Соединение проводов сваркой
 Кроме описанных ранее способов соединения проводов (смотрите статью Способы соединения проводов: от скруток до пайки) , достаточно широко в последнее время применяется сварка.
Кроме описанных ранее способов соединения проводов (смотрите статью Способы соединения проводов: от скруток до пайки) , достаточно широко в последнее время применяется сварка.
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 – 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
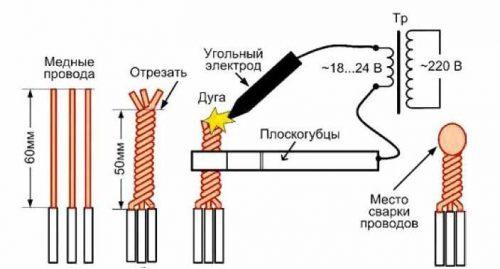
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 – 90А. Для двух – трех проводов сечением 2,5 мм2 ток достигает уже 80 – 100А, а для трех-четырех 100 – 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 – 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 – 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш – образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 – 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 – 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 – 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
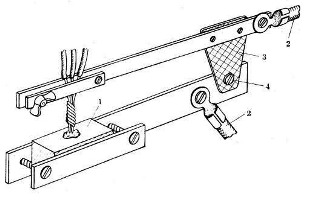
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
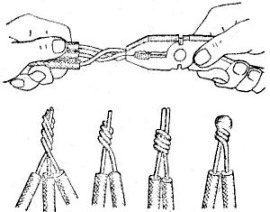
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Сварочник для проводов.

Существует много способов соединения проводов, самые доступные это: скрутка и пайка, но сегодня остановимся на сварке. Именно сварка делит первое место с пайкой. В этих двух видах соединения есть свои минусы и плюсы, и каждый случай применим и не применим в конкретном случае.
Если нужно соединить большое количество проводов, то сварка это самый качественный и быстрый способ. А так же не требует расходников.
Далее выложу фотки моего сварочного, к сожалению когда его я делал то на драйве не был зарегистрирован, потому нет фото “внутрянки”.

Корпус от старого понижающего транса на 36 вольт.
Вместо старого транса стоит новый на 24 вольта и на 350 ватт (в идеале нужен чуть по мощнее).
Первичная обмотка соединена через автомат с сеть 220 вольт. Со вторичной обмоткой соединены с проводом КГ 2Х1.5 (один провод кг 2х1.5 соединен с плоскогубцами, другой с угольной щеткой от Камаза) плоскогубцы и угольные щетки.
Через второй автомат с сетью 220 вольт соединены, (для охлаждения транса) через зарядник для телефона на 5 вольт Вентилятор для корпуса системного блока ( для него на корпусе сделаны прорези, по три штуки с четырех сторон), и розетка (удобно если нужно запитать доп. прибор).


На посатижи наварена шпилька на 6, и двумя шайбами и гайкой зафиксирован провод.
Держак для щетки сделан из медной трубки, и надет шланг подходящего диаметра.



Варить нужно следующим образом: плоскогубцами берем скрученный провод и прикасаемся на 2 — 3 секунды щеткой.


Таким способом можно сварить провода сечением 8 — 10мм2
Удобен тем что соединение получается быстро и не нужно расходников (флюс, припой)
Минусы тяжеловат (4- 5кг) и нужны растраты чтобы изготовить.
Также для таких целей годится инверторный сварочный аппарат.
Метки: соединение проводов.
Комментарии 120



встречал такое в старой ламповой раиоаппаратуре или где-то еще такой тип соединения элементов

Мужики, ищу такой для своей работы
Мож есть у кого самодельный бюджетный?
Щетки стартера паять надо

В 80-х годах в СА, в ремротах была приблуда для напаивания клемм АКБ и для сварки проводов. Держатель для грифеля от круглой батарейки Источник тока — сами же АКБ. Для лучшей сварки мона добавлять буру.

Я как то делал сварочный такой для опайки скруток распределительных коробок. Только смысл был чуток другой графитовый стержэнь в нем отверстие и всё тут если засверлить в щётке бырку диаметром под скрученный провод то будет опаиватся еще лучше.

У моего бати давно такой…электрик

а я использую маленький аккум от бесперебойника, вместо транса. это позволяет таскать приблуду куда угодно, эффект тот же

После перемотки двигателя, также сваривал провода.

Вещь необходимая, для сварки проводки в доме, например, даже незаменимая. В машине я бы не стал таким пользоваться. Этим хорошо варить одножильные провода. Многожильные лучше на гильзы. Имхо, в машине варить проводку не стоит по многим причинам, тонкий многожильный провод может просто отгореть, подгарают жилки и сечение и без того тонкого провода уменьшается, при сварке возможен разлёт металла в стороны — можете испортить интерьер и экстерьер авто, не говоря о том, что может и ковролин загореться. Сам тонкий провод “отжигается” и теряет свои прочностные характеристики.

Видно по фото, как жилы покраснели. подгорели.
Т.е. это место быстро сгниет.
Алюмишка при сваре снаружи окисляеться и ничего ей не будет.
не сгниет. медь в конце концов задубеет, а там и патиной покроется…а вот алюминь гниет как сахар в воде
Да хрен она дубеет со временем. Часто отжигаю толстый медный провод одножильный, чтобы был мягче, бывает нужен такой, ни разу он не задубел ))). А патина это ни что иное как окисел, вот потом и получается труха ))).
не сгниет. медь в конце концов задубеет, а там и патиной покроется…а вот алюминь гниет как сахар в воде
Люмишка сама себя защищает)) детали из аллюма в земле десятки лет пролежат и не сгниют.
Люминь то скрутки в панельках по 30-40лет, то завареные стоят. И если сеть не перегружают то и проблем не знают.
А вот для меди специально используют обжимной шмурдяк. И эта практика вырабатана годами.
однако, время показало, что кровли кроют медью…но никак не люмелем ;-))
Однако как показало время, провода имеющие даже минимальный эл.потенциал и контакт влагой, за пол года станут коричнево зелеными.
Вещь необходимая, для сварки проводки в доме, например, даже незаменимая. В машине я бы не стал таким пользоваться. Этим хорошо варить одножильные провода. Многожильные лучше на гильзы. Имхо, в машине варить проводку не стоит по многим причинам, тонкий многожильный провод может просто отгореть, подгарают жилки и сечение и без того тонкого провода уменьшается, при сварке возможен разлёт металла в стороны — можете испортить интерьер и экстерьер авто, не говоря о том, что может и ковролин загореться. Сам тонкий провод “отжигается” и теряет свои прочностные характеристики.

у меня инверторный сварочный есть…то что к нему приладил держатель проводов и графитовый стержень и можно сваривать провода?

Да. Но для инвертора есть свои специальные электроды.
у меня инверторный сварочный есть…то что к нему приладил держатель проводов и графитовый стержень и можно сваривать провода?
продаются и держатели спецыальные и электроды. поспрашивай по магазинам или на рынке

Вещь! Т.е. для спайки нужен только мощный трансформатор 24-36 вольт?
Да. Для сварки нужен только транс.
защиту надо ставить перед трансф? Автомат вы ставили только для охлаждения? h-a.d-cd.net/ef18f14s-480.jpg
Автомат стоит перед трансом, но не для защиты а для включения. Второй автомат для охлаждения и для розетки.

Так держать ! нужная вещь в хозяйстве! А кто ее собрал респект!

Видел такую технологию на стройке. Даже сам пробовал, удовольствие от процесса выше, чем с паяльником! Уголек можно достать из батарейки нахаляву. Кстати этими угольками и резать металл удобно обычным сварочником.

Кому не нравится пусть критику пишут, а Ты совершенствуйся и
кидай фотки еще, чего-нибудь интересного.


Зачем такой колхоз, когда все уже давно изобретено?
1) СВАРОЧНИК любой — это прибор повышенной опасности
2) зачем варить, если можно спаять?
3) при всех вышеперечисленных пунктах изоляция ближе к месту соединения с использованием температуры теряет свою первоначальную структуру, что влияет на ее изоляционные свойства
4) как человек который каждый день сталкивается с электрикой советую СОЕДИНИТЕЛЬНЫЕ КОЛПАЧКИ (ЦЕНА ВОПРОСА 3 КОПЕЙКИ, ПРОСТО, НАДЕЖНО, БЕЗОПАСНО)
4.bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается,
+ жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!

Сравнивать сварку и скрутку колпачком? Да вы?
Каждому свое, но одинакового рузультата можно добиться разными способами каждый выбирает свой.

Зачем такой колхоз, когда все уже давно изобретено?
1) СВАРОЧНИК любой — это прибор повышенной опасности
2) зачем варить, если можно спаять?
3) при всех вышеперечисленных пунктах изоляция ближе к месту соединения с использованием температуры теряет свою первоначальную структуру, что влияет на ее изоляционные свойства
4) как человек который каждый день сталкивается с электрикой советую СОЕДИНИТЕЛЬНЫЕ КОЛПАЧКИ (ЦЕНА ВОПРОСА 3 КОПЕЙКИ, ПРОСТО, НАДЕЖНО, БЕЗОПАСНО)
4.bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается,
+ жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!
Автомобиль тоже средство повышенной опасности
Все на самокаты!
К чему эта “умная” реплика?
к тому, что очень много есть вещей “повшенной опасности” и если ими не пользоваться, то жить прийдется в пещере
зачем резать колбасу бензопилой если можно ножом?
Ход мыслей понятен…
Есть вещи которые уже облизаны со всех сторон и есть готовые решения.
Я как человек который занимается проводами и фурнитурой не по наслышке а каждый день до сих пор не могу понять смысл всего этого “девайса” если готовые решения которые на рынке перекрывают по всем параметрам.
Не корректное сравнение.
зачем резать колбасу бензопилой если можно ножом?
Ход мыслей понятен…
Есть вещи которые уже облизаны со всех сторон и есть готовые решения.
Я как человек который занимается проводами и фурнитурой не по наслышке а каждый день до сих пор не могу понять смысл всего этого “девайса” если готовые решения которые на рынке перекрывают по всем параметрам.
Если делать это кому-то и за деньги, то да — долго, неудобно и неоправдано )))
На много проще — закрутил, взял деньги и ушел.
А как оно там будет лет через 10-15, в стене под штукатуркой, да мне пофиг, это проблемы клиента
А если сам делаешь для себя, то вопрос кагбэ не стоит)

Зачем такой колхоз, когда все уже давно изобретено?
1) СВАРОЧНИК любой — это прибор повышенной опасности
2) зачем варить, если можно спаять?
3) при всех вышеперечисленных пунктах изоляция ближе к месту соединения с использованием температуры теряет свою первоначальную структуру, что влияет на ее изоляционные свойства
4) как человек который каждый день сталкивается с электрикой советую СОЕДИНИТЕЛЬНЫЕ КОЛПАЧКИ (ЦЕНА ВОПРОСА 3 КОПЕЙКИ, ПРОСТО, НАДЕЖНО, БЕЗОПАСНО)
4.bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается,
+ жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!
я пост выше тоже самое обьяснял

Зачем такой колхоз, когда все уже давно изобретено?
1) СВАРОЧНИК любой — это прибор повышенной опасности
2) зачем варить, если можно спаять?
3) при всех вышеперечисленных пунктах изоляция ближе к месту соединения с использованием температуры теряет свою первоначальную структуру, что влияет на ее изоляционные свойства
4) как человек который каждый день сталкивается с электрикой советую СОЕДИНИТЕЛЬНЫЕ КОЛПАЧКИ (ЦЕНА ВОПРОСА 3 КОПЕЙКИ, ПРОСТО, НАДЕЖНО, БЕЗОПАСНО)
4.bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается,
+ жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!
этот способ не подходит для автомобиля где постоянные вибрации и тепловые нагрузки
чтобы узнать как нужно соединять провода, вскройте любую заводскую косу (там есть заводские соединения проводов), ну а можно обратиться к любой заводской инструкции по установке доп оборудования к автомобилям известных производителей — таета предлагает два способа:
либо это пайка (оловом с канифолью)
либо это спец мет зажимы (образно говоря скобы)
но не пружинные колпачки
сварка туда же, как ей пользоваться в машине без последствий для машины и изоляции — это вопрос… “ой я прожог вам пол напольное покрытие и теперь у вас дырочка в сидении” =)
Сварка медных проводов
При монтаже коммуникаций возникает необходимость соединения электрических проводов. При этом необходимо обеспечить надежный контакт между соединяемыми концами провода. В настоящее время одним из основных материалов для электрических кабелей является медь, этот материал имеет низкое сопротивление из-за чего пропускная способность по току выше чем у других материалов. При плохом соединении жил кабеля в месте контакта нагреваются и могут выгореть из-за возникновения электрической дуги в слабом контакте.
Существуют различные способы соединения медных жил – это разъемные и неразъемные. К разъемным относят: механическое, к неразъемным – пайка и сварка.
Выбор соединения зависит от различных факторов, главное из которых обеспечение пропуска необходимой величины тока, в котором только один критерий – надежность. В этой статье рассмотрим виды соединения кабелей при их монтаже с точки зрения безопасности.
Обзор соединений проводов
Механическое соединение:
1. Скрутка. Запрещена в чистом виде, поскольку отсутствует надежный контакт для обеспечения пропуска тока, запрещен ПУЭ: п. 2.1.21. Настоящее время скрутку используют как предварительно операции перед сваркой.
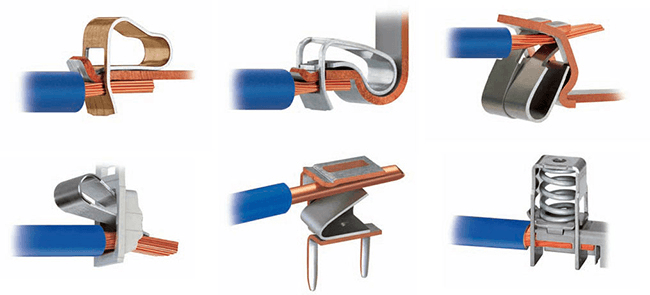
2. Зажимы. Применяются три вида зажимов: пружинные клеммы, которые обеспечивают необходимое нажатия, пока сохраняются жесткость пружины; винтовые, у которых существует возможность ослабления резьбовых соединений и, как следствие, ослабление контакта; зажимные клеммы – обеспечивают контакт механическими эксцентриковым прижимом.
3. Опрессовка гильзами. Этот вид один из самых надежных. Но для него необходимо иметь набор специальных гильз подходящего диаметра и обжимок для обеспечения необходимых требований по величине давления.
Неразъемные соединения:
- Пайка. Разрешено использование при соединении тонких проводок со слабой токовой нагрузкой. Пайка медных кабелей бытового и промышленного назначения не рекомендуется ПУЭ глава 4.2 п. 4.2.46 в связи с окислительными процессами, проходящими в оловянисто – свинцовых припоях.
 2.Сварка. Одна из самых надежных и разрешенных ПУЭ видов соединения в электрических схемах силового назначения.
2.Сварка. Одна из самых надежных и разрешенных ПУЭ видов соединения в электрических схемах силового назначения.
Скрутка жил
Одним из самых простых методов соединения проводов является скрутка. Сразу же стоит заметить, что в чистом виде этот метод запрещён правилами электроустановок. Причина – ненадежность, из – за увеличения сопротивления между скрученными жилами. Оксидная пленка, которая возникает при контакте меди с воздухом, хотя толщиной несколько микрон, имеет большую величину электрического сопротивления. В результате большого переходного сопротивления скрутка нагревается и может ослабнуть. Поэтому лучше прибегать к такому соединению только при крайней необходимости. Также запрещены в скрутках: соединения проводов из различных материалов (алюминий, медь, сталь); одножильный кабель с многожильным. Если же все-таки необходимо соединить провода скруткой, тогда сделать ее нужно правильно.
Как сделать скрутку:
- Зачистить изоляцию на жиле на расстоянии 5-6 см от края;
- Наложить жилы крестом, скрутки производить максимально плотно без перекоса жил на сторону;
- Затем откусить оставшиеся края провода;
- Заизолировать оголенную жилу захватив изолентой край изоляции провода не расстоянии не менее 5 мм. Если есть изолирующие колпачки или термоусаживаемая пленка, можно заизолировать ими.
Пружинные клеммы
Пружинные зажимы – это наиболее простое эффективное и быстрое соединение. По отзывам пользователей, наиболее надежными являются клеммы немецкой фирмы Wago. Принцип работы и устройство клемм можно посмотреть на картинке.
Преимущества такого соединения:
- Можно пользоваться, не обладая специальными знаниями;
- Нет необходимости дополнительной изоляции жил;
- Быстрое соединение, некоторые соединения выполняется нажатием кнопки или рычажка на корпусе зажима.
Недостатки:
- Пружинные клеммы могут использоваться для кабелей диаметром не боле 4 мм 2 .;
- Необходимо учитывать 15 % запас прочности. Например, если сеть рассчитана на 16А,то клеммник необходимо брать не менее 20 А.;
- Также к минусам можно отнести их дороговизну, одна клемма Wago может стоить около 12 руб.
Опрессовка гильзой
Опрессовка медным или латунными гильзами является одним из самых надежных из механических способов соединения. Этот способ также применим для соединения проводов в электрощитах. Принцип соединения таким методом для общего понятия простой – это обжим вставленных в гильзу проводов специальными пресс – клещами. Соединяемые жилы необходимо предварительно зачистить длиной чуть больше самой гильзы. Предварительно скрученные провода помещается внутрь и в зависимости от длины гильзы обжимаются в нескольких местах. Гильзы могут быть: медные, латунные из сплава латуни и алюминия, луженые латунные или медные.
Преимущества такого способа:
- Надежность соединения;
- Быстрота, независимость от действующей сети;
- Быстрый визуальный контроль за нагревом.
К недостаткам можно отнести:
- Наличие гильз различного диаметра и специальных обжимных приспособлений;
- Неразъемное соединение большой длины соединяемых проводов;
- Относительная дороговизна процедуры;
- Увеличение объема соединения и необходимость изолировки гильзы.

Сварка
Кроме вышеописанных способов в настоящее время широко применяется сварка, тем более, что требование ПУЭ к бытовым и промышленным электросетям постоянно ужесточаются, и без сварки скруток медных проводов уже не обойтись. Положительным моментом в этом случае является, что в правилах не регламентируется величина или объем шва. Для качественного сварного соединения достаточно образованной капли расплавленного металла, которая бы охватывала все соединяемые провода.
Наиболее распространенные способы:
- слаботочным сварочным инвертором;
- прибором для сварки медных проводов;
- самодельным аппаратом сделанным из сетевого трансформатора мощностью не менее 0,6 кВт.
Сварка медных проводов инверторным сварочным аппаратом
Современный сварочный инверторный аппарат имеет широкий диапазон регулировки выходного тока и напряжения. Благодаря этим возможностям аппарат можно использовать не только по прямому назначению – сварки металлических деталей, но и как источник постоянного и переменного тока для различных домашних приспособлений, в том числе, и для сварки скрутки медных проводов при монтаже проводки. Как было отмечено выше инвертор для этих целей должен быть небольшой мощности и имел диапазон токовой нагрузки от 15 А при напряжении от 30В. Отлично подходят для этих целей инверторные аппараты.
1. РЕСАНТА САИ-160 имеющий характеристики:
[affegg >
- Регулировка тока в диапазоне: 10-160 А.;
- Устойчивая работа при сетевом напряжении: 140-260 В.;
- Напряжение холостого хода 80В.; Тип выходного тока постоянный.
- Вес 4,5 кг.
- Ориентировочная цена: 4800 руб
2. Сварочный аппарат Eurolux IWM-190 имеющий характеристики:
- Регулировка тока в диапазоне: 10-190 А.;
- Устойчивая работа при сетевом напряжении: 140-250 В.;
- Напряжение холостого хода 80В.;
- Тип выходного тока постоянный;
- Вес 4,61 кг.;
- Ориентировочная цена: 4500 руб.
Сварка скруток медных проводов медных проводов при помощи ручной дуговой электросварки является одним из наиболее надёжных способов соединения электрических проводов.
Преимущества:
- Прочность соединения;
- Отсутствие переходного сопротивления;
- На качество контакта не влияют внешние факторы: изменения температуры влажности;
- Не влияют механические воздействия.
Сварка для медных проводов можно купить в специализированных магазинах или дилерских центрах продаж электротехники.
Процесс сварки
Предварительно скрученные жилы подсоединяются к плюсовому кабелю инвертора, медный или угольный электрод к отрицательному.
В случае сварки специальным электродом для сварки медных проводов достаточно поднести его к скрутке, чтобы зажглась дуга и в течении 1сек. убрать, после чего осмотреть место соединения. Если образовавшейся капли недостаточно, можно повторить процедуру. Если специального электрода нет, то сварить медные провода можно графитовым стержнем. Сделать его можно самостоятельно из центрального стержня батарейки. При этом сварка для медных проводов по цене будет значительно ниже.
Установка сварочного тока
Как советуют опытные пользователи, необходимый ток для сварки скруток медных кабелей устанавливается из расчета сечение жилы умножив на 10. Например, для жилы диаметром 1,5 мм , сварочный ток будет устанавливаться 15А, для жил толщиной 3 мм 2 . ток устанавливается 30 А., соответственно если суммарное сечение кабеля 50 мм 2 сварочный ток устанавливается на 50 А. Напряжение при этом устанавливается минимальное и дальнейшем не имеет значения, так – как вышеуказанные инверторы имеют встроенные функции, которые срабатывают автоматически без участия оператора:
Hot-star – горячий старт (Хот-стар) – когда производится первоначальная контакт, аппарат автоматически повышает напряжение для розжига дуги и уменьшает его при возникновении сопротивления после поджога
Anti-stick – (Анти-стик) автоматически уменьшается ток при касании электродом соединяемой детали.
Эти функции помогут разжечь и удержать необходимое количество времени дуги для оплавления концов жил кабеля. Это способ подходит для сварки многожильных медных проводов.
Конечно, перед тем как сваривать непосредственно рабочие жилы, необходимо потренироваться два-три раза на пробных скрутках. Этого количества тренировок достаточно чтобы в дальнейшем получалась качественная сварка.
Прибор для сварки медных жил кабеля
Для профессионального монтажа электропроводки, сварка медных проводов инвертором имеет некоторые недостатки:
- всё-таки он предназначен для сварочных работ и хотя весит 4, 5 кг работа со сварочными кабелями не совсем комфортна;
- постоянное использование сварочных аппаратов в режиме минимальных нагрузок отрицательно сказывается на работе всей схемы, так – как она, как раз работает, на пределе возможности.
Для профессиональной сварки промышленностью выпускаются специальный аппарат серии ТС 700. (модификации ТС 700 -1, ТС 700-2 ” Призма”, ТС 700 -3) Базовая модель ТС 700 – 2 “Призма» разработана специально согласно требованиям ПУЭ для правильного и быстрого монтажа проводки.
Аппарат позволяет сваривать скрутки не только медных, но и алюминиевых жил сечением до 24 мм 2 .
Лёгкий вес прибора, всего 4, 4 кг. с габаритами 19,5х18,0х6,6 см. Позволяет его размещение в легкой и удобной сумке с размещением на груди (поставляется в комплекте с прибором).
Основные характеристики:
- Длина сетевого кабеля 3 м ., длина силовых кабелей плюс-минус 1,4м;
- Потребляемая мощность 1,5 кВт.
- Благодаря наличию сетевого фильтра работает от бытовой сети с колебанием напряжения до 15%.
- Вес силовых кабелей с приспособлениями для удержания электрода и скрутки всего 1,5 кг.
Имеется встроенная защита от токовой перегрузки и перегрева. Аппарат для сварки скруток медных проводов можно купить в специализированных дилерских центрах или найти в магазинах на интернет ресурсах.

Самостоятельное изготовление аппарата
Для того чтобы изготовить самостоятельно аппарат для сварки скруток необходимо иметь некоторые навыки монтажа электротехнических деталей. Основным элементом конструкции является понижающий трансформатор, мощностью не менее 0,6 кВт.А., то есть, который при напряжении на вторичной обмотке 24 В может выдержать кратковременную нагрузку до 30 А. Такие трансформаторы можно приобрести в розничной торговле, либо заказать в специализированных интернет магазинах.
Если же, есть дома старая ненужная техника с силовыми трансформаторами подходящей мощности, то можно использовать ее. Подойдёт и силовой трансформатор от микроволновой печи. Но у него может использоваться только первичная обмотка и само железо, вторичная обмотка удаляется и на ее место наматывается провод сечением 6 мм 2 не менее 30 витков.
Для того как правильно произвести монтаж оборудования можно посмотреть на видео, который представлен ниже. Плюсовой кабель для крепления самих скруток можно использовать пассатижи или кусачки с прикрепленными к нему кабелем, как электрод можно использовать любую угольную электрощетку от электрических коллекторных машин. Перед использованием как электрод для сварки медных проводов плоских электрощеток не забывать выравнивать концы скрутки.
Ещё один способ сварки медных кабелей, который присутствует в описании на просторах интернет ресурсов.
Сварочные карандаши
Речь идёт о сварочном стержне. Изделие представляет собой стержень напоминающий карандаш диаметром от 4 до 15 мм, длиной 7 -20 см. только вместо стрежня внутри экзотермическая смесь.
Такие изделия применяли военные при ремонте мат. части в полевых условиях.
Принцип работы
Сгорая смесь выделяет большое количество тепла достаточную для расплава тонколистового металла или медных жил кабелей. Тонкий стержень можно поджечь от обыкновенной спички, на более толстых имеется специальный фитиль, который поджигается обычной зажигалкой. Время горения такого карандаша от 20 сек до 5 мин. Что вполне хватит чтобы сварить несколько скруток, естественно соблюдая при этом технику безопасности при удержании стержня и профилактические противопожарные мероприятия, например, поставить рядом ведро с водой, чтобы в случае падения горящий стержень упал в воду, постелить металлический лист, подготовить огнетушитель.
Сваривание электропроводки
Монтаж электропроводки — соединение проводников в распределительных коробках, щитовых, электрических шкафах, подключение к зажимам машин и аппаратов различного назначения по электрическим принципиальным схемам. Некачественное подсоединение может стать причиной неправильной работы или вовсе отсутствия работоспособности того или иного устройства, возникновения несчастного случая или пожарной ситуации. При соединении жил проводов и кабелей важно получить качественный и надежный контакт в месте соединения. В настоящее время, согласно требованиям ПУЭ, соединять жилы проводников электрического тока можно с использованием:
- клеммных колодок;
- специальных гильз (опрессовка);
- клемм пружинного типа;
- колпачками, изготовленными из особо прочного пластика;
- пайки;
- специальных орехов;
- с применением болтов;
- сварки.

Существует еще один способ – скруткой. Он является древнейшим и самым первым методом, с помощью которого соединяли провода. Теперь такой метод признан несовершенным и он запрещен основным документом, которым должны пользоваться в своей работе электрики – ПУЭ.
Самыми лучшими методами соединения жил проводников электрического тока являются сваривание и пайка. В обоих случаях получается неразъемное соединение, имеющее высокий показатель механической прочности и небольшое электрическое сопротивление. Применяют не только для соединения, но и оконцевания, а также ответвления жил проводников, выполненных их алюминия или меди. При этом жилы могут иметь одинаковое или разное сечение. Также могут соединяться жилы проводников, изготовленные из разных материалов.
Способы сварки жил проводников
На практике применяют такие способы сварки:
- контактный;
- газовый;
- термитный.
При сварке контактным методом необходимо совместное действие тепловой энергии и давления. Такое сочетание позволяет соединять жилы однопроволочных проводов, изготовленных из меди и алюминия, качественно и надежно. Для сварки используется специальный инструмент — клещи с двумя угольными электродами. Соединение может осуществляться с использованием флюса и без него. Сплавление концов жил в первом случае происходит при нагреве угольных электродов. На торцах проводников в результате контактной сварки образуется шарик застывшего металла. Без применения флюса соединение происходит в обойме. Она нагревается все теми же электродами. Источником энергии при таком методе сваривания является трансформатор, причем он должен иметь мощность 0,5 кВ·А, во вторичной обмотке напряжение 6, 9 или 12 В. Также возможна сварка с применением специального пистолета на полуавтомате ВКЗ-1 (выпускается отечественными компаниями). Его производительность — 3 соединения в мин.
Газовая сварка, относящаяся к термическому классу (осуществляется тепловой энергией), используется для однопроволочных жил, выполненных из алюминия сечением не более 20 мм2. Применение этого метода с варки для проводников, изготовленных из меди, не допускается. В качестве горючего газа используется пропан-воздушная смесь или ацетилено-кислородная. Последняя смесь используется только для выполнения операции оконцевания, для чего еще помимо смеси понадобятся пластины из сплава АД31Т1 и наконечники специальной конструкции. Многопроволочные жилы сваривают в 2 приема — сначала сплавляют жилы в единое целое, а затем сваривают между собой.
Термитная сварка осуществляется тоже с использованием тепловой энергии. Для осуществления такого вида соединения жил используют специальные патроны AТО, A и АТ, которые называются термитными. Состоят из кокиля и муфеля. При подборе конкретного патрона учитывают диаметр жил проводников. Перед сваркой жилы тщательно очищают от окисной пленки, обезжиривают и наносят флюс. Затем покрывают изнутри кокиль мелом или специальной краской. После этого устанавливают экраны и специальные охладители. Все уплотняют с помощью асбестового шнура и только после этого выполняют поджигание самого патрона. В процессе горения форма разогревается, в результате чего плавятся концы жил. В конструкции формы имеется специальный литниковый ход . Через него вводится присадочный пруток Ø 2 мм из чистого алюминия. На соединяемые жилы надевается втулка, выполненная из алюминия. Она не допускает подтекания металла и пережога, расплавляясь вместе с жилами. В результате получается прочное и монолитное соединение (сварка) проводников.
Технология сваривания
Для сваривания жил проводов и кабелей применяют сварочные аппараты инверторного типа, которые выпускаются отечественными и зарубежными компаниями в большом ассортименте. Их достоинства известны. Это малый вес и габариты, возможность носить аппарат на ремне, что позволяет выполнять работы в распаячных коробках и щитовых, установленных на любом объекте. Дуга горит устойчиво, зажигается при малых значения тока и сварочный ток регулируется в широких пределах. Кроме того, такие аппараты потребляют незначительное количество электрической энергии.
Технология сварки аппаратами инверторного типа включает в себя выполнение следующих операций:
- удаление изоляции на длину до 10 см;
- подготовку проводников. Провода зачищаются до металлического блеска. Для этого используют наждачную бумагу или кордовую ленту. При необходимости выполняют обезжиривание;
- скручивание жил. Они скручиваются между собой на длину до 5 см;
- присоединение кабеля массы сварочного аппарата к скрутке;
- установки ручки регулирования силы тока аппарата при напряжении 12 ÷ 36 В в необходимое положение. Величина колеблется в пределах от 30 до 90 А и зависит от сечения провода (указывается в технологическом процессе на проведение сварки);
- прикасание электродом сварочного аппарата (угольными) к скрутке выполняют не более чем на 2 сек. В результате образуется сварочная дуга, а на конце скрутки монолитное соединение;
- выдержку до полного остывания;
- выполнение изоляции полученного соединения. Для этого используют липкую ленту или трубку термоусадочную.
Кроме того, чтобы поверхность сварного соединения не окислялась в процессе эксплуатации, ее для надежности покрывают лаком. После этого выполняют изоляцию лентой ПВХ или специальным колпачком. Полученное соединение прослужит длительный срок и не будет разрушаться.
Выбор аппарата для сварки жил
Выбор конкретного аппарата для сварки жил проводников выполняют с учетом следующих факторов:
- какой материал он может сваривать (медь, алюминий или оба материала, включая их комбинацию);
- типа выполняемой работы (оконцевание, ответвление, соединение);
- какие жилы сваривает (одно- или многожильные);
- какие может сваривать сечения жил (одинаковое или разное);
- мощности;
- источника питания;
- места выполнения сварки (в квартире, на улице, в земле и т.д.).
В настоящее время в электромонтажном производстве применяется достаточно много аппаратов, специально разработанных для сварки медных и алюминиевых жил.
Лучшими считаются следующие аппараты инверторного типа:
- ТС-700-1, ТС-700-2 и ТС-700-3 (Россия). Первая модель сваривает скрутки до 16 мм в Ø и считается бытовой, а две другие — до 24 мм в Ø. В конструкцию входит 2 силовых кабеля — один для зажима скрутки (снабжен пассатижами), а второй – для зажима электродов;
- FUBAG IQ 160 (Германия);
- PFTRIOTMax Welder DC-200 C (США).
Эти аппараты характеризуются компактными размерами и расположены в переносной сумке, что позволяет выполнять работы в любом месте. В режиме сварки потребляют небольшую мощность. Комплектуются защитными очками, паспортом и инструкцией пользователя.
Видео про сварку скруток
Способы сварки медных проводов
Главная задача при сварке проводов — минимизировать переходное электрическое сопротивление, которое возникает между контактирующими проводниками.

Все, кто в процессе электромонтажных работ хоть раз сталкивался с необходимостью соединения проводов, знают, насколько ответственным должен быть подход к этому делу. Главная задача — минимизировать переходное электрическое сопротивление, которое возникает между контактирующими проводниками.
Как известно из курса физики, чем слабее контакт, тем сильнее нагреваются проводники из-за повышения сопротивления. Следовательно, нужно добиться максимально прочного, практически монолитного, соединения электрических проводов. Это является обязательным условием для надежной и безопасной работы электроустановок.
Технология процесса и способы сварки проводов
Существуют различные технологии соединения жил: с помощью клеммников, сжимов, опрессовки, пайки или сварки — все они подробно описаны в Правилах электроустановок (ПУЭ) и используются на практике. Наиболее надежным из всех признан метод сварки.

Сваренные воедино проводники представляют собой однородную жилу с рекордно низким переходным сопротивлением, что полностью исключает их нагрев и гарантирует пожаробезопасность. Для электропроводки, в основном, используется медный провод.
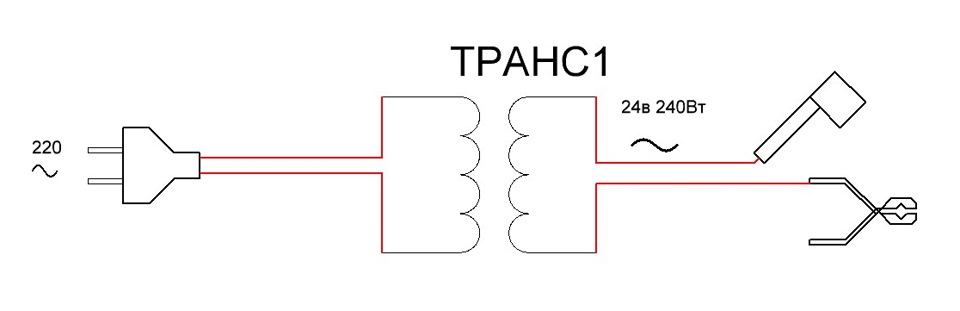
Чтобы выполнить сварку, нужен аппарат с постоянным или переменным током напряжением 12-36 В, с возможностью регулирования тока. Этому условию отвечает инвертор для сварки медных проводов (рис.1).
Учитывая его немалую стоимость, некоторые умельцы вместо него используют трансформатор (рис. 2) или сварочный аппарат, изготовленный своими руками .
В данной статье мы не будем рассказывать о том, как сделать сварочник самостоятельно. Модель может зависеть от исходных материалов, имеющихся у мастера под рукой, и от его знаний и умений.

Для получения надежного соединения двух и более проводников (жил) используется отработанная технология. Порядок действий таков:
- С жилы аккуратно снимают отрезок изоляции длиной 60-80 мм, для чего используют нож или специальный инструмент (стриппер, зачиститель, съемник и др.). Разделку производят исключительно вдоль проводника, чтобы случайно не сделать надрез.
- Тщательно зачищают поверхность до состояния блеска.
- Оголенный участок проводника обрабатывают наждачной шкуркой.
- Смачивают чистую тряпочку ацетоном, либо уайт-спиритом и протирают поверхности проводников. Для медных проводов используют буру.

Особенности сварки медных проводов
- прямая зависимость выходного напряжения от входного;
- «залипание» электрода при падении напряжения в сети (дуга не поджигается);
- «пережигание» свариваемого металла при увеличении тока трансформатора;
- «недожигание» металла при падении напряжения в сети
- тяжелый вес агрегата, неудобство его переноски и т. д.
Инверторы без проблем создают и надежно удерживают сварочную дугу благодаря постоянному напряжению и преобразованию токов высокой частоты. «Залипание» электрода при работе с инвертором — крайне редкое явление.
Все сварочники инверторного типа подразделяются на домашние, профессиональные и промышленные. Выбор модели диктуется предполагаемым режимом нагрузки: от 20 минут непрерывной работы до многочасового интенсивного использования в условиях производственного цеха.
Если вам нужен прибор для нечастого применения, например, чтобы выполнить сварку проводов в распределительной коробке в условиях дома, дачи или гаража, то вполне достаточно приобрести недорогой аппарат, обеспечивающий силу максимального сварочного тока 160 А, мощностью примерно 500 Вт. Ее достаточно для скруток сечением в пределах 25 кв.мм. Что касается силы сварочного тока, то следует ориентироваться на следующие значения:

У этих приборов отличная, устойчивая сварочная дуга, позволяющая даже при небольших значениях тока выполнить качественную работу. При этом она не ослепляет сварщика, так как температура плавления медного проводника невысока, а используемые токи имеют достаточно низкие величины. Еще одно приятное обстоятельство — во время сварки не происходит разбрызгивания металла.
Эти и другие достоинства инверторов позволяют использовать их в любых обстоятельствах: дома, на производстве, в обычных условиях и в высотных работах. Они имеют небольшие габариты и легкий вес. Профессиональные электрики носят их на ремне, что удобно для работы на высоте.
Для нечастых сварных работ его покупка нецелесообразна, так как этот аппарат для сварки проводов отличается довольно высокой стоимостью. И это, пожалуй, его единственный минус. Некоторые еще жалуются и на короткий кабель для подключения (всего 2,5 метра), но думается, что для выполнения большинства домашних работ это не является большим неудобством.
Какие электроды используют
По правилам сварочного дела при сварке медных проводников угольный или графитовый электрод «обмедняют», то есть используют в качестве присадочного материала прутки из меди или бронзы.
Как угольные, так и графитовые электроды очень быстро нагреваются: температура их плавления втрое выше, чем у меди. Следует учитывать эту особенность материала, чтобы не пережечь скрутку. Надежное схватывание, как уже упоминалось, происходит за 1-2 секунды.
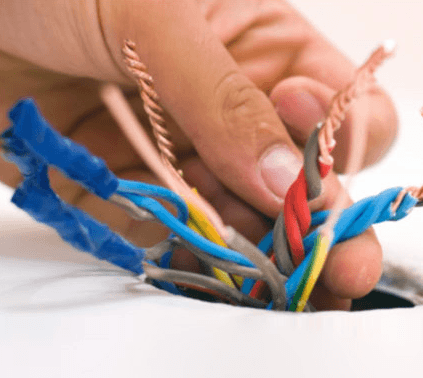
Сварка медных проводов под силу даже начинающему сварщику. Сам процесс достаточно прост:
- Скручиваете воедино нужное количество проводов.
- Одной рукой готовую скрутку зажимаете в держателе (клеммник, «крокодил», плоскогубцы, пассатижи).
- В другой руке держите электрод в зажиме.
- Выставляете на приборе нужное значение тока.
- Поджигаете дугу.
- Скрутку из медных проводков желательно держать вертикально в направлении вниз или под острым углом.
- Обжигаете электродом торец скрутки до получения аккуратного шарика из расплавленной меди.
- Изолируете остывшие провода.
Графически процесс продемонстрирован на рис. 5
Ручная дуговая сварка является одним из наиболее надежных методов соединения медных проводов. Ее главное преимущество заключается в максимальном приближении сопротивления в точке сварки к значению сопротивления самого материала. Из-за отсутствия коррозии металла результат получается долговечным, а сварное соединение проводов с успехом прослужит вам не один десяток лет.
Все виды изолированных колпачков СИЗ. Выбор, характеристики, размеры.
 С точки зрения действующих правил, скрутки проводов грубо можно разделить на два типа:
С точки зрения действующих правил, скрутки проводов грубо можно разделить на два типа:
-
правильные
К правильным относятся те скрутки, которые каким либо образом зафиксированы. В роли фиксатора могут выступать:
-
колпачки СИЗ

Провода которые просто скручены без фиксации, считаются не правильным элементом соединения. При этом не важно, как много оборотов вы накрутили, насколько красиво соединили жилы – все это вне правил и запрещено. Подробнее
Подробнее
Пропаянные и сваренные жилы считаются лучшим соединением, однако для большинства они попросту не подходят, из-за банального отсутствия необходимых инструментов или навыков.
Если же вы самостоятельно решили сделать ремонт проводки, собрать распредкоробку и при этом сэкономить на монтаже, без нарушения действующих правил, то колпачки СИЗ это идеальный вариант.
Во-первых, вам не понадобится покупать никакого специнструмента. Например дорогие сварочные аппараты или пресс клещи.
СИЗ – расшифровывается как соединительный изолирующий зажим. Данный вид колпачков пришел к нам с Запада. В Америке именно это соединение и способ изоляции проводов считается наиболее распространенным.
Причем выбор у зарубежных потребителей, гораздо более богатый чем у нас с вами.
Наши производители фактически выпускают только два вида СИЗов:
-
обычные гладкие СИЗ

На Западе, что называется, можно подобрать на все случаи жизни. Непонятно, почему китайцы до сих пор не подсуетились, и не начали изготавливать для нашего рынка то же самое.
Вот основные 8 видов колпачков СИЗ которые там можно встретить (взято отсюда).
Это классический и усиленный (с крылышками) СИЗ, который всем нам знаком:
СИЗ с улучшенной формой колпачка, обеспечивающий более комфортную работу при закручивании:
Колпачок СИЗ с низкопрофильной конструкцией для работы в ограниченном пространстве или маленьких распредкоробках:
Низкопрофильная конструкция с крылышками для усиления крутящего момента:
Следующий колпачок весьма спорное решение на мой взгляд, но его также выпускают. СИЗ для соединения алюминиевых проводников с медными. Колпачок заполнен специальным антиоксидантом предотвращающим окисление:
Влагозащищенные зажимы, которые можно устанавливать на провода в распредшкафах на фасаде дома, или влажных помещениях и даже непосредственно в земле на огороде:
Они содержат 100% силиконовый герметик, который защищает от влаги и коррозии.
Полностью отпадает необходимость в термоусадке или герметичной изоляции мест соединения.
СИЗ с отверстием в верхней части колпачка. 
Это вовсе не дефект, как может показаться на первый взгляд, а зажим специально предназначенный для скрутки заземляющих проводников. Один из них как раз выводится наружу через отверстие и подключается к корпусу щитка или оборудования.
Встречаются и подобные зажимы, где провод поджимается не пружинкой, а винтовым соединением.
Есть еще устройство – коннектор заполненный силиконом. 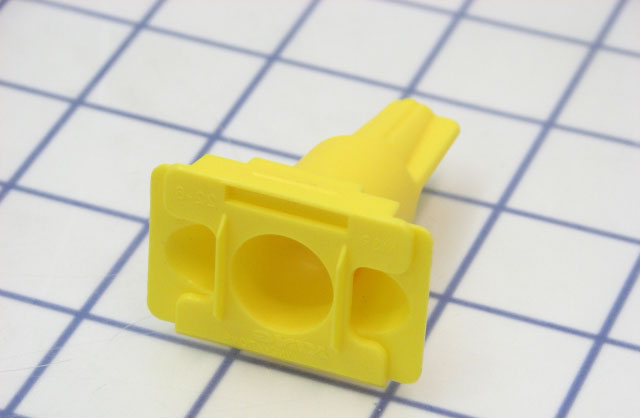 Внутрь него помещается любой колпачок СИЗ с проводами.
Внутрь него помещается любой колпачок СИЗ с проводами.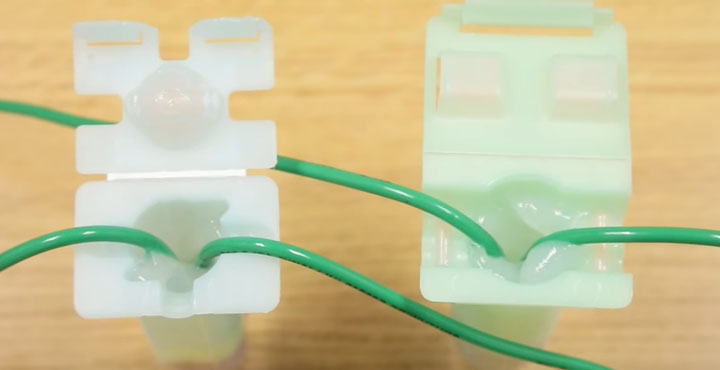
После этого, данную скрутку спокойно можно считать водонепроницаемой и размещать под землей – на огороде, возле поливалок, при вводе в дом и т.д.
Отечественные и китайские производители изготавливают колпачки СИЗ на 5 размеров от СИЗ-1 до СИЗ-5. Самый большой из них рассчитан на суммарное сечение проводов до 32мм2.
Кстати, будьте внимательнее при выборе колпачков исходя из сечений. Некоторые китайские СИЗы могут ввести вас в ступор. На самом колпачке может быть написано что он рассчитан до 20мм2.
А на упаковке от него – всего до 15мм2. Чему верить, не понятно.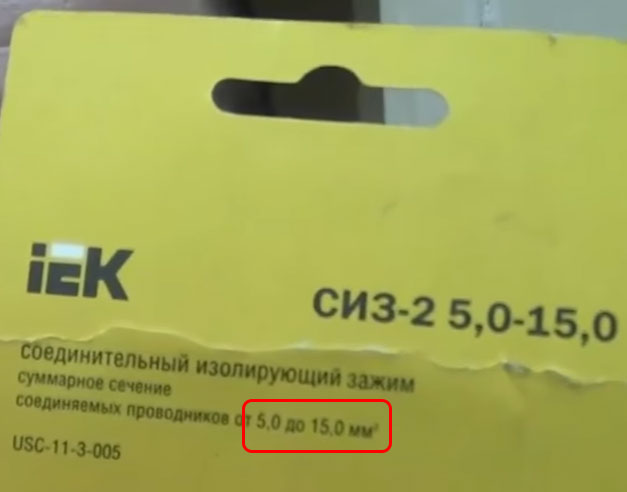
Качество можно проверить даже на ощупь. Низкокачественные СИЗ отличаются плохим пластиком, который может лопаться при работе. Отличить его можно простым сжатием пальцами.
Более дорогие и нормальные зажимы, с трудом, но сжимаются под усилием двух пальцев. Не качественные варианты более грубые, и сжать их гораздо сложнее.
Некоторые при закручивании СИЗа помогают себе пассатижами. Опять же с китайскими дешевыми колпачками, при такой работе может случиться излом, либо просто выпасть пружина.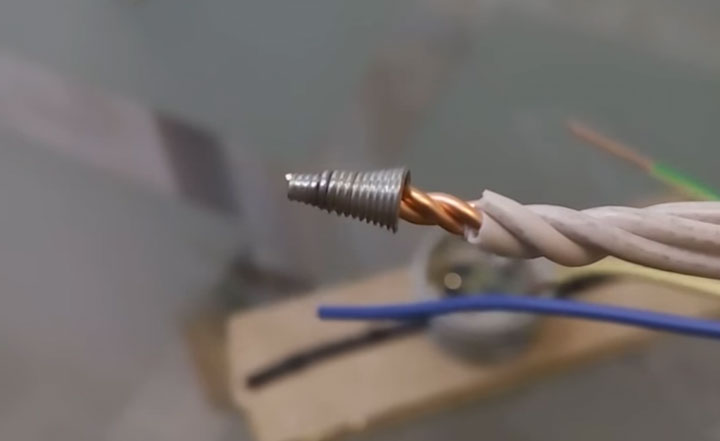
Хороший зажим СИЗ спокойно выдерживает рабочий температурный диапазон от -40 до +105 градусов.
Вот маркировка и виды колпачков СИЗ со всеми характеристиками, которые выпускает отечественный производитель КВТ: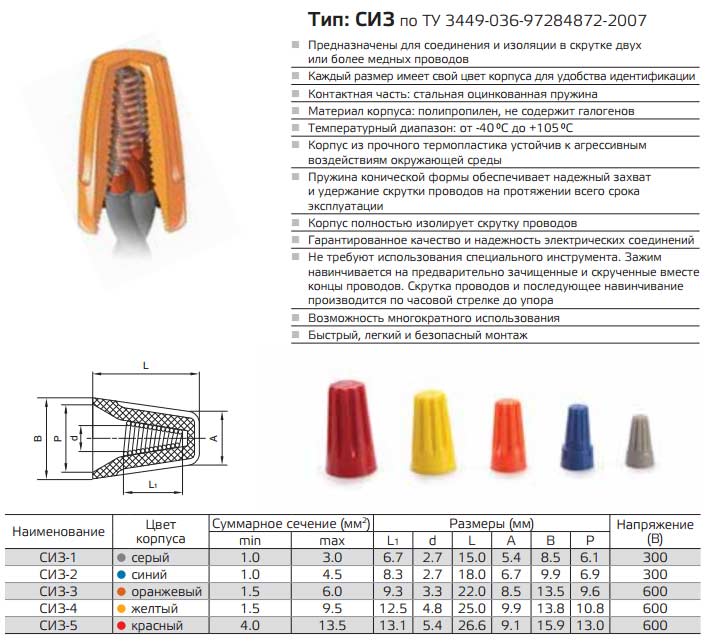
Также фирма производит усиленный вариант колпачка с ушками или крылышками: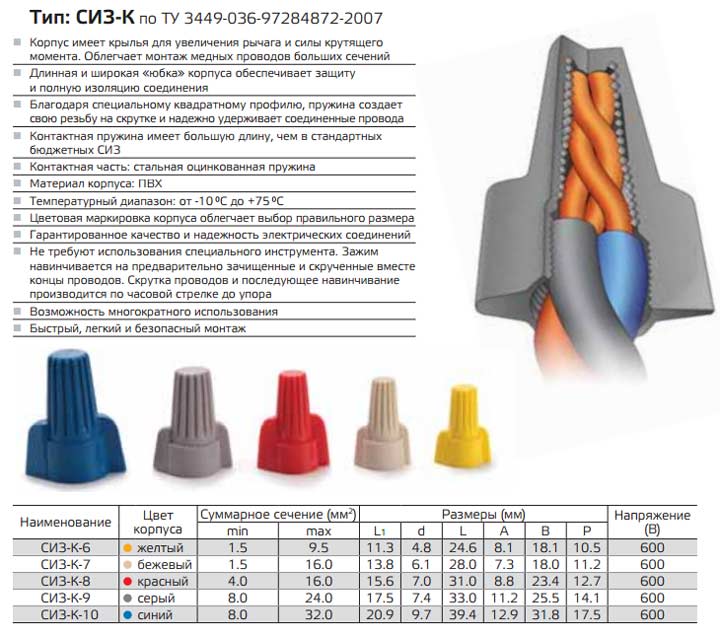
Колпачки с ушками конечно гораздо удобнее чем простые, однако здесь нужно исходить из условий свободного места в распредкоробке. Так как подобные уши могут занимать до 20% места от общей площади колпачка.
Еще СИЗ, также как и втулочные и вилочные наконечники можно различать по цветам. Каждый цвет соответствует определенному сечению провода.
С помощью СИЗ можно соединять 4,5,6 проводов, главное чтобы общее сечение скрутки соответствовало рассчитанному назначению СИЗа.
При этом можно спокойно скручивать провода разных сечений. При опрессовке проводов гильзами, это вызывает реальную заморочку и трудности.
Подобрать и заказать себе наборы колпачков СИЗ можно здесь.
Рассмотрим сам процесс скрутки при использовании СИЗ. Прежде всего нужно точно подобрать нужный зажим по сечению проводов. Именно от этого будет зависеть качество соединения.
Для этого складываете суммарное сечение проводников, которые окажутся скрученными внутри колпачка.
Допустим это 3 провода по 1,5мм2. Значит общее сечение скрутки – 4,5мм2 По таблице находите нужный колпачок.
При этом не нужно ориентироваться на крайние значения, чтобы скрутка не была, что называется впритык. В этом случае зажим просто не будет работать, либо будет работать плохо, а провода греться.
Для нашего варианта в 4,5мм2 лучше подобрать СИЗ-3, рассчитанный на скрутку от 1,5 до 6мм2. СИЗ-2 в этом случае будет не самый лучший выбор.
Далее весь процесс можно выполнить двумя способами.
1 способ скрутки СИЗ
Во-первых, совмещаете провода. При этом не нужно их предварительно скручивать или накладывать друг на друга. Помещаете их в колпачок СИЗ.
После чего начинаете вдавливать внутрь СИЗа, а сам колпачок проворачивать по часовой стрелке, до момента пока не сработает пружинка. Как только пружинка захватила жилы, можно начинать сам процесс скрутки проводов.
Если не хватает усилия рук, а колпачок без “ушей”, можно применить пассатижы или даже шуруповерт. Процесс ускорится в разы.
Выпускается даже специально предназначенная насадка на шуруповерт для быстрого скручивания проводов СИЗами. При этом способе колпачок остается абсолютно не поврежденным.
Можно конечно приспособить и обыкновенный “шурик” под скрутку без всяких переходников, однако внешний изоляционный слой колпачка при этом царапается.
2 способ скрутки СИЗ
Второй способ подразумевает предварительную скрутку зачищенных жил пассатижами или опять же шуруповертом. 
После чего подрезаете концы для ровности, а уже затем зажим навинчиваете на скрученные провода.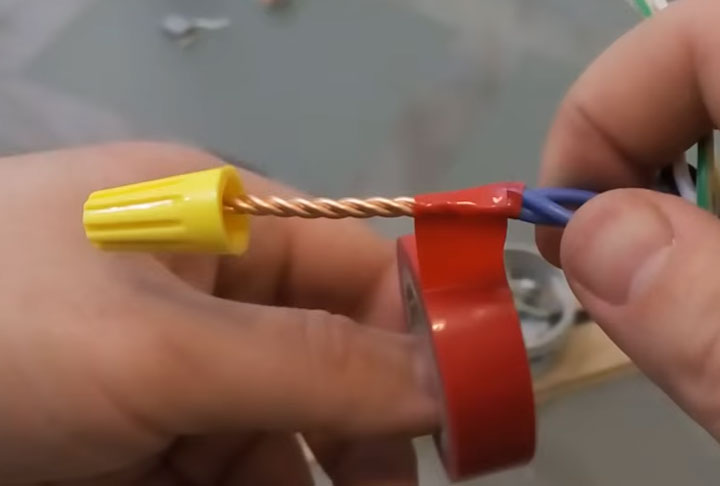
Какой способ выбрать зависит от сечения соединяемых проводников.
Попробуйте просто руками и колпачком скрутить между собой 4 ГОСТовских провода сечением хотя бы 2,5мм2. На колпачок и спираль нагрузка будет такой, что при не аккуратном движении можно его сломать.
А вот закрутить в СИЗ два провода по 0,5мм2, не представляет из себя большой сложности.
Какова должна быть длина скрутки? Согласно рекомендациям производителей скрутка должна равняться, либо быть чуть меньше длины самого колпачка (10-12мм).
Техпаспорт ИЭК на колпачки СИЗ – скачать
Техпаспорт Navigator на колпачки СИЗ – скачать
 Если вы сделаете ее длиной 3-4см, на первый взгляд это не должно влиять на качество соединения и его сопротивление. Однако здесь есть один нюанс. А именно – зависимость от количества скручиваемых проводов.
Если вы сделаете ее длиной 3-4см, на первый взгляд это не должно влиять на качество соединения и его сопротивление. Однако здесь есть один нюанс. А именно – зависимость от количества скручиваемых проводов.
Чем их больше, тем желательнее увеличить длину скрутки.
Если скручиваете одновременно пять проводов, на глубину колпачка СИЗ всего в 1,5см, то вы никогда не сможете создать такую же площадь соприкосновения этих проводов, которая получается при длине скрутки вдвое больше.
Так что подходите к делу обдуманно. Главное после этого надежно заизолировать оставшуюся оголенную часть провода.
Правда в этом случае соединение уже не корректно называть СИЗом, так как колпачок сам по себе уже не изолирует всю оголенную жилу.
В любом случае и при любой длине, данная скрутка получается достаточно надежной и благодаря фиксации изолированным колпачком, провода уже не ослабятся в процессе эксплуатации.
Основным преимуществами изолированных СИЗ является то, что пластиковая оболочка колпачка, в отличии от других видов изоляции, обеспечивает сразу три вида защиты:
-
электроизоляционную
После чего его опять можно смело использовать на другом оборудовании или объекте.
Еще одно распространенное использование СИЗ – это легализация скруток в старых распредкоробках после предписаний пожарных инспекторов.
Сами колпачки производят из ПВХ пластиката, который не распространяет горение. А это одно из условий противопожарных требований к электрике.
Вскрываете коробку, снимаете изоленту со старой скрутки и накручиваете поверх жил новый колпачок. Правда могут попасться скрутки, выполненные против часовой стрелки, поэтому будьте внимательнее.
К недостаткам изолированных колпачков СИЗ можно отнести то, что они не подходят для многожильных проводов и применимы только для моножил.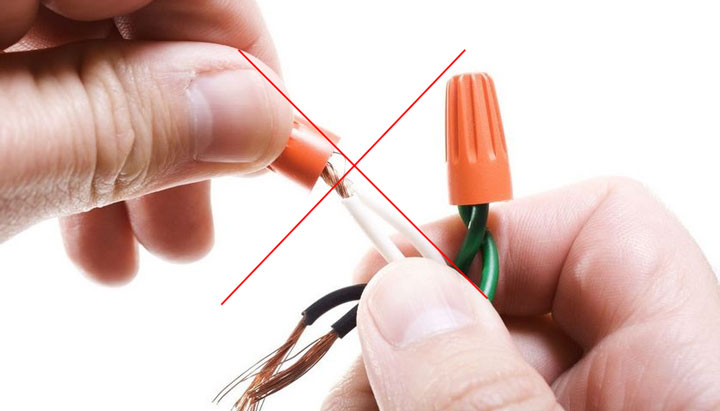
Также производители не рекомендуют ими скручивать алюминиевые провода, указывая что это прежде всего зажим для меди.
Отдельные фирмы, как указывалось выше, производят универсальные зажимы СИЗ рассчитанные и для алюминия тоже. Однако в большинстве своем, их применение именно для этого металла запрещено.
А иногда может привести вот к таким вот последствиям:
Герметичного соединения отечественные СИЗ также не обеспечивают. В сыром помещении внутри колпачка может скапливаться влага, что постепенно приводит к ржавчине и нарушению сжимающего усилия пружины.
Чтобы избежать этого, можно изолентой заизолировать как провода, так и сам колпачок СИЗ.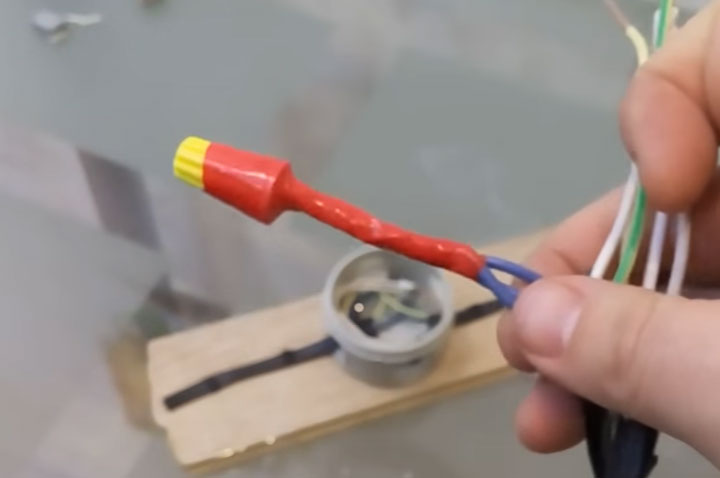
Еще одно неудобство таких зажимов – их габариты. Если в распредкоробке много проводов, то и СИЗы будут занимать много свободного пространства внутри. Иногда это может даже вынудить к замене коробки на другую, большую по габаритам.
В целом, выбор в пользу изолированных колпачков СИЗ делается в первую очередь из-за их экономичности и простоты монтажа. Если же вам нужно более надежное и долговечное соединение, то приглашайте профессиональных электриков со всем необходимым оборудованием.
А вот любопытное испытание колпачка СИЗ на механическую нагрузку. Парень собрал провода в СИЗе и подвесил за него боксерскую грушу, проверив тем самым насколько механически надежным может быть данный контакт:
Соединительные зажимы СИЗ
Найдено 158 товаров
Категория
- 20
- 40
- 80

Упаковкой выгоднее!
Цена за упаковку 4 шт.: 76 р.
Цена за ед. товара: 19 р. 22 р.


Упаковкой выгоднее!
Цена за упаковку 4 шт.: 132 р.
Цена за ед. товара: 33 р. 38 р.


Упаковкой выгоднее!
Цена за упаковку 4 шт.: 252 р.
Цена за ед. товара: 63 р. 73 р.

Упаковкой выгоднее!
Цена за упаковку 4 шт.: 1 712 р.
Цена за ед. товара: 428 р. 516 р.


Упаковкой выгоднее!
Цена за упаковку 4 шт.: 896 р.
Цена за ед. товара: 224 р. 254 р.
Упаковкой выгоднее!
Цена за упаковку 4 шт.: 648 р.
Цена за ед. товара: 162 р. 184 р.

Упаковкой выгоднее!
Цена за упаковку 10 шт.: 1 410 р.
Цена за ед. товара: 141 р. 157 р.

Упаковкой выгоднее!
Цена за упаковку 4 шт.: 768 р.
Цена за ед. товара: 192 р. 213 р.

Упаковкой выгоднее!
Цена за упаковку 10 шт.: 190 р.
Цена за ед. товара: 19 р. 21 р.


Упаковкой выгоднее!
Цена за упаковку 4 шт.: 284 р.
Цена за ед. товара: 71 р. 79 р.

Упаковкой выгоднее!
Цена за упаковку 4 шт.: 564 р.
Цена за ед. товара: 141 р. 156 р.


Упаковкой выгоднее!
Цена за упаковку 10 шт.: 230 р.
Цена за ед. товара: 23 р. 26 р.

Упаковкой выгоднее!
Цена за упаковку 4 шт.: 176 р.
Цена за ед. товара: 44 р. 51 р.

Упаковкой выгоднее!
Цена за упаковку 4 шт.: 552 р.
Цена за ед. товара: 138 р. 159 р.

Упаковкой выгоднее!
Цена за упаковку 4 шт.: 184 р.
Цена за ед. товара: 46 р. 53 р.
По современным требованиям безопасности недопустимо соединение проводов скруткой с помощью изоленты. Вместо нее используют зажимы СИЗ и КИЗ. Они просты в установке и обеспечивают надежную изоляцию. Вероятность самовозгорания проводки исключена. Главное – правильно подобрать элементы.
Какие они бывают зажимы СИЗ
Изделия представляют собой колпачки из пластиката, устойчивого к горению. Внутри установлена коническая стальная пружина. При накручивании колпачка на скрутку пружина фиксирует провода, а пластиковый корпус выполняет функцию изоляции. Вдобавок он защищает место соединения от механических воздействий и попадания инородных частиц. Эти элементы можно использовать без предварительного скручивания жил либо с ним.
Все они различаются по размеру в зависимости от суммарной площади поперечного сечения скручиваемых проводов. Размер указывается в маркировке от 1 до 5. Чтобы зрительно различать изделия разных размеров, производители окрашивают их в разные цвета. Важно правильно подобрать зажимы. Слишком большие могут слететь со скруток, а в маленькие не удастся полностью вставить все жилы. Соответствие легко определить, воспользовавшись таблицей.
Разновидности
| Размер | Цвет | Суммарный диаметр скруток, мм |
| 1 | Серый | 1 – 3 |
| 2 | Синий | 1 – 4,5 |
| 3 | Оранжевый | 1,5 – 6 |
| 4 | Желтый | 1,5 – 9,5 |
| 5 | Красный | 4 – 13 |
Наконечники СИЗ-К имеют пластиковые крылья. С их помощью гораздо легче осуществлять скрутку проводов большого сечения.
Какие бывают зажимы КИЗ
Элементы представляют собой концевые изолированные заглушки. Они необходимы для соединения медных проводов путем опрессовки. Оболочка изготовлена из нейлона, который не поддерживает горение и выдерживает температуру свыше 100 °С. Все наконечники КИЗ выдерживают напряжение до 660 В. Внутри установлена медная трубка, которая служит контактной частью. Обычно оболочка полупрозрачная, чтобы можно было визуально контролировать помещение провода в зажим.
Элементы различаются по размеру, который определяет максимально допустимое сечение проводов. Разобраться поможет таблица.





