Оборудование для промывки систем отопления
Любая отопительная система, даже недавно вступившая в эксплуатацию, требует регулярной прочистки. Специалисты рекомендуют делать ее минимум 1 раз в год. Наиболее целесообразно выполнять ее перед началом отопительного сезона – в таком случае, после его начала, она будет работать максимально эффективно.
К сожалению, нередки случаи, когда коммунальные службы игнорируют данные рекомендации, ссылаясь на отсутствие средств или способом устранения отложений в системе. В результате – жители многоквартирных домов отмечают весьма низкую эффективность работы отопительной системы. Чтоб улучшить положение, модно пригласить представителей частных компаний, которые смогут устранить проблемы в системе отопления, используя современное оборудование для промывки систем отопления.

- Типы оборудования
- Гидропромывка
- Приспособления для прочистки
Типы оборудования
Своевременно проведенная прочистка системы позволяет избавиться от таких проблем, как ржавчина, накипь и осадок. Есть несколько типов оборудования для промывки систем отопления, используемого при различной степени засорения системы.
Гидропромывка
Данный метод являет собой подачу в отопительную систему сжатого воздуха и воды. Высокое давление и частые импульсы позволяют мелким пузырькам воздуха, активно заполняющим отдельный участок системы, достаточно быстро и эффективно расслаивать отложения на стенках.

Следует учитывать, что такой компрессор для промывки системы отопления позволяет очистить всю систему, однако выполняется это поэтапно.
Для достижения максимального эффекта прочистка проходит на отдельных, относительно небольших участках (допустим – один стояк). Перед тем, как приступать к процессу очистки, следует определить необходимые для прочистки количество и скорость воды, а также количество и уровень давления воздуха. При подсчетах необходимо учитывать и длину выбранного для промывки участка системы, и диаметр используемых на данном участке труб.

Гидропромывка систем отопления может осуществляться двумя способами – проточным и методом наполнения. Проточный способ предполагает полное заполнение отопительной системы водой. При этом обязательно должен быть открыт вентиль воздухосборника. После того, как система будет максимально заполнена, вентиль закрывается, а в систему посредством компрессора начинается подача сжатого воздуха. Гидропневматическая промывка систем отопления заканчивается тогда, когда из открытого патрубка начинает поступать исключительно чистая вода без примесей. Для дальнейшей эксплуатации система должна быть очищена от водно-воздушной смеси.
При применении метода наполнения для достижения максимального эффекта следует выполнять определенный порядок действий.
Прежде всего, участок системы, выбранный для прочистки, следует заполнить водой. Далее – закрывается вентиль воздухосборника. После этого начинается подача сжатого воздуха, производимая через второй клапан. Предварительно следует проверить уровень загрязнений – от него, равно как и от длины очищаемого участка, зависит продолжительность подачи воздуха. После прекращения подачи воздуха необходимо перекрыть запорную арматуру. Далее следует провести спуск образовавшейся в системе смеси из воды и осадка в дренаж. После применения данного метода система должна быть несколько раз промыта водой.
Приспособления для прочистки

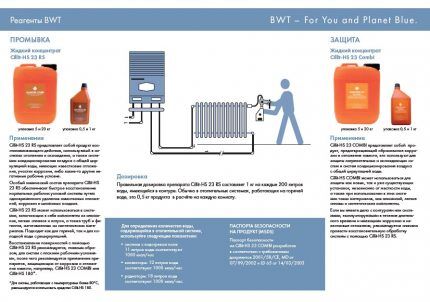
Химические элементы. Они применяются для максимально эффективной очистки системы, в которой используются стальные или медные трубы. Химические средства для промывки системы отопления являют собой жидкость насыщенно красного цвета, которая в ходе прочистки (вступая в реакцию с загрязнением) изменяет свой цвет на светло-оранжевый. В зависимости от количества и состава загрязнений следует корректировать количество используемого химического соединения.
В среднем, для качественной очистки в системе должно быть 10-30 % химиката. Его использование позволяет не только прочистить отопительные трубы и иные элементы системы. Он прекрасно защищает от коррозии, вспенивания воды, значительно увеличивает срок эксплуатации насоса. Важно учитывать, что после прочистки системы химическими средствами необходимо очистить ее от их остатков.
Прибор для устранения накипи Романтик 20. Весьма доступное оборудование для промывки отопления, которое позволяет провести качественную прочистку системы, объем теплоносителя которой не превышает 300 л. Устройство применяется для очистки от большого количества накипи. Романтик 20 дает возможность автоматического регулирования интервалов реверса. При необходимости, устройство можно дополнять новыми программаторами. Романтик 20 подает струю мощностью 1,5 бар., высота напора – до 10 м., производительность – до 35-40 л./мин.
Ропульс. Данная установка может применяться не только для прочистки отопительных систем. С равной эффективностью с ее помощью можно очистить и систему подучи питьевой воды. Допустимо также использование Ропульс для прочистки системы отопления пола (теплый пол), а также – солнечных коллекторов (в случае возникновения отложений илистого характера). Примечательно, что при прочистке систем подачи питьевой воды проводится не только полная очистка от накипи и ржавчины – система также будет полностью обеззаражена.

Рокал. Это небольшой ручной компрессор для промывки отопления, который применяется для прочистки от накипи стальных и медных отопительных труб. Наиболее целесообразным является его применение для систем, объем теплоносителя в которых не превышает 300 литров. Несмотря на компактные размеры, Рокал обладает высокой производительностью – до 40 литров за минуту. При этом постоянно поддерживается давление в 1 бар.

Станция для очистки CILLIT–BOY. Современная система с электронным управлением. Оборудование данного типа применяется не только для прочистки отопительных систем. С равной эффективностью его можно использовать для очистки от загрязнений систем подачи питьевой воды (система также полностью очищается от бактерий), теплого пола.
Его преимущество – максимально качественная и быстрая гидропневматическая очистка системы отопления. Новейшая система позволяет равномерно подавать сжатый воздух и воду. При этом пульсирующие колебания проходят не только по трубам и радиатором – они также проводят внутреннюю очистку отопительного котла, существенно повышая тем самым срок его эксплуатации и уровень нагрева. После завершения прочистки отработанную воду необходимо спустить в канализацию.

CILLIT–BOY имеет еще одно весомое достоинство – мощность и частота пульсации могут корректироваться в зависимости от типа очищаемой системы, а также от количества загрязнений.
Вся информация выводится на специальное табло, посредством которого можно контролировать процесс. Принцип работы устройства достаточно прост – в систему при помощи компрессора поступает сжатый воздух. Электронный модуль контролирует количество и интенсивность колебаний жидкости в трубах.
Современный рынок предлагает большое количество приборов и способов прочистки, посредством которых вы сможете самостоятельно удалить образовавшийся в трубах налет. Однако перед началом работ целесообразным является обращение к специалисту, который, определив степень загрязнения и состояние системы, сможет посоветовать наиболее подходящий метод.
Особенности проведения промывки системы отопления: обзор лучших способов

Постепенная коррозия металла на внутренней поверхности труб и радиаторов в отопительном контуре, кристаллизация солей в теплоносителе, приводят к засорению системы отопления и снижению ее общей эффективности.
Предотвратить это поможет регулярная промывка системы отопления с удалением инородных частиц из отопительного контура.
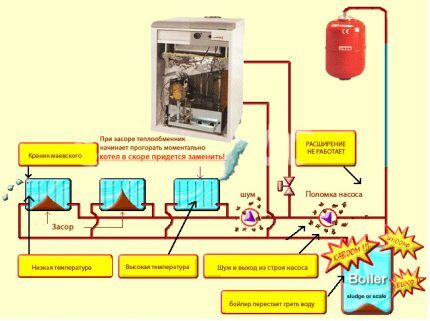
Признаки плохого ухода за системой отопления
Для нормального функционала системы отопления движению теплоносителя по сооруженным для него каналам ничто не должно мешать.
Существует несколько симптомов того, что внутри отопительного контура накопилось большое количество мусора, а на стенках труб осела накипь. Явных визуальных признаков засорения системы отопления нет.
Диагностировать его можно при внимательном отслеживании работы всей системы и появлении ряда косвенных признаков:
- прогрев системы происходит дольше, чем до этого (для систем автономного обогрева);
- работа котла сопровождается нехарактерными для него звуками;
- увеличился расход газа или электричества;
температура в разных частях радиаторов существенно разнится; - радиаторы заметно прохладнее подводящих труб.
Впрочем, слабый или неравномерный прогрев батарей не всегда является признаком их засорения. Возможно, произошло их завоздушивание . В такой ситуации достаточно сбросить воздушную пробку через кран Маевского .

В домах с системой централизованного обогрева ее промывка должна проводиться сотрудниками теплоснабжающей компании. В частном же доме эта процедура проводится силами хозяев или приглашенных специалистов.
Однозначно рекомендовать частоту проведения промывки системы сложно. Слишком много факторов влияет на это.
Так, например, в системах централизованного отопления теплоноситель должен проходить цикл водоподготовки, что снижает степень загрязнения. Правда далеко не всегда это правило выполняется. Да и сама система часто эксплуатируется третье или четвертое десятилетие и количество мусора, циркулирующего внутри, возрастает с каждым годом.
Но как для централизованных сетей, так и для автономных систем, рекомендуется проводить промывку ежегодно. Что, к слову, подтверждается и требованиями строительных норм. Именно такой срок считается критическим для накопления внутри контура количества мусора, существенно снижающего эффективность работы.
Варианты промывки систем отопления
В зависимости от степени засорения системы отопления, объемов и протяженности контуров могут быть реализованы несколько вариантов промывки систем отопления:
- механическая;
- гидрохимическая;
- гидродинамическая;
- гидропневматическая ;
- электрогидроимпульсная .
Первые два способа не требуют наличия сложного оборудования и могут быть без проблем проведены собственными силами. Остальные же способы предполагает соответствующий уровень технического оснащения исполнителей. Поэтому для их реализации либо придется брать в аренду оборудование, либо приглашать специалистов, выполняющих такие работы.

Но в любом случае есть определенные правила промывки систем автономного или централизованного отопления, несоблюдение которых сделает процедуру малоэффективной. Далее поговорим подробно о каждом из вариантов очистки, чтобы эффект от проведения процедуры был максимальным.
Способ #1 — механическая промывка
Сразу стоит отметить, что такая промывка ориентирована, в первую очередь, на очистку от накопившейся грязи радиаторов, и в меньшей степени от накипи на внутренней поверхности контура. Запорную арматуру, расширительный бачок и циркуляционный насос, если он вмонтирован в систему, чистить придется отдельно.
Прежде чем начинать промывку, следует позаботиться о том, чтобы отработавший в системе теплоноситель, в процессе очистки, в минимальном количестве пошел наружу. Начинать процедуру надо с перекрытия задвижек, ограничивающих поступление теплоносителя в контур.
Если процедура проводится в многоэтажке, то задвижки обычно находятся в подвале дома. В частном доме перекрывают вентили перед и после котла.
Следующий этап – слив теплоносителя из контура. Это можно сделать или через сливной кран, который изначально был установлен при монтаже системы. Если такого крана нет, то слив выполняется путем откручивания заглушки на радиаторе, расположенном ниже или дальше всех остальных.
Сброс теплоносителя удобнее всего делать через шланг, подключенный к сливному крану и выведенный в унитаз или другой сантехнический прибор, подключенный к канализации. Механическая очистка будет более эффективной, если предварительно выполнить демонтаж батарей и отдельно прочищать приборы отопления и трубы.

Процедура демонтажа радиаторов из разных материалов не отличается по сути. Но в любом случае следует приготовить емкость для слива остатков теплоносителя. Для проведения самой процедуры нужны будут ключи соответствующего размера. Чтобы унифицировать процесс, полезно будет иметь в арсенале трубный ключ – «попку».
В зависимости от того, по какой схеме подключены радиаторы, отличается и процедура демонтажа. В любом случае, у радиатора есть вход и выход для теплоносителя. В процессе демонтажа отпускаем накидные гайки, стыкующие радиаторы с трубами. На первых одном-двух оборотах гайки надо быть готовым к тому, что остатки воды начнут сочиться из соединения.Собираем ее с помощью тряпки.
После того как неплотность раскручиваемого стыка «труба-радиатор» увеличивается, сбор вытекающего теплоносителя выполняем в емкость – таз, корыто или что-то аналогичное. При этом тщательно следим, чтобы теплоноситель не просочился на нижний этаж.
После демонтажа радиатора выносим его либо во двор, либо в ванную комнату. При этом сантехнику застилаем от повреждений эмалевого покрытия плотной тканью, которую потом не жалко выбросить. Слив раковины или ванны обязательно перекрываем сеткой для предотвращения засорения сифона и канализации.
Механическую прочистку радиатора можно выполнит тросом, аналогичным тому, с помощью которого прочищают канализацию. Такую же процедуру проводим и с трубопроводами. Однако для сети с большим количеством поворотов механическая промывка будет затруднена.
После того как прочистка батарей и трубопроводов закончена, приступаем к их промывке водой. Радиаторы промываем там же в ванне или во дворе, направив вовнутрь струю воды из шланга.
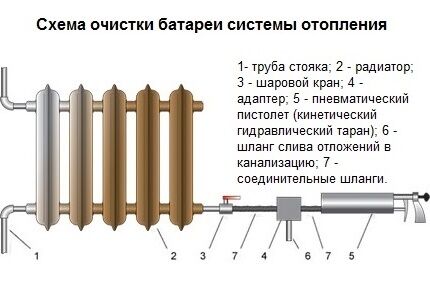
Для промывки труб удобнее использовать шланги с переходниками. Они позволяют герметично пристыковать шланги для подачи воды в отопительный контур и для ее слива в канализацию. Промывку системы отопления водой выполняют до тех пор, пока она не станет чистой на выходе.

После промывки радиаторов и труб можно повторить процедуру механической прочистки. Чтобы процедура была более эффективная, вводить трос лучше в направлении обратном направлению движения теплоносителя.
Делается это чтобы осевшие по направлению движения «чешуйки» были сорваны в результате механического контакта. Если в вытекающей воде грязи будет меньше, чем при первом круге очистки, значит, процедура эффективна.
Способ #2 — гидродинамическая прочистка
При выборе этого способа очистки систем, процедура потребует наличия специального оборудования. Вода в этом случае подается не из крана с помощью обычного шланга, а от насоса под высоким давлением.
Иногда при гидродинамической промывке насос подключается в разрыв отопительного контура как можно дальше от точки сбросы грязной воды. Но чаще для этих целей используется специальный шланг с концевиком .
Конструкция концевого насадка имеет отверстия небольшого диаметра. Через них вода под высоким давлением идет наружу.
Именно акцентированное воздействие подаваемых под давлением струй воды позволяет эффективно бороться с грязевыми и солевыми отложениями. Подающий шланг можно специально останавливать в потенциально проблемных местах для более эффективной их промывки.

Подбирая шланг для гидродинамической промывки, надо учитывать, что при достаточной его жесткости можно подать давление дальше от ввода. Правда на поворотах труб системы отопления такой шланг проблематично продвинуть дальше.
Поэтому при проведении гидродинамической промывки с использованием шланга придется последовательно вскрывать отопительный контур в нескольких местах для подачи воды во все точки.
Способ #3 — химическая промывка системы
Можно промывку выполнить и без механического вмешательства. Для этих целей существуют либо готовые химические соединения, либо растворы, которые легко приготовить кустарно. Демонтаж радиаторов отопления при этом не требуется.

Недостаток химической промывки заключается в запрете использования для промывки алюминиевых радиаторов и в большом количестве едких растворов, требующих утилизации в специально отведенные для них места.
Если отопительный контур не сильно засорен, то для его профилактической промывки вполне можно использовать:
- каустическую соду;
- уксус;
- доступные кислоты (фосфорная, ортофосфорная и другие);
- молочную сыворотку и прочие.
Но лучше для этих целей воспользоваться специально разработанными составами. На их упаковке будет не только указан рекомендуемый случай использования (материал труб, характер загрязнения и прочее), но и подробная инструкция по применению.
Ориентация на инструкцию позволит не только максимально эффективно использовать состав, но и с наименьшими затратами прочистить систему отопления.
Рекомендуется максимально точно выдерживать временные интервалы действия реагентов. При этом в автономных системах не забываем включать циркуляционный насос для обеспечения равномерно распределения «активированного» теплоносителя.
Для проведения такого типа промывки полезно имеет в своем распоряжении насос с емкостью – бустер. Для того чтобы его подключить к системе, надо организовать разрыв в контуре. Можно это, например, сделать, отсоединив прямой ход от котла в отопительный контур. Также в контуре должен быть предусмотрен кран для сброса использованного реагента.

Чтобы разрушение накипи на трубах и радиаторах было равномерным, после закачки реагента оставляем его в системе на срок от нескольких часов до несколько дней. Основным недостатком такого способа очистки является возможное негативное воздействие активного вещества на поверхность труб. Поэтому после обработки системы промываем ее чистой водой.
Более щадящим, но похожим по действию, способом очистки труб системы отопления от зарастания является дисперсная очистка.
В этом случае в систему вводится реактив, воздействующий исключительно на осевшие частицы. При этом металл остается без негативного воздействия. А сама процедура аналогична химической очистке.
Самая лучшая установка для создания пенобетона. Обзор и сравнение
Главная / Дом из монолитного пенобетона своими руками / Самая лучшая установка для создания пенобетона. Обзор и сравнение
Какие способы получения пенобетона есть? Вот что мне удалось найти в процессе поиска решения для себя.
Два вида пенобетонных установок
В пенобетоне есть 2 главных компонента: пена и бетон. Мне удалось два типа установок для пенобетона.
Обычные — отдельно пеногенератор, отдельно мешалка
Таких установок большинство. В них пена готовится отдельно и добавляется в мешалку с цементом.
- бетономешалка (не обычная, а специальная)
- пеногенератор
- компрессор
Принцип работы следующий. Замешиваем отдельно бетон. Отдельно пеногенератор. Готовую пену добавляем в мешалку. Закрываем, нагнетаем давление, пенобетон идёт по шлангу.
Один из производителей таких установок — спецгрифон.рф
Кавитационные установки
Состоит из кавитационной установки и шнекового бетонанасоса.
В такой установке мешалка – это вертикальная “бочка”. В ней на дне как в кухонном миксере вращаются лопасти с очень большой скоростью. Все компоненты высыпаем в него. В том числе пенообразователь и фибру.
Всё это вращается с дикой скоростью и от этого в бетоне образуются пузыри. Пенобетон сливаем в бадью из которой насос подаёт её в шланг.
В итоге такой бетон получается более качественным, более однородным. А фибра повышает его прочность.
Производит такие установки ООО “Сармат-Торнадо”. https://www.sarmat-tornado.ru/
Сильные стороны кавитационной установки
- стабильная плотность
- лучше теплоизоляционные качества и возможность делать стены меньшей толщины
- выше прочность (500й бетон идёт по прочности как 600-700).
Косвенное подтверждение качества бетона и установок – сами “сарматовцы” используют свои установки и выполняют на них заказы.
Пример применения установки «Сармат-торнадо»
На видео самая мощная установка из их линейки. Остальные намного проще и менее требовательные к питанию.
Тут большая мощная установка для бизнеса:
А тут уже ближе к самострою. Установка на 100 литров в работе:
Кому мало 100 литров, у них есть мешалка на 150.
Сравнение обычной и кавитационной
| С пеногенератором | Кавитационная | |
|---|---|---|
| Плюсы | + Такие установки стоят дешевле. + Они распространены больше и опыта использования их больше. |
+ стабильная плотность + простота и минимум рисков получить брак + выше прочность + возможность делать очень низкую плотность пенобетона |
| Минусы | – Cильная нестабильность по плотности бетона на выходе (+-30%) – Нужно очень тщательно выдерживать регламент. Все интервалы загрузки, количество компонентов, температуру. Если самому лить или под присмотром – нормально. Если наемные рабочие – могут наделать брак вместо нормального продукта. |
Какую установку выбрать
Я отдаю предпочтения кавитационной от «Сармат-торнадо». Аргументы следующие:
- не нужно заморачиваться с пеной — регулировать, подбирать её плотность
- малые габариты
- отсутствие пеногенератора, а значит меньше узлов где что-то может сломаться
- создатели «Сармат-торнадо» сами работают с этой установкой, о чём есть ряд роликов на их канале
Минус только один — дорого. Хотя и это относительно. Ведь а) эту установку можно продать после окончания строительства и б) на ней можно зарабатывать и заливать если не дома, то как минимум утеплять перекрытия на заказ.
Вариант для самостройщиков. Самое дешёвое оборудование для пенобетона
Наткнулся на небольшой мобильный комплект для создания пенобетона. Без установки. Связался с автором, который дал следующую информацию.
Необходимый для этой технологии комплект стоит 23 000 рублей. В него входят:
- автоматический пеногенератор,
- всасывающая магистраль с врезкой в емкость,
- навеска на двухшпиндельный миксер,
- соединительный шланг от пеногенератора к миксеру.
- Миксер, двухшпиндельный любой подойдет. Рекомендую присмотреться к ЗУБР ЭКСПЕРТ ЗМР-1350Э-2: цена — качество. При подборе следует обратить внимание на: наличие регулировки оборотов, направление перемешивания — сверху вниз, а еще лучше, если будет реверс — изменение направления перемешивания, как у ЗУБР ЗМР-1400 ЭП-3.
- Компрессор рекомендую обычный бытовой двухпоршневой, 2,2 кВт, с ресивером 50 л, по всасыванию от 300 до 400 л/мин. Типа такого: ЗУБР ЗКПМ-360-50-2.2 (15 000р.) или FUBAG VDС 400/50 CM3 (19 000р. на 2019г.) В общем они все похожи. Подойдет также и одноцилиндровый, как этот AURORA WIND-50 за 12 000р. Короче говоря, подобрать надо по производительности, чтобы было в районе 300 л/мин. Больше — лучше. Если же имеется в наличии от 200 л/мин, то попробовать можно и с ним, просто он чаще будет включаться и работать по полной, без особого запаса.
- Пеноконцентрат лучше использовать белковый, органический. Foamin C, Foamcem (Laston), Addiment SB 31L, российские — Эталон, Foam X и т.п.
- Цемент лучше свежий 500 D0
- Песок помельче. Еще лучше, если будет зола уноса ТЭЦ, доломитовая мука, минпорошок и т.п. Можно и к песку добавлять. Для сверхлегких марок D200-400 песок не используется. Или на одном цементе, или с добавлением мела, минпорошка, доломитовой муки и т.п. до 20%.
Заказать комплект можно у автора — teplomonolit@post.com Игорь.
Это видео применения о том как можно просто сделать пенобетон D200! Автор даёт рецепт такого бетона. Весит 1 литр такого бетона всего 200 грамм! То есть в 5 раз легче воды. На канале автора есть видео замеса пенобетона для стен (D600) с рецептом.
На мой взгляд — это лучшее решения для утепления чердачного перекрытия и пола первого этажа. В сочетании с деревянными двутавровыми балками — это просто пушка!
Почему пенобетон лучше ваты и пенопласта
Посудите сами. Теплопроводность минеральной ваты 0,045-0,055, а пенобетона D200 0,05-0,06. Ладно, сделаем поправку на влажность и предположим, что бетон получился плотнее D300. Всё равно это 0,08-0,09. Однако учитывайте преимущества пенобетона над ватой и пенопластами:
- большой срок службы
- стойкость к воде, пару, конденсату, протечкам
- стойкость к насекомым и мышам
- звукоизоляция — для чердачного перекрытия может быть полезной + если рядом дорога, то не будет лишней
Какие проблемы ждут начинающих пенобетонщиков
- Наполнитель – обычно это песок, который нужно подбирать. К нему нужно вибросито. У Сармат-Торнадо они есть, но цена 100 тыс.руб. – для самостройщика серьёзное вложение. От этого зависит качество бетона.
- Вот ещё ряд затыков, которые проскальзывают в роликах: плотость бетона, плотность пены, снизу бетон плотный, сверху шапка менее плотного, при подаче на высоту в несколько метров из-за собственного веса бетона меняется его плотность. В общем много затыков, о которых узнаешь только когда сам попробуешь делать пенобетон.
Архитектор по домам из монолитного пенобетона
Ещё может сгодиться толковый проектировщик. На сайте Сармат-торнадо удалось найти архитектора. Возможно у него можно заказать просчёт конструкций и собственно проект дома.
Набоков Сергей Михайлович тел.: 8-928-226-25-61 email: architnab@mail.ru
Выводы
- Насколько я понял, в установках с пеногенератором всё совсем не просто. Нужно подбирать настройки чтобы получать пенобетон нужного качества.
- Кавитационная установка проще в использовании. Как Тойота по сравнению с Ладой. Меньше переменных, которые влияют на плотность и однородность пенобетона. В итоге на выходе стабильный состав пенобетона без “танцев с бубном” и тонких подстроек.
Итого: если есть бюджет — лучше брать Торнадо. Совсем минимум по деньгам — берём комплект у Игоря.
Оборудование для производства пенобетона
Мини-заводы компании ССМ-Холдинг (ГК Северстройматериалы) – это надежное мобильное оборудование для производства пенобетона. Абсолютно все модели мини-заводов используются не только на стройплощадке для производства монолитного пенобетона на объекте, но и в цеху для изготовления пеноблоков и элементов для возведения домов и зданий (стены, перекрытия и прочее), а так же для утепления крыш, полов, чердаков .
Установки с объемом смесителя от 200 до 500 литров установлены на четырех колесах, два из которых являются поворотными, это позволяет легко маневрировать на стройплощадке или перемещаться по цеху. Оборудование с смесителем 1000 литров и более установлены на четырех неповоротных колесах. Каждая установка оборудована пеногенератором для пенобетона с насосом для подачи пеноконцентрата. Корпус мини-завода обработано лакокрасочным покрытием Hammerite, которая обеспечивает защиту изделия от коррозии в течении 8 лет.
На протяжении всего срока службы оборудования компания ССМ-Холдинг обеспечивает своих покупателей информационной и технологической поддержкой.
Производство пенобетона
Для запуска оборудования не требуется каких-либо серьезных навыков работы. Необходимо определить место установки оборудования, подключить к ней воздух и воду, далее по инструкции настроить работу пеногенератора.
Оборудование предназначено для изготовления пенобетона плотностью 150-1200 кг/м3. Производство 1м 3 пенобетона теплоизоляционно-конструкционного, марки Д600 (прочность на сжатие 20 кг/см 2 ) требуется:
– Цемент М500 Д0 310 кг;
– Песок с фракцией до 3 мм 220 кг;
– Пена 1,15 кг (возможно отклонение, зависит от производителя пенообразователя).
На выходе имеем пеноблок высочайшего качества – иначе говоря биоблок, который соответствует государственному стандарту по всем параметрам: по прочности на сжатие, по морозостойкости, сорбционной влажности, по паропроницаемости и прочее, что недоступно с использованием синтетических пеноконцентратов.
Соблюдения регламента приготовления пенобетона и использование комплекта мини-заводов ССМ-Холдинг гарантирует быстрый выход на ГОСТ 25485-89, – изготовление пенобетона неавтоклавного твердения по техническим параметрам соответствующим государственному стандарту Российской Федерации.
Выгрузка смеси осуществляется путем подачи в смеситель сжатого воздуха от компрессора.
Преимущества оборудования
Долговечный подшипниковый узел.
Весь модельный ряд установок для производства пенобетона оборудован подшипниковым узлом с камерой компенсации давления. Такой тип подшипникового узла должен применяться в смесителях применяемые избыточное давление. Только такие подшипники применяются в профессиональном строительном оборудовании отечественного и импортного производства, которые для выгрузки смеси используют сжатый воздух. Такой узел превосходит все типы подшипниковых узлов, в том числе выносной подшипник на значительное расстояние.
Надежный привод
Около 10 лет назад, в смесителях от 0,5 м 3 и больше, ССМ-Холдинг (ГК «Северстройматериалы») перешло на шкиво-ременный привод, с использованием цилиндрического редуктора соединенного с валом, через втулочно-пальцевую муфту. Целью перехода было приблизить к «0» количество рекламаций. Это дорогой по себестоимости привод, где редуктор имеет две ступени защиты:
Приемлемым приводом эконом класса является шкиво-ременно – шестеренный для небольших смесителей до 0,3 м 3 . Мы не гонимся за низкой себестоимостью – предлагаем качественный продукт. В нашем производстве используются только надежные материалы и технологии!
Почему мы не используем мотор-редуктор, как это делают другие компании?
Использование мотор-редуктора позволило бы снизить себестоимость и как следствие конечную цену на оборудование, но есть серьезные аргументы, пренебрегать которыми при изготовлении профессионального оборудования для производства пенобетона нельзя.
Дело в том что, червячные редукторы, мотор-редукторы (см. рисунок) имеют сравнительно непродолжительный срок службы в результате быстрого износа при трении в соединениях. Обусловлено это тем, что взаимодействующая пара «червяк» – «шестерня» изготовлены из разного рода металлических сплавов. «Червяк» из твердой стали, шестерня из бронзового сплава. Строительные машины и механизмы работают в средне-тяжелых условиях эксплуатации. Любая отличная от равномерной, даже кратковременная нагрузка (попадание в смеситель крупных включений, комков, кратковременная перегрузка и прочее) непременно ведет к «выеданию» мягкой шестерни твердосплавным «червяком». Заклинивание вала, часто ведет к выходу из строя червячной пары, то есть редуктора. Вообще, любой привод на основе червячного редуктора не предназначен для использования в строительных машинах и механизмах.
Пеногенератор обеспечивает максимальным объемом пены
Для работы пеногенератора подойдет любой белковый пенообразователь как от отечественных так и от импортных производителей. Пеногенератор для производства пенобетона четвертого покаления, которыми комплектуются мини-заводы оборудован дополнительным узлом вспенивания позволяющий изготовливать сверхлегкий пенобетон Д150-Д300 на недорогих белковых пенах. Поры пены однородные, очень мелкие
0,1-0,3 мм, закрытой структуры.
Выгрузка пенобетона
Транспортировка готовой смеси производиться за счет сжатого воздуха от компрессора. Такой тип выгрузки не требует использования растворонасоса.
Повышенная ремонтопригодность
Все мини-заводы изготовлены с учетом возможности ведения удобного контроля состояния узлов и деталей, их доступностью и легкосъемностью.
Доступность
Не высокая цена на оборудование, позволяет без серьезных затрат на открытие начать собственный бизнес производства пеноблоков или строительных услуг (монолитный пенобетон). А также наша компания готова предложить приобретение любого комплекта мини-завода в рассрочку или кредит. Сегодня купить оборудование в рассрочку выгодно и безопасно.
Обзор оборудования для изготовления пеноблоков
Производство пеноблоков считается рентабельным бизнесом, при себестоимости раствора в пределах 800-900 рублей/м3 на выходе получаются востребованные кладочные изделия с хорошими прочностными и изоляционными показателями. Объем выпускаемой продукции и рабочие характеристики материала зависят от вида используемых установок для выработки пены и соединения компонентов, ассортимент предлагаемого оборудования включает как мобильные мини-станции, так и полностью автоматизированные линии с производительностью от 1,5 до 10 м3/ч. С целью сокращения затрат примпособления и формы для заливки могут приобретаться в б/у состоянии, экономия на сырье недопустима.

Как делают пеноблоки?
Процесс разделяется на 2 основных этапа: непосредственно замес бетона и изготовления самих изделий путем заливки в формы или резки. Тип установок для первого зависит от выбранной технологии, при классической схеме в линию включают пеногенератор, при второй задействуются мобильные и автономные баросмесители. Производительность последних ограничена 20-40 м3/сутки, их рекомендуют купить при необходимости выпуска в небольшом объеме или непосредственно на стройплощадке.
Автоматизированная линия с пеногенератором позволяет получить до 100 м3 материала в день. Плюсом является более экономное расходование пенобразователей и независимость от их основы. Активируемая в генераторах пена вырабатывается в большем объеме и имеет плотную структуру, при соединении ее с остальными компонентами в герметичном смесителе и нагнетании в нем давления на выходе получается устойчивый к усадке и расслоению состав с мелкими и равномерно распределенными ячейками одинакового диаметра. Рабочие показатели регулируются путем изменения пропорций и величины избыточного давления.
На дальнейшие действия влияет назначение раствора, при заливке его в опалубочные конструкции достаточно работы мобильного баросмесителя, компрессора и шланга для распределения состава. При необходимости выпуска пенобетонных блоков с определенными габаритами реализуется литьевая или резательная технология. В первом случае смесь заливается в кассетные формы с заданными размерами, разбираемыми преимущественно вручную (реже – автоматически), во втором – в легкосъемную опалубку с последующим разрезанием монолита на отдельные изделия.
При литьевом способе объем продукции ограничен числом форм и привлеченных работников. Большинство операций (сборка, смазывание форм, распалубка и очистка стенок) выполняются вручную, для организации непрерывного изготовления в пределах 10 м3 требуется как минимум 2 комплекта по 10 форм, затраты на их приобретение в новом состоянии достигают 100000 рублей, б/у – от 50000 и выше. Такой способ не лишен преимуществ (возможность сделать изделия в домашних условиях, отсутствие потребности в станках для резки), но при планировании выпуска в промышленных масштабах он не подходит.

К явным недостаткам литьевой технологии относят плохую геометрическую точность (отклонения в размерах превышает ±5 мм, что не соответствует требованиям ГОСТ), потребность в значительных площадях для размещения форм до их распалубки, большое количество ручных операций (автоматизация допускается на этапах заливки или разборки кассет, но приобрести такое оборудование для производства пеноблоков могут не все), сложности при необходимости изменения размеров (в этом случае придется делать или покупать новые поддоны и перегородки). Для 10 м3 потребуется привлечение не менее 8 работников и площадка от 600 м2, что отрицательно сказывается на итоговой стоимости кладочных материалов вне зависимости от используемой установки для замеса.
При выборе резательной технологии ячеистая смесь заливается в формы без внутренних перегородок и набирает в них прочность в течение 6-9 ч. После этого легкосъемная опалубка перемещается с помощью траверса на станок и разбирается. С полученного монолита витыми тонкими струнами удаляется горбушка и далее он разрезается на элементы заданного размера с геометрической точностью в пределах ±1 мм. Они захватываются специальным устройством и переносятся на отдельный участок для просушки, занимаемой от 12 до 24 ч.
К преимуществам резательной технологии производства относят полную автоматизацию процессов и высокую скорость операций (цикл резки пенобетонных блоков занимает не более 5-7 минут при минимальном вовлечении оператора), хорошую однородность материала за счет равномерного распределения в опалубке, возможность контроля и изменения размеров изделий и высокое качество их граней и поверхностей. Для организации запуска непрерывной линии изготовления привлекается 5-6 работников и от 600 м2 свободного пространства. Единственным минусом является потребность в покупке дорогостоящих резательных агрегатов (при цене от 450000 рублей за новое оборудование и от 350000 – за б/у).

Потребность в сырье, особенности подготовки компонентов
Понадобятся портландцемент с маркой прочности от М400 и выше, мелкозернистый кварцевый песок и чистая вода. В качестве пенообразователя используются вещества на синтетической и белковой основе (как растительной, так и животной), первые относятся к универсальным и могут вводиться непосредственно в раствор в емкости баросмесителя, вторые требуют обязательного задействования пеногенераторной установки. Для ускорения схватывания и обеспечения стабильных характеристик в состав также добавляют специальные затвердители.
Помимо главных ингредиентов для упрощения процесса рекомендуется приобрести эмульсии (для смазки форм или для ввода непосредственно в пенобетон).
Минимально допустимое водоцементное соотношение смеси – 0,38, оптимальный диапазон варьируется в пределах 0,4-0,45. Превышение его в большую сторону отрицательно сказывается на прочностных параметрах, в меньшую – уплотняет ячеистую структуру за счет забора цементом влаги, приводящего к снижению объема вводимой пены. В ходе замеса рекомендуется поддерживать температуру воды в пределах +25°С, если иное не прописано в инструкции. Наличие посторонних примесей отрицательно влияет на количество вырабатываемых пузырьков и на итоговое качество пеноблоков, при необходимости производства большого объема изделий целесообразно купить и ввести в линию системы фильтрации.

Расход компонентов напрямую зависит от ожидаемой марки плотности ячеистого бетона, при его изготовлении в промышленных масштабов точная рецептура является секретом компаний. Сделать раствор в домашних условиях проще всего по указаниям в инструкциях. Ориентировочные соотношения для 1 м3 смеси при использовании синтетического пенообразователя для наиболее востребованных в частном строительстве марок приведены в таблице ниже:
| Марка плотности | Масса портландцемента М500, без добавок, кг | Масса песка с размеров фракций в пределах 2 мм, кг | Доля синтетического пенообразователя (Ареком или его аналоги для бароустановок), л | Масса ускорителя твердения |
| D600 | 310 | 210 | 1,16 | 0,5 |
| D800 | 320 | 400 | 1,12 |
Помимо чистоты воды на итоговые характеристики сильно влияет активность вяжущего и качество мелкофракционного наполнителя. Использование дешевых компонентов недопустимо, песок рекомендуется просеивать и беречь от сырости. При организации непрерывного выпуска все сухие ингредиенты хранятся в специальных емкостях (цемент – в силосах или их аналогах, песок – в бункерах с засыпкой после просеивания). На практике это означает потребность в защищенной от внешних воздействий площадке, при круглогодичном изготовлении с производительностью в пределах 10 м3 за сутки – от 150 м2 и выше, при получении пенобетонной смеси и заливки ее по формах летом – от 80 м2. Для упрощения процесса загрузки и контроля пропорций в технологическую линию вводятся дозаторы, конвейерные ленты и шнеки.

Перечень необходимого оборудования
Основной рабочей характеристикой является производительность, в зависимости от ее величины агрегаты разделяются на мобильные, обслуживаемые вручную, и работающие в едином автоматизированном комплексе. Ассортимент первых представлен как простейшими моделями баросмесителей (БАС-130, позволяющий делать пеноблоки при подключении к обычной сети 220 В, Санни-014 и 025, ГБС-250 и 500), так и комплектами с компрессорами и пеногенератором (ПУ-10М).
| Тип линии | Ожидаемая производительность, рекомендуемая область использования | Комплектация |
| Мобильная установка | До 1,5 м3 за один цикл запуска, в домашних целях. | Газосместитель со встроенным компрессором. Обычные модели работают от сети 220 В, промышленные – от 380 |
| Мини-линия | До 15 м3 в сутки, требует привлечения 3 работников для обслуживания | Смеситель, активатор пены, водяной бак |
| Мини-завод | До 25 м3 в сутки, автоматизированное производство | То же, плюс система резки и перемещения форм |
| Конвейерные линии | До 150 м3, обслуживаются силами 8 работников, требуют площади от 600 м2 | Стандартная комплектация (смеситель, пеногенератор, система заливки), установки для резки и перемещения пеноблоков, бункера для хранения компонентов и конвейеры для их доставки, дозаторы |
| Стационарные линии | До 60 м3, комплекс, обслуживаемый силами 1 человека, размещается на складе площадью в пределах 500 м2 | То же, при условии полной автоматизации |
Основным узлом является пенобетоносмеситель, его рабочие показатели напрямую зависят от объема чаши, величины нагнетаемого давления и мощности привода. При их выборе предпочтение отдается устройствам с возможностью автоматической очистки перемешивающих лопаток от раствора, удобными воронками для загрузки ингредиентов (как дозированной, так и ручной) и специальными люками для обслуживания, позволяющими извлечь состав при аварийном останове оборудования.

Важно понимать различие между специализированными установками для баротехнологии и так называемой раздельной линией. Первые позволяют использовать синтетические пенообразователи и смешивать компоненты без их активации в отдельном баке, их выбор целесообразен при необходимости получения конструкционных пеноблоков с маркой плотности от 500 кг/м3. Смеси в таком оборудовании перемешиваются быстро и нуждаются в контроле оператором при выгрузке, передержка или ошибки в пропорциях могут привести забивке шланга или патрубка.
Активация пены в отдельном генераторе исключает такие проблемы, но введение устройства увеличивает затраты на запуск линии. К однозначным преимуществам раздельной технологии относят возможность сделать изделия с низкой маркой плотности (300-400 кг/м3, используемых в качестве теплоизоляционных), ввод белковых составов, положительно влияющих на прочностные характеристики пенобетона, и получение более равномерной структуры за счет совместного контроля кратности пены и давления в смесителе.
Свои плюсы и минусы имеют оба варианта, но большинство фирм склоняются к раздельной технологии. Дополнительно покупаются компрессор, бак для соединения и перемешивания воды и пенообразователя, насос, пеногенератор и баросмеситель, соединяющий сухие компоненты и пену в течение 3 минут и подающий полученный бетон под избыточным давлением. При такой схеме основные узлы могут подключаться как к общему пневмооборудованию (оптимальный вариант, выбираемый большинством изготовителей), так и работать от компрессоров.
Запуск полу- или полностью автоматизированного комплекса для выпуска качественных блоков невозможен без наличия бункеров для хранения компонентов, дозаторов, системы резки и перемещения готовых изделий. При промышленных масштабах подбор типа линии (мощная конвейерная или стационарная со средней производительностью) зависит от требуемых объемов, затраты на их приобретение и запуск приблизительно одинаковые, обслуживание первых обходится дороже.
Ориентировочная стоимость установок
Цены на востребованное оборудование для изготовления пенобетона при приобретении с нуля приведены в таблице ниже. Лучшие отзывы имеют установки российских фирм Строймеханика, МЕТЕМ, Строй-Бетон и RusBlok. Продукция поставляется с подробными инструкциями по организации техпроцесса выпуска блоков, при необходимости эти компании оказывают услуги по запуску и оптимизации работы комплексов и мини-заводов.
| Тип | Комплектация | Ориентировочная производительность, м3/ч | Цена, рубли |
| Мобильная установка для приготовления и подачи строительных составов ПУ-10М | Пеногенератор, смеситель, компрессор, героторный насос, облегченные армированные шланги и пульт управления | 3-6 | 477000 |
| Мобильная установка Строймех БАС-130, запитываемая от сети 220 В | Баросмеситель, переходник на пожарный рукав для выгрузки | 0,72-1,44 | 62000 |
| Санни-014, Стройбетон | Закрепленный на станине баросмеситель с набором измерительной аппаратуры и шлангом | 1,5 | 80400 |
| Полностью автоматический комплекс Фомм-ПУСК 2 Стройбетон | Установка для производства, дозатор, устройства хранения компонентов, САУ, транспортеры и шнеки | До 80 в смену | 1496000 |
| Полуавтома-тизированная линия Старт 500 Метем | Скиповый подъемник с дозатором, мобильная станция, пеногенератор, дозатор воды, формы для выпуска 20 шт за раз | До 20 в смену | 845000 |
| Автоматизированный завод Метем-Профи с резательным комплексом АЗП-03 | Пенобетоносмеситель, бункера для хранения компонентов и система их подачи | До 140 в сутки | 3820000 |
Монтаж самодельной установки для изготовления пенобетона: разбираемся в общих чертах

Пенобетон – популярный строительный материал. Он обладает преимуществами и эксплуатационными свойствами. Установка для пенобетона позволяет сделать его самостоятельно в домашних условиях. Человек может не обладать навыками в строительстве. Ему достаточно внимательно ознакомиться с инструкцией и правильно выбрать компоненты.

Интерьер и декор
Сотни идей для Вашего интерьера!
Принцип работы
Установка для производства пенобетона своими руками собирается после выяснения принципа ее работы. Пеногенератор – специальное устройство, позволяющее получить необходимое количество пены.
Пенобетонная установка собирается из трех модулей:
- Часть, используемая для образования вспененного состава и его транспортировка.
- Автоматическое дозирование составных частей выполняется контрольным элементом.
Начинается изготовление пенобетона в домашних условиях с попадания раствора в пеногенеретов. Здесь он смешивается с необходимым количеством воздуха.
Строители считают оптимальной производительность в пятьсот литров в минуту.

Установка дополняется смесителем, подключаемым к пеногенератору. Элемент заменяется лопатой или другим приспособлением. В таком случае придется вручную производить смешивание. Бетоносмеситель позволяет в автоматическом режиме выполнять смешивание отбельных компонентов для раствора.
Самодельная установка для пенобетона будет выполнена правильно, если в процессе ее создания учесть нюансы. На первом этапе потребуется выбрать марку бетона. Покупать следует также качественный песок и смесь, используемую для образования пены. Рекомендуется предварительно провести следующие расчеты:
- Для получения площади поверхности всех стен перемножают высоту, ширину и периметр комнаты.
- Периметр – это сумма всех длин стен. Его получают посредством суммирования их величины.
Пенообразователь для пенобетона своими руками
Состав пенообразователя:
- каустическая сода (едкий натр) – 0,15 кг;
- канифоль – 1 кг;
- столярный клей – 0,06 кг.
Технология изготовления несколько трудоемкая и занимает
много времени. Поэтому целесообразна только при значительных объемах работ.
Как сделать пенообразователь для пенобетона в домашних условиях
Приготовление предусматривает выполнение двух этапов:
- смешивание клеевого раствора. Для этого кусочки сухого клея
заливаются водой (1:10) и оставляют на сутки. За это время клей немного
разбухнет, но будет держать форму. Поэтому, емкость с водой и клеем нагревают
до 60 °С (при постоянном перемешивании). Клеевой раствор готов, когда все
кусочки растворились и образовали однородную массу; - приготовление канифольного мыла. С этой целью натр доводят
до кипения. Затем в него постепенно вводят канифоль. Процесс кипячения займет
около 2-х часов до полного растворения канифоли.
Примечание. Канифоль следует предварительно раздробить.
Оба состава смешиваются, когда канифольное мыло остынет до 60 °С.
Примечание. При смешивании канифольное мыло вливают в
клеевой раствор. Пропорция для смешивания 1 : 6.
Полученную смесь заливают в пеногенератор и получают пену
высокой плотности. Оптимальной для использования считается пена плотностью 80
гр/дм.куб. Использование менее плотной (более воздушной пены) ухудшит качество
блока и приведет к быстрому его разрушению.
Примечание. Проверить качество пены, можно наполнив ею
ведро. После переворачивания ведра пена должна удержаться внутри.
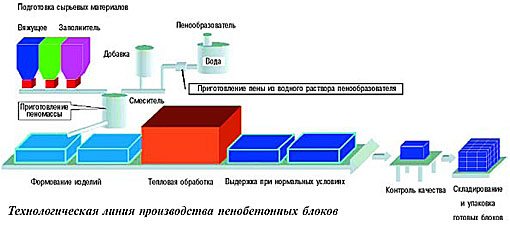
Схема производства пеноблоков показана на рисунке.
Схема производства пеноблоков
Отметим, что подобно первому блину, первые пенобетонные
блоки обычно также выходят комом. Этому есть несколько причин:
- сложность дозирования составляющих компонентов в растворе;
- повышенное/пониженное содержание воды в растворе;
- повышенное содержание пенообразователя в растворе. Его
расход не должен превышать 1,5 л. на 1 м/куб.
Во-первых, потому что пенообразователь дорогой.
Во-вторых, потому что увеличение его в составе смеси
увеличивает время на затвердение бетона.
В-третьих, потому что это снизит прочность блока.
- варьированием времени замеса;
- экспериментальное определение времени для набора прочности
блоками;
- режимом сушки готовых (расформованных) блоков.
К сожалению, подобные эксперименты не только продлевают
время строительства, но приводят к дополнительным расходам. Однако, как
свидетельствуют пользователи, они вполне оправданы. Тем более что, дефектные
пеноблоки могут быть использованы в качестве засыпки под пол, а б/у
оборудование для производства пенобетона можно продать.
Примечание. Как показывает практика, лучше делать
конструкционные пеноблоки (марки D-900 и выше). Они содержат меньше пор, по
сравнению с теплоизоляционными, и новичкам их изготавливать проще.
2 вариант – изготовление оборудования для пенобетона своими руками
Для начала отметим, какое вообще нужно оборудование для
производства пеноблоков при использовании классической двухстадийной технологии
производства.
Заводская комплектация мини-завода по производству пенобетона включает в себя:
- пеногенератор с компрессором для подачи воздуха;
- смеситель (в частном производстве используется обычная
бетономешалка); - формы для пеноблоков;
- дополнительное оборудование: манометр, насос.
Комплектация стандартной пенобетонной установки показана на
схеме.
Рассмотрим, как сделать каждый из перечисленных видов оборудования в домашних условиях из подручных средств.
Компрессор
Для получения смеси с необходимыми свойствами требуется сжатый воздух. Он получается посредством работы компрессора. Механизм предполагает выработку и подачу воздуха с избыточным давлением. Его сила напрямую зависит от мощности установки. Существует несколько схем работы, которые позволяют получить пенобетон. Установка для производства пенобетона может иметь один из следующих видов компрессора:
- Роторно-винтовой.
- Роторно-пластинчатый.
- Поршневой.

Как самому сделать установку для производства пенобетона напрямую зависит от выбранного варианта работы. Дополнительно компрессоры отличаются производительностью, давлением, средой для сжатия. Они бывают стационарными или мобильными. Последний вариант пользуется популярностью, ведь используется на стройках любого типа. Его характеристики удовлетворяют потребности работников.
При выборе компрессора необходимо оценить его возможность обеспечить установку необходимым количеством воздуха. В серии БАС используются устройства, в состав которых дополнительно входит ресивер. При выборе агрегата внимание обращается на его мощность и общую производительность труда. Если у компрессора будет сбой, то от общего объема воздуха будет напрямую зависеть длительность работы. Немаловажную роль показатель играет в устранении пульсации. Они возникают в случае неправильной подачи воздуха под давлением.
Сделать можно различную по мощности установку. К примеру, рассмотрим параметры установок БАС в лмин:
- Установка для пенобетона БАС 130 делает 200. Объем ресивера – 30 л.
- БАС 200 – 250. Ресивер – 30 л.
- БАС 250 – 300. Ресивер – 50 л.
- БАС 350 – 400. Ресивер – 50 л.

В процессе выбора компрессора следует проанализировать – будет ли он применяться для других целей. К примеру, из него можно сделать краскопульт или другие полезные установки.
Пеногенератор
С помощью данной части оборудования удается преобразовать раствор в пену. Строители с опытом сходятся во мнении, что ее лучше купить в готовом виде, а не делать своими руками. Пеногенератор или поризатор для пенобетона составляется посредством следующей инструкции:
- Подготовка большой и герметичной емкости. К примеру, вполне можно использовать бочку.

- Внутрь помещается вода и специальное вещество. С помощью последнего будет получаться пена.
- Подсоединение компрессора к нижней части установки. Вверху потребуется сделать специальное отводное отверстие.
- Регулировать подачу веществ удобно с помощью специального вентиля.
- Выходное отверстие соединяется посредством тройника. Со стороны подачи воздуха также потребуется установить второй вентиль.
- Чертежи оборудования для производства пенобетона содержат два выходных отверстия. На каждом из них должен быть клапан. В таком случае удастся правильно отрегулировать подачу кислорода и жидкости.
- По инструкции смесь проходит через решетки, а затем попадает в отсек. Посредством процесса удается сформировать пену. На выходе из тройного распределителя также должна быть установлена специальная насадка. Если установка делалась в домашних условиях, то в этом качестве применяется глушитель с автомобиля. Предварительно в его структуру должна быть внесена решетка или другой пористый материал.

Качественный компрессор можно также получить из пылесоса. Его мощности хватит для выполнения всех манипуляций. Емкость в такой схеме выполняет роль ресивера, а бароустановка для производства пенобетона функционирует в нужном объеме.
Самодельное оборудование для производства пеноблоков — видео
Устройство пеногенератора для пенобетона в домашних условиях
Второй составляющей производства пеноблоков, которую можно
изготовить своими силами является форма для заливки пенобетона.
Формы для пеноблоков своими руками
Формовочная емкость может быть изготовлена из любого
материала: фанеры, металла, пластика. Главное требование, материал не должен
деформироваться в процессе заливки раствора.
Изготовление формы предполагает прохождение двух этапов:
- расчет формы для пенобетона;
- изготовление формы для пенобетона.
Как правильно рассчитать размер формы для пеноблоков?
Строительные блоки (стеновые) обычно производятся в таком
соотношении (пропорции) длина : ширина : высота – 4 : 2 : 1. Такое соотношение
является оптимальным, поскольку позволяет выполнить перевязку рядов кладки без
подрезки блоков. Таким образом, если глубина формы 150 мм, то ее ширина и длина
будут соответственно равна 300 и 600 мм.
Для частного производства пенобетонных блоков, целесообразно
использовать форму, позволяющую одновременно изготавливать до 30 пеноблоков.
Обратите внимание, длина формы будет длиннее, чем суммарная
длина блоков. Это обусловлено тем, что перегородки в форме имеют определенную
толщину.
Примечание. Лучше устанавливать перегородки таким образом,
чтобы плоскость наибольшей площади оказалась сверху. Таким образом,
обеспечивается более быстрое высыхание блока и равномерный набор прочности
пенобетона. По этой же причине не рекомендуется делать многоуровневые формы.
Как сделать формы для пеноблоков своими руками?
Процесс изготовления формы начинается с устройства дна. К
нему жестко крепятся боковые стенки и устанавливаются разъемные внутренние
перегородки.
Мастера советуют делать форму для пенобетонных блоков
разборной. Такой прием позволит варьировать размеры блоков. По этой же причине
перегородочные пластины не следует сваривать между собой. Лучше сделать в них
разрезы до половины ширины и соединить через них.
Если используется фанера в качестве материала для
изготовления опалубки, то нужно крепить перегородки гвоздями. Уголки, распорки и
т.п. отпечатаются на готовом блоке. Это не нанесет ему вреда, но и красоты не
прибавит.
Совет. Лучше применять ламинированную фанеру.
Схема-чертеж формы для пеноблоков и внешний вид показаны на
рисунках.
Схема-чертеж формы для пеноблоков
Схема-чертеж формы для пеноблоков (размеры элементов опалубки)
Металлическая опалубка (форма) для производства пеноблоков
Сборка формы для производства пеноблоков
Преимуществом самодельной формы является возможность
получения пеноблоков нестандартной длины или конфигурации.
Примечание. При изготовлении формы из фанеры, перед заполнением
бетоном ее нужно затянуть прочной пленкой. В противном случае, фанера потянет
влагу из сырого раствора, что повлечет деформирование формы и искажение
характеристик пенобетона. Использование пленки упрощает также процесс
расформовки блоков.
Оборудование для производства пеноблоков: технологии приготовления смеси, способы формовки изделий. Необходимое оборудование
Из всего многообразия современных строительных материалов стоит выделить пенобетон – инновационную разработку, придавшую обычному бетону ряд дополнительных качеств. Существует специальное оборудование для для производства пеноблоков, которое вспенивает смесь из воды, песка и цемента, делая структуру продукта ячеистой внутри.
В результате чего материал приобретает не только облегченную массу, но и ряд других положительных свойств.

Преимущества пенобетонных блоков

- Легкий вес. Готовая продукция по массе в три раза легче обычного бетона и в 2,5 раза – кирпича. Благодаря этому вес аналогичных конструкций не создает больших нагрузок на несущие системы и перекрытия, а также фундамент.
- Высокий коэффициент надежности. Материал не подвержен возгоранию, гниению, агрессивным средам, не реагирует на высокие перепады температурного режима. Срок службы пенобетона практически не ограничен.
- Теплосберегающие свойства из-за пор внутри каждого блока. Вследствие чего не требуется дополнительного дорогостоящего утепления стен дома из пеноблоков. Дом из пенобетона обойдется по энергосбережению примерно на 30% дешевле аналогичного бетонного.
- Повышенная прочность. К примеру, при плотности 400/1400 кг/см3 коэффициент сжатия будет 10/100 кг/см3.
- Хорошая воздухопроницаемость. Ячеистая структура позволяет стенам дышать, поэтому, внутри помещения создается благоприятный микроклимат. Такого результата ранее можно было добиться только в деревянных домах.
- Ускоренный монтаж строения. Как и оборудование для производства пеноблока выдает готовую продукцию с предельной скоростью, так же и строительство не представляет сложностей. Большие размеры и четкие формы без изъянов, а также возможность ручной обработки в случае необходимости значительно облегчают задачу.
- Экологичность материала. Используются натуральные компоненты, а технология производства не загрязняет окружающую среду.
- Повышенные звукоизоляционные свойства. Вспененная пористая структура хорошо держит не только тепло, но и гасит нежелательные шумы. В доме из пенобетонных блоков гораздо тише, чем в бетонном строении.
Обратите внимание!
Так как спрос на данную категорию материала велик, и постоянно растет, имеет смысл открытия производства пеноблоков.
Этим успешно занимаются на данный момент многие фирмы и частные предприниматели.
Имеет большое значение невысокий начальный капитал, который понадобится вложить в оборудование по производству пеноблоков.
Методы изготовления блоков
Небольшое производство потребует первоначально всего около 300 000 рублей, необширный штат рабочих и минимальную площадь для мини-цеха.
Технологии приготовления смеси
Первым является баротехнологический метод. Считается наиболее экономичным, так как не требует больших затрат на оборудование. Малые фирмы и предприятия предпочитают именно его.
- В специальный смеситель отправляются вода, песок, цемент, убыстрители затвердения и пенообразовательный состав.
- После туда впускается воздух.
- Компоненты тщательно перемешиваются.
- Готовую смесь под высоким давлением подают в отливочную форму для пеноблоков, где она приобретает окончательный вид и затвердевает.
Процесс настолько прост и недорог, что мини-производство своими руками и силами сможет открыть практически каждый.
Но есть и несколько отрицательных пунктов, это:
- невысокая прочность готовой продукции, из-за большой доли воды в смеси;
- поры получаются слишком крупными, что также сказывается на прочности материала;
- синтетические добавки и пенообразователи, обязательно добавляемые в смесь, сказываются на экологичности продукции.

Второй способ – это применение парогенератора. Хотя в этом случае имеет место более высокая стоимость оборудования для производства пеноблоков, продукция получается более качественной. Здесь есть возможность с помощью дозатора вводить компоненты в оптимальных пропорциях.
Причем, вначале в смеситель отправляются сухие составляющие (песок и цемент), а затем добавляются жидкие (вода, необходимые добавки). При смешивании в емкость вводится пена, и все соединяется окончательно.
Плюс метода в том, что возможно дозировать в любой пропорции компоненты, таким образом, делая блоки заданной прочности. Полуфабрикат под давлением попадает в формы, где приобретает окончательную конфигурацию и нужную плотность.
Обратите внимание!
Таким образом, произведя немногим большие затраты, чем в предыдущем случае, можно получить прибыль, которая окупит вложения.
Вы получите абсолютно экологически чистый материал, намного более прочный и качественный.
Способы формовки изделий

- Технология литья. В этом случае смесь заливается в специальные формы кассетного типа из металла. Самыми востребованными размерами принято считать формы высотой в 60 см.
Как плюсы можно рассматривать простоту технологии, а также приемлемую стоимость оборудования. Среди минусов – частое несовпадение блоков по размерам, нередкий брак в геометрии.
Это происходит, если используются самодельные некачественные формы, цена на которые намного ниже, чем на изготовленные профессионально. Нередко несоблюдение технологии приводит к браку, неровные углы возникают из-за недостаточной просушки блока.
Ускоряя процесс, недобросовестный изготовитель вытаскивает изделие из формы раньше положенного срока. - Способ резки. Состоит из двух этапов формовки – отливки готовой смеси в очень большую форму, далее — распалубка и нарезка на блоки нужного размера.
В результате получается материал с очень точными геометрическими формами и размерами. Для нарезки используют цепные и ленточные пилы, а также струны.
Необходимое оборудование

- Бароустановка. Комплекс без парогенератора для производства пенобетонной смеси. В смесителе установлен активатор, за счет чего происходит смешивание компонентов с добавлением пены. Очень подходящий вариант для малого бизнеса, обслуживается 1/3 рабочими, надежный и производительный (до 1,3м3/час). Масса аппарата 300 кг, мощность 3 кВт, объем емкости 260 л.
- Вибросито. Для мини-бизнеса подходящий вариант, отсеивающий цемент и песок. Комплект состоит из электродвигателя, рамы, лотка и сетки. Производительность до 4,4 м3/час.

- Компрессор для бароустановки. Поршневой одноступенчатый масляный прибор с прямым приводом, производительностью на входе – 250 л/мин, на выходе – 160 л/мин, мощностью 1,5 кВт.
- Пенообразователь. Компонент для получения смеси пенобетона. Расход пенообразователя составит от 0,25 л/м3 до 1,2 л/м3 смеси, в зависимости от степени пористости готовых блоков.
- Металлические формы для отливки. В зависимости от объемов производства потребуется разное количество форм. Чтобы произвести одновременно 30 блоков размером 60×30×20 см, потребуется одна разборная форма кассетного типа. Крайне нежелательно использовать самодельное устройство, это отразится на качестве блоков не в лучшую сторону.
- Пеногенератор. Производит техническую пену для производства.
- Комплекс для резки. Потребуется в случае применения при производстве не литьевой, а резательной технологии.
Вывод

Если вы решили открыть свой бизнес по изготовлению строительных пеноблоков, решайте вопрос, исходя из вашего бюджета. Самым экономичным, как было сказано выше, считается применение бароустановки и литьевой способ изготовления. Для этого можно даже приобрести б у оборудование, и начать свое дело в гараже или на даче.
Выпускать продукцию резательным способом обойдется как минимум в два раза дороже. Потребуется собственный пеногенератор и резательные станки, что стоит недешево. Но и блоки порадуют качеством и будут пользоваться хорошим спросом, что быстро окупит вложения.
Для крупного бизнеса придется закупить целую линию с необходимым оборудованием, и составить штат рабочих. А в представленном видео в этой статье вы найдете дополнительную информацию по данной теме.





