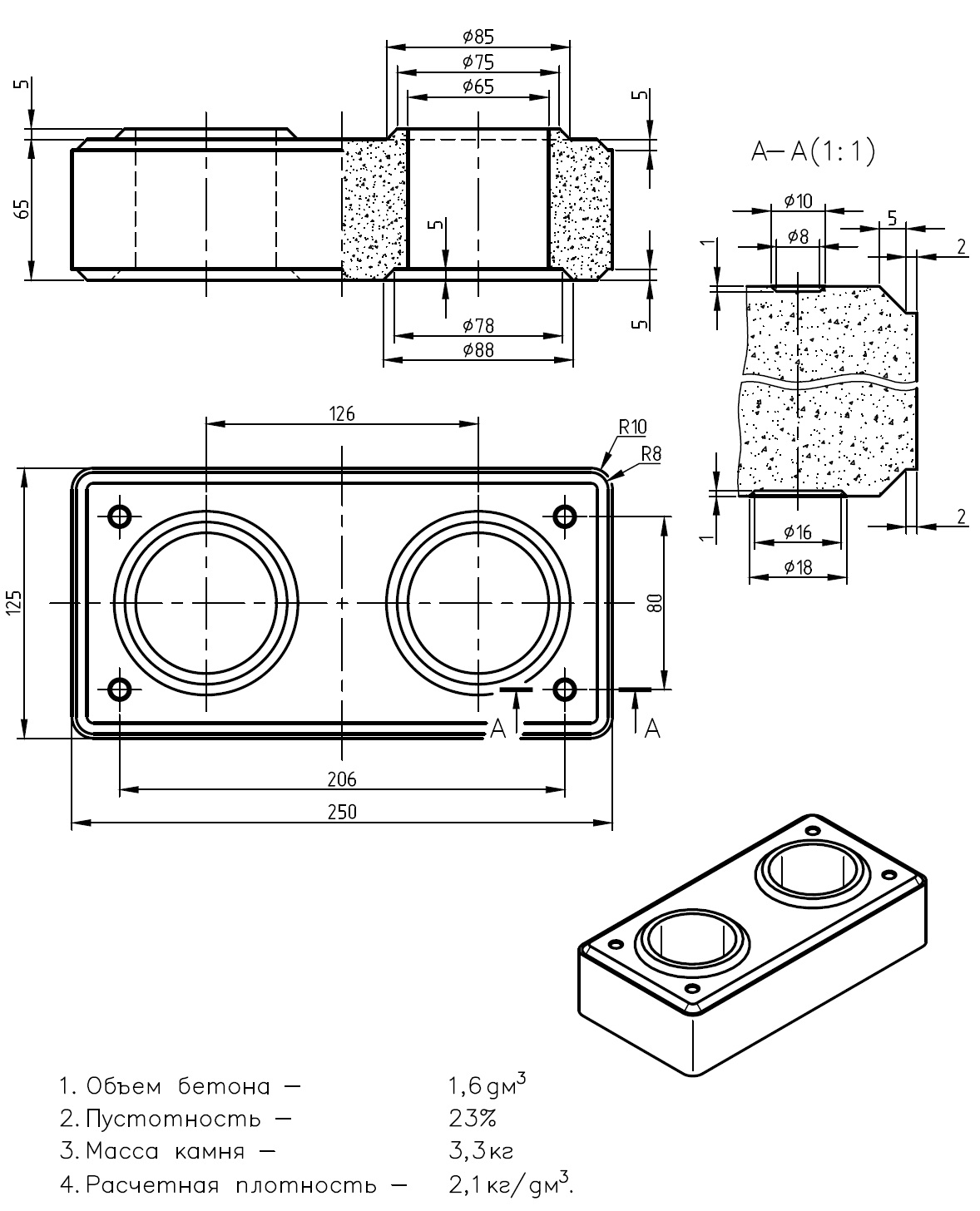
Чертежи
Технология производства
Наиболее характерной отличительной особенностью лего-кирпича заключается не в силуэте. Процесс изготовления не предусматривает его обжиг! Это значительным образом делает проще и дешевле уже готовые изделия. Следовательно, много людей заинтересовалось чертежной документацией и эскизами, которые помогли бы им изготовить нечто подобное.
Основополагающую роль в изготовлении играет гиперпрессование. Готовый раствор, находящийся в пресс-формах, поддается последующему прессованию силой около 30 тонн. При данной силе вода и цементный раствор спекаются или выполняется так названная «холодная сварка».
Сырье, которое используется для изготовления лего-кирпича:
- Просеянный песок.
- Глиняная масса.
- Шлаковый материал.
- Доломит.
- Цемент.
- Известковый материал.
Перечень смесей с пропорциями, которые получили наибольшее распространение при изготовлении кирпича:
- глиняная масса, цемент и вода. Пропорция – 9:4:1;
- просеянный песок, глиняная масса, цемент. Пропорция 2:1:0,5, все это разбавить водой;
Поочередность шагов в производстве:
- подготовка составляющих;
- наполнение матриц смесью необходимого количества;
- прессовка;
- отстой или пропарка.
Станок для производства лего-кирпича: пошаговая инструкция
1. Для изготовления стоек для цилиндра, берем два отрезка швеллера по 1 м каждый. Габарит ширины цилиндра должен совпадать с длиной кирпича, который планируется к производству.

2. К верхней области привариваются два металлических прямоугольника, тем самым формируется сечение.

На полученный конструктив накладывается швеллер 700 мм длины, приваривается он таким образом, чтоб был выход в одной стороне. Далее делается отверстие над цилиндром, которое соответствует его периметру.

Бункер делается по заблаговременно сделанной технической документации из металлопроката. Сам бункер монтируют на четыре опоры и приваривают над выступающей областью швеллера. Форма обязана беспрепятственно «ходить» по поясам швеллера, это необходимо учитывать перед конструированием ножек для бункера.

Поршень изготавливается по прямоугольной форме, сквозь который идут две трубки.

Используя трубки и полосы, изготавливается рукоятка, которая работает на открытие и закрытие крышки.

Берем уголок и конструируем остов для уже сконструированного оборудования.
Видео: станок для производства кирпича лего своими руками.





