Электроды по нержавейке: маркировка элементов для сварки
 Нержавеющая сталь неслучайно пользуется большой популярностью в самых различных сферах хозяйственной деятельности. Этот материал ценится в первую очередь тем, что не реагирует с влагой, а это исключает возникновение коррозии металла. Нельзя не отметить и превосходные эстетические свойства нержавейки, которые передаются и всем изделиям, изготовленным из этого популярного материала.
Нержавеющая сталь неслучайно пользуется большой популярностью в самых различных сферах хозяйственной деятельности. Этот материал ценится в первую очередь тем, что не реагирует с влагой, а это исключает возникновение коррозии металла. Нельзя не отметить и превосходные эстетические свойства нержавейки, которые передаются и всем изделиям, изготовленным из этого популярного материала.
- Особенности нержавеющей стали
- Особенности сварки нержавеющей стали
- Марки и виды электродов
- ЦЛ-11
- ОЗЛ-6
- НЖ-13
- Другие марки
- Полезные советы
- Стоимость электродов
Но в процессе изготовления различных металлоконструкций из нержавеющей стали возникают трудности: металл обладает недостаточной свариваемостью, поэтому для создания надежных соединений специалисты должны применять электроды, подходящие именно для нержавейки.
Особенности нержавеющей стали
В отличие от ряда других популярных металлов, нержавейка обладает рядом особенностей, которые могут проявиться при соединении элементов из этого металла. Всё это нужно обязательно принимать во внимание, приступая к изготовлению различных конструкций и изделий из этого материала. По сравнению со многими другими видами сталей, нержавейка обладает меньшей теплопроводностью. Из-за этого приходится тратить больше времени на прогрев зоны сварки или использовать для работы ток большей величины.
 Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время соединения элементов из нержавейки путем их сваривания сварочные стержни нагреваются до очень высоких температур. Происходит это из-за того, что металл обладает высоким сопротивлением к сварочным процессам. Для уменьшения подобного проявления специалисты рекомендуют применять для сварки специальные электроды, предназначенные для нержавеющей стали.
Особенности сварки нержавеющей стали
Сварка элементов из нержавейки требует знания ряда особенностей, касающихся правильного проведения этих работ:
 Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.
Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.- При работе с заготовками толщиной от 1,5 до 3 мм используется короткодуговая сварка.
- Для сваривания заготовок толщиной более 3 мм применяют метод электродуговой сварки, предусматривающий струйный перенос металла с электрода.
 Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.
Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.Пару слов хотелось бы сказать об аргонной сварке, которая имеет ряд важных нюансов. Во время сварки нужно следить за тем, чтобы вольфрам случайно не попал в сварочную ванну. Иначе это негативно повлияет на прочностные показатели сварочного шва. Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Марки и виды электродов
Электроды для нержавейки отличаются между собой различными характеристиками, в том числе и маркой. Чаще всего профессиональные сварщики для сварочных работ используют элементы следующих марок: ЦЛ-11, ОЗЛ-6 и НЖ-13.
 Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Сварка проводится вручную при температурном режиме от +450 градусов с использованием постоянного тока. Покрытие электрода содержит фтористые компоненты и карбонат. При помощи электродов можно сваривать заготовки в любом положении, за исключением вертикального.
Для сварочных швов, выполняемых при помощи электродов этой марки, характерен ряд достоинств:
- сварка заготовок не сопровождается образованием брызг металла от сварочного стержня;
- сварочный шов имеет аккуратный вид и лишён неровностей;
- шов надежно защищен от процессов кристаллизации коррозии;
- высокая ударная вязкость;
- пластичность;
- прочность шва.
Электроды для сварки нержавейки этой марки предназначены для сваривания изделий и конструкций из нержавейки, которым в процессе эксплуатации предстоит испытывать воздействие температур до +1000 градусов. По своим положительным свойствам эти электроды не отличаются от предыдущего вида. Для сварки используется только постоянный ток.
Выпускаемые под этой маркой электроды для нержавейки предназначены для сваривания заготовок из пищевой стали. За годы их использования неоднократно удалось убедиться, что этот расходный материал прекрасно подходит для соединения не только сплавов с содержанием хрома и никеля, но и тех, которые имеют в составе в качестве одной из составляющих молибден.
Другие марки
Помимо уже рассмотренных марок электродов для нержавейки, существует и ряд других, которые часто используются при сварочных работах:
- ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.
- ЭФ400/10У. Эти электроды применяют для соединения деталей из нержавейки аустенитного класса. Изделия из этого металла рассчитаны на эксплуатацию в условиях агрессивных сред жидкого типа при температуре до +350 градусов.
- НИИ-48Г. Электроды универсального назначения. Могут использоваться для соединения ответственных конструкций из специальных низколегированных сталей. В них используется обычная обмазка, сварка может проводиться постоянным током при обратной полярности. В процессе сварки электроду можно придавать любое положение.
- ОЛЗ-17У. Применяют для сваривания электродуговым методом заготовок из нержавейки, предназначенных для эксплуатации в средах, содержащих фосфорную или серную кислоту. Сварка может проводиться в любом положении за исключением вертикального. Соединение деталей выполняется при токе постоянной величины и обратной полярности. Во время сварки с использованием электродов этой марки необходимо особое внимание уделить чистоте сварных кромок. Следует быть очень аккуратным при соединении деталей большой толщины, в отношении которых необходимо выполнить двустороннюю разделку сварных кромок.
- ЭА. Эти электроды выпускаются производителями в большом количестве вариаций. Большинство из них предназначено для сваривания ответственных конструкций, выполненных из высокопрочных легированных сталей. После сваривания заготовок с помощью электродов этой марки проводить дополнительную обработку сварочного шва не требуется. Рекомендуемый способ соединения — короткодуговая сварка.
 ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.
ЗИО-8. Предназначены для сваривания заготовок из жаростойких нержавеющих сталей. Имеют стандартную обмазку, сваривание можно выполнять при постоянном токе и обратной полярности. Допускается использовать любой из доступных способов соединения — вертикальный, верхний или нижний.Довольно часто профессиональные сварщики для проведения сварочных работ применяют электроды для нержавейки, выпускаемые шведской компанией ESAB:
- ОК 61.30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.
- ОК 61.35. Предназначены для соединения ответственных конструкций, эксплуатация которых будет проходить в диапазоне температур от -196 до +400 градусов. Могут использоваться для соединения элементов трубопроводов разного назначения. Имеют стандартную обмазку, сварку разрешается проводить при токе постоянной величины и прямой полярности.
- ОК 67.45. Предназначены не только для сваривания заготовок из нержавейки, но и в качестве расходного материала для наплавки металлов с ограниченной свариваемостью. Во время сварочных работ используются для создания первого слоя, после чего на него наплавляют металлы, обладающие повышенной износостойкостью. Созданный при помощи электродов этой марки шов хорошо противостоит воздействию силы трения и высоким температурам, прост в обработке.
- ОК 63.30. Относятся к категории электродов универсального назначения. Можно применять для сваривания деталей из нержавейки любых марок.
 ОК 61.30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.
ОК 61.30. Материал универсального назначения с невысоким содержанием углерода. Допускается легкий поджиг, сварочный шов имеет ровную поверхность, трудностей при отделении шлака от металла не возникает. Все электроды имеют рудно-кислую обмазку. Сварку можно проводить током постоянной или переменной величины обязательно при прямой полярности. Во время работы электрод можно держать в любом положении, за исключением вертикального.Прежде чем использовать для сварки нержавейки любой из вышеописанных электродов, их нужно прокалить. Однако вначале следует выяснить допустимый температурный режим для электродов выбранной марки.
Полезные советы
Чтобы сварка деталей из нержавейки прошла без каких-либо трудностей, во время работы следует учитывать рекомендации от профессионалов:
- Если во время сварочных работ температура поднялась до отметки +500 градусов Цельсия и выше, то вполне возможно, что на месте будущего сварного шва появятся трещины кристаллизационного типа. Этого допускать нельзя, иначе соединение получится менее прочным и надежным.
- Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.
- Для создания качественного сварного шва подготовленные к соединению детали из нержавейки обязательно нужно нагреть до температуры +1200 градусов, а затем охладить естественным путем. Остужать их нужно не менее 3 часов.
- Сварочный шов получается максимально прочным и надежным, когда сварка проходит за минимальный срок. Следует избегать длительного нагрева изделий из нержавейки. При использовании послойного способа сварки новый слой наносят, только когда предыдущий охладится до +100 градусов.
- Иногда перед нанесением основного слоя приходится прихватывать две заготовки. В этом случае нужно по возможности сделать так, чтобы зазор между ними был как можно меньше. Следует стремиться к тому, чтобы прихватки получились максимально длинными.
 Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.
Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.Стоимость электродов
Цена на электроды для нержавейки формируется под влиянием нескольких факторов, среди которых одним из основных является фирма-производитель. Среди предлагаемых разновидностей расходных материалов наиболее демократичные цены имеют электроды, предназначенные для соединения заготовок из стали с низким содержанием углерода.
 Из продукции зарубежных производителей этому требованию отвечают электроды таких марок, как WT, ESAB, E3, W. L. На отечественном рынке также можно найти немало достойных продуктов, которые не только более доступные по цене, но и обладают всеми характеристиками зарубежных электродов — ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Из продукции зарубежных производителей этому требованию отвечают электроды таких марок, как WT, ESAB, E3, W. L. На отечественном рынке также можно найти немало достойных продуктов, которые не только более доступные по цене, но и обладают всеми характеристиками зарубежных электродов — ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Из нержавейки изготавливается множество различных изделий и конструкций, хотя этот процесс является довольно сложным. Во многом это связано с низкой свариваемостью этого металла. Чтобы этот нюанс как можно меньше проявил себя не только во время сварочных работ, но и в процессе эксплуатации изделий, необходимо использовать подходящие для этого металла электроды.
Каждый тип электродов, которые сегодня можно приобрести на рынке, предназначен для сварки определенного вида изделий, что обязательно нужно учитывать при выборе этого расходного материала. Профессиональным сварщикам хорошо известно, что означает маркировка электродов, а вот у любителей с этим могут возникнуть проблемы. Поэтому специалисты советуют очень внимательно изучить перед покупкой все характеристики электродов конкретной марки, чтобы впоследствии не пожалеть о низком качестве выполненных сварочных работ.
Какие электроды используются по нержавейке
При изготовлении металлоконструкций, эксплуатируемых под открытым небом, используется нержавеющая сталь. Для соединения деталей используются болты, гайки или контактная сварка. От корректности подбора марки электродов по нержавейке зависит прочность стыка элементов конструкции.

Особенности сварочных электродов
При сварке нержавеющих сталей учитываются факторы:
- Пониженная теплопроводность нержавейки приводит к локальным перегревам. Для сокращения тепловых нагрузок необходимо уменьшение силы тока и напряжения. Одновременно из-за повышенного сопротивления происходит нагрев стержня сварочного электрода.
- Между сопрягаемыми деталями необходимо поддерживать зазор с увеличенной шириной, который заполняется металлом от расплавленного электрода. При нарушении технологии в теле шва образуются трещины, которые снижают прочность соединения.
Тело электрода изготовлено из тугоплавкого сплава на основе вольфрама, сверху нанесен слой флюса, который защищает сварной шов от негативного воздействия атмосферы. Возможно использование сварочных полуавтоматов, которые подают в линию стыка вольфрамовую проволоку.
В рабочую зону подводится инертный газ, обеспечивающий повышение прочности соединения. Примером является аргонодуговая сварка (АДС или ADS PC), обеспечивающая получение гладких швов без каверн или трещин.
Что лучше: переменный или постоянный ток
При использовании трансформаторов с выпрямителем сокращается разбрызгивание металла из зоны шва, что улучшает заполнение зазора. Дополнительным преимуществом является хороший внешний вид стыка и отсутствие в теле шва пустот и непроваренных участков. Качество соединения зависит от того, какие электроды для нержавейки выбраны для работы. Технология ограничивается высокой стоимостью оборудования, в котором требуется использование выпрямительных блоков, рассчитанных на большую силу тока.
.jpg)
Для бытового использования лучше подходит аппаратура переменного тока, которая отличается меньшей стоимостью и обеспечивает ускоренную сварку листов нержавеющей стали. Недостатком является пониженная стабильность горения дуги, оператору требуется выдерживать зазор между электродом и поверхностью соединяемых деталей.
Из-за разбрызгивания металла из зоны шва увеличивается расход электродов, в теле стыка возможны зоны непровара.
Электроды постоянного тока по нержавейке
При использовании постоянного тока применяются следующие марки электродов для сварки нержавеющей стали:
- ЦЛ-11;
- НЖ-13;
- ОЗЛ-17У;
- ЗИО-8.
Характеристики расходных материалов приведены в таблице.
| Параметр | ЦЛ-11 | НЖ-13 | ОЗЛ-17У | ЗИО-8 |
| Диаметр, мм | 3,0 | 2,5-5,0 | 3,0 и 4,0 | 3,0-5,0 |
| Длина, мм | 350 | 310-450 | 300 и 330 | 350-450 |
| Температура эксплуатации шва, °С | 450 | 350 | не регламентирована | не регламентирована |
Изделия предназначены для ручной сварки аустенитных сталей, используемых в агрессивной среде с температурой нагрева до 450°С. Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
Электроды, поставляемые под маркировкой НЖ-13, применяются при изготовлении емкостей для хранения или перевозки пищевых продуктов. В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
ОЗЛ-17У
Расходные материалы стандарта ОЗЛ-17У предназначены для соединения листов стали 06ХН28МДТ и 03ХН28МДТ, имеющих толщину до 12 мм. При повышенной толщине необходима двойная разделка кромок. Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании “СпецЭлектрод”.
Элементы могут использоваться при изготовлении особо ответственных конструкций, образующиеся в теле шва кратеры удаляются шлифованием. Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
Стержень изготовлен из сплава с повышенным содержанием хрома и никеля (49,8% от общего состава), предусмотрено введение молибдена, меди и марганца. Сплав отличается пониженным содержанием углерода, серы и фосфора, негативно влияющих на прочность шва.
Электроды предназначены для соединения деталей, изготовленных из жаропрочных сталей 20Х23Н13 или 20Х23Н18 и аналогов. Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.

Полученные швы отличаются повышенной жаростойкостью и не подвержены межкристаллитной коррозии. В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
Электроды переменного тока
Для оборудования переменного тока созданы электроды:
- ОЗЛ-14;
- ЦТ-50;
- ОЗЛ-14А;
- АНВ-36.
ОЗЛ-14
Изделия, разработанные компанией “СпецЭлектрод”, предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.

Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Кромки соединяемых элементов предварительно зачищаются, сварка выполняется короткой дугой. В состав металлической части стержня входит до 22% хрома и 10% никеля, содержание фосфора и серы составляет 0,018 и 0,03% соответственно.
Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией “СпецЭлектрод” изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.

АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Лучшие электроды для сварки – как определиться
При подборе электродов для сварки легированных сталей, не подверженных коррозии, необходимо учитывать температуру эксплуатации и марку материала, из которого изготовлена конструкция. Одновременно следует узнать тип оборудования, которое используется для соединения деталей. На основе полученных данных приобретаются элементы для выполнения сварочных работ. На упаковке указывается марка и размеры деталей, а также приводится информация о типе полярности и стандарте напряжения, на которое рассчитан электрод.
Существуют комбинированные электроды, которые могут использоваться при постоянном или переменном сварочном токе. Примером таких деталей является ЛЭЗ 8 с рутиловым защитным покрытием. Элементы используются для соединения стальных листов, полученная конструкция не отличается высокой устойчивостью к межкристаллитной коррозии. В состав сплава для стержня входят хром и никель (до 31,5% от массы). При сварке не допускается движение по вертикали вниз, до 45% металла из стержня разбрызгивается или испаряется под воздействием высоких температур.
Как правильно выбрать электроды по нержавейки от А до Я
Если Вам нужно выбрать электроды для сварки нержавейки дома или на производстве, то в нашей статье вы найдете рекомендации как их правильно выбирать и применять. Особенности сварки нержавейки, отдельные методы и приемы для получения идеального шва.
Электроды по нержавейке в чем особенности
Для сварки нержавеющей стали (правильное название — коррозионностойкий стали) используют специальные штучный электроды по нержавейки. Эти электроды изготавливаются для применения на постоянном и/или переменном токе. Более распространены электроды для постоянного тока так как процесс сварки протекает более плавно, а качество шва выше.

Особенности процесса заключается в том что нержавейка обладает низким коэффициентом теплопроводность то есть её легко перегреть и металл начинает растекаться. Также она обладает высоким коэффициентом линейного расширения. Это значит что в процессе сварки металл сильно расширяется, а после когда шов кристаллизуется металл усаживается и зачастую появляется такой дефект как «утяжина» — непровар.
Ещё одним вредным последствиям высокого коэффициента линейного расширение является, то что конструкции сильно деформируются под действием сварочных напряжений.
Потому при выборе электродов нужно стараться соблюдать следующие условия:
- Использовать диаметр от 1,5 — 2,6 мм;
- Использовать электроды с составом стержни схожим основным металлом ;
- Для снижения риска получения непровара нужно обеспечивать более широкий зазор — больше диаметра электрода.
Потому сварку таких стали лучше всего вести как можно быстрее, используя минимальное значение силы тока. Это можно выполнить, используя электроды меньшего диаметра. Эти меры помогут снизить перегрев металла, а также избежать сильных сварочных деформаций.
Почему важно использовать специальные электроды для сварки нержавейки

Это связано с тем, что подавляющее большинство этих сталей являются высоколегированными сталями. Сварка которых затрудняется множественными факторами такими как:
- Высокое содержание углерода в шве.
- Высокие требования к защите сварочной ванны и дуги от воздуха, что в противном случае ведёт к большому количеству дефектов.
- Низкая теплопроводность которые зачастую приводит к перегреву металла процессе сварки и образованию дефектов виде прожогов.
Если взять скажем электроды к примеру для черных стали ( нелегированных ) и попытаться произвести сварку, то сварной шов получится, но будет иметь множество недопустимых дефектов грубо говоря мы получим брак.
Ко всему ещё металл шва будет подвержен коррозии так как металл электродов не имел необходимых легирующих элементов.
Также они применяемые для нержавеющих сталей должны быть специально предназначенными для сварки именно этой группы стали и должны быть близкими по химическому составу. Если не соблюсти это условие, то сварочный шов будет выдерживать меньшее напряжение чем основной металл и будет являться самым слабым участком детали.
Также немаловажным фактором является то, что зона сварки, кромки деталей должны быть очень хорошо зачищены, а желательно и обезжирены. Как уже говорилось при сборке нужно соблюдать чуть увеличенный зазор.
Какими электродами варить нержавейку на переменном и постоянном токе

Для сварки коррозионностойких сталей на переменном токе в большей степени используются электроды содержащий в своей обмазке рутил. Это могут быть электроды чисто с рутиловым покрытием, рутилово-целлюлозным, рутилово-карбонатным и прочими. Рутил которые входят в состав обмазки обеспечивает легкое зажигание и стабильное горение сварочной дуги.
При сварки на переменном токе, нет такого понятия как полярность (прямая, обратная ) которые присуще только сварки на постоянном токе.
Даже при наличии дополнительных компонентов составе обмазки, сварка на переменном токе менее качественна и имеет ряд ограничений по сравнению с постоянным током, а потому применяется реже.
Электроды по нержавейки для переменного тока

Рассмотрим несколько основных марок применяемые для сварки по нержавейке на переменном токе. Их также можно использовать и для сварки на постоянном токе.
ЦТ 50

Эта марка применяется для сварки нержавейки, крайне распространённой и в промышленности, и в быту 08х18н10т, 12Х18Н10Т, 12Х18Н9Т и прочие. Они используются, когда нет особых требований к коррозионной стойкости соединения. Выпускаются диаметрами от 3 мм до 5 мм. Покрытие у них — рутилово-основное. Ими выполняется работа как правило на переменном токе, но можно и на постоянном с обратной полярностью, во всех пространственных положениях за исключением вертикального положения сверху вниз.
ОЗЛ 14

Эти электроды так же как и их предшественники используются по нержавеющей стали аустенитного класса (все по тем же 12Х18Н10Т, 12Х18Н9). Также они рассчитаны на условия, которых не требуется жёстких параметров по межкристаллитной коррозии. Сварка имя возможного всех пространственных положениях, на переменам / постоянном токе. Выпускаются они диаметром 3 и 4 миллиметра. Покрытие у них рутиловое.
Важно — при использовании электродов с рутилом покрытием возможна сильная зашлаковка сварочного шва. Это на заметку начинающим сварщикам так как очень сложно отличить сварочной ванне расплавленный металл от шлака.
ОЗЛ-310
Эти электроды используются для сварки и наплавки жаропрочных хрома никелевых сплавов также высоколегированные стали Х45Х25Н20С2 и сварка жаростойких ферритно-перлитных сталей. Покрытия— рутил— карбонатное. Диаметрами они выпускаются 3— 4 миллиметра и применяются для сварки на переменном токе (можно использовать на постоянным). Они обладают отличными сварочными и технологическими свойствами потому как содержит 20-22 процента никеля. Варить можно во всех пространственных положениях за исключением вертикального сверху вниз.
Электроды для сварки на постоянном токе
Теперь рассмотрим электроды применяемые при сварке нержавейки на постоянном токе. На постоянном токе сваркой идет более стабильно. Они содержат в обмазке минимальное количество элементов для ионизации. Их зажигать чуть сложнее чем применяемые на переменном токе.
Процесс сварки на постоянном токе выполняется с подключением аппарата на обратную полярность. Обратная полярность— это такое подключение аппарата, когда плюс подключается к держаку, а масса подключается к детали.
Рассмотрим несколько основных марок, таких как, а ОК 61-35 и 61-30 производитель Esab, электроды ЭА 400/10У, ЦТ-15, ЦЛ-11 и др. Далее более подробно остановимся на некоторых из перечисленных здесь.
Популярные электроды для сварки нержавейки (стали 12х18н10т)
Чаще всего в быту приходится использовать электроды для сварки нержавеющей стали марки— 12х18н10т называемой «медицинская сталь». Это хромоникелевая сталь аустенитного класса (она является высоколегированной, так содержание легирующих элементов превышает 10 %). Рассмотрим самый часто применяемые электроды для сварки этой стали.
ОК 61-35

Эти электроды применяется для сварки стали 12х18н10т в основном для ответственных швов к которым высокие требования по стойкости сварного шва и изделия целом к межкристаллитной коррозии. Применяются для изделия которые работают в зоне температур от — 196 до 400 градусов, что позволяет их использовать даже для криогенных установок. У них основное покрытие. Они имеют имеет достаточно высокую стоимость.
ЭА 400 10у
Так же, как и предыдущие электроды, применяются для сварки высоколегированный стали 12х18н10т, но когда температура эксплуатации изделия не превышает 350 градусов. В отличие от предыдущей марки ЭА 400/10у используется в тех случаях, когда не предъявляются высокие требования к межкристаллитной коррозии. Варить ими можно во всех пространственных положениях, коме сверху вниз. Покрытие – основное. Их стоимость значительно ниже, и они часто используются в бытовых целях. Выпускаются диаметрами от 2 до 5 мм.
ЭА 395/9
Используется эта марка для сварки нержавеющей стали аустенитного класса, а также для их сварки с углеродистыми. Покрытие у них основное, используются на постоянном токе. Шов получаемый этими электродами очень высокого качества, ровный с мелкой чешуйчатостью. Выпускаются диаметрами от 3 до 4 мм.
ЦЛ 11
Эти электроды применяются, когда стоит задача заварить шов с высокими требованиями по устойчивости к межкристаллитной коррозии. Эти электроды имеют основное покрытие и сварка ими возможно во всех пространственных положениях. Изделия, которые свариваются этими электродами могут эксплуатироваться при температуре до 400 градусов. Как и у предыдущие марки диаметр их бывает от 2 до 5 мм.
ЦТ 15
Эти электроды используется для сварки всё той же хромоникелевой нержавеющей стали 12х18н10т. Также Х16Н13Б и подобным сталям работающим при температуре 560-650 градусов и подвергающемся высокому давлению. Используется в условиях, когда предъявляются жёсткие требования по межкристаллитной коррозии. Чаще всего они используются в промышленности, так как в домашних условиях как правило нету столь высоких температур. Покрытие у них основное, сварка возможна во всех пространственных положениях.
Электроды для нержавейки – распространенные маркировки
Рассмотрим в этом разделе марки который также часто применяются как на производстве, так и в домашних условиях для нержавейки на основе хрома.
УОНИ-13/НЖ
Эти электроды применяются для сварки хромистых стали таких как 12х13 и подобным, с содержанием хрома 13 процентов. Покрытие у них основное.
ОЗЛ 8
Эти электроды используют для коррозионностойких сталей таких как: 12Х18Н9Т, 12Х18Н10Т и подобных в тех случаях когда нет жёстких требований по межкристаллитной коррозионной стойкости. Покрытие их основное, варить ими нержавейку можно во всех положениях *коме сверху вниз) на постоянном токе.
Эти электроды применяют для сварки жаростойких нержавеющих сталей содержанием хрома и никеля, таких как 10Х23Н18, 20Х23Н13 и аналогичных работающих до 1000 градусов. Покрытие у них основное. По сварке ими есть ряд ограничений, таких как ширина валика которые не должна быть более 3 диаметров электрода, а также обязательная прокалка перед сваркой при температуре 350—370 градусов.
Эти электроды чаще всего применяются для сварки двухслойных стали (так называемый биметалл). Свариваются ими легированный стали марок 08Х13, 12Х18Н9Т и подобным. Сварочный шов будет соответствовать высоким требованиям у межкристаллитной коррозии. Покрытие этих электродов основное. Выпускаются диаметрами от 3 до 5 мм.
ОЗЛ-22
Эти сварочные электроды применяются для нержавейки из низкоуглеродистых хромоникелевых сталей. Покрытие этих электродов специальное. Варить ими можно не во всех пространственных положениях, а лишь в: нижним, вертикальным, и ограничена в потолочном. Диаметр этих электродов выпускаются 3 и 4 миллиметра.
Что лучше переменный или постоянный ток

Ответ на этот вопрос достаточно простой— это постоянный ток. У источников переменного тока есть определенный ряд преимуществ таких как невысокий потери электроэнергии, но качество сварочного шва на переменном токе ниже. Это связано с тем, что при сварке на переменном токе дуга имеет нулевое напряжение за период 3 раза. Фактически она обрывается на долю секунды и снова разжигается.
Чтобы стабилизировать горение дуги в электронное покрытие добавляют специальные компоненты, улучшающие ионизацию. Также на переменном токе происходит смена полярности за секунду 120 раз при промышленной частоте в 60 Гц, что в свою очередь сказывается на нестабильности сварочного процесса.
Расскажем немножко о полярности. При использовании обратной полярности максимальный нагрев идёт на электрод что в свою очередь снижает количество тепла вводимая деталь, а это уменьшает деформацию.
При использовании прямой полярности соответственно ситуация обратная, максимальное тепло выводится в деталь что может обеспечивать более глубокое проплавление металла и применяется для сварки детали с большими толщинами. Также применяется для сварки тиг чтобы не ввести дополнительный перегрев вольфрамовую электрода.
При сварке на переменном токе полярность пол периода прямая, а после меняется на обратную что в свою очередь негативно сказывается на качестве сварки.
Какие электроды берут для сварки нержавейки с черным металлом (переходные электроды)
Рассмотрим так называемые переходные электроды, это электроды, которыми сваривают черный металл с нержавейкой. Отсюда и название «переходные» — переход от одной стали другой. Применяются они как в промышленности, так и в быту к примеру при приварке в бане бака.
Рассмотрим основные электроды, которые чаще всего используются.
ОЗЛ 6

Эти электроды предназначены для сварки углеродистых, а также низколегированных сталей перлитного класса (к примеру сталь 20, 09Г2С) со сталями аустенитного класса. Также они применяются для сварки жаростойких хрома никелевых стали (к примеру 20Х23Н18) которые могут работать при температурах до 1000 градусов. Покрытие этих электродов основное, сварка возможна в Нижнем, вертикальном и потолочном положениях. Электроды выпускаются диаметрами от 2 до 5 мм. Перед сваркой обязательная прокалка при температуре 300— 335 градусов в течение одного часа.
Ок 67.60
Эти электроды производства Esab ОК имеют кисло-рутиловое покрытие. В результате чего дуга очень хорошо загорается (это связано с наличием рутила в обмазке). Используются они для сварки хромоникелевых сталей с чёрными низколегированными низкоуглеродистыми. Варить электродами можно во всех пространственных положениях кроме сверху вниз. Электроды необходимо прокаливать перед сваркой при температуре до 370 градусов 2 часа.
Какими электродами варить нержавейку 1 мм
Сварка нержавейки процесс непростой, а особенно когда идет речь о малых толщинах. Нержавейку легко перегреть и прожечь, потому что у неё низкий коэффициент теплопроводности. Также тонкий металл очень сильно подвержен деформациям которые возникают процессе сварки.
Для сварки такой тонкой нержавейки необходимо будет использовать электроды с рутилово-кислым покрытием. Одной из марок, которые можно использовать является ОК 63.20. Данные электроды подойдут если температура эксплуатации детали до 350 градусов Цельсия.
Ещё одна марка, которую можно рассмотреть это ОК 63.34. Эти электроды близки по свойствам в предыдущей марке ими можно выполнять сварку сверху вниз. Использование данного способа снижает температуру, соответственно и риск прожечь тонкий металл.
Также стоит рассмотреть такую марку электродов как ОК 61.20 от ESAB. Они имеют рутила кислое покрытия и предназначены для сварки тонкостенных деталей при условии, что эксплуатация до 400 градусов.
Общие принципы выбора электродов
Выбор сварочных электродов необходимо производить по материалу детали (основной материал из которого изготовлены детали). Самый простой способ — это забить в интернете (но лучше конечно смотреть в ГОСТе или марочнике сталей) механические характеристики нужного нам материала. Нас интересуют такие характеристики как предел текучести — σт и временное сопротивление σв.
Получаем значения и идем снов в интернет, гост или каталог электродов и сравниваем значения. Значения основного металла должны быть равны или немного меньше значением для электродов. Ну и конечно, как уже говорилось состав металла в электродах должен соответствовать или быть близким основному металлу.
Советы и рекомендации по сварке нержавейки
Завершении дадим несколько рекомендаций и советов по сварке нержавейки.
Чтобы избежать перегрева и как следствие прожогов сварку нужно вести достаточно быстро не задерживаюсь подолгу на одном месте не перегревая металл. Можно использовать способ сварки с отрывом, это когда зажигается дуга, проваривается небольшой участок шва 2-3 см и дуга обрывается. После дуга снова зажигается и проваривается еще 2-3 см. Он особенно хорош когда нужно варить металл малой толщины.
Сварочный ток выставлять на минимальные значения все для того же – чтобы не перегревать металл.
Также имеет большое значение подготовка кромок и зазор. Зазор как правило делают увеличенный чтобы снизить риск непровара.
Зачистка кромок должна производиться наиболее тщательно по сравнению со сваркой чёрных сталей, так как попадания загрязнений в сварочную ванну будет приводить к образованию пор.
Чтобы получать красивую облицовку сварочного шва из нержавейки нужно немало потренироваться, так как сварка этого материала достаточно специфична из за того что металл сильно течёт. Потому если стоит задача получить красивая сварное соединение лучше использовать способ сварки— ТИГ. О данном способе более подробно читайте в нашей статье — Tig сварка — что за способ, где он применим: описание, параметры, режимы.
Марки и обозначение электродов для сварки нержавейки
Качество выполнения сварного соединения зависит от многих факторов, в том числе — квалификации сварщика, правильности выбора метода и режима сварки, сварочных материалов.
Сварка сталей, относящихся к классу нержавеющих, имеет свои особенности, связанные с их характеристиками — низкой теплопроводностью, повышенным коэффициентом линейного расширения и электрического сопротивления.

Классификация высоколегированных сталей
Прежде чем приступить к вопросу выбора электродов для сварки нержавейки, необходимо определиться с самим понятием этого материала. Народная терминология делит все стали на два основных класса — рассматриваемую нержавейку и так называемую чернуху. Известными большинству признаками, отличающими нержавейку от чернухи, являются:
- внешний вид — нержавейка блестящая (хотя не всегда), без следов окалины и коррозии;
- вязкость и меньшая твердость, что легко определяется зубилом, напильником, сверлом, ножовкой или абразивным кругом;
- народным методом является также проба магнитом — нержавейка не магнитится, что также не всегда соответствует истине.
Приведенного багажа знаний явно недостаточно для выполнения такого ответственного соединения, как сварное, также недопустимо охватывать одним термином многочисленную группу сталей, классифицируемых ГОСТом как нержавеющие.
 К классу нержавеющих относятся стали, обладающие способностью работать в условиях коррозионно-агрессивных сред, а эта способность определяется наличием легирующих элементов, в основном, хрома и никеля.
К классу нержавеющих относятся стали, обладающие способностью работать в условиях коррозионно-агрессивных сред, а эта способность определяется наличием легирующих элементов, в основном, хрома и никеля.
Официальным документом, регламентирующим классификацию нержавеющих сталей, является межгосударственный стандарт ГОСТ 5632–14 . В соответствии с его определениями к легированным нержавеющим сталям относятся стали с содержанием хрома не менее 10,5% и содержанием углерода не более 1,2%, к коррозионно-стойким сталям и сплавам — обладающие стойкостью против любых видов коррозии (химической, электрохимической, межкристаллитной, коррозии под напряжением и других).
Классы нержавеющей легированной стали
Конкретное назначение и область применения стали определяется ее внутренней структурой — химическим составом и типом кристаллической решетки, которые в свою очередь также зависят от метода плавки, термообработки, прокатки. Не углубляясь в теорию металловедения, приведем деление легированных нержавеющих сталей на структурные классы в соответствии с ГОСТ 5632–14 :
- мартенситный;
- мартенситно-ферритный;
- ферритный;
- аустенитно-мартенситный;
- аустенитно-ферритный;
- аустенитный.
Структура стали во многом определяет и такое ее технологическое качество, как свариваемость. Наличие хрома в высоколегированных коррозионно-стойких сталях определяет характерное для них понятие «межкристаллитная коррозия». При сварке на границе зон термического влияния образуются зернистые структуры карбида хрома с пониженной прочностью и склонностью к хрупкому разрушению. Это качество во многом определяет специальные требования к технологии сварки данных сталей и сварочным материалам для ее выполнения.
Маркировка нержавейки
 Присоединяясь к народной терминологии — нержавейка — рассмотрим ее обозначение согласно требованиям ГОСТ 5632–14 . Для нержавейки обозначение соответствует общероссийской системе обозначения сталей, унаследованной от советской. Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Присоединяясь к народной терминологии — нержавейка — рассмотрим ее обозначение согласно требованиям ГОСТ 5632–14 . Для нержавейки обозначение соответствует общероссийской системе обозначения сталей, унаследованной от советской. Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Не перечисляя все химические элементы, приведем обозначения некоторых, характерных для нержавеющих сталей: Х — хром, Н — никель, Т — титан, В — вольфрам, М — молибден. Легирующими элементами могут быть и неметаллы. В обозначениях многих сталей по ГОСТ 5632–14 можно увидеть буквы, А — азот, Г — марганец, Е — селен.
Как видим, обозначение нержавейки несет в себе информацию о ее химическом составе, который в основном определяет и химический состав применяемых сварочных материалов.
Сварка нержавейки
 Так как темой статьи являются электроды для сварки нержавейки, рассмотрены будут два метода сварки, наиболее распространенные и в производстве, и на монтаже оборудования.
Так как темой статьи являются электроды для сварки нержавейки, рассмотрены будут два метода сварки, наиболее распространенные и в производстве, и на монтаже оборудования.
Первый из них — ручная аргонодуговая сварка (РАДС). Это один из видов сварки в среде защитных газов, газом является инертный газ аргон. Сварочная дуга создается неплавящимся вольфрамовым электродом диаметром от 1,6 до 4,0 мм, а заполнение сварочной ванны выполняют присадочной проволокой соответствующей марки. Этот метод сварки наиболее распространен как раз при сварке нержавеющих сталей.
Самым распространенным, широко известным большинству и практически универсальным методом является ручная дуговая сварка плавящимся электродом (РДС). Слово «электрод» в основном ассоциируется именно с этим методом.
Многообразие марок нержавейки по химическому составу определяет и многообразие типов и марок электродов для ее сварки по тому же принципу. ГОСТ 5632–14 классифицирует более ста марок высоколегированных сталей.
Основные типы электродов, дословно «электродов покрытых металлических для ручной дуговой сварки высоколегированных сталей с особыми свойствами» устанавливает другой стандарт — ГОСТ 10052–75 . Его классификация включает 49 типов электродов. Обозначение типов электродов начинается с буквы Э и тире, за которым следует уже рассмотренное нами обозначение содержания углерода и легирующих элементов.
Маркировка электродов для сварки
ГОСТ 10052–75 определяет именно типы электродов по химическому составу металлического стержня.
На практике обычно оперируют понятием марки электрода, которая зависит от его производителя. Один и тот же тип может выпускаться под разными марками, а производитель подтверждает соответствие своей марки электродов по нержавейке типу и требованиям стандарта.
Маркировка электродов должна содержать информацию о марке и типе электрода, его диаметре, виде покрытия, механических характеристиках выполненного соединения, допустимых пространственных положениях, роде тока — переменный или постоянный и его полярности — прямая или обратная. Для ответственных работ при изготовлении, сборке, монтаже или ремонте оборудования марку электродов определяют специалисты — конструкторы или технологи.
Какой электрод выбрать для сварки нержавейки для домашних или хозяйственных нужд — изготовление мангала или самодельной коптильни, сбросной трубы канализации или выхлопной трубы автомобиля — поможет справочная информация из технической литературы или ресурсов Интернета. Правда, эта информация будет полезной при условии наличия информации о марке самой стали.
Некоторые марки электродов
Наиболее распространенными по применению и известными многим по марке являются коррозионно-стойкие стали аустенитного класса — 08Х18Н10, 08Х8Н10Т, 12Х18Н10Т. Многим известна и марка электродов для их сварки — ЭА-400/10Т или ЭА/400/10У. Эта марка соответствует типу Э-07Х19Н11М3Г2Ф по ГОСТ 10052–75 . Их применяют для сварки труб любого диаметра, при изготовлении емкостей и сосудов с рабочей температурой до 350 °C. Этому же типу соответствуют и электроды марки ЦЛ-11. Их применяют для сварки изделий, работающих в агрессивных средах с температурой до 400 °C.
Для сварки сталей аустенитного класса используют и другие марки электродов. В машиностроении часто применяются электроды марки ОЗЛ-8. Они соответствуют типу Э-07Х20Н9, с их помощью сваривают конструкции при отсутствии жестких требований к стойкости против межкристаллитной коррозии. Для изделий, работающих в окислительных средах с температурой до 650 °C, применяют марки ЦТ-15 и ЗИО-3, соответствующие типу Э-08Х19Н10Г2Б.
И в энергетике, и в пищевой промышленности широко используются коррозионно-стойкие хромистые стали мартенситного, мартенситно-ферритного и ферритного классов — 08Х13, 12Х13, 20Х13. Рабочая температура деталей и конструкций из них достигает 600−650 °С. Их сварку выполняют электродами типа Э-12Х13 марки УОНИ-13/НЖ 12Х13.
Коррозионно-стойкие и жаростойкие стали тех же классов 12Х17, 08Х17Т сваривают электродами типа Э-10Х17Т марки УОНИ-13/НЖ 10Х17Т. Жаростойкость сварного соединения достигает 800 °C.
Электроды для сварки нержавейки
Среди множества сталей, по некоторым данным их общее количество насчитывает около 600 наименований, особняком стоят нержавеющие (коррозионностойкие). Состав этих сталей позволяет их использовать в различных условиях эксплуатации, например, на морском воздухе или в химически агрессивных средах.
Из нержавейки производят трубопроводную арматуру, емкости, в том числе, работающие под давлением и многие другие детали и агрегаты. Для соединения между собой частей трубопровода устанавливают разъемное или неразъемное соединение. Для первого типа востребованы фланцы, муфты и пр. Для создания неразъемных соединений (стыков) используют сварку.
Надо понимать, что наличие в составе нержавеющих сталей различных элементов, предъявляет особые требования к способу соединения и материалов для этого используемых.

Почему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств. К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класса обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой. Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями. Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.

Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.

На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.

Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
Маркировка электродов по нержавейке
Все сварочные материалы для нержавейки должны быть отмаркированы. То есть, на упаковку должны быть нанесены идентификационные сведения, в которые должны быть включены следующие данные:
- марка, размеры и предназначение изделий;
- размер обмазки;
- полярность;
- напряжения.
Кроме перечисленных данных на упаковку может быть нанесена информация о компании производителя. Дата изготовления и срок годности.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.
Электроды для сварки нержавеющей стали 12Х18н10т
Сталь 12Х18Н10Т относят к материалам аустенитного типа. Эту сталь широко применяют для изготовления оборудования пищевой и фармацевтической промышленности.

Для соединения заготовок из этой стали применяют следующие типы изделий:
- ЦЛ-9, сварку с его применением можно выполнять во всех пространственных положениях.
- ОК 61.30, обеспечивают качество шва, самоотслаивание шлака.
Какими электродами варить нержавейку 1 мм
Один из самых сложных процессов в сварочных процессах – это обработка деталей с тонкими стенками. Это обусловлено тем, что:
- Излишнее тепло, выделяемое при сварке, может привести к образованию отверстия.
- Высокая температура может привести к деформации поверхности.
- Электрическая дуга, которая используется при обработке тонкостенных деталей, имеет небольшой размер. Даже небольшой отрыв ее от поверхности обрабатываемых заготовок может привести к ее отключения.

Сварка стали 1мм
Все вышеназванные сложности существенно осложняют работу сварщика. Помочь в устранении этих проблем может оказать правильный выбор сварочного материала. Например:
- ОК 63.34 – можно отнести к универсальным электродам, их можно использовать для работы с заготовками разной толщины.
- ОК 63.20 – их применяют для обработки труб и тонкостенного материала.
Популярные электроды для сварки нержавейки
К самым популярным электродам для нержавейки относят те, которые выпускают ведущие мировые производители. Использование брендовых изделий гарантирует получение качественного сварного шва.
Эта шведская компания признанный лидер в разработке и изготовлении сварочного оборудования и расходных материалов, применяемого для работы с металлами разных типов.

На ее предприятиях производят такие марки как:
- ОК 61.35 – их применяют для сварки особо ответственных конструкций, например, трубопроводов, работающих под давлением.
- ОК 67.72 — электроды, применяемые для сварки разнородных металлов.
ЦЛ 11
Электроды этой марки применяют для работы с такими сплавами как — 09Х18Н12Т, 12Х18Н10Т, Х14Г14Н3Т и их аналогами.
Ключевое достоинство этого расходного материала заключается в том, что шов, выполненный с этим электродом с успехом, противостоит межкристаллической коррозии.
МОНОЛИТ
Эта отечественная компания, которая выпускает электроды, применяемые для сварки углеродистых и нержавеющих сталей.

Электроды, выпускаемые под этой маркой, применяют как для работы с углеродистой, так и с нержавеющей сталью.
Электроды для сварки нержавейки: варим нержавеющую сталь правильно
Сварка деталей, изготовленных из нержавеющих сталей, представляет собой непростой процесс, требующий от его исполнителя наличия соответствующих знаний и навыков. Для выполнения такой процедуры, кроме всего прочего, необходимы специальные электроды по нержавейке, которые могут иметь диаметр 3,4 или 5 мм.
Электроды AS P-309L турецкого производства применяются при сварке нержавеющих и жаропрочных сталей
Почему важно использовать специальные электроды для сварки нержавейки
Нержавеющая сталь с момента ее появления на рынке активно используется для изготовления отдельных изделий и конструкций различного назначения. Высокая популярность стальных сплавов данной категории объясняется не только их исключительной коррозионной устойчивостью, но также целым перечнем других достоинств – твердостью, прочностью, долговечностью, привлекательным внешним видом изделий из нержавейки и др. Между тем одним из наиболее значимых недостатков нержавеющих сталей является плохая свариваемость, что несколько затрудняет выполнение монтажных работ с этим материалом.

Сварка этих листов из коррозионностойкой нержавеющей сталей была выполнена электродом ЦТ-15
Причины того, что нержавеющие стали обладают плохой свариваемостью (под которой понимают возможность создания надежных неразъемных соединений при помощи сварки), заключаются в следующем.
- Стали, относящиеся к категории нержавеющих, обладают меньшей (в два раза) теплопроводностью, чем обычные углеродистые стальные сплавы. Нержавейка в процессе выполнения сварки хуже отводит тепло и сильно перегревается, поэтому выполнять такой технологический процесс следует на меньших значениях сварочного тока (на 15–20%), чем при соединении деталей из обычных стальных сплавов.
- При сварке массивных изделий, изготовленных из нержавеющих сталей, между ними следует оставлять достаточно широкий зазор. Если пренебречь этим требованием, то в структуре основного металла, прилегающей к зоне сварного шва, могут образоваться микротрещины, значительно снижающие качество и надежность полученного соединения.
- Из-за сильного электрического сопротивления, создаваемого в зоне сварки, электроды, при помощи которых она выполняется, сильно нагреваются. Именно поэтому выполнять сварочные работы со сталями данной категории следует, используя специальные электроды для нержавейки. Выбрать такие электроды можно по маркировке.
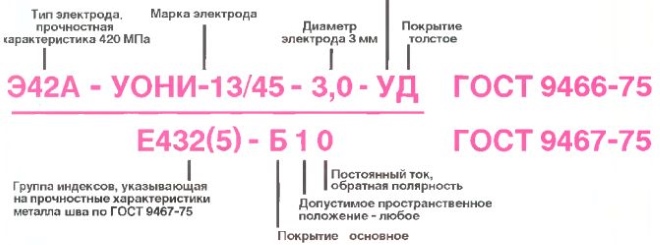
Пример расшифровки маркировки электродов
Неправильный выбор электродов, режимов выполнения сварки изделий, изготовленных из нержавеющих сталей, а также непрофессиональное использование сварочного оборудования может привести к межкристаллитной коррозии. Это явление значительно ухудшает коррозионную устойчивость металла шва и основного металла в прилегающей к сварному соединению зоне и выражается в том, что в структуре металла при нагреве свыше 5000° формируются карбиды железа и хрома. Такие карбидные включения, появляясь на границах кристаллической решетки металла, делают его очень хрупким и уязвимым к коррозии, что и становится причиной значительного снижения надежности сварного соединения.
Для того чтобы избежать такого негативного явления, как межкристаллитная коррозия, следует правильно подбирать режимы сварки и электроды для ее выполнения, а также обеспечивать быстрое охлаждение зоны сформированного сварного соединения.
Основные технологии сварки
На качество сварки, используемой для соединения деталей из нержавеющих сталей, оказывает влияние множество факторов. К наиболее значимым из них следует отнести квалификацию сварщика, выполняющего работы, правильность выбора режима сварки и электродов для ее осуществления. Любому, кто соберется варить нержавейку, важно также знать, в чем заключаются отличия этого металла от обычных углеродистых сталей.
Варить нержавейку, в зависимости от особенностей соединяемых деталей, можно по различным технологиям. Одной из наиболее распространенных технологий, при помощи которых выполняют соединение изделий из нержавейки с толщиной от 1,5 мм, является сварка в среде защитных газов.

Сварка нержавеющей стали вольфрамовым электродом
Такая сварка, выполняемая неплавящимся вольфрамовым электродом, используется преимущественно для соединения:
- корпусных деталей оборудования и приборов различного назначения;
- других изделий, для изготовления которых используется листовая нержавейка;
- трубопроводов из нержавейки, предназначенных для транспортировки различных сред.
В зависимости от используемого сварочного оборудования и требуемой производительности процесса выполняться такая сварка может ручным, полуавтоматическим и автоматическим способами.
При сварке изделий, изготовленных из нержавейки, можно использовать и плавящиеся электроды – металлические стержни с нанесенным на них покрытием либо специальную проволоку, отличающуюся высоким уровнем легирования. К таким методам сварки относятся:
- импульсно-дуговая, используемая для соединения деталей толщиной до восьми десятых миллиметра;
- короткодуговая, выполняемая в среде инертных газов, – для нержавейки толщиной от восьми десятых до трех миллиметров;
- дуговая струйная, применяемая для соединения листового материала толщиной свыше трех миллиметров;
- дуговая, выполняемая под слоем флюса, – для изделий, толщина которых превышает десять миллиметров;
- плазменная, которая является универсальным способом соединения деталей из нержавейки любой толщины.
Технологию плазменной сварки используют для соединения любых металлов и сплавов
При использовании для выполнения сварочных работ такого оборудования, как инвертор, процесс можно выполнять и постоянным, и переменным током.
Чтобы варить изделия из нержавейки и получать при этом качественные и надежные соединения, важно учитывать несколько важных нюансов.
- При использовании электрода из вольфрама им не следует совершать резких колебательных движений, как это делается при формировании сварного шва на обычных сталях. Такие движения могут привести к тому, что электрическая дуга, сформированная электродом, разрушит защитную пленку на основном металле, а это станет причиной значительного ухудшения его антикоррозионных свойств.
- Чтобы избежать попадания в область формируемого сварного шва вольфрама, из которого изготовлен неплавящийся электрод, зажигать сварочную дугу следует не на самих соединяемых изделиях, а на специальной графитовой пластине (или использовать для этого опцию бесконтактного розжига дуги).
- На обратную сторону сварного шва также желательно подавать струю аргона, который защитит сильно разогретый основной металл и формируемый сварной шов от окисления.
Популярные марки электродов для сварки нержавейки
Достаточно часто сварку нержавейки выполняют при помощи плавящихся штучных электродов, поэтому вопрос правильного выбора таких расходных материалов является очень актуальным. Металл, из которого изготовлены стержни таких электродов, должен:
- обладать высокой устойчивостью к такому явлению, как термическая ползучесть;
- отличаться небольшим показателем теплового расширения;
- иметь повышенную упругость;
- отличаться высокой износоустойчивостью и теплопроводностью.

Области применения электродов
На выбор электрода, при помощи которого можно варить изделие из нержавейки, решающее влияние оказывает марка свариваемой стали. Так, в зависимости от данного параметра современные специалисты применяют электроды следующих популярных марок:
- ОЗЛ-8 и ЦЛ-11 – для нержавейки, используемой в пищевой промышленности;
- ЭА400/10У, НЖ-13, ЦТ-15 (редко) – для нержавеющих сталей, отличающихся повышенной устойчивостью к коррозии;
- ОЗЛ-6 – для жаропрочных сплавов, в химический состав которых входит нержавеющая сталь;
- КТИ-7А, ЦТ-28 – для нержавейки, из которой изготавливаются различные инструменты;
- АНЖР-1, АНЖР-2, ЭА395/9 – для нержавейки другого назначения.
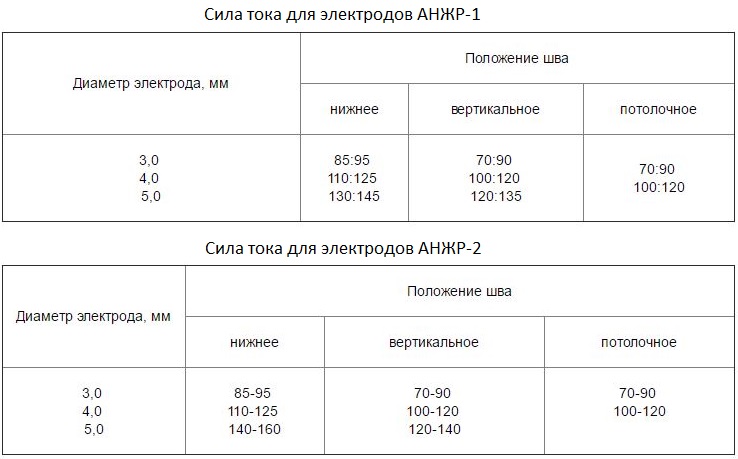
Электроды АНЖР-1 и АНЖР-2 применяются для сварки без предварительного подогрева и без последующей термообработки
При использовании штучных электродов, специально предназначенных для сварки нержавейки, следует соблюдать осторожность, так как слой остывающего шлака, сформированный в процессе выполнения сварки, отскакивает с поверхности шва самопроизвольно. Еще не до конца остывшие кусочки такого шлака, если не соблюдать осторожность, могут послужить причиной ожога.
К наиболее популярным электродам, используемым для соединения изделий из нержавейки, относятся изделия с маркировкой ЦЛ-11. На поверхность таких электродов нанесено покрытие, выполненное на основе карбонатов и соединений фтора. Они применяются при сварке сталей хромоникелевой группы (12Х118Н10Т и 9Т, 08Х18Н12Б и Т). Использование электродов данной марки позволяет минимизировать риск развития межкристаллитной коррозии у данных сплавов. За счет особенностей химического состава своего покрытия электроды ЦЛ-11 хорошо демонстрируют себя при температурах, не превышающих 450°.
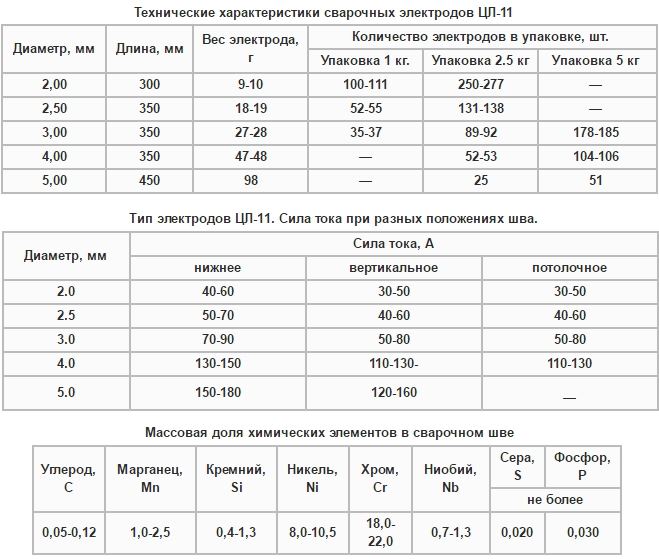
Технические параметры электродов ЦЛ-11
К наиболее значимым достоинствам электродов данной марки следует отнести:
- минимальное разбрызгивание расплавленного металла;
- хорошую ударную вязкость формируемого сварного шва;
- возможность выполнять качественный сварной шов в любых пространственных положениях;
- хорошую пластичность готового соединения;
- минимальный риск образования трещин в сварном шве, что обеспечивает высокое качество и надежность формируемого соединения.
Высокой популярностью у отечественных специалистов пользуются также электроды ОЗЛ-6 и НЖ-13. Электроды с маркировкой НЖ-13 отлично демонстрируют себя при использовании для сварки пищевой нержавейки, а также сплавов, относящихся к хромоникелевой и хромоникелемолибденовой категориям. Изделия марки ОЗЛ-6 лучше применять в тех случаях, когда сварка будет выполняться в окислительной среде или при высоких температурах (до 1000°). При использовании электродов данной марки можно получить сварное соединение более высокого качества, если выполнять его не на переменном, а на постоянном токе.
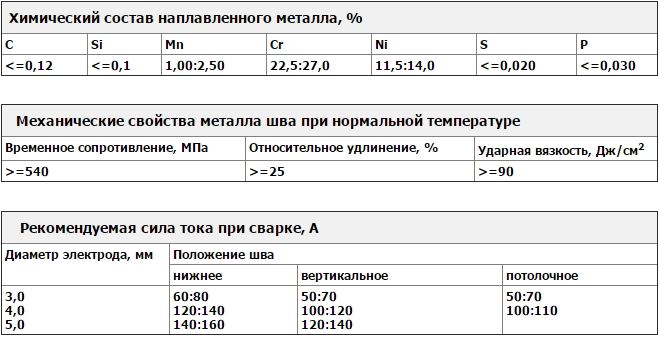
Технические характеристики электродов ОЗЛ-6
Среди достоинств электродов марки ОЗЛ-6 следует выделить:
- минимальное разбрызгивание расплавленного металла;
- высокую жаростойкость сформированного соединения;
- высокую устойчивость металла сварного шва к образованию межкристаллитной коррозии.
В отличие от изделий марки ЦЛ-11, электроды ОЗЛ-6 нельзя применять для формирования сварных швов, расположенных вертикально.
Кроме электродов известных отечественных марок, у специалистов-сварщиков большой популярностью пользуются изделия для сварки нержавейки, выпускаемые под брендом ESAB.

Электроды ESAB выпускаются и на российских предприятиях в том числе, соответствуют требованиям ГОСТа и международных стандартов
Наиболее популярными марками электродов от данного производителя являются:
- ОК 61.30;
- ОК 61.35;
- ОК 63.30;
- ОК 67.45.
Так же, как и изделия других производителей, электроды ESAB в зависимости от их марки могут быть использованы для выполнения качественной сварки нержавейки различных категорий.
Марки электродов для нержавеющей стали. Сварка нержавейки электродом
Тема статьи: электроды по нержавейке — маркировка стержней для сварки антикоррозийных и хромоникелевых сталей.
Типы покрытий (обмазка)
Для сварки нержавеющей стали используются стержни с такими покрытиями:
- рутиловым;
- основным;
- с повышенной степенью наплавки;
- специальным для сварки на спуск и гравитационной.
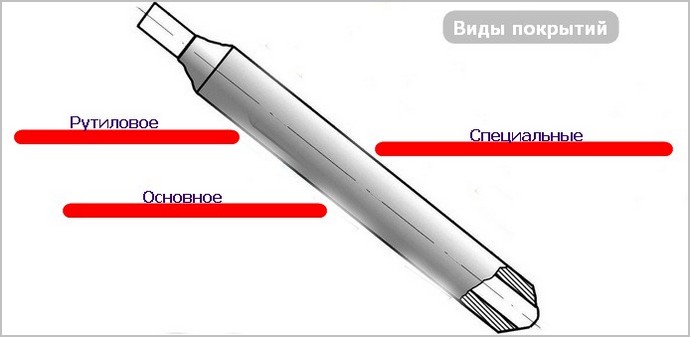
От вида обмазки зависят сварочные характеристики, перенос металла (капельный, струйный), отделяемость шлака, область использования расходника и положение соединения. Вид покрытия влияет на механические показатели наплавленного металла и шва.
Рассмотрим популярные покрытия и выберем подходящий электрод для наших задач!
Марки популярных ESAB расходников
Какими электродами варить нержавейку? Марки плавящихся изделий с рутиловым покрытием:
ОК 63.30 яркий представитель этого вида. Обеспечивает капельный перенос металла, постоянство дуги, малую разбрызгиваемость. Свойства самошлакоотделения делает процесс удаления простым. Шов качественный, даже при соединение угловых швов.
Рутиловое покрытие работает на переменном и постоянном токе. Электроды диаметром 1,6-3,2 мм применяются во всех пространственных положениях, но ввиду большой текучести шлака, лучше выполнять ими сварку в нижних положениях.
ОК 63.41 — рутиловый электрод с повышенной степенью наплавки. Наличие металлического порошка в обмазке увеличивает производительность стержней.
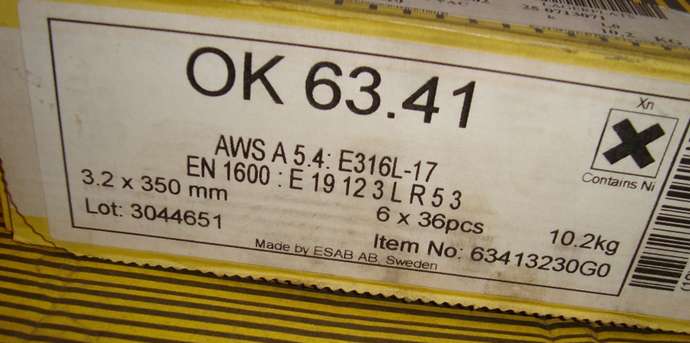
Ввиду отсутствия перегрева покрытия, изделия производятся большей длины. Длинные стержни снижают время на смену и поджиг расходников, что увеличивает длину сварного шва. Электроды для нержавейки с рутиловым покрытием применяются в основном для соединений в нижнем положении.
Заводы-производители поставляют на рынок электроды любых диаметров. Но сварщики приобретают расходники от 3 мм и выше. Большие диаметры позволяют опираться на обмазку, что благоприятно сказывается на сварке нержавеющей стали.
ОК 61.35 с основным покрытием отличаются от рутиловых изделий. Применяются на постоянном токе, во всех положениях. Шлак удаляется тяжелее, чем у рутиловых собратьев.
ОК 67.72 — синтетические электроды для сварки нержавейки применяются для соединения разнородных сталей с нержавеющей. Стержни 67.72 изготовляются из малоуглеродистой стали с легирующими элементами в обмазке. Специальные синтетические электроды длиной до 70 см, применяются для гравитационной сварки.
ОК 63.34 с рутиловой обмазкой используется для сварки на спуск. Улучшенное шлакоотделение позволяет варить на переменном и постоянном токе. Электроды подходят для тонкого и толстого металла. Для сварки в остальных пространственных положениях лучше применять рутиловые стержни.
ОК 63.20 электроды по нержавеющей стали с специальным покрытием для повторного возбуждения дуги, придумали для сварки точками. Процесс происходит при кратковременном поджиге и гашении дуги. Стержни востребованы для соединения труб и тонкого металла.
На каждую упаковку наносится специальная маркировка, обозначающая характеристики изделий:
- полярность;
- настройка тока;
- переменный или постоянный ток;
- напряжение холостого хода и др.
Видео:
Другие марки расходников
1) Электроды по нержавейке ЦЛ 11. Специальная обмазка с карбонатами и фтористыми соединениями. Постоянный ток обратной полярности. Напряжение холостого хода 65 В. Швы прочные и антикоррозийные. Аналог ESAB ОК 61.85. Цена 5-ти кг упаковки 690 рублей (ЛЭЗ, д 5 мм).
2) Castolin EutekTrode E308L с рутиловым покрытием. Для соединения стабилизированных и нестабилизированных CrNi-сталей, плакированных сталей и наплавок. Шов антикоррозийный, полируется до блеска.
Расходники используются при монтаже емкостей и трубопроводов, в пищевой отрасли. Цена 1 электрода 50 рублей, диаметр 3.2 мм, производство Симферополь. Таблица технических данных:
3) ЭА-400/10Т для нержавеющих коррозионостойких сталей разных марок.
4) ОЗЛ-8 для ручной дуговой сварки хромоникелевых, коррозионностойких сталей. Когда не требуется стойкость межкристаллитной коррозии.
5) Е308-16 (аналог ОЗЛ-8, ОК-61.30). Сваривание во всех позициях, минимальное разбрызгивание, самоотделяющийся шлак. Шов термо-коррозионностойкий.
6) Rost 1913 для многих видов корозионностойких сталей. Шов устойчив к межкристаллитной коррозии.

7) ОЗЛ-310 для соединения и наплавки жаростойких сплавов, используемых в окислительных средах.
- ЦТ-15, НЖ-13, ЭА-400/10У;
- ОЗЛ-6, ЦТ-28, КТИ-7А.
Видео:
Какие электроды по нержавейке лучше, сказать трудно! Каждый сварщик отдает предпочтение своему расходнику.
Расходники для разнородных сплавов
Переходные электроды для сварки нержавейки и стали (чернухи). Соединение нержавеющих сталей с разнородными (углеродистыми и низколегированными) сталями выполняется более легированными расходниками, чем сам материал.
- ОЗЛ-312;
- НИИ-48Г.
- ОЗЛ-312 используются, когда марка сталей по химсоставу неизвестна.
- НИИ-48Г хорошо подходят для переходных (буферных) слоев. Шов отличается стойкостью к водородному растрескиванию и образованию горячих трещин.
Марки ЭА-395/9, АНЖР-1, АНЖР-2, ОЗЛ-28, ОЗЛ-32 тоже применяются для соединения разнородных сталей.
В среде домашних мастеров универсальный электрод ОЗЛ-6 отзывы получает хорошие. Хром и никель находящиеся в составе, создают хороший шов при сварке черных сталей с нержавеющими.
Как варить нержавейку электродом
За рубежом и в России популярны 4 марки нержавеющей стали. В различных странах, они имеют разную маркировку. Соответствие американской, европейской и российской маркировок представлены в таблице.

Перед сваркой нержавеющей стали электродами, заготовки подготавливаются так:
- кромки деталей зачищают щеткой;
- фаски разделывают по ГОСТ 5264.
Характер и разделка кромок подбирается исходя из вида соединения и толщины свариваемых элементов.
Хромоникелевые, высоколегированные стали — пластичны, не требуют подогрева при соединении, хорошо свариваются. Но, имеют нюансы при сварке: проявляют склонность к межкристаллитной коррозии металла шва и околошовной зоны, образуют горячие трещины в сварных соединениях.
Для предотвращения дефектов, необходимо:
- не перегревать металл шва и основное изделие (не более 150 градусов);
- сварку выполнять короткой дугой, без поперечных колебаний электрода, на низких токах с высокой скоростью;
- использовать медные пластины для теплоотвода;
- при больших толщинах применять многопроходное соединение.
Электросварка нержавейки электродом выполняется специальными легированными стержнями. После наплавки, шов зачищается щеткой и обрабатывается антикоррозионной пастой.

Как сваривать нержавейку электродом ? Для теста возьмем пластины толщиной 3 мм. Такие изделия соединяются без разделки. Ложим пластины на медную подкладку для отвода тепла. Для электродов 3 мм, устанавливаем на аппарате ток в 80 А. Зачищаем края пластин щеткой и выставляем между ними небольшой зазор.
Соединение производим короткой дугой, без колебаний. Молотком отбиваем шлак и зачищаем шов щеткой. Сварное соединение получается без дефектов, с полным проплавлением корня шва. Для восстановления антикоррозионных свойств, зону шва травим пастой SE. Через 20 минут остатки пасты смываем водой.
Видео:
Изделия не предназначенные для нержавейки
В целях экономии, домашние мастера спрашивают: можно ли варить нержавейку обычным электродом? Да, это возможно!
Человек поделился в видеоролике личным опытом. Он рассказывает, как заварил трещину в теплообменнике банной печи из нержавейки, стержнем АНО-4, выставив ток у аппарата 60 А.
Видео:
Ещё спрашивают, можно ли сваривать электродом LB-52U нержавейку? Мне такие случаи не известны. Если вы пробовали, то поделитесь в комментариях личным опытом.
Изделия LB-52U с пониженным содержанием водорода используются для морских конструкций, магистральных труб и резервуаров. Которые сваривают с одной стороны.





