Электроды УОНИ-13/55 технические характеристики.

Электроды УОНИ-13/55 технические характеристики.
Сварочные электроды УОНИ-13/55 предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей. Эти конструкции отличаются особыми требованиями к пластичности и ударной вязкости шва. В зависимости от толщины стенки металла свариваемых металлоконструкций, подбирают разные диаметры сварочных электродов: 2, 2.5, 3, 4, 5. Ниже Вы можете ознакомится с таблицей веса электрода УОНИ-13/55 1 шт. для разных диаметров.
При сварочных работах зачищают кромки. Сварка проводится при короткой дуге. Если, удлиняется дуга или рабочая поверхность окислена, то возможно образование пор.
Такой тип электродов используется в работах при низких температурах Арктики (до -40).
Технические характеристики:
Тип сварки: ручная, дуговая;
Покрытие: основное (карбонаты и фтористые соединения);
Ток: постоянный обратной полярности;
Положения при сварке: почти все пространственные положения, кроме сверху-вниз;
Напряжение на дуге: 23-27 В;
Коэффициент определяющий расход сварочного электрода на 1 кг наплавленного металла: 1.4
Наплавочный коэффициент: 8.5 – 9.5 г/А·ч.
Расчет количества электродов в одной пачке, производится благодаря Таблице 1.
Таблица 1.
Технические характеристики сварочных электродов УОНИ-13/55.
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в упаковке, шт. | ||
| Упаковка 1 кг. | Упаковка 2.5 кг | Упаковка 5 кг | |||
| 2,00 | 350 | 10 | 98 | 250 | — |
| 2,50 | 350 | 17-18 | 55-58 | 138-147 | — |
| 3,00 | 350 | 26-27 | 38-40 | 92-97 | 185-192 |
| 4,00 | 450 | 59-61 | — | 40-42 | 81-84 |
| 5,00 | 450 | 95 | — | 26 | 52 |
Для разных типов сварочных электродов будут свои рекомендованные значения по силе тока для разных положений шва.
Ниже указана Таблица 2 для сварочных электродов типа Э50А УОНИ-13/55.
Таблица 2.
Тип электродов Э50А УОНИ-13/55. Силы тока при разных положениях шва.
Электроды УОНИ-13/55 технические характеристики.
Таблица 3.
Массовая доля химических элементов в сварочном шве.
| Углерод, С | Марганец, Mn | Кремний, Si | Сера, S | Фосфор, P |
| не более | не более | |||
| 0,11 | 0,90-1,40 | 0,25-0,50 | 0,030 | 0,030 |
Особенностью, данной марки электродов, является высокая прочность свариваемого шва, а также низкое содержание водорода. Такие швы отличаются стойкостью к образованию кристаллизационных трещин.
Также, как и марка электродов АНО-4 имеют два стандарта ГОСТ 9466 – 75, ГОСТ 9467 – 75.
Электроды УОНИ 13/55: технические характеристики и расшифровка
 Электроды УОНИ 13/55 отлично подходят для дуговой сварки и некоторых деталей из углеродосодержащих и низколегированных металлов при низких температурах. Они прекрасно проявили себя при сварке сложных конструкций, которые требовалось соединить, дабы получить отличный по качеству сварной шов. Рассмотрим подробнее электроды УОНИ 13/55, их технические характеристики и другие параметры.
Электроды УОНИ 13/55 отлично подходят для дуговой сварки и некоторых деталей из углеродосодержащих и низколегированных металлов при низких температурах. Они прекрасно проявили себя при сварке сложных конструкций, которые требовалось соединить, дабы получить отличный по качеству сварной шов. Рассмотрим подробнее электроды УОНИ 13/55, их технические характеристики и другие параметры.
- Расшифровка наименования
- Технические параметры
- Особенности использования
- Условия хранения и производители
- Прокалка электродов
Расшифровка наименования
Для начала нам нужна расшифровка УОНИ 13/55. Это позволит в дальнейшем рассмотреть особенности работы таких электродов и что они могут дать. Расшифровывается такая аббревиатура следующим образом:
- У — универсальная;
- О — обмазка;
- Н — научного;
- И — института;
Это разработка отечественного института сварки, чье название и номер закрепились в обозначении. Иногда к аббревиатуре дополняется еще одна буква И, что обозначает исследовательский институт. Кстати, именно УОНИИ является правильным наименованием согласно ГОСТу, а вот на пачке может быть и УОНИ 13/55.
Технические параметры
Сварочные электроды УОНИ 13/55, характеристики которых рассматриваются в данном разделе, имеют следующие важные параметры:
- Покрытие — основное;
- Наплавочный коэффициент — 9,5 г/а*ч;
- Производительность устройства — 1,4 кг в час;
- Расход на килограмм наплавленного металла составляет 1,7 кг;
- Временное сопротивление — 540 МПа;
- Предел текучести — 410 МПа;
- Относительное удлинение — 29%;
- Ударная вязкость УОНИ — 260 Дж/см 2 .
Эти параметры являются основными. Также следует сказать, что химический состав данных электродов достаточно сложный, среди них углерод 0,09%, кремний 0,42% и марганец 0,83%. На сайте производителя можно также узнать варианты диаметров и силы тока при различных пространственных положениях электрода.
Особенности использования
Имеются некоторые нюансы, связанные с применением подобных устройств при сварке. Рассмотрим некоторые из них:
- Для сваривания требуется применять ток обратной полярности;
- Покрытие особое, состоит из карбонатов и фтористых образований, благодаря чему швы не имеют газов и прочих вредных примесей;
- Низкоуглеродистая сталь способствует значительной долговечности шва;
- Отсутствие органических соединений препятствует образованию влаги на устройствах;
- При изготовлении электродов полностью исключается образование различных неровностей, трещин и прочих дефектов.
В результате получается крепкий шов, не подвергающийся старению и потере свойств при изменении температурных режимов. Необходимо контролировать чистоту соединений, ибо появление ржавчины или масел ведет к образованию пор, и соединение в итоге получится плохим.
Условия хранения и производители
 Чтобы изделия смогли сохранить основные свойства, необходимо хранить их в соответствующих помещениях. Относительная влажность на складе постоянно должна находиться на уровне 50%, температура же не выше 14 градусов, что достигается применением кондиционеров. Если условия соблюдаются, то срок годности не имеет ограничения.
Чтобы изделия смогли сохранить основные свойства, необходимо хранить их в соответствующих помещениях. Относительная влажность на складе постоянно должна находиться на уровне 50%, температура же не выше 14 градусов, что достигается применением кондиционеров. Если условия соблюдаются, то срок годности не имеет ограничения.
Производством сварочных устройств занимаются такие компании, как ЛЭЗ, Спецэлектрод, СЗСМ, Monolit. При покупке необходимо наличие сертификата на соответствие их нормативам. Они выдаются соответствующим органом.
Прокалка электродов
 В каждой упаковке должен быть сертификат качества и инструкция, подробно расписывающая процедуру прокалки. Если не соблюдать предписания, то ухудшится как качество сварных изделий, так и качественные характеристики получившегося шва. Процедуру прокаливания нужно проводить перед применением таких устройств. Если же их не использовали в течение 8 часов, то прокалку повторяют снова. Один и тот же электрод необходимо обрабатывать не более 3 раз, а количество времени суммарно не должно быть выше 4 часов.
В каждой упаковке должен быть сертификат качества и инструкция, подробно расписывающая процедуру прокалки. Если не соблюдать предписания, то ухудшится как качество сварных изделий, так и качественные характеристики получившегося шва. Процедуру прокаливания нужно проводить перед применением таких устройств. Если же их не использовали в течение 8 часов, то прокалку повторяют снова. Один и тот же электрод необходимо обрабатывать не более 3 раз, а количество времени суммарно не должно быть выше 4 часов.
Для высокого качества прокалки необходимо такие устройства сначала помещать в специальные коробки и только затем — в печи. Диапазон рабочей температуры печей для прокалки составляет от 200 до 300 градусов. Только соблюдение указанных условий позволит сделать работу сварочных изделий долгой и не допускать образования разнообразных дефектов при прокалке.
Мы рассмотрели электроды УОНИ 13/55. Важной особенностью их применения является прокалка. Она позволит сварочному электроду проработать достаточно долгое время и избежать проблем с различными дефектами. При покупке таких устройств необходимо наличие сертификатов, указывающих на соответствие нормативам стандартов и технических условий. Внимательно относитесь к электродам — и они прослужат длительное время. Удачи при приобретении сварочных устройств!
Использование электродов УОНИ
Широкое распространение в промышленности получили сварочные электроды УОНИ 13 55: технические характеристики позволяют применять изделия для изготовления тяжело нагруженных металлоконструкций с высокими требованиями к надежности. Кроме этой разновидности есть еще 3. Они отличаются по составу и свариваемому материалу.
.jpg) УОНИ-13/55.
УОНИ-13/55.
Общее назначение электродов
Расходники марки УОНИ используются при следующих условиях:
- Тип сварки: ручная дуговая.
- Род тока: постоянный.
- Полярность: обратная (электрод-положительная).
- Положение шва в пространстве – любое, кроме вертикального сверху вниз.
На переменном напряжении электрод залипает, дуга часто обрывается. При подключении с прямой полярностью торец проволоки внутри обмазки быстро выгорает, из-за чего длина разряда увеличивается. Не хватает температуры для газификации покрытия, в результате не обеспечивается защита расплава от воздуха.
Обмазка изделий – основная. Содержит фтористые соединения и карбонаты, придающие шву пластичность, ударную вязкость и препятствующие образованию горячих трещин.
Позволяет изготавливать с помощью данных расходников изделия и металлоконструкции:
- состоящие из толстостенных заготовок;
- длительно испытывающие большие нагрузки, в т.ч. знакопеременные, давление;
- работающие в условиях низких температур.
Иными словами, электроды УОНИ используют для выполнения соединений, к которым предъявляются особые требования. Они подходят и для исправления дефектов литья.
Работа с такими расходниками требует хорошего уровня мастерства. Начинающим сварщикам рекомендуют применять другие изделия.
Как читать маркировку
Пример обозначения: Э50А-УОНИ-13/55 СМ-4,0-УД ГОСТ 9467-60.
Запись расшифровывается следующим образом:
- Э – электрод для дуговой сварки.
- 50 – временное сопротивление шва разрыву составляет 50 кгс/кв. мм.
- А – место соединения обладает пластичностью и ударной вязкостью.
- УОНИ – марка, унаследованная от названия разработанного в 1940 г. покрытия «УОНИ-13». Аббревиатура означает «универсальная обмазка научного института №13».
- 13/55 – разновидность изделия.
- СМ-4,0 – изготовлен из сварочной проволоки диаметром 4 мм.
- У – предназначен для соединения заготовок из углеродистой стали.
- Д – толстый слой обмазки.
Вместо «У» в маркировке могут присутствовать следующие литеры:
- Л – легированная сталь.
- Т – термостойкая.
- В – высоколегированная.
- Н – предназначен для ремонтов методом наплавки.
Вместо «Д» могут стоять такие буквы:
- С – средняя по толщине обмазка.
- М – тонкая.
В ГОСТ 9466-75 данный электрод называется «УОНИИ» (универсальная обмазка научно-исследовательского института). В проектной и прочей документации нужно указывать такую аббревиатуру.
.jpg)
Разновидности и отличия
Выпускаются электроды диаметром 2-5 мм. Наиболее востребованы изделия размером 3 и 4 мм. Существует 4 разновидности расходников УОНИ. У каждой свое назначение.
Электроды ориентированы на изготовление ответственных конструкций из средне- и низкоуглеродистой стали. Могут использоваться для устранения дефектов в кованых и литых изделиях. Пластичность и ударная вязкость шва обеспечиваются наличием в составе стержня никеля и молибдена.
 УОНИ-13/45.
УОНИ-13/45.
Свариваемый материал – высокоуглеродистая и низколегированная сталь. Качество шва достигается благодаря присутствию в обмазке марганца, фосфора, углерода, кремния и серы.
Электроды предназначены для сварки ответственных тяжело нагруженных конструкций, изготавливаемых в цехе. Поэтому предъявляются высокие требования к состоянию заготовок. Кромки должны быть зачищены, не допускаются грязь, ржавчина и влага.
Используются для сварки тех же материалов, что и 13/55 (высокоуглеродистой и низколегированной стали). Но дают более качественный шов, поэтому применяются для изготовления особо ответственных конструкций.
 УОНИ-13/65
УОНИ-13/65
Самая дорогая разновидность. Предназначена для работ с легированной сталью.
 13/85
13/85
Ключевые отличия электродов УОНИ от МР-3
Обе марки пользуются популярностью.
- подходит и переменный, и постоянный ток;
- полярность не имеет значения;
- допустима невысокая квалификация мастера;
- очистка заготовок от ржавчины не является обязательной;
- работы могут проводиться при высокой относительной влажности.
Обмазка у этих расходников рутиловая. Они хороши для начинающих и тех, кто учится ремеслу сварщика. Для работы таким электродом сноровка не требуется.
Недостаток МР-3 заключается в высокой стоимости.
 Электроды МР3 и УОНИ.
Электроды МР3 и УОНИ.
Технические характеристики УОНИ
Материал стержней: сварочная проволока Св-08 или Св-08А (13/55).
Тип обмазки: основная.
Расход на 1 кг расплавленного металла: 1,7 кг.
Длина при диаметре:
- 2-3 мм – 35 см;
- 4-5 мм – 45 см.
Коэффициент наплавки: 9 г/А*ч.
Механические и химические свойства
Данные приведены в таблице:
| Наименование характеристики | Значение |
| Механические характеристики | |
| Временное сопротивление, Н/кв. м | 420-540 |
| Ударная вязкость, Дж/кв. см | От 128 |
| Относительное удлинение, % | Не ниже 22 |
| Химический состав (массовая доля элементов), % | |
| Углерод | до 0,11 |
| Кремний | 0,25-0,5 |
| Марганец | 0,9-1,4 |
| Сера | до 0,03 |
| фосфор | |
Сила тока
В отличие от рутиловых, электродам с основной обмазкой противопоказан высокий ампераж. Избыток тепла негативно сказывается на качестве шва.
Наблюдаются следующие нежелательные явления:
- Материал сильно коробится.
- Возрастает количество брызг.
- Металл активно испаряется.
- Усложняется контроль сварочной ванны.
- Металл вытекает (вертикальные и потолочные швы).
Рекомендуемые значения силы тока для электродов разных диаметров в зависимости от пространственного положения шва приведены в таблице:
Для расходников некоторых производителей, например, Лосиновского завода, ампераж немного занижают.
Количество в 1 кг
Зависит от диаметра, мм:
- 2 – 100 шт.
- 2,5 – 55-58 шт.
- 3 – 38 шт.
- 4 – 16 шт.
- 5 – 10 шт.
Масса 1 изделия соответственно равна: 10, 17-18, 26-27, 59-61 и 95 г.
.jpg) Упаковка 5 кг.
Упаковка 5 кг.
Плюсы и минусы
Востребованность электродов УОНИ объясняется такими достоинствами:
- Производят надежный, пластичный шов с высокой ударной вязкостью. При соблюдении технологии брак отсутствует.
- Не требуют применения защитного газа.
- В сравнении с некоторыми аналогами расход на 10-15% ниже. Объясняется присутствием в обмазке железного порошка, восполняющего потери металла на брызги и выгорание.
Отмечают следующие недостатки:
- Изделие требует от сварщика профессионализма. Начинающему сложно к нему приспособиться.
- Детали необходимо тщательно готовить. При наличии грязи, влаги или следов коррозии качественный шов не получится. Поэтому для наружных работ (вне цеха) изделия этой марки не подходят.
- Не способны работать на переменном напряжении.
Таким образом, электроды УОНИ являются узкоспециализированными.

Прокалка перед использованием
Обмазка электродов имеет пористую структуру. В сыром помещении она абсорбирует влагу, и расходник становится непригодным к использованию. Его покрытие крошится и хуже горит, расплавленный металл не получает необходимой защиты от окисления.
По этой причине перед тем как варить, электроды подвергают т.н. прокалке.
Это прогрев в специальной печи с контролем температуры и длительности. Расходники укладывают в формы, обеспечивающие всестороннее и равномерное поступление тепла.
Параметры процедуры производитель указывает на упаковке и в описании продукции на официальном сайте.
Для электродов УОНИ они составляют:
- температура: +250…+300˚С;
- время: 4 часа;
- кратность: не более 3 раз.
Прогретые электроды кладут в специальный герметичный пенал с теплоизолированными стенками. Его можно сделать своими руками из пластиковой трубы среднего диаметра.
Обмазка УОНИ не содержит органических компонентов, поэтому допускается увеличение температуры при прокалке до 400˚С.
Вне пенала электрод остается сухим в течение 8 часов. Если он за это время не будет израсходован, процедуру следует повторить, но не более 3 раз. В противном случае покрытие растрескается и отпадет.
Технология сварки электродами УОНИ
Используется инверторный аппарат. Сварочники-выпрямители, вооруженные этими расходниками, не обеспечивают стабильность дуги.
Действуют в следующем порядке:
- Соединяемые детали очищают от масложировых пятен, ржавчины и грязи.
- При большой толщине разделывают кромки в соответствии с ГОСТами.
- Складывают детали вместе и размещают их на подкладках из меди для охлаждения.
- Подключают к заготовкам отрицательную клемму, к электроду – положительную.
- Прокаливают расходники.
- Регулятор тока на инверторе устанавливают в позицию, соответствующую диаметру электрода. Тот подбирается с учетом толщины соединяемых деталей.
- Кратким касанием или чирканьем возбуждают дугу.
- Выполняют шов, двигая электрод «елочкой». Варят углом назад, чтобы шлак ложился на уже пройденный отрезок.
- Переворачивают заготовки и выполняют шов с обратной стороны, двигая электрод прямолинейно.
Столкнувшись с неустойчивым горением дуги и залипанием расходника, необходимо проанализировать следующие возможные причины:
- Исполнителю не хватает опыта.
- Попался бракованный электрод. Рекомендуется приобрести по нескольку пачек от разных торговых марок и опытным путем подобрать надежного изготовителя.
- Фактический ток не соответствует показаниям на регуляторе. Рекомендуется проверить его измерительными клещами.
- В сети низкое напряжение либо периодически наблюдаются его просадки. В таких условиях дешевые аппараты плохо работают с основными электродами.
В последнем случае помогают такие меры:
- В цепь включают дроссель.
- Находят стабильную сеть.
- Приобретают дорогой сварочник профессионального уровня.
При соблюдении технологии шов получается высокого качества.
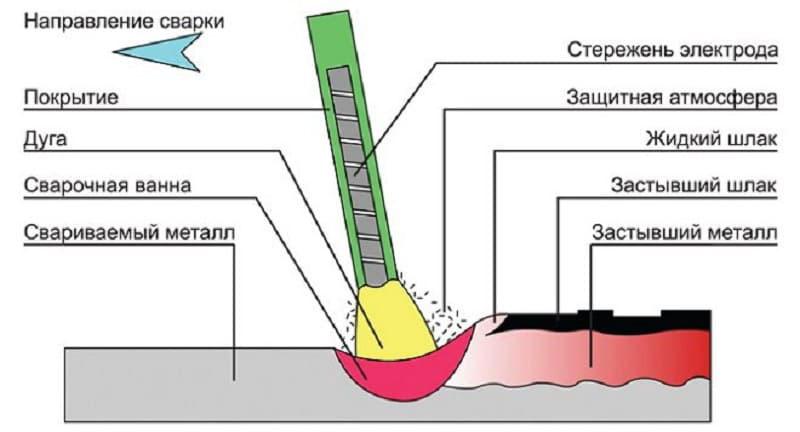 Схема направления сварки.
Схема направления сварки.
Грамотные условия хранения
Электроды содержат в сухом отапливаемом помещении. Относительная влажность – ниже 50%.
Место хранения не должно находиться под прямыми лучами солнца.
Во избежание конденсации влаги на изделиях рекомендуют не допускать перепадов температуры и ее снижения за отметку +15°С.
Если после вскрытия герметичной упаковки были израсходованы не все электроды, оставшиеся перекладывают в специальный утепленный пенал.
Производители УОНИ
Большинство крупных изготовителей выпускают электроды данной марки.
Наиболее широко на рынке представлена продукция следующих компаний:
- ООО «НПО Спецэлектрод» (г. Волгодонск).
- «Хобэкс».
- ОАО «Лосиновский электродный завод».
- Monolith.
- «Мост» (Польша).
- ПАО «Плазматек» (СНГ).
- Linkoln Electric (США).
Все изготовители работают в данной сфере десятки лет, обладают большим опытом. Заводы оснащены современным оборудованием, позволяющим на высоком уровне осуществлять контроль качества. Благодаря этому процент брака является минимальным.
Помимо производственных мощностей компании располагают научно-исследовательскими лабораториями, где ведется разработка новых типов сварочной проволоки и покрытия.
Некоторые фирмы, например «НПО Спецэлектрод», могут изготавливать расходники под заказ с характеристиками, заявленными покупателем.
Электроды «УОНИ-13/55». Технические характеристики

Электроды УОНИ-13/55. Производитель “Межгосметиз-Мценск”
Сварочные электроды «УОНИ-13/55» с основным покрытием широко применяются для сварки ответственных конструкций. Свариваемые изделия должны быть изготовлены из низколегированных и углеродистых сталей (например: стали марок 10ХСН2Д, 48КС и др.), которые эксплуатируются при знакопеременных нагрузках и отрицательных температурах. Допускается сварка следующих материалов:
- сталей: БСт3, 09Г2, 10Г2С1Д-35, 10ХСНД, МС-1, Ст3с и т. п.;
- поковок из дисперсионно-упрочненных и углеродистых сталей, а также поковок и литья между собой.
Сварочные электроды «УОНИ-13/55» обеспечивают наилучшую защиту сварочной ванны, что особенно важно при работе на открытом пространстве. Поэтому, сварочные электроды «УОНИ-13/55» широко используются строителями мостов.
Описание этих сварочных электродов имеется в статье « Электроды УОНИ 13/55, их характеристики и особенности применения», поэтому сегодня мы остановимся только на технических характеристиках.
- Технические характеристики сварочных электродов «УОНИ-13/55»
- Общая характеристика электродов “УОНИ 13/5”
- Механические свойства металла сварочного шва
- Химический состав металла сварочного шва
- Пространственные положения сварочного шва
- Величина сварочного тока электродов «УОНИ-13/55»
- Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
- Технологические особенности сварки электродами «УОНИ-13/55»
- Видео
- Фото
Технические характеристики сварочных электродов «УОНИ-13/55»
Рассмотрим основные технические характеристики сварочных электродов «УОНИ-13/55»:
- общая характеристика электродов;
- механические свойства металла сварочного шва;
- химический состав металла сварочного шва;
- пространственные положения сварочного шва;
- величина сварочного тока;
- среднее количество электродов в 1 кг.
Общая характеристика электродов “УОНИ 13/5”
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.

Механические свойства металла сварочного шва
Сварочный шов, созданный электродами «УОНИ-13/55», имеет следующие механические характеристики:
- предел текучести, МПа – 420;
- предел прочности, МПа – 540;
- относительное удлинение, % – 22;
- ударная вязкость (KCV), Дж/кв. см:
- при Т = +20°С – 130;
- при Т = -40°С – 80;
- при Т = -60°С – 50.
Химический состав металла сварочного шва
В химическом составе сварных швов имеются следующие элементы:
- углерод (С): ≥ 0,07%;
- кремний (Si): ≥ 0,5%;
- марганец (Mn): ≥ 1,35%;
- фосфор (P): ≥ 0,025;
- сера (S): ≥ 0,025.

Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Величина сварочного тока электродов «УОНИ-13/55»
При сварке, в зависимости от диаметра электрода и пространственного положения шва, рекомендуется устанавливать величины сварочного тока (А), указанные в таблице.
| Диаметр, мм/положение швов | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | – |
Среднее количество сварочных электродов «УОНИ-13/55» в 1кг
Среднее количество электродов в 1кг в зависимости от их диаметра указано в таблице.
| Диаметр сварочных электродов, мм | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 98 |
| 2,5 | 55 |
| 3,0 | 40 |
| 4,0 | 15 |
Технологические особенности сварки электродами «УОНИ-13/55»
Сварку стыков рельсов и арматуры рекомендуется производить ванным способом в нижнем положении шва.
Допускается обычная дуговая сварка металлоконструкций и стержней арматуры. Такую сварку производят во всех пространственных положениях шва постоянным током (при обратной полярности) на короткой дуге.
Свариваемые кромки должны быть тщательно очищены от грязи, масла и окалины.
Перед сваркой обязательна прокалка сварочных электродов УОНИ 13/55 при температуре Т = 250…300°С в течение 1 часа.
Видео
Ниже представлен плейлист с разными роликами об электродах этой марки. Если кликнуть на меню в правом верхнем углу плейлиста, можно выбирать среди роликов.
УОНИ-13/55 (НАКС, РРР, КСМ)



| Диаметр (мм) | Цена (руб./т) | |
| 2,5 мм | 195638.00 | Заказать |
| 3 мм | 180828.00 | Заказать |
| 4 мм | 180320.00 | Заказать |
| 5 мм | 180320.00 | Заказать |
| 6 мм | 195491.00 | Заказать |
ГОСТ 9466-75, ГОСТ 9467-75
ТУ 1272-002-11040008-2001
Э50А – УОНИ-13/55 – Ø – УДЕ 515 – Б 20
Электроды УОНИ-13/55 с основным покрытием предназначены для ручной электродуговой сварки особо ответственных конструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей, работающих при знакопеременных нагрузках и отрицательных температурах до -50 °С. Стержень электрода – проволока марки Св-08А ГОСТ 2246-70.
Применяются для конструкций и трубопроводов, требующих повышенных характеристик по пластичности и ударной вязкости сварного шва. Широко используются в мостостроении. Обеспечивают отличную защиту сварочной ванны, что важно при проведении работ на открытом пространстве. Обладают стабильными техническими характеристиками. Зарекомендовали себя при работе в условиях севера.
Электроды имеют свидетельство НАКС (группы основных материалов – 1 (М01); группы технических устройств – МО, ПТО, КО, ГО, НГДО, ОХНВП, ОТОГ, СК, КСМ), сертификат Российского Речного Регистра (РРР), зарегистрированы в системе добровольной сертификации ГОСТ Р.
При использовании УОНИ-13/55, металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода.
Высокое качество подтверждается регулярными независимыми испытаниями сварочно-технологических свойств сварочных материалов.
Актуальные розничные цены на электроды можно посмотреть в прайс-листе на сайте. Цена указана за 1000 кг (1 тонну). Чтобы узнать, сколько стоит пачка 5 кг, нужно разделить стоимость тонны на 200. Рассчитать цену за 1 кг можно разделив стоимость одной тонны на 1000.
Для оптовых покупателей и торговых представителей действует гибкая система скидок. Цена для крупных оптовых поставок рассчитывается индивидуально.
Приобрести электроды марки УОНИ-13/55 по цене производителя, можно оформив заказ на сайте, или позвонив по телефонам +7(35253) 3-00-63; 8-800-1000-546, а также написав на e-mail: sale@goodel.ru. Наши менеджеры помогут подобрать электроды под Ваши задачи и предложат выгодные условия сотрудничества.
Проверка технических характеристик
В сентябре 2018 года электроды УОНИ-13/55 успешно прошли испытания характеристик в ООО «Тюменский центр аттестации».
Выдержка из протокола испытаний №3 от 07 сентября 2018 года: «Первичное зажигание легкое, сразу после прикосновения электрода к изделию. Повторное горячее и холодное зажигания – легкие. Во время сварки козырек не образуется. Покрытие оплавляется равномерно. Склонность к залипанию отсутствует. Формирование валиков шва хорошее. Валик мелкочешуйчатый с редкими небольшими неровностями по высоте и плавным переходом к основному металлу. Шлак отделяется легко. Трещины и поры в слое шва отсутствуют».
Вывод комиссии по результатам испытаний «Электроды марки УОНИ-13/55 имеют очень хорошие сварочно-технологические характеристики. Стабильное горение дуги без вибраций, малое разбрызгивание, хорошую эластичность дуги при сварке во всех пространственных положениях. Легкое зажигание после прерывания процесса сварки. Рекомендуются для сварки всех слоев шва трубопроводов».
В октябре 2018 года электроды УОНИ-13/55 прошли входной контроль и проверку сварочно-технологических свойств в ПАО «Лукойл».
В испытаниях участвовали изделия диаметром 3 мм и 4 мм. Проверка проводилась путем сварки корневого и облицовочного шва стальной трубы 159х8 мм (Ст20). Перед проверкой проводилась прокалка, согласно данным указанным на упаковке. Величина сварочного тока для электродов диаметром 3 мм находилась в пределах 70-85 Ампер. Значение тока для изделий диаметром 4 мм – на уровне 130-140 Ампер. Сварка выполнялась на сварочном оборудовании ВД-306, в положении В2 (PF). Методика контроля: ГОСТ 9466-75.
По результатам испытаний покрытие электродов признано соответствующим требованиям ГОСТ 9466-75.
Сварочно-технологические параметры при сварке в положении В2
Горение стабильное. Дуга горит мягко. Покрытие плавится равномерно. При сварке «корня» поведение плавления предсказуемое. Образование «козырька» не отмечено. В корневом и облицовочном швах удаляемость шлака хорошая. Форма шва хорошая, с плавным переходом к основному металлу. Шов мелкочешуйчатый. Заключение: «качество электродов УОНИ-13/55 по геометрическим параметрам хорошее, шлаковая защита обеспечивает необходимое качество формирования шва».
Электроды УОНИ 13/55 — технические характеристики и расшифровка

Электроды уони 13 55 прекрасно подходят для процесса дуговой сварки и важных деталей из углеродсодержащих и низколегированных металлов, в частности, используемые в местах с низким температурным режимом. Данный тип изделий здорово проявил себя при соединении серьезных металлоконструкций, где необходимо, чтобы сварной шов был с большим уровнем пластичности и ударопрочной вязкости.
Что из себя представляют электроды УОНИ
Инструмента для сварочных работ на рынке более чем достаточно. Для качественного соединения необходимо использовать проверенный временем материал. При покупке следует изучить состав покрытия, коэффициент плавки, расход при сварочных работах. Электроды УОНИ относятся к расходным материалам покрытого класса, принцип работы состоит из плавки металла и стержня, что в последующем соединяет изделие. Стержень состоит из легирующих металлов магния, хрома или никеля. Обмазка электродов УОНИ 13/55 служит для создания защитной ванны от воздуха при сварочных работах.

При попадании воздуха в сварочную ванну, возможен не качественный шов, образование окислов. Покрытие элементов плавления применимо к сварке стали с низким уровнем легирующих элементов, углеродистых пород металла. Такие материалы используют для создания несущих конструкций и прочных соединений. Температура плавки колеблется от -60 до +40 градусов, расход на килограмм расплавленного металла составляет 1,7 кг продукции. Расшифровка названия УОНИ происходит от отечественного наименования института сварки, как универсальная обмазка научного института номер 13.
Заявка на поставку электродов (выпадающая)
ГОСТ 9466-75, ГОСТ 9467-75
ТУ 1272-002-11040008-2001
Э50А – УОНИ-13/55 – Ø – УД
Е 515 – Б 20
Назначение
Электроды УОНИ-13/55 с основным покрытием предназначены для ручной электродуговой сварки особо ответственных конструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей, работающих при знакопеременных нагрузках и отрицательных температурах до -50 °С. Стержень электрода – проволока марки Св-08А ГОСТ 2246-70.
Применяются для конструкций и трубопроводов, требующих повышенных характеристик по пластичности и ударной вязкости сварного шва. Широко используются в мостостроении. Обеспечивают отличную защиту сварочной ванны, что важно при проведении работ на открытом пространстве. Обладают стабильными техническими характеристиками. Зарекомендовали себя при работе в условиях севера.
Электроды имеют свидетельство НАКС (группы основных материалов — 1 (М01); группы технических устройств — МО, ПТО, КО, ГО, НГДО, ОХНВП, ОТОГ, СК, КСМ), сертификат Российского Речного Регистра (РРР), зарегистрированы в системе добровольной сертификации ГОСТ Р.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.

Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.

Особые свойства
При использовании УОНИ-13/55, металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода.
Высокое качество подтверждается регулярными независимыми испытаниями сварочно-технологических свойств сварочных материалов.
Общая характеристика электродов «УОНИ 13/5»
Общая характеристика электродов включает в себя следующие параметры:
- покрытие сварочных электродов: основное;
- коэффициент наплавки, г/А•ч: 9,5;
- производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
- расход электродов на 1 кг наплавленного металла, кг: 1,7.
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА УОНИ-13/55
Справочная информация по сварочным электродам УОНИ-13/55 и их модификациям. Электроды УОНИ-13/55 и электроды УОНИ 13/55СМ предназначены: сварка углеродистых и низколегированных сталей.
Основное назначение сварочных электродов. Электроды марки УОНИ-13/55 и электроды марки УОНИ-13/55СМ предназначены для ручной дуговой сварки особо ответственных металлоконструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
ТУ У 05416923.015-96
ISO 2560 : E514B26
EH 499 : E383B22H10
Характеристики плавления сварочных электродов при сварке
Коэффициент наплавки, г/А ч — 9,0 (ГОСТом 9466-75 не регламентируется)
Расход электродов (для ø3,0мм) на 1 кг наплавленного металла, кг — 1,7
Механические свойства металла шва сварочных электродов при сварке, не менее
Временное сопротивление разрыву, МПа
Ударная вязкость, Дж/см2 (кгс/см2)
Содержание влаги в покрытии электродов, перед использованием – не более 0,3 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 320÷350ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Химический состав наплавленного металла сварочных электродов при сварке, %
Э50А – УОНИ-13/55 – Ø3 – УД / Е514 – Б20 ГОСТ 9466-75; ГОСТ 9467-75
Где, Э50А – тип сварочного электрода (для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50кгс/мм2, когда к металлу сварных швов предъевляют повышенные требования по пластичности и ударной вязкости (по ГОСТ 9467-75).
УОНИ 13/55 – марка сварочных электродов.
Ø3 – диаметр сварочного электрода, мм.
У – сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60кгс/мм2 (условное обозначение назначения сварочного электрода по ГОСТ 9466-75).
Д – с толстым покрытием (условное обозначение по ГОСТ 9466-75), при 1,45 Технические характеристики
Важные параметры, характеризующие сварочные стержни уони 13/55 можно отразить в виде таблицы:
| Тип покрытия | Основное |
| Коэффициент наплавки | 9,5 г/А∙ч |
| Производительность(для электрода ∅4 мм) | 1,4 кг/ч |
| Расход (в расчете на 1 кг наплавленного металла) | 1,7 кг |
Немаловажным пунктом в ознакомлении является информация по механической прочности сварного шва и химическому составу наплавленного металла, по которым можно судить о возможности применения в той или иной конструкции.

Ну и картина не была бы полной без указания рекомендованных производителем режимов сварки в зависимости диаметра электродов и их пространственного положения.

Технические характеристики сварочных электродов УОНИ-13/55
- общие характеристики;
- механические и химические свойства сварочного шва;
- допустимое положение шва;
- величины сварочного тока;
- вес и количество электродов в одной пачке;
- стоимость одной пачки.
1) Общие технические характеристики:
- тип соединения — дуговой, ручной, постоянным током обратной полярности;
- покрытие (обмазка) — основное;
- стержень изготовлен из проволоки Св-08 или Св-08А;
- наплавочный коэффициент — 9 г/А·ч;
- расход сварочных стержней на 1 кг наплавленного металла 1,6 кг.
2) Механические свойства:
- временное сопротивление, Н/мм2 — 420-540;
- относительное удлинение не менее 22%;
- ударная вязкость, Дж/см2 не менее 128.
Массовая доля химических элементов в сварочном шве (таблица):

3) Пространственные положения сварочного шва. Электроды УОНИ 13/55 диаметром от 2 до 4 мм применяют для сварки во всех пространственных положениях, кроме вертикального (сверху-вниз №5).
![]()
Посмотрите видеоролик (ниже), где человек опровергает это прописанное правило. Стержни диаметром 5 мм используются для горизонтального, нижнего и вертикального способа (снизу-верх).
Видео: личный опыт использования УОНИ 13/55 во всех пространственных положениях.
4) Величины сварочного тока. При сварке электродами Э50А УОНИ 13/55 подбор тока в зависимости от диаметра стержней и положения сварочного шва представлен в таблице.

5) Произвести расчет количества стержней (штук) в упаковке и вес электрода в граммах поможет таблица.

6) Цена за пачку УОНИ 13/55 разная от 400 до 750 рублей. Стоимость меняется от веса пачки, завода-изготовителя, региона. В среднем цена за кг изделий начинается от 100 рублей.
Преимущества использования УОНИ 13/55:
- получение прочного сварочного шва;
- снижение расхода электродов на 15%;
- увеличение наплавки на 10%.
Чем заменить УОНИ 13/55 (аналоги):
- Basic One;
- Elga;
- AV-66;
- OK 48.00 и 48.05.
Минимальные механические свойства металла шва
Временное сопротивление разрыву
24-28; 6,4-6,5 кгс•м/см²
Характеристики электродов для сварки УОНИ 13/55 

Благодаря уникальной рецептуре, высокотехнологичному процессу производства, строгому контролю качества, электроды для сварки УОНИ 13/55 характеризуются:
- универсальностью применения;
- металлургической чистотой и низким содержанием водорода в металле шва;
- высокой глубиной проплавления металлических конструкций;
- повышенной ударной вязкостью и пластичностью шва;
- сверхпрочным сварным соединением;
- высокой стойкостью к образованию кристаллизационных трещин;
- возможностью использования для конструкций, работающих при отрицательных температурах и знакопеременных нагрузках;
- стабильным горением дуги;
- спокойной ванной, покрытой пленкой жидкого прозрачного шлака, обеспечивающей легкое наблюдение процесса сварки;
- тугоплавкой обмазкой, что позволяет производить сварку, оперяясь на кромку покрытия;
- отсутствием подрезов, угара и разбрызгивания;
- легкой очисткой шва от шлака;
- отличным товарным видом швов;
- экономичностью в работе.
Основной отличительной особенностью электродов УОНИ 13/55 является повышенная прочность обратной стороны сварочного шва. Электрод данного типа незаменимы в случаях: когда возможна только односторонняя сварка (к примеру трубы малых диаметров); при сварке металла толщиной до 30 мм; для особо ответственных конструкций, работающих под динамическими нагрузками в условиях отрицательных температур (до – 40 С). Отлично зарекомендовали себя при сварке в условиях Арктики.
Производители
Технология изготовления и химический состав может незначительно меняться, в зависимости от производителя, среди которых можно выделить следующие крупные компании, гарантирующие качественные материалы:
- ESAB;
- ЛЭЗ;
- Monolit;
- СЗСМ;
- Спецэлектрод;
- Inforce.
Внимание! При покупке обязательно требуйте сертификат соответствия электродов требованиям нормативов, в частности ГОСТ 9466-75, либо свидетельство об аттестации сварочных материалов в соответствии с РД . Выдаются они органом по Федеральным Агентством по Tехническому Регулированию, либо аттестуются Национальным Агентством Контроля Сварки.
Технологические особенности сварки
Сварка, электродами УОНИ-13/55, выполняется короткой дугой по тщательно очищенной от ржавчины, окалины, масла и других загрязнений поверхности. Сварочный ток постоянный обратной полярности (минус на кабель электродержателя, плюс на массу).
Стыки рельсов и арматуру рекомендуется варить ванным способом в нижнем положении шва. Однако, при невозможности такого расположения, допускается соединение в вертикальном или потолочном положении.
Электросварка пластин на внешней стороне выполняется короткой дугой с небольшими колебательными движениями (елочкой). Обратная сторона проваривается без колебательных движений.
Совет: При использовании расходников с основным покрытием начинающие сварщики могут испытывать неудобства во время повторного поджига. Чтобы избежать этих неудобств, можно слегка зачистить стержень электрода от обмазки перед вторым и последующими поджигами.
Где купить электроды УОНИ-13/55
Актуальные розничные цены на электроды можно посмотреть в прайс-листе на сайте. Цена указана за 1000 кг (1 тонну). Чтобы узнать, сколько стоит пачка 5 кг, нужно разделить стоимость тонны на 200. Рассчитать цену за 1 кг можно разделив стоимость одной тонны на 1000.
Для оптовых покупателей и торговых представителей действует гибкая система скидок. Цена для крупных оптовых поставок рассчитывается индивидуально.
Металлочерепица «Андалузия»: характеристики, размеры и отзывы

- Особенности
- Характеристики
- Материал
- Преимущества и недостатки
- Транспортировка и хранение
- Советы по монтажу
- Отзывы покупателей
Эстетическую привлекательность черепичной крыши на аккуратных частных домиках трудно сравнить с другими кровельными материалами. Но настоящая глиняная черепица слишком дорога и труднодоступна, поэтому появление металлочерепицы на рынке строительных материалов сразу же приобрело всеобщую популярность. Для частных домов ушли в прошлое невзрачные конструкции из шифера и рубероида, так как появилась возможность сделать крышу яркой, привлекательной и очень прочной.

Особенности
Долгое время для оформления крыш был распространен металлический настил под черепицу с открытым креплением на обрешетку, пока в 2008 году не была разработана новая модель металлочерепицы «Андалузия». Модель успешно прошла сертификацию качества, быстро завоевав доверие потребителей. В настоящее время ее производством занимаются заводы металлоконструкций в нескольких регионах страны.
Отличительной чертой данной продукции является ее максимальное сходство с глиняной черепицей, что придает неповторимый вид и респектабельность строению. Способ крепления листов отличается от стандартного, что позволяет увеличить прочность конструкции. Листы скрепляются между собой с помощью внутреннего Z-образного замка. Замки и крепления к обрешетке скрываются под следующим листом, создавая видимость цельного полотна.
Металлочерепица «Андалузия» широко используется в возведении кровли для коттеджей, загородных особняков, элитных общественных строений, таких как кафе или респектабельные рестораны.


Характеристики
Стандартный лист кровельного покрытия «Андалузия» по виду может быть одношаговым и двухшаговым.
- длина варьируется в зависимости от предпочтений покупателя и может составлять от 0,5 до 8 м;
- ширина листа – 1м 16 см, монтажная ширина – 1 м;
- высота ступени – 2,5 см, шаг волны – 4 см;
- толщина стального листа составляет 0,5 см;
- вес модульного листа черепицы достигает 5 кг.

Материал
Кровельное покрытие «Андалузия» производится из высокопрочной оцинкованной стали, покрытой несколькими слоями грунтовки и полимеров. Стальные листы изготовлены по ГОСТу и проходят обязательную сертификацию.
Защитное покрытие существенно увеличивает срок службы изделия, предохраняет металл от коррозии, излишнего воздействия ультрафиолета и атмосферных осадков.
Внешнее лакокрасочное покрытие придает черепице окончательный вид и может содержать в своем составе:
- пурал;
- полиэстер;
- пластизоль.
В зависимости от выбора одного из составов вид изделия может быть матовым, глянцевым или шероховатым (стилизованным под натуральную глину). Для придания определенного цвета в полимерные покрытия добавляют красители. Палитра модельного ряда «Андалузии» представлена 40 разными оттенками на любой вкус.


Преимущества и недостатки
Из основных преимуществ кровельного покрытия «Андалузия» можно выделить следующие:
- повышенная прочность за счет плотного Z-образного крепления (крыше не страшны ураганные ветра и метели);
- соединения практически герметичны, обеспечивают сухость под крышей в любую непогоду;
- при монтаже крыши не образуется сквозных отверстий от пробивания саморезами, так как следующий ряд черепицы закрывает предыдущие крепления (это увеличивает долговечность покрытия);


- высокая высота волны черепицы придает максимальную схожесть с глиняным материалом;
- небольшой размер и вес модуля позволяют легко производить монтаж своими руками, а также транспортировать материал на легковом автомобиле;
- подъем листов на строение не потребует больших физических затрат и дополнительной подъемной техники;
- высокий гарантийный срок изделия – 30 лет;
- возможность использовать более дешевые комплектующие, не подбирать их по цвету, так как они будут скрыты.


К недостаткам металлочерепицы модельного ряда «Андалузия» можно отнести высокую цену относительно аналогов, но этот недостаток с лихвой компенсируется высоким качеством изделия и долговечностью кровли.
Еще один минус – возможные сложности при самостоятельном монтаже. Технологический процесс установки «Андалузии» отличается от привычного и знакомого ранее, поэтому временные затраты на монтаж могут быть повышены. Однако к каждой закупочной партии в строительном магазине прилагается подробная инструкция по установке облицовочного материала.


Транспортировка и хранение
При производственном складировании металлочерепицы применяются деревянные или пластиковые поддоны, обернутые пленкой. Таким образом, листы, сложенные стопкой в одной партии, лучше защищены от механических повреждений. Устойчивые к атмосферным воздействиям, стальные листы достаточно хрупки и требуют бережной погрузки и транспортировки. При халатном обращении тонкий металл можно повредить сгибанием, резкими бросками, также при взаимодействии с острыми предметами на поверхности могут оставаться неприглядные царапины.
При достаточно долгом хранении, к примеру, если листы закуплены осенью, а кровельные работы предполагаются весной, хранить материал желательно в сухом месте, на ровной поверхности в поддонах. Если какое-то время покрытие будет храниться на улице под открытым небом, то пачки с листами следует ставить под углом, чтобы дождевая вода не собиралась на их поверхности.

Советы по монтажу
Подробная инструкция по монтажу металлочерепицы «Андалузия» прилагается ко всей сертифицированной продукции, поэтому проблем с укладкой кровли не возникнет.
Будет не лишним заранее узнать о некоторых нюансах.
- Перед началом монтажа необходимо проверить правильность геометрии крыши. В случае обнаружения изъянов, исправить их с помощью доборных элементов. К монтажу черепицы приступают после укладки обрешетки и гидроизоляционных материалов. Поверхность не должна пропускать влагу, поэтому между кровлей и домом должна быть изоляция от конденсата.
- Для резки материала используются электрические или ручные ножницы по металлу, электролобзик. Производители категорически не рекомендуют использовать болгарку, так как абразивный круг способен повредить полимерное покрытие. При неправильном подходе торцы после обрезки будут подвержены коррозии, что со временем существенно снизит качество всей кровли.


- По этой же причине любые царапины, появившиеся в процессе монтажа, нужно сразу же заполировать аэрозолем подходящего цвета.
- Шляпки саморезов не обязательно подбирать под цвет крыши, так как они будут скрыты листами внахлест.
- Особый шик и законченные архитектурные штрихи придает покрытию кровельный конек, разработанный специально для модельного ряда «Андалузия». Он послужит завершающим этапом декорирования кровли вашего дома.


Отзывы покупателей
Изучив форумы строителей, застройщиков, а также рядовых граждан, строящих частные дома, можно убедиться, что металлочерепица «Андалузия» выгодно отличается от своих аналогов по качеству и внешнему виду. Отрицательные отзывы, касающиеся цены европейского уровня, не останавливают покупателей, так как соотношение цена-качество выдержано производителем по всем стандартам.


О том, как правильно монтировать металлочерепицу, смотрите в следующем видео.





