Как выполняется хонингование цилиндров и что это такое
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным.
В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.

Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
Следует заметить, что процедуру хонингования блока можно выполнять с применением любого абразива. Если же обработке будет подвергаться цилиндр, то выбор следует останавливать на брусках, имеющих алмазное и керамическое покрытие. Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить
недолговечность применяемых абразивов. На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.
Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Основные плюсы хонингования
Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности. Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.
Обточка поверхности цилиндров с помощью подобной технологии позволяет создать малоразличимую сеточку. Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Зачем хонинговать двигатель
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.
Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
- дрель;
- защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Инструмент для обработки
Для обработки применяется специальный инструмент для хонингования — хон. Хонинговальные головки классифицируются по следующим признакам:
по способу крепления абразивного инструмента: жесткие;
-
регулируемые;
Хонинговальная головка состоит из:
- корпуса;
- абразивных брусков;
- штока;
- регулирующей муфты.
В корпусе профрезерованы пазы, в которые устанавливаются абразивные бруски. Внутри корпуса предусмотрен цанговый механизм, обеспечивающий одновременный и плавный вылет брусков.
Абразивные бруски изготавливаются из спеченных композитов или матричных алмазосодержащих элементов. Размер зерен не превышает нескольких десятков микрон.
Соосность гильзы двигателя и инструмента обеспечивает шток. Регулирование получаемого диаметра отверстия производится муфтой.
Саморазжимающиеся хоны выполнены в виде ершика, которым раньше мыли молочные бутылки. На концах пружинных ножек закреплены мелкие абразивные камни. Такое приспособление предназначено для использования в комплекте с ручной электродрелью или шуруповертом.
Обработка такой головкой близка к тонкому шлифованию или полировке. Отсутствие жесткого крепления не позволяет исправить дефекты поверхности после растачивания, но уменьшает шероховатость до значения Ra 0,25.
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
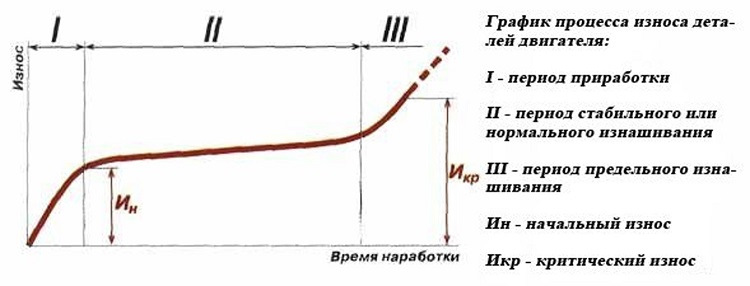
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
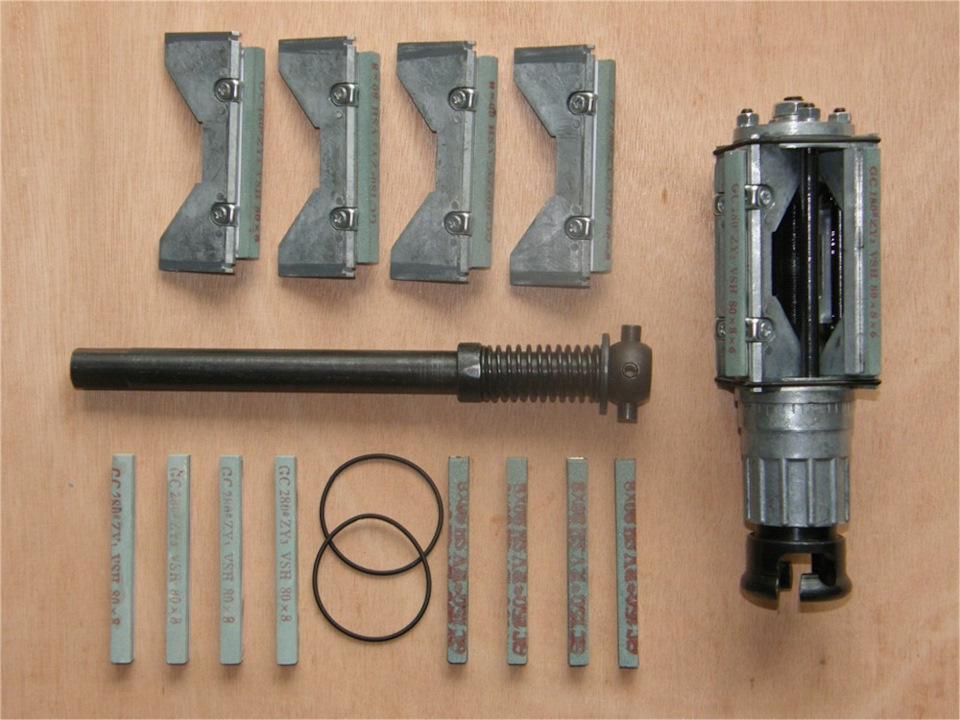
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Что такое хонингование? (видео)

Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.

С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Области применения хонингования
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Немного теории и технологии
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Особенности хонингования
Возвратно-поступательное движение хона с постоянным давлением бруска или постоянной скоростью радиальной подачи.
Требования к процессу и оборудованию

Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.

Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.

Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS

Прибор для контроля шероховатости Hommel
Безгильзовые двигатели

Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Смазочно-охлаждающие жидкости для хонингования
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества, предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Хонинговальные станки
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.

- Хонинговальный вертикального типа.


На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Хонинговальные бруски
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Увеличение твердости бруска сопровождается уменьшением его пористости. Это создает затруднение для расположения стружки. Возникает риск налипания металла на хонинговальный инструмент.
Значение хонингования
Высокопроизводительный процесс, позволяющий получить качественные поверхности с 6—5 квалитетом точности и шероховатостью поверхности Ra 1,6—0,1
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
(adsbygoogle = window.adsbygoogle || ).push(<>);
Хонингование в домашних условиях
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
После окончания работы деталь промывается в мыльном растворе, просушивается и покрывается маслом. Оно необходимо в качестве антикоррозийной защиты.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
Возможно, у читателей этой статьи имеются автомобили, которые требовали капитального ремонта. При его выполнении хонингование является обязательной операцией. Может, вы знаете какие-то нюансы в проведении такого процесса? Поделитесь ими в комментариях к этой статье.
Хонингование цилиндров: обзор технологии и критерии качества
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию. Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Хонинговальные станки
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.
- Хонинговальный вертикального типа.
На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Хонинговальные бруски
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
О практическом влиянии параметров хонингования или разрушение мифа, о «зеркальной», абсолютно гладкой поверхности цилиндра
Для надёжного удержания масла на поверхности цилиндра (чего ради собственно и затеяна вся эта вращательно-поступательная «возня»), стенка последнего должна иметь определённую шероховатость абсолютно гладкая стенка не способна удержать на себе масло, в количестве необходимом для нормальной смазки колец. С абсолютно гладкой, зеркальной, поверхности масло будет сниматься почти полностью, оставшееся масло будет сгорать, а нового масла, необходимого для нормальной смазки поступать не будет. Таким образом будут формироваться условия для сухого трения, которое вызывает повышенный износ. Поверхность, обладающая высокой шероховатостью, способна значительно лучше задерживать на себе масло и соответственно воспринимать более высокие механические нагрузки. Низкая шероховатость удерживает масло несколько хуже. Больший угол хонингования влияет на расход масла (угар), но в этом случае меньше проявляется волнистость поверхности цилиндра. Маленький угол влияет на снижение расхода масла. Вот такие закономерности. Поэтому требуется подбор режимов хонингования и применяемых материалов, которые и обеспечивают необходимый результат.
Грубая поверхность (глубокие риски – высокая шероховатость) получаются после применения крупно зернистого абразива, на первой стадии чернового хонингования. Здесь применяют алмазные бруски на медной основе. Хонингование ведётся с избытком СОЖ. Для выноса из зоны резания продуктов износа, как материала цилиндра, так и материала бруска. Получаемая после чернового алмазного хонингования поверхность непригодна для работы по ней колец, поршня да и работы вообще. В некоторых случаях алмазное (силовое) хонингование служит заменой расточки цилиндра, с той лишь разницей, что процесс хонингования более производительный и легче поддаётся автоматизации.
На второй стадии полученная поверхность обрабатывается более мелкозернистым абразивом, но не чистовым. При этом формируется новый микропрофиль поверхности. На данном этапе применяют абразивные материалы с размером зерна 1/150 мм.
Окончательное хонингование ведется материалами с зерном от 1/300 – 1/500 мм, до достижения окончательного размера цилиндра.
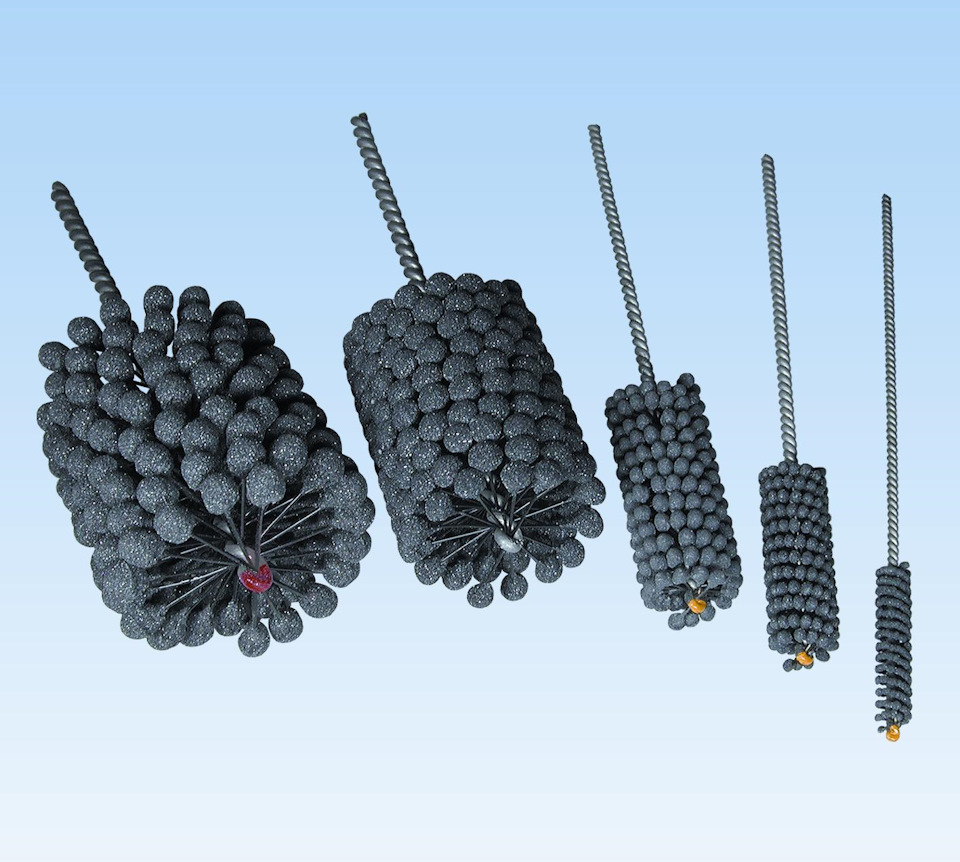
Финишная операция при хонинговании – хонинговое крацевание. При этой операции не происходит изменение размера цилиндра (отверстия) полученного при чистовом хонинговании. При этой операции полученный микропрофиль полностью очищается от остатков хонинговального абразива, обнажаются графитовые зёрна (для чугунных цилиндров), что влияет на снижение трения, а следовательно на механические потери и износ. При крацевании используют специальные щётки, из нейлоновых нитей с добавлением кристаллов кремния.
Щётки для крацевания
Используя оборудование для хонингования можно проводить также нанесение анифрикционных покрытий на стенки цилиндров, обрабатывать цилиндры алюминиевых блоков (правда не всех) и выполнять плосковершинное хонингование. Данные операции принципиально не отличаются от обычного хонингования. Для их проведения необходимы специальные материалы и хонинговальные бруски.
Специальные хонинговальные бруски
Применяется хонингование закалённых зубчатых колёс хонинговальной головкой в форме косозубого долбяка находящейся в зацеплении с обрабатываемым колесом и совершающей одновременно вращательное и колебательное движения. Н это уже экзотика:
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
Как выполнить хонингование в домашних условиях
Хонингование цилиндров деталей можно выполнять не только в промышленных условиях на специализированных станках, но и дома. Обычно такая операция требуется в тех случаях, когда старый цилиндровый блок детали утратил свое свойство устойчивости к износу и больше не отвечает техническим требованиям или его просто необходимо очистить от накопившейся накипи.
Хонингование в домашних условиях представляет собой все ту же тонкую обработку металла, но уже не с использованием заводского инструмента хона, а с помощью хонинговального масла или керосина и специальной хонинговальной головки. Последняя для работы с легкостью закрепляется на обыкновенную электродрель.
Подобные головки для процедуры можно купить в любом строительном или автомобильном магазине, внешне они похожи на ершики для мытья посуды. Как и в варианте со специальными хонами для станков, хонинговальные головки-насадки для дрели бывают также двух видов: для черновой и чистовой обработки. Отличаются между собой головки еще и допустимыми диаметрами и материалом.
Для более комфортного хонингования цилиндровый блок в домашних условия закрепляется в любом зажимном устройстве или на такой поверхности, которую можно крепко удерживать ногами. После надежного закрепления детали можно выполнять само хонингование. Для этого следует два раза пройти отверстие черновой обработкой и один раз чистовой.
Что автовладельцы говорят о хонинговании цилиндров
- Хонингование на старых двигателях Хонингование блока цилиндров на советских предприятиях в 60–80 гг. отсутствовало в принципе. Автомобильные, лодочные мотоциклетные моторы были, как правило, результатом побочной деятельности оборонной промышленности. Поэтому не было никакого стимула внедрять новые технологии и совершенствовать уже имеющиеся товары. Люди покупали то что есть и не жаловались на качество, потому что всегда был дефицит и большие очереди практически на любые товары, в том числе и на автомобили. Усложнение технологических операций не приветствовалось в массовом производстве, а при отсутствии конкуренции заводу было все равно, сколько проходит его мотор до капитального ремонта.
- Незаводское хонингование Самодельный хон может быть и не хуже заводского, но сложность в том, что информации о глубине канавок, угле хонингования, допустимой шероховатости поверхности нигде нет. Эти параметры очень сильно влияют на качество смазки и расход масла. Масляное голодание, так же как и большой расход, не сделают мотор долгожителем.
Увеличение шага хонингования может привести к сокращению толщины масляной пленки и быстрому износу двигателя. Поэтому автосервисы при хонинговании блока цилиндров делают некие усредненные показатели, которые подойдут для данного типа моторов (3л v6, например). Очень многое зависит от используемого станочного оборудования. В оппозитных моторах ось цилиндра расположена горизонтально, и, следовательно, есть логика в изменении шага сетки и угла хона вверху и внизу цилиндра.
Преимущество заводского хонингования Ремонтное хонингование цилиндров существенно хуже заводского. Добиться плосковершинного хонингования можно только в условиях автопроизводства. Автосервисы не потянут такое оборудование, а у производителя нет интереса качественно делать капитальный ремонт. Токарно-расточной станок при нарезании борозды хоном выдавливает с каждой стороны слой металла, который во время обкатки мотора гораздо быстрее изнашивает кольца.
Зачем хонинговать двигатель
По мере естественного износа детали силового агрегата утрачивают свою первоначальную форму. Это, в первую очередь, касается гильз: их стенки искривляются и они принимают конусообразную или бочкообразную форму, а в поперечном сечении цилиндры становятся овальными. Помимо этого, на их стенках возможно образование царапин и задиров.
Все эти факторы отрицательно сказываются на состоянии блока цилиндров:
- ухудшается компрессия;
- растет расход горючего и масла;
- двигатель перестает развивать полную мощность.
Чтобы вернуть его к жизни, требуется капитальный ремонт. Если своевременно не выполнить его, такое состояние гильз отрицательно отразится на состоянии других узлов двигателя, и потребуется не только ремонт блока, но и куда более затратные мероприятия, вплоть до замены всего кривошипно-шатунного механизма.
Комплекс ремонтных мероприятий состоит из нескольких этапов: вначале производится расточка гильз до следующего ремонтного размера (если капремонт ранее не производился, то расточка осуществляется до первого ремонтного размера). При этом обязательно оставляют небольшой припуск (0,1 – 0,15 мм) для финишной обработки цилиндров. Для того чтобы придать расточенным гильзам правильную форму и максимально уменьшить шероховатость стенок, проводят хонингование.
Плосковершинное хонингование предпочтительнее других операций по доводке, таких как притирка и шлифование, поскольку дает лучшие результаты, как по точности, так и по эффективности.
Хонингование позволяет в несколько раз сократить процесс обкатки блока цилиндров, ведь расточка – это серьезное вмешательство, после которого требуется довольно длительная обкатка. Как результат – уменьшается износ других деталей блока. Помимо этого, повышается компрессия, снижается расход масла, а в картер прорывается меньше отработавших газов. Наконец, после хонингования на стенках гильз образуется малозаметная сетка, удерживающая некоторое количество моторного масла, а обильная смазка трущихся деталей – это залог исправной работы всего двигателя. На видео хорошо видны результаты проделанной работы.
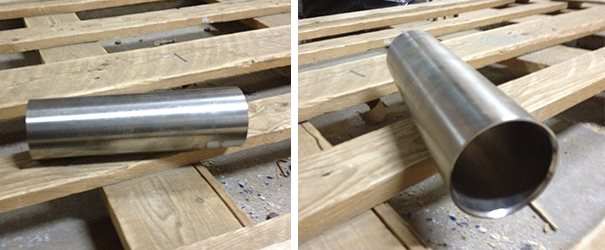
Трубы для гидроцилиндров (Россия) в Москве
Трубы раскатанные изготовлены из бесшовных горячедеформированных труб, в соответствии со стандартом ГОСТ 8731-74, ГОСТ 8732-78, (495) 660-0423, Звоните!
Раскатываем трубы длиной до 3,5м, следующих внутренних диаметров:
40; 45; 50; 63; 63,5; 65; 70; 80; 85; 90; 95; 100; 105; 110; 115; 120; 125; 130; 135; 140; 150; 160;
170; 180; 190; 200; 203; 210; 215; 220; 235; 250; 260; 270; 280; 300; 320; 350; 356; 360; 380 мм.
- поле допуска на внутренний диаметр: H8, H9;
- шероховатость поверхности: Ramax Раскатка труб из нержавеющей стали (12Х18Н10Т)
Также на нашем предприятии производят раскатку российских труб из нержавеющей стали для гидроцилиндров.
Химический состав стали (Производство — Россия)
В случае сильного повреждения зеркала гильзы, предлагаем расточку внутренней поверхности гильзы(трубы) до устранения царапин, с последующим хонингованием или раскаткой в ремонтный размер.

Импортные трубы
Трубы для гидроцилиндров импортного производства (St 52), также можно приобрести в нашей компании.
На складе всегда в наличие широкий сортамент труб (гильз) и штоков для гидроцилиндров, как импортного так и российского производства, обращайтесь: (495) 660-0423
Комплектующие к гидроцилиндрам ГИЛЬЗЫ, ШТОКИ, УПЛОТНЕНИЯ
Параметры обработки при хонинговании
В противоположность хонингованию серого чугуна, хонингование алюминия производится при более высоких оборотах и более медленной подаче. Тем самым получаются более пологие углы. Они оказались выгодными, по возможности, маленькими для поддержания размеров разрушения кремния. Также и прилегающее к хонинговальным брускам давление резания намного ниже, чем при хонинговании серого чугуна. Снимаемый алюминий очень мягок, его можно хорошо резать алмазными хонинговальными брусками. Благодаря меньшей твёрдости алюминиево-кремниевого сплава давление на стенку цилиндра не должно быть слишком высоким. Стенка цилиндра поддалась бы под высоким давлением, и геометрия отверстия бы ухудшилась (см. по данному вопросу «3.7.2. Геометрические погрешности из-за неправильной обработки цилиндра»). По этой причине ширина хонинговальных брусков, предлагаемых KS, составляет примерно только половину от, напр стандартных хонинговальных брусков на керамической основе. При одинаковом удельном давлении нажатия брусков при вдвое меньшей ширине хонинговальных брусков усилие нажатия, которым бруски прижимаются к рабочей поверхности цилиндра, может быть уменьшено вдвое (изобр. 2). Деформаций стенки цилиндра от слишком высоких усилий нажатия брусков можно при этом эффективно избегать и их уменьшать.
Операция хонингования KS-алмазными хонинговальными брусками должна длиться, как минимум, по 90 секунд на каждое отверстие цилиндра. Меньшее время обработки указывает на слишком высокое давление нажатия брусков вкупе с более высоким их износом.
Отверстия цилиндров от хонингования нагреваются. Из-за связанного с этим теплового расширения блока цилиндров проверка (замер) диаметров цилиндров должен быть произведён только после их охлаждения до температуры помещения.
Для предотвращения замазывания брусков и улучшения смазки следует процесс хонингования прерывать на короткое время каждые 30 секунд обработки. Контакт бруска со стенкой цилиндра должен быть прерван. Обработка должна быть продолжена только тогда, если режущие поверхности вновь хорошо снабжены хонинговальным маслом и промыты. Для равномерного износа брусков в серийном производстве при обработке каждого нового отверстия цилиндра направление вращения хонинговального инструмента меняется на противоположное.
Рекомендуемое число оборотов при хонинговании
Минимальное число оборотов при хонинговании
Максимальное число оборотов при хонинговании
Скорость подачи хонинговальной головки относительно числа оборотов
Правильные способы хонингования цилиндров двигателя

Рекомендуем также прочитать статью о том, как правильно подбирать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора ремонтных поршневых колец по размеру и другим параметрам.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Режимы обработки
Чтобы моторное масло надежно удерживалось на внутренней поверхности цилиндра, создается шероховатость (сетка). На идеально ровной стенке любая жидкость будет стекать, а при наличии макроскопических неровностей она будет удерживаться. Больше площадь контакта, меняется и направление действующих сил.
В рабочем цилиндре двигателя создаются условия для взаимодействия через масляную пленку между деталями цилиндропоршневой группы. Для ряда ковких чугунов установлено, что эта величина должна составлять 12…25 мкм. Глубина впадин находится на уровне 8…18 мкм. Оптимальный угол для сетки составляет α = 30-35 ⁰.
- Риски наносят при первом хонинговании с использованием брусков, имеющих зерно 150 единиц (150 зерен на 1 см). Глубина образуемых рисок может достигать до 120-160 мкм. Однако, использовать сразу после подобной обработки детали нельзя. Износ поршневых колец при высокой температуре газов будет довольно интенсивным (но некоторые производители выпускают двухтактные двигатели с подобной обработкой, у них невысокий моторесурс).
- Вторая обработка ведется обязательно в среде СОЖ. Используют бруски с зерном 400…500 единиц. Здесь стачиваются острые кромки на рисках. Глубина впадин уменьшается до 45-60 мкм.
- Финишная обработка позволяет получать требуемые параметры на стенках цилиндров.
- При необходимости производят карцевание. Здесь выполняется не обтачивание, а прикатывание поверхностных выступов. Размер практически не меняется. Происходит уплотнение самой поверхности. Обычно такую операцию выполняют для цилиндров гоночных автомобилей, работающих на предельных режимах эксплуатации.
Карцевание выполняют специальными щетками
Карцевание применяют и при наружной обработке некоторых деталей ДВС. Так поступают для поршневых пальцев и шеек коленчатого вала.
Для чего нужно хонингование двигателя
Любая деталь не служит долго. Каждой, в своё время, требуется ремонт, но находчивый водитель знает, что существуют методы и подходы, которые и жизнь детали продлят, и сэкономят сбережения. Хонингование блока цилиндров и есть один из таких выходов из положения. Что касаемо деталей двигателя непосредственно, то за свою службу они изменяются в параметрах. Что ещё менее приятно, так это появление царапин повсеместно.
Как вам прекрасно понятно, всё это очень пагубно влияет на работу мотора в целом, и вот к ухудшению чего это приводит:
- Компрессии.
- Использованию большего количества горючего и масла.
- Мотор не развивает былую мощность.
Поэтому стоит незамедлительно заняться ремонтными работами блока, чтобы в последующем не пришлось заменять кривошипно-шатунный механизм, а здесь речь идёт уже о совсем другой сумме. Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Теперь поговорим о технологии обработки. Сама работа проделывается инструментом, от которого и пошло название операции, а именно — хоном. Он вращательными движениями проходиться по поверхностям, срезая слои металла совсем незначительных размеров. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Зачастую это всем нам известный керосин, но допускаются и другие варианты на основе водно-масляных эмульсий. Главное — правильно рассчитать давление, чтобы добиться равномерной и правильной поверхности цилиндра.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Если у вас есть в наличии какой угодно абразивный материал, вы сможете без труда делать хонингование блока цилиндра. Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.
Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).
Проведение работ
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Рабочая поверхность брусков снимет вершины микронеровностей, оставшихся после растачивания. Такой метод называется плосковершинный или платохонингованием.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи. Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки. Удачи вам и не забывайте оставлять комментарии ниже.
Особенности технологического процесса
Хонингование – это термин, появившийся в технологии обработки металлов резанием, из Англии XVII века. При создании крупнокалиберного оружия возникла необходимость обрабатывать внутреннюю поверхность пушек. Короткий ствол (5-7 калибров) давал возможность разогнать ядро до скорости 340-360 м/с. Используя ствол, имеющий длину более 10-12 калибров, можно увеличить скорость до 450-480 м/с. Соответственно, дальность поражения цели увеличивается почти в два раза. Для морских сражений – это большое преимущество. Можно уничтожать корабли противника, не попадая под обстрел его пушек. Проблема обработать цилиндр внутри решалась с помощью hone (хонов – точильных брусков, honing англ. – точить).
Первые установки были горизонтального типа. В них бруски устанавливались неподвижно, а вращение передавалось стволу. Чугунное изделие весило около 500 кг, за пару часов работы получали поверхность, близкую к идеальной. Попутно подгоняли и ядро. Старались получать литейные шары с минимальным зазором.
Наибольшее распространение подобная операция получила с развитием паровых теплосиловых установок. Длинный рабочий цилиндр (9-14 калибров). В нем перемещается поршень. Движение происходит за счет подачи пара из парового котла.
Наружное хонингование нужно для деталей большой длины. Такие встречаются в ткацком производстве, где применяют кулисные механизмы. У них сложное возвратно-поступательное движение, преобразованное из вращательного. Камень, так называется деталь, движущаяся по цилиндрической поверхности, поступательно перемещается по кулисе. Полученное движение используется для движения челнока между нитями будущей ткани.
- сухое хонингование, производимое без подвода смазывающих охлаждающих жидкостей (СОЖ);
- мокрое, выполняемое при подаче СОЖ в зону обработки.
Результат хонингования поверхности: микронеровности до обработки (а); сглаженные микронеровности после точения (б)
Полностью выравнивание не происходит. Стачиваются только острые вершины. Снимаются доли миллиметра, но этого уже достаточно, чтобы детали при взаимном перемещении оказывали минимальное сопротивление.
В ДВС система смазки осуществляет принудительную подачу смазочных материалов. Они оседают в промежутках между вершинами. Например, в двигателе МеМЗ-968 (использовался в ЗАЗ-988М) зазор между поршнем и стенкой цилиндра составлял всего 0,062±0,004 мм. У современных автомобильных ДВС эта величина находится на уровне 0,032±0,0027 мм. Лучшее уплотнение позволяет более эффективно использовать давление газов в рабочем цилиндре.
Профессиональные услуги
Если износ уже значительный (например, когда эллипсность цилиндра превышает 0.1 мм, а конусность – 0.2 мм), необходимо проводить расточку цилиндров до ремонтного размера. В этом случае нужно купить специальные поршни, диаметр которых больше стандартных. Растачивать цилиндровый блок необходимо в специализированной мастерской. В гаражных условиях выполнить эту операцию невозможно. Допуски точности очень строгие – десятые доли миллиметра. Качественно выполнить эту работу могут только профессионалы, оснащенные современным оборудованием.
Требования к оборудованию
Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Хонингование
Хонингование — вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Один из видов чистовых и отделочных обработок резанием. Позволяет получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra=0,63÷0,04.
Хонингование наружных поверхностей осуществляется на специализированных станках (горизонтально-хонинговальных) или модернизированных (шлифовальных, горизонтально-расточных), производительность при этом по сравнению с суперфинишированием в 2—4 раза выше вследствие бо́льшего количества брусков и бо́льших давлений.
Содержание
Области применения хонингования
Обработка отверстий в различных деталях в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. Она также способствует лучшему смазыванию при работе пары трения . При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Особенности хонингования
Возвратно-поступательное движение хона с постоянным давлением бруска или постоянной скоростью радиальной подачи.
Инструменты и станки для хонингования


От специализированных хонинговальных станков до ручного инструмента.
Смазочно-охлаждающие жидкости для хонингования
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а следовательно и более интенсивным отводом тепла, что является одним из важнейших требований предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Значение хонингования
Высокопроизводительный процесс, позволяющий получить качественные поверхности с 6—5 квалитетом точности и шероховатостью поверхности Ra 1,6—0,1
Литература
- Под ред. Орлова П. Н. Краткий справочник металлиста. — М .: Машиностроение, 1986. — С. 960.
См. также
- Механическая обработка
- Отклонение от круглости
- Шлифование
Wikimedia Foundation . 2010 .
- Полирование
- Яс-Надькун-Сольнок (комитат)
Полезное
Смотреть что такое “Хонингование” в других словарях:
ХОНИНГОВАНИЕ — (англ. honing от hone точить), отделочная обработка поверхностей (в основном внутренних поверхностей цилиндрических заготовок) мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговального станка. Хон вращается и… … Большой Энциклопедический словарь
хонингование — сущ., кол во синонимов: 2 • зубохонингование (1) • отделка (39) Словарь синонимов ASIS. В.Н. Тришин. 2013 … Словарь синонимов
хонингование — Доводка, осуществляемая при одновременно выполняемых вращательном и возвратно поступательном движениях абразивного инструмента. [ГОСТ 23505 79] Тематики обработка абразивная, абразивы EN honing DE Honen … Справочник технического переводчика
ХОНИНГОВАНИЕ — операция окончательной доводки обработанных поверхностей (в основном цилиндрических сквозных и реже глухих и ступенчатых отверстий) с помощью специального инструмента (см.) на хонинговальном станке. Обрабатываемая деталь в процессе операции… … Большая политехническая энциклопедия
хонингование — (англ. honing, от hone точить), отделочная обработка поверхностей (в основном внутренних поверхностей цилиндрических заготовок) мелкозернистыми абразивными брусками, смонтированными на головке (хоне) хонинговального станка. Хон вращается и… … Энциклопедический словарь
Хонингование — Honing Хонингование. Низкоскоростная шлифовка используемая в основном, чтобы произвести однородную высокоточную и чистовую отделку, наиболее часто на внутренних цилиндрических поверхностях. В хонинговании очень тонкие слои металла удаляются… … Словарь металлургических терминов
Хонингование — (англ. honing, от hone хонинговать, буквально точить) Отделочная обработка в основном внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом (См. Абразивный инструмент) в виде брусков, смонтированных на… … Большая советская энциклопедия
Хонингование — ср. Отделочная обработка металлических изделий с помощью хона. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
хонингование — см. в ст. Абразивная обработка. Энциклопедия «Техника». М.: Росмэн. 2006 … Энциклопедия техники
ХОНИНГОВАНИЕ — (англ. honing, от hone хонинговать, букв. точить) отделка поверхности заготовок спец. инструментом хоном, обычно при относит. вращат. и возвратно поступат. движении заготовки и инструмента. Осуществляется на спец. хонинговальных станках. X.… … Большой энциклопедический политехнический словарь
Дом в стиле минимализм — 35 фото самых красивых и необычных коттеджей
Вы думаете, что минимализм — это что-то прямоугольное, белое или черное, и немного пустое? Совсем не так. Главная идея, которую он несет — с помощью ясных и чистых линий использовать в дизайне само окружающее пространство вместо того, чтобы заполнять его многочисленными декоративными элементами. Не то, чтобы они отсутствуют — их мало. Они не теряются в массе вещей, а фокусируют внимание на себе.
К слову минимализм очень часто прибавляется определение — японский, где он в чистом виде существует уже более 5-и веков. В Европе к этому направлению всегда тяготели скандинавы, а в своем нынешнем виде он получил развитие в Америке 50-х годов прошлого века. Этот стиль легко и гармонично вписался в быт западной цивилизации.
Элегантный дизайн загородного дома
В европейской архитектуре это направление скорее отражает новое мироощущение, пробуждает фантазию и дает возможность выразить ее в предметном ощущении. Дом в стиле минимализм — с одной стороны прямые четкие линии, с другой — контрастные цвета и фактуры, интересная игра со светом и большие окна, впускающие в дом окружающую природу.

1.В проекте загородного дома на фото великолепно сочетаются бетон и дерево, а свет, льющийся из окон, придает всему сооружению фантастический облик

2. Почти полностью закрытый со стороны улицы коттедж, панорамные окна которого выведены в сторону леса. Отделка светлым искусственным кирпичом «облегчает» здание, как и прямоугольные арки

3.Фото коттеджа на склоне. Его форма повторяет рельеф, и здание кажется естественным продолжением ландшафта. Устремленный вверх профиль прекрасно выглядит на фоне окружающих гор
Особенности архитектуры — домик из кубиков
Несмотря на то, что загородный дом в стиле минимализм похож на конструкцию из кубиков, он всегда кажется легким — даже парящим над землей. Почти в каждом проекте присутствуют столбы, прямоугольные колонны. Как правило, они несут функциональную нагрузку, поддерживая крыльцо, балкон или открытую террасу. Кроме этого, для стиля характерны и другие интересные элементы.
• Плоские крыши — на них обустраивают зону отдыха, солярий, а иногда и зимний сад. Правда, в российском климате такая кровля требует особого внимания к гидроизоляции, на ней скапливается снег, который нужно очищать. Однако она выигрывает по стоимости в сравнении с дорогим строительством многоскатных конструкций.
• Горизонтальные выступы — отдельные части дома могут выступать далеко за границу фасада, образуя «подвешенные в воздухе» блоки. Это могут быть как жилые комнаты, так и балконы.
• Обилие стекла — большие окна, вертикальные и горизонтальные, зачастую сливаются целые застекленные галереи. Они часто тонируются, бывают зеркальными, и включаются в общую графику здания.
В дизайне используется вся цветовая палитра от снежно-белого до черного тона, и всегда выделяются отдельные элементы дома. Если изначально в большинстве проектов преобладали серые оттенки, то сейчас встречаются фиолетовые, оранжевые и даже лимонные.

4. В проекте присутствую все типичные элементы стиля минимализм: выносные конструкции на опорных колоннах, панорамное остекление. Интересно, что крыша сделана с небольшим наклоном — это практичное решение для северных районов. Насыщенный синий оттенок делает облик дома ясным и свежим, а продуманное освещение — фантастически красивым.

5. Вопреки сложившему мнению о «холодном» дизайне минимализма, приветливый коттедж подкупает приветливым внешним видом. При одном взгляде на него возникает ощущение удобства и комфорта, окружающих его обитатели. Нехарактерные на первый взгляд кованые решетки в данном случае органично дополнили проект. К слову: минимализм не отвергает традиции, объединение в одном образе нового и старого делает жизнь интереснее.

6. Проект интересного коттеджа предусматривает цокольный этаж, частично врезанный в склон. В результате элегантное сооружение чем-то напоминает старое шале в новом прочтении.

7. Удивительно гармоничное слияние с окружающей природой. Небольшой загородный дом как-бы вырастает из земли, а окружающие валуны поддерживают это впечатление

8. В этом проекте используются классический камень и традиционное дерево, но это ничуть не затмевает четкую и стильную графику минимализма

9. Дизайн загородного дома из «стекла» не кажется излишне «откровенным», поскольку нижнюю часть здания искусно прикрывает наклонный бетонный въезд и закрытая лестница
Интерьеры в стиле минимализм — 5 принципов оформления
Что же превращает пустое и лишенное фантазии пространство в изящный современный интерьер? Попробуем найти главное, что отличает их друг от друга.
1. Материалы и цвет — главные составляющие обстановки. В не заставленной предметами комнате они бросаются в глаза, поэтому отделка всех поверхностей должна быть безупречной.
2. Ниши, лестницы, двери и оконные проемы — часть стиля, все конструктивные детали равнозначно важны и участвуют в построении общего графического ритма.
3. Места для хранения вещей — они тщательно закамуфлированы под стены. Любители магнитных наклеек на холодильниках и рубашек на стульях могут отдохнуть. Эстетика минимализма не терпит пестроты.
4. Островки уюта — яркий цветной светильник, коврик с графическим орнаментом дарят домашнее тепло и комфорт. Но их немного, и каждый из этих предметов работает на целостный образ.
5. Повышенное внимание к мелким деталям — ваза с цветами, постер на стене или подушка на диване. В таком дизайне не допускается произвольная расстановка милых сердцу сувениров. Если таких предметов много, из них формируют единый цельный массив.

10. Окна гостиной выходят на запад, и закатное солнце вносит в нее нотку уюта и мягкости. А в пасмурный день его заменяет светильник с языками пламенного цвета.

11. Оригинальный светильник превращает ванную комнату в такое милое интимное место, и кремовые розы служат здесь деталью не менее важной, чем светлая каменная столешница и белоснежная мойка.

12. Интерьер кабинета казался бы скучноватым, ели бы не забавная подушка и мелкие сувениры на столе. Однако все они подобраны в контрастной черной гамме, а живые цветы растут в строгих серых кашпо.
Минималистские идеи и национальный характер
«Восток есть Восток, а Запад — есть Запад, и не сойтись им вовек» сказал классик английской литературы. Но даже на Востоке японская культура, породившая минимализм, представляет собой своеобразный феномен. Если присмотреться к современным интерьерам, обнаруживается удивительно много дизайнерских идей, источниками для которых послужили японские принципы организации пространства.
Жители этой страны быстро преображают помещение с помощью бамбуковых конструкций — «фу сума», в любой момент приспосабливая его для конкретной потребности. Легко уловить их сходство с популярными ныне застекленными межкомнатными перегородками, не правда ли?

13. На фото интерьер спальни, дверной проем в которую закрыт зеркальной ширмой
Вторая особенность минималистского стиля — отсутствие массивной мебели. Все элементы обстановки формировались с помощью многочисленных ниш в стенах, потолках и полу. Они имели различную форму и размер, носили вполне функциональный характер и даже собственные имена. Вертикальные служили подставкой для цветов, свитков (теперь книг и дисков), горизонтальные — использовались как письменный стол. Распространенная сегодня идея многоуровневого зонирования пространства именно оттуда была привнесена в начале прошлого столетия основателями сегодняшнего дизайна: Ле Корбюзье, Макинтошем и другими.
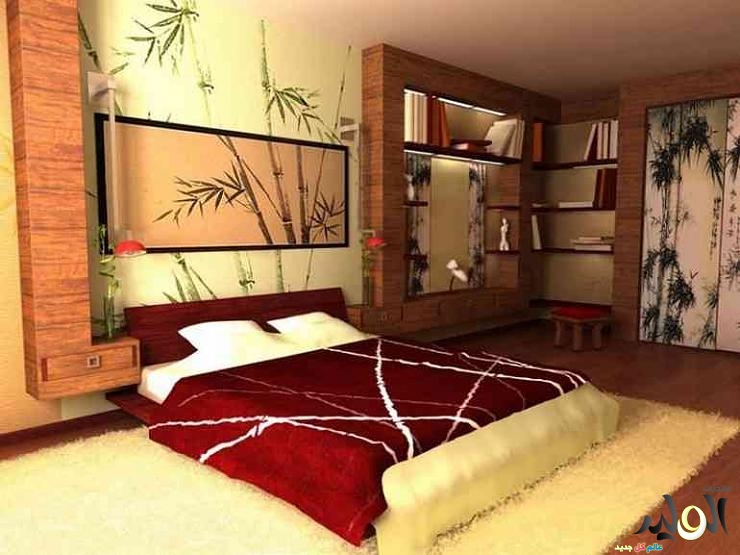
14. Ниши в дизайне современного японского дома

15. На этом фото гостиная европейского стиля, и ниши в стенах здесь заменяют множество предметов мебели: тумбу, шкаф, туалетный столик.
Третья особенность минимализма — панорамное остекление, он присутствует почти в каждом проекте. Это тоже характерная черта восточных жилищ, люди там всегда чувствовали себя частью природы, Сдвигается легкая каркасная стена – и реальная природа: море, деревья и сверкающая Фудзияма становятся частью жилого дома. Это популярный тренд и в интерьере европейских домов.

16. Панорамное остекление в загородном доме

17. Дизайн выглядит очень выразительным, пусть даже в окнах не ветки цветущей сакуры, а плакучие березы или сосны

18. Лаконичность и простота мебели, ненавязчивая цветовая гамма, четкие графические линии создают эффект пространства, свободного для философских размышлений о вечном.

19. Камин — почти неотъемлемая часть загородного дома, а картины на стене подобраны в осенних оттенках

20. Светлая и легкая гостиная в проекте загородного коттеджа
Заметим, что при всей своей консервативности современные восточные стилисты ассимилируют и некоторые элементы западной культуры. Например, на фото ниже показана гостиная, которую можно представить в любом из европейских домов.

21. Чуть более декорированная, чем обычно минималистская обстановка на этом фото выглядит строго, но как-то уж очень по-европейски
Разгадка успеха минимализма, возможно, кроется в том, что строго дисциплинированное, геометрически правильное построение японских интерьеров носит черты определенной интеллектуальности, присущей современному обществу и потому органично воспринимается человеком.




