Насколько хромированные перила для лестниц практичны в частном домовладении
Каким бы не было здание, но лестница в нем, так или иначе, присутствует. Это может быть чердачный вариант в частном доме, высокое крыльцо в большом здании или межэтажная лесенка в загородном доме, офисе или любом другом помещении.
Но, так или иначе, любая разноуровневая конструкция оснащена перилами, которые мы первым делом ищем своими глазами для удобства подъема.
 Хромированные лестницы в элитном доме
Хромированные лестницы в элитном доме
Сейчас очень часто можно встретить хромированные ограждения лестниц, что и не удивительно. Ведь времена, когда данная деталь выполняла только свое функциональное назначение уже давно остались в прошлом. На смену им пришли эстетичность, красота, стиль и дизайн любого помещения, что заставляет задуматься об оформлении уличных лестничных пролетов и внутреннего интерьера.
В любом административном или жилом здании можно встретить перила из нержавеющей стали с деревянными или стеклянными вставками, с оригинальными дополнениями в виде декора и даже росписи и все они помимо прочности обладают рядом преимуществ:
- Хромированные поручни для лестниц отличаются от деревянных или других своей долговечностью и прочностью. Данное покрытие устойчиво к любым капризам природы и не меняет свой вид от частого контакта с руками.
- Такие ограждения могут использоваться в любом месте – в офисных помещениях, в квартирах с несколькими уровнями, в детских дошкольных учреждениях, в загородных домах, саунах, бассейнах и любых развлекательных комплексах.
- По желанию можно купить перила любой формы или изготовить их под заказ и даже цена, которая доступна практически каждому, на такую роскошь не должна отпугивать, так как любые качественные поручни просто необходимы для лестниц, а если они еще в дополнение выполнены в красочном оформлении, то это не может не радовать.
И не важно, какая у вас в доме или офисе лестница – винтовая, каменная или деревянная, хромирование некоторых деталей для нее только добавят красочный вид и элегантность, а интерьер любого помещения будет выглядеть несколько иначе, чем до переделки.
Как происходит хромирование деталей
Любая хромированная трубка или поручень выглядит просто великолепно и приятно радует глаз. Натертые до очаровательного блеска детали перил и ограждений придают лестнице просто феерический внешний вид и делают ее главной деталью любого интерьера. Так как этого добиваются умельцы и где та инструкция по нанесению хрома на любую понравившуюся деталь?
На практике применяются в основном два способа хромирования:
- Метод диффузии – на поверхность наносятся мельчайшие частички хрома.
- Метод электролита – нанесение хрома под воздействием электролита.
Обратите внимание!
После нанесения хромового покрытия любая поверхность становится намного тверже и дополнительно получает защиту от коррозии.
Процесс нанесения
Технология имеет следующую структуру:
- тщательная очистка всех деталей от лишней грязи и пыли;
- подготовка всего процесса;
- погружение деталей в емкость с раствором электролита;
- подключение к электрической сети;
- выдержка деталей в растворе до нужного состояния.
Совет!
Если вы решили провести процесс хромирования своими руками, то нужно обязательно соблюдать всю технику безопасности, так как данный процесс довольно опасен для неопытных мастеров и может причинить вред здоровью.
Различия между хромом и нержавеющей сталью
Многие люди, как это ни странно, не видят особого внешнего различия между нержавейкой и хромовым покрытием. Так в чем здесь разница?
 Перила из нержавеющей стали
Перила из нержавеющей стали
Хромированное ограждение лестниц блестит очень ярко и имеет приятный зеркальный отлив. Но, взглянув на это с другой стороны, физические качества хрома во многом уступают стальным поручням и перилам.
Чаще всего хромируют всяческие сплавы и черную сталь и любое покрытие, особенно на лестничных ограждениях со временем стирается от частого контакта с руками человека. Как не печально, но восстановить данный слой уже невозможно и приходится его менять полностью, либо снимать деталь и отдавать ее специалистам на реставрацию.
Стальное покрытие не боится ни ударов, ни перепадов температур и прослужит долгие годы, но оно стоит гораздо дороже, чем хром и потому используется гораздо реже. В основном в больших учреждениях, административных зданиях, театрах и стадионах.
Примечание: хром хоть и не долговечен, но гораздо дешевле и его в любое время можно без проблем заменить новым.
Стальные поручни устанавливаются на века и в домашних условиях применять данный продукт просто не выгодно с финансовой точки зрения и с точки зрения декора, который сложно поменять.
Как же собрать все воедино?
Хромированные лестницы – это всегда не только приятно, но качественно и красиво. Как же происходит сборка всех деталей конструкций воедино? Балясины из стали или металла собираются довольно просто и под силу такой процесс даже новичку. Они не подвергаются сварке, как некоторые другие металлические изделия и легко крепятся между собой.
Все отдельные детали конструкции перил вставляются одна в другую и при помощи специальных винтов и клепок надежно соединяются. Для неприкрытых стыков есть кольца, которые декорируют всю модель, а заодно и прячут ненужные элементы лестницы от общего взора.
 Лестницы в интерьере
Лестницы в интерьере
Любое ограждение с хромовым покрытием можно легко поменять на новое и при этом не обязательно быть профессионалом. На фото видно, что хром прекрасно гармонирует с обстановкой квартиры и дополняет своим блеском некоторые элементы интерьера. (см. также статью Интерьер прихожей с лестницей – идеи и правила)
При желании можно легко изменить весь стиль в своем доме, заказав или купив новые поручни или перила, которые играют не маловажную роль в декоре любого помещения.В представленном видео в этой статье вы найдете дополнительную информацию по данной теме.
Вывод
Конструкции из хромированных перил и ограждения можно устанавливать в любом месте – внутри помещения или на улице. Они отличаются от деревянных и пластиковых высокой износостойкостью.
Именно благодаря этим техническим характеристикам их зачастую можно встретить в местах большого скопления людей – в аэропорту, в торговом центре, на вокзале или в банке. Данное покрытие не подвергается ни какой коррозии, и совершенно нейтрально реагируют на атмосферные явления, такие как дождь, снег, мороз или яркое солнце.
Практичность стальных перил с хромированным покрытием, особенности и преимущества
В большинстве общественных зданий внутри помещений и уличных террасах монтируют модульные хромированные ограждения, потому как они имеют устойчивую структуру к воздействиям агрессивной среды. Так в чем же заключаются особенности и преимущества данного материала, и как отличить его от нержавеющей стали?

Хромированные перила отвечают высоким техническим характеристикам, потому их установка для общественных мест и лестничных пролетов – объяснимое явление
Особенности хромированных ограждений
Для лестничной конструкции самым прекрасным элементом можно смело считать ограждение. Сам по себе пролет выполняется из неприметных для глаз материалов, но ситуацию в корне могут поменять красивые фигурные балясины или кованые перила, но за ними нужно ухаживать и следить.

Ограждения из стали хромируют, чтобы улучшить устойчивость к перепадам температуры и атмосферным осадкам
В случаях, когда условия окружающей среды имеют непосредственное влияние на эксплуатацию ограждения, важно использовать устойчивые к данным условиям материалы. Дешевыми аналогами нержавеющей стали выступают хромированные перила. К примеру, чтобы приобрести один погонный метр данного изделия потребуется чуть более 1 тысячи рублей, а оно, в свою очередь, включает все элементы ограждения.
На сегодняшний день специализированные компании предлагают на выбор потребителям хромированные элементы лестницы: поручни и перила по низкой цене. Это возможно, благодаря тому, что они имеют свое производство металлических конструкций, при этом сложность изделий может быть как самой простой, так и сложной по эксклюзивным эскизам.
Выгодная цена на хромированные перила приумножается качественным сервисом тех же компаний, которые предлагают услуги по установке приобретенного изделия на объекте клиента.

Перила имеют несложный крепеж и крепления в комплекте, потому собрать их можно даже самому
Важно! Доступность в цене стала возможной, благодаря повышенной мощности производства изделий сложной формы автоматизированным путем, при этом привлекательность и прочность остаются на высоком уровне.
При покупке качественного хромированного изделия можно не волноваться о грядущих ремонтных и косметических ремонтных работах, так как они не предвидятся, благодаря технологичному производству износоустойчивых материалов.
В чем преимущества хромированных перил
Хромированные ограждения можно встретить практически в любом здании общественного характера. Столь обширное применение можно объяснить устойчивостью к влиянию влагой и легким уходом.
Можно также выделить следующие преимущественные черты хромированных поручней и перил:
- Универсальность эстетики. Хромированные зеркальные элементы отлично вписываются практически в любой интерьер и экстерьер зданий. Не зря их можно встретить в торговых и развлекательных центрах, стадионах, в загородных домах и подъездах.
- Легкий уход. Ухаживать за гладкой поверхностью можно без особого труда, при этом она не поддается сильному загрязнению.
- Низкая стоимость. Привлекательная цена остается одним из главных факторов выбора данного типа изделия.
- Легкий монтаж. Продаются изделия и выполняются под заказ в соответствии с требованиями клиента и соблюдением высокой точности. Устанавливать перила несложно: сможет любой человек.
- Хорошо сочетаются с другими видами материала. Стекло, ПВХ, камень или древесина: все они смогут воспринять хромированные поручни.

Изделия могут оставаться декоративными
Однако есть недостатки, которые могут подстерегать тех, кто ошибочно может полагать, что хром и есть нержавеющая сталь. На самом деле это не так, ведь хромированный слой наносится на обычную металлическую трубку. Если со временем этот слой начнет истираться, то труба покроется ржавчиной.
По этой причине специалисты не рекомендуют использовать хромированные перила для лестниц на улицах, потому как, по сути, они предназначены только для ограждений внутри помещений и закрытых пространств.
Как различить хром от нержавейки?

Визуальные отличия между хромированными изделиями и нержавеющей сталью
Так как хром сверкает и устойчивая к влаге как нержавейка, то его легко могут перепутать с ней. На самом деле не нужно быть экспертом в металлургии, чтобы уметь их различать.
- Изделия из хромированных труб имеют яркий блестящий вид.
- Технические показатели нержавейки превышают хромового покрытия.
- Хромированию поддается черная сталь.
- При однослойной обработке хромом, поверхность стали может поддаться коррозии, вследствие чего поверхностный слой становится пористой и чувствительной к влаге и температурным перепадам.
Как уже отмечалось, лестничные хромированные перила предназначены для закрытых помещений, потому как даже при небольших повреждениях поверхности (удары, царапины), эти места начинают ржаветь при окислении воздухом.
Происходит это также потому, что осуществляется постоянный контакт руки человека и поверхности перила. Слой хромированной краски трубы для перил не вечен, потому рано или поздно он сотрется. Для того чтобы восстановить поврежденные места, можно воспользоваться шлифовкой и покрыть их новым слоем хрома.
Хромирование крупногабаритных деталей!

Вобщем, выкладываю полезную инфу о гальванике в домашних условиях!)
Как многие знают, существует 2 приспособления для медирования, хромирования, цинкования и никелирования, это — гальваническая ванна и кисть . Т.к хромирование больших деталей ( дисков, бамперов и тд) в ваннах — очень затратно по реактивам ( представьте какая ванна должна быть, чтобы туда поместить целый бампер), хочу сделать кисть. Конструкция — нехитрая, предлагаю в этом убедиться)
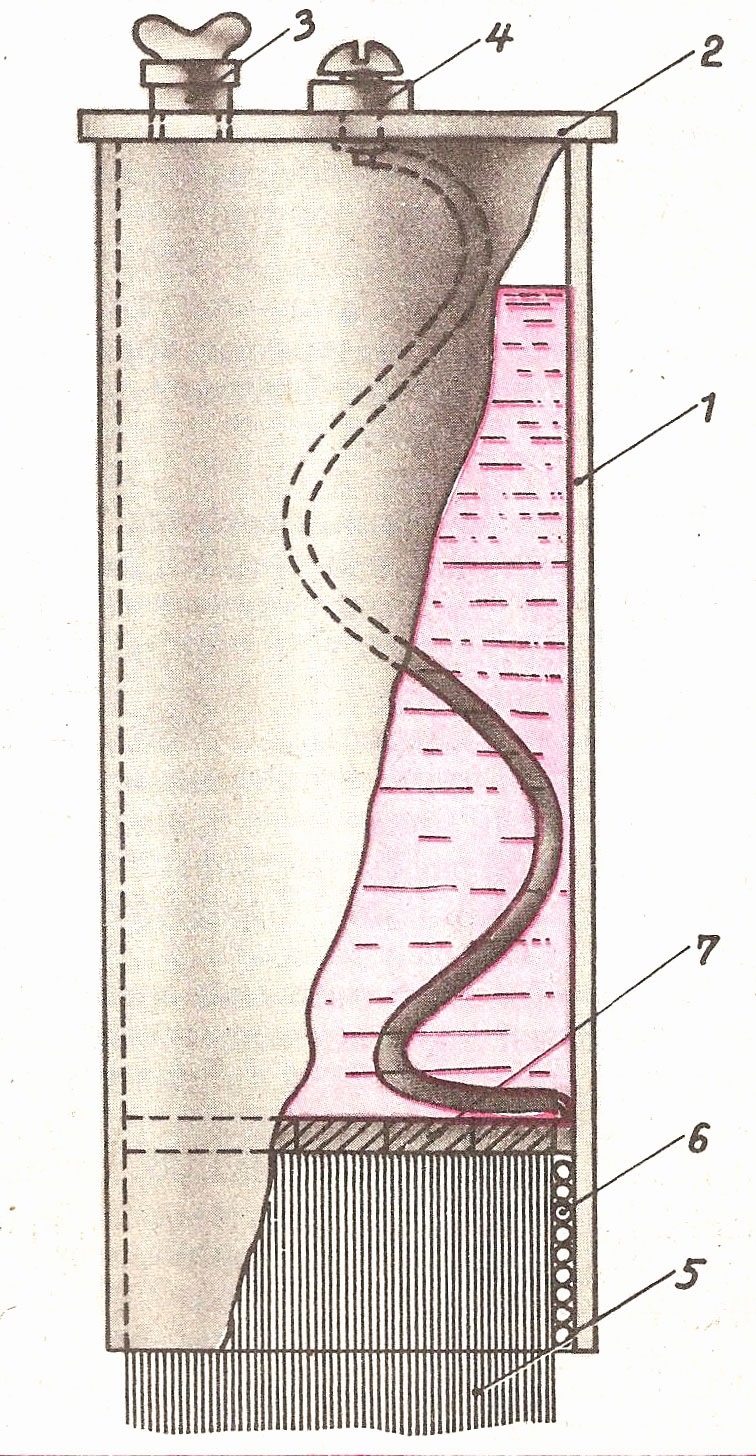
Устройство представляет собой следующее. Основа его цилиндр 1 (смотри рисунок) из прозрачной пластмассы. Сверху у цилиндра 1 приклеена крышка 2. На ней имеются заливное отверстие 3 с пробкой и металлический контакт 4, вклеенный в крышку.
Снизу в цилиндр 1 вклеена (клей «Момент») щетина 5 от кисти, затянутая шпагатом и обвернутая несколькими витками свинцовой проволоки 6. Конец этой проволоки припаян к контакту 4. Вместо свинцовой проволоки можно использовать узкую полоску свинца, вырезанную из оболочки кабеля.
Выше над щетиной 5 вклеена мембрана 7, представляющая собой кружок пенопласта (толщиной 8-10 мм), в котором проделано несколько мелких сквозных отверстий.
В цилиндр заливают электролит. К устройству подключают зарядный агрегат для аккумуляторов, позволяющий получить силу тока до 5 А.
Плюс подключают к контакту 4, минус к детали, которую покрывают металлом.
Через мембрану 7 и щетину 5 электролит понемногу выходит наружу. В это время своеобразной кистью натирают поверхность детали, при этом на ней начинает появляться пленка металла. Электролит собирают и еще раз используют, разбавляя его свежим электролитом.
Необходимо отметить, что качество подготовки деталей должно быть высоким (шлифовка, полировка, химическое обезжиривание, промывка дистиллированной водой).
Про электролиты для разных способов обработки (цифры — г/л)
Электролит для меднения
Медный купорос (сернокислая медь)
200
Этиловый спирт или фенол
1-2
Электролит для никелирования
Хлористый натрий
5
Электролит для хромирования
Серная кислота (уд. в. 1,84)
2,5
Электролит для цинкования
Борная кислота
20
Электролит для серебрения
Хлористое серебро свежеосажденное
3—15
Сода кальцинированная
20—25
Электролит для золочения
Тут нужно рассмотреть разные виды хромового покрытия, так как в зависимости от концентрации веществ и плотность тока можно получить широкую гамму покрытия, как по оттенку, так и по износостойкости.
Декоративное хромовое покрытие получаеться при использовании электролита следующего состава, электролит состоит из; 350 массовых частей (м.ч.) хромового ангидрида, 3,5 м.ч. серной кислоты и 100 м.ч. воды. Температура электролита при хромировании должна быть 35÷40град. С, а плотность тока – 10÷15 А/дм2.
Износостойкое хромовое покрытие применяется для обработки деталей двигателей, редукторов, гидравлики и прочих механизмов. Его получают используя электролит следующего состава: 150 м.ч. хромового ангидрида, 1,5 м.ч. серной кислоты и 100 м.ч. воды. Температура электролита 50÷55ºС, плотность тока 45÷100 А/дм2.
Темно-голубое декоративно-защитное покрытие получается, используя электролит такого состава: 350 м.ч. хромового ангидрида, 3,5 м.ч. серной кислоты, 1 м.ч. желтой кровяной соли и 100 м.ч. воды. Температура электролита 25÷30ºС, плотность тока 5÷10 А/дм2.
Агатовое, темно-синее декоративно-защитное покрытие получается если применять электролит, состоящий из 40 м.ч. хромового ангидрида, 10 м.ч. уксуснокислого бария и 100 м.ч. воды. Температурный режим электролита 15ºС, плотность тока 25 А/дм2.
Черное декоративно-защитное покрытие получается если использовать электролит следующего состава: 250 м.ч. хромового ангидрида, 8 м.ч. уксуснокислого кальция и 100 м.ч. воды. Температурный режим электролита 25÷30ºС, плотность тока до 100 А/дм2.
Мягкое декоративное покрытие получается при обработке в электролите следующего состава: состоящем из 250 м.ч. хромового ангидрида, 7÷10 м.ч. сернокислого хрома, 3 м.ч. борно-фтористоводородной кислоты, 100 м.ч. воды, однако можно применять и другой состав: 250 м.ч. хромового ангидрида, 3,5 м.ч. фтористого натрия и 100 м.ч. воды. Для обоих электролитов плотность тока составляет 4÷5 А/дм2, а температура 18÷20ºС.
Электролиты нельзя долго хранить, поскольку при этом теряются первоначальные качества.
Чугунные и стальные изделия перед обработкой подогревают до рабочей температуры электролита, медные и латунные – предварительно прогревают в горячей воде, а затем под напряжением погружают в гальваническую ванну.
Алюминий и его сплавы перед хромированием покрывают прочной пленкой другого металла. Для этого нужно изделие, поверхность которого приготовлена для хромирования, погрузить в раствор такого состава:
хлорное железо – 25÷35 г, концентрированная соляная кислота – 15÷20 г, вода – 1000 г. Деталь выдерживают в этом растворе 1÷2 мин, затем промывают водой и тут же приступают к хромированию.
Так же можно еще воспользоваться другим раствором: сернокислый цинк — 200 г, едкий натр – 200 г, вода – 1000 г. В таком растворе алюминиевую деталь необходимо выдержать 2÷3 мин, после этого промыть водой. В таком случае на поверхности изделия образуется тонкий промежуточный слой цинка, который обеспечит хорошее сцепление хромового покрытия с деталью.
Иногда нужно обновить хромовое покрытие на изделии. Для этого изделие нужно погрузить в электролит и на протяжении 30 с пропускать ток обратного направления. При этом поверхность старого хромового покрытия слегка растворяется и будущее хромовое покрытие надежно сцепляется со старым. При нанесении хромовых покрытий плотность тока доводят до расчитаной на протяжении 3÷5 мин.
После того как гальванический процесс завершен, изделие вынимают из электролита, промывают в теплой воде, потом нейтрализуют в 3 %-ном растворе пищевой соды, после этого снова промывают в горячей воде и сушат. Если же нанесено твердое износостойкое покрытие, то изделие необходимо обязательно прокипятить в течение 1÷1,5 ч в большом объеме дистиллированной воды, в завершении его помещают на 2÷4 часа в сушильный шкаф с температурой 110÷130ºС.
Следует иметь в виду, что, хотя растворы и не содержат сильно ядовитых веществ, обращаться с ними во избежание ожогов и отравления следует с осторожностью. Растворы лучше всего хранить в темной стекляняной посуде с притертой пробкой.
Так же следует учитывать удельный вес кислот, в зависимости от температур. Чем больше температура — тем меньше удельный вес . 98% раствор серной кислоты имеет как раз тот удельный вес, что нам нужен.
Так же нужно отдельно рассказать про реактивы, которыми нужно обрабатывать деталь до и после гальваники.
Одним из самых важных условий получения качественного гальванического покрытия является предварительная подготовка пескоструйка, шлифовка, обезжиривание и изделия.
Шлифовку осуществляют механическим способом с помощью карцовочной щетки, шлифовочных паст и наждачных шкурок.
Обезжиривание подготавливаемых деталей производят в органических растворителях: спирте, бензине, ацетоне, бензоле, трихлорэтилене. Подготавливаемую деталь тщательно промывают в растворителях, обращая внимание на труднодоступные места к которым сложно подобраться. Показатель качественного обезжиривания — хорошее смачивание водой поверхности детали.
Изделия из чугуна и стали очень хорошо обезжириваются с помощью указанных растворов:
Едкий натр… 10—20 г
Кальцинированная сода… 50 г
Жидкое стекло … 5—15 г
Вода… 1000 г
Едкий натр …50 г
Кальцинированная сода…30 г
Фосфорнокислый натрий…30 г
Жидкое стекло …5 г
Вода… 1000 г
Температура для растворов при обработки детали должна быть 60÷90 град. С. Работы нужно выполнять в защитных перчатках и фартуке, не допускать, чтобы капли раствора попадали на кожу и в глаза.
Для изделий из цветных металлов существуют следующие растворы:
Фосфорнокислый натрий… 10—20 г
Хозяйственное мыло… 10—20 г
Вода… 1000 г
Едкий натр …10 г
Фосфорнокислый натрий… 50—60
Вода… 1000 г
Рабочая температура первого раствора — 90град. С, а второго — 60град. С.
Так же нужно деталь декапировать
Декапирование – процесс снятия окисной пленки с поверхности металлической детали перед гальванической обработкой. В домашней мастерской можно применять такие декапирующие растворы:
Концентрированная серная кислота… 70—80
Хромпик … 2—3
Вода… 100
Соляная или серная кислота…5
Вода… 100
Ах, да. Возникает вопрос. Где взять реактивы?))
Ну, вроде все, сори за многабукаф. В ближайшее время соберем установку и попробуем ченить хромануть.
Доступный простой способ хромирования металла в домашних условиях

Блестящий слой хрома на металлических детях и инструментах делает их красивыми, к тому же надежно защищает от коррозии. Его нанесение возможно не только на производстве, но и в домашних условиях с применением доступного оборудования. Покрытие, сделанное в мастерской подобным способом, обладает высокой стойкостью к истиранию, поэтому его целесообразно наносить даже на поверхности, которые поддаются интенсивной эксплуатации.
Что потребуется:
- Нержавейка;
- уксус столовый 9%;
- пищевая соль;
- порошковое чистящее средство;
- источник постоянного тока.
Процесс хромирования деталей в домашних условиях
Для выполнения хромирования потребуется изготовить 2 электрода из нержавеющей стали (точнее из ферритно-хромистой нержавеющей стали, а то не всем будет понятно откуда взялся хром), которая не притягивается магнитом. В ней присутствует достаточно высокое количество хрома, чтобы извлечь его и применить для покрытия. Идеально для этого подходят старые ложки. В данном случае была найдена одна такая ложка (в ней как раз и применяется недорогая ферритно-хромистая нержавеющая сталь), а для второго электрода вырезана полоска из листа нержавейки.

Для удобства подключения проводов в электродах просверливаются отверстия.

В стеклянную емкость наливается уксус в таком объеме, чтобы полностью покрыть деталь для хромирования. Сверху засыпается пищевая соль в расчете горсть на 0,5 л уксусной кислоты.

В емкость опускаются электроды с подсоединенными проводами от источника постоянного тока. Это может быть повербанк, трансформатор, зарядное устройство для автомобильных аккумуляторов. Для предотвращения замыкания, между электродами помещается разделительная диэлектрическая вставка, типа обрезка пластикового пищевого контейнера или бутылки.

Включаем питание и ждем, пока электролит не насытиться, приобретя черный цвет.

После этого его нужно отфильтровать через вату.


Деталь для хромирования перед обработкой следует зачистить. Любые царапины и прочие дефекты на ней будут видны сквозь слой хрома, поэтому если требуется, то ее нужно буквально отполировать.

Затем заготовка тщательно вымывается в растворе порошкового чистящего средства. Оно обезжирит поверхность, и позволит присоединять к ней хром.

Электролит в стеклянной емкости необходимо разогреть до температуры 60-95 градусов Цельсия, к примеру, поставив электрическую плиту. Затем в него окунается электрод из нержавейки более высокого качества, в данном случае ложка, и деталь для хромирования. На электрод подключается минус от источника питания, а на заготовку плюс. Скорость хромирования зависит от мощности применяемого трансформатора или зарядного.



В итоге получаем стойкое блестящее покрытие. Особенно хорошо оно ложится на латунь и омедненную поверхность. Если деталь из стали, и в дальнейшем она будет использоваться в сложных условиях, тогда лучше сначала провести ее омеднение, а потом хромирование.


Смотрите видео
Хромирование автомобильных колесных дисков: способы и последующий уход
Хромирование дисков автомобиля является одним из вариантов его модификации и тюнинга, позволяющих придать ему индивидуальность. Выполнение такой процедуры предполагает нанесение на поверхность автомобильных дисков слоя хрома – достаточно недорогого материала, обладающего, однако, отличными защитными характеристиками. Кроме того, хромированные диски, отличающиеся исключительными декоративными свойствами, одинаково хорошо смотрятся практически на любом транспортном средстве.

Шикарные диски можно купить, но дешевле обновить старые, покрыв их хромом по одной из доступных технологий
Технологические особенности процесса и варианты его выполнения
При помощи хромирования могут обрабатываться не только колесные диски автомобиля, но также элементы его кузова, ручки и другие детали. При этом они покрываются защитным слоем красивого серебристого цвета с отливом золотого оттенка. Такая технология декоративной и защитной обработки литых дисков и других деталей автомобиля активно используется во многих странах уже на протяжении многих лет.
Хромовое покрытие, как уже говорилось выше, не только делает изделие более привлекательным, но и надежно защищает его от негативного воздействия внешней среды. В частности, хромирование автомобильных дисков обеспечит им надежную защиту от коррозии, механических повреждений и негативного воздействия различных химических средств. Наружная поверхность автомобильных дисков, прошедших процедуру хромирования, более устойчива к образованию сколов и царапин.

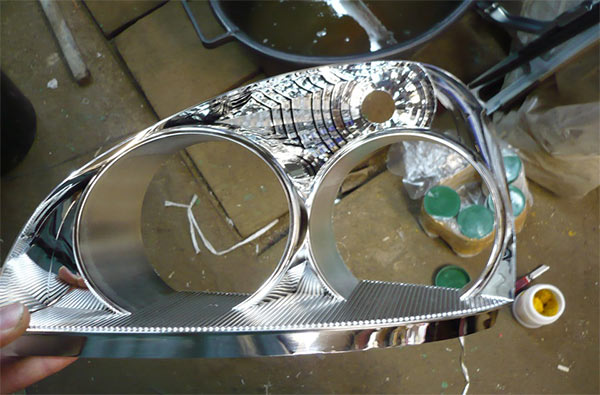
Диск до и после нанесения хромового покрытия
Хромировать диски и другие детали автомобиля можно различными способами. Рассмотрим наиболее популярные из них.
Гальванический способ
Данный метод предполагает достаточно длительную обработку, при которой слой металла наносится на изделие в результате протекания электрохимических процессов. Адгезия наносимого металла с обрабатываемой поверхностью в данном случае обеспечивается за счет межмолекулярных связей, что делает готовое покрытие максимально надежным.
Хромирование, выполненное гальваническим способом, хотя и является дорогостоящей процедурой, позволяет нанести на поверхность литых дисков слой хрома, обеспечивающий им надежную защиту не только от коррозии, но и от механических повреждений. Можно выполнить гальваническое хромирование автомобильных дисков своими руками, но для этого придется подготовить соответствующее оборудование и приобрести химические реактивы для электролитического раствора.

Основная проблема самостоятельного гальванического хромирования заключается в том, что для обработки дисков потребуется большая емкость и, как следствие, большой расход электролита
Химический метод
В отличие от гальваники в данном случае не используется соляная кислота, содержащий хром реагент проходит процесс растворения в дистиллированной воде. В процессе химической реакции выделяется хром, который и оседает на повержности обрабатываемой детали.
Данный способ хромирования намного проще гальваники и вполне допускает реализацию собственными силами в домашних условиях. Однако не стоит забывать, что некорректная работа с химическими реактивами чревата весьма серьезными последствиями для здоровья.
На видео ниже можно ознакомиться с принципом и нюансами данной технологии металлизации.
Применение специальных покрытий
Такие лакокрасочные покрытия содержат значительное количество хрома, что и определяет их защитные свойства. Наносить эти покрытия на поверхность литых дисков значительно дешевле, чем выполнять гальваническое хромирование, но сформированный ими защитный слой обладает и значительно меньшей надежностью. Данный метод является наиболее популярным при хромировании дисков своими руками.

Краска под хром бывает в баллончиках (однокомпонентная) или в банках (двухкомпонентная). Последняя обеспечивает более износостойкое покрытие
Диффузионная технология
В производственных условиях хромирование может выполняться по диффузионной технологии. В этом случае обрабатываемый диск и хромосодержащий состав помещаются в печь, где они нагреваются до высокой температуры. В результате хромосодержащий состав переходит в парообразное состояние, и молекулы хрома проникают в поверхностный слой обрабатываемого изделия.

Сушка дисков после хромирования
Горячий метод
При выполнении хромирования по горячей технологии диск помещается в ванну с расплавленным хромом, который и формирует на его поверхности защитный слой.
Два последних метода обработки требуют использования достаточно сложного производственного оборудования, а также создания определенных технологических условий, поэтому реализовать их в частном порядке проблематично.
Преимущества применения хромирования для дисков
Среди наиболее значимых преимуществ, которыми обладают колесные диски, покрытые защитным слоем хрома, надо выделить следующие.
- Хромирование позволяет улучшить теплообменные характеристики дисков, что способствует значительному увеличению их эксплуатационного срока.
- Поверхность колесных дисков, покрытых хромом, отличается высокой прочностью, она менее подвержена механическим повреждениям, таким как сколы, царапины и вмятины.
- Покрытие, нанесенное на поверхность колесных дисков с помощью хромирования, надежно защищает их от негативного воздействия влаги, грязи, химических реагентов. Учитывая тот факт, что диски колес автомобиля постоянно находятся под воздействием таких негативных факторов, нанесение на их поверхность хрома является достаточно актуальной процедурой.
Как ухаживать за хромированными дисками
Важно знать не только то, как хромировать автомобильные диски, но и то, как ухаживать за нанесенным на них покрытием, которое, несмотря на надежность, требует к себе постоянного внимания.

Для удаления сильных загрязнений используйте специальные средства для хромовых поверхностей
Для того чтобы на протяжении длительного времени сохранить внешний вид хромированных дисков и защитные характеристики их покрытия в первоначальном состоянии, следует придерживаться нескольких несложных рекомендаций.
- Если на дисках, подвергнутых хромированию, не обнаружено серьезных повреждений, то уход за ними заключается в регулярной чистке, выполняемой раз в одну или две недели. Выполняется такая чистка при помощи куска мягкой ткани и моющего средства, в составе которого не должно содержаться химических веществ, способных повредить хромовое покрытие (ацетон и аммиак). После чистки с использованием моющего средства диск промывается большим количеством проточной воды. Чтобы придать покрытию первоначальный зеркальный блеск, после мойки и сушки можно воспользоваться специальными составами для полировки.
- В том случае, если на хромированном диске появились мелкие дефекты, проблемные участки сначала необходимо зачистить, для чего используются обычная салфетка и мел, измельченный до состояния пыли. После обработки поврежденных участков порошком мела на них следует нанести слой бесцветного лака. Такой дополнительный защитный слой сохранит оксидную пленку, сформированную на металлическом изделии в процессе его хромирования, и позволит защитить диск от дальнейшего разрушения хромового слоя.
- Хромовые покрытия, если говорить об их недостатках (которых не так уж много), достаточно быстро покрываются пылью и грязью, поэтому их необходимо мыть чаще, чем остальные элементы транспортного средства. Для этого лучше всего использовать теплую воду, подавая ее под небольшим напором, чтобы не повредить защитный слой.
- Засохшую грязь, если она появилась на хромированной поверхности, нельзя удалять сразу: можно повредить защитный слой и столкнуться с тем, что на нем появятся царапины и потертости. Сначала засохшую грязь необходимо размочить, а спустя некоторое время удалить при помощи мягкой ткани.
- Налет, который остался на поверхности хромированного диска после мойки и чистки, лучше всего удалять при помощи влажной губки. После обработки влажной губкой диск следует тщательно промыть водой и протереть чистой мягкой тканью.
- Процедуру очистки следует выполнять с обеих сторон колеса – с наружной и внутренней. В процессе эксплуатации пыль и грязь забиваются во все изгибы и углубления колесного диска, поэтому важно тщательно почистить всю его поверхность, используя для этого теплую воду и губку. Для эффективной чистки хромированных дисков на современном рынке предлагается множество средств.
- В том случае, если хромированный диск нуждается в основательной чистке и реставрации поврежденного покрытия, необходимо не только снять его с автомобиля, но и освободить от покрышки. Только поступив подобным образом, вы сможете обработать свой автомобильный диск даже в труднодоступных местах.
Если следовать всем вышеперечисленным рекомендациям и тщательно следить за состоянием хромированных дисков своего автомобиля, можно долго сохранять их привлекательный внешний вид.
Для чего производится хромирование дисков и процесс его выполнения
Хромирование дисков, как и хромирование деталей автомобиля, является модным и практичным покрытием для автомобилей и мотоциклов. Его делают некоторые владельцы «железных коней», некоторые заказывают эту процедуру в автомастерских, а кто-то делает самостоятельно своими руками.
1 Зачем его делают?
Детали, диски и элементы авто и мотоциклов, которые были хромированы, имеют привлекательный внешний вид и приобретают дополнительную защиту от коррозии. При этом многие делают хромирование не только литых дисков, но и других деталей и элементов: решетки радиатора, бамперов, ручек дверей и т.д.
Многие детали подвергаются ржавлению, кроме того, практически все элементы автомобиля со временем изнашиваются. Замена изношенных элементов – достаточно дорогое удовольствие, и чтобы этого избежать, на детали наносят защитное покрытие.
Хромирование автомобиля и его элементов – это процесс нанесения тонкого защитного покрытия различными способами. Наиболее часто основным защитным материалом является никель или хром, которые наносятся на поверхности тонким слоем (толщина не превышает несколько микрон).

Несмотря на то что хромируемые детали покрываются очень тонким защитным слоем, они получают почти 100% защиты от коррозии, а кроме того, повышается их износостойкость почти на 30%. Этот слой защищает элементы авто при очень высоких температурах (до 800 о С).
Некоторые думают, что нанести подобное покрытие в домашних условиях нельзя, однако это не так. Хромирование – процесс непростой, требующий внимательного отношения, однако вполне осуществим в домашних условиях. Нанести такое покрытие можно следующим образом:
- Использование специальных красок. Достаточно давно появились специальные краски для машин, которые придают деталям вид хромированной поверхности. В их составе присутствует какой-либо металл (хром или никель). При нанесении такой краски покрытие получается более толстым, но не долговечным. Износ происходит очень быстро – в течение 1,5-2 лет, после чего требуется красить опять.
- Нанесение защитного слоя с помощью специального оборудования. Этот метод применяется на промышленных производствах. Такое оборудование нельзя встретить в автомастерских, а про использование его дома или в гараже не может идти и речи.
- Гальваническое хромирование. Самый оптимальный вариант по шкале «прочность-цена-затраты». Наиболее часто осуществляют именно его.

Важно знать, что все реагенты, газы, выделяемые в процессе нанесения хромового покрытия, обладают очень высокой токсичностью, что представляет серьезную опасность для организма человека. В начале 1990 годов хром VI, который входил в состав реагентов для хромирования, в ряде стран (в том числе и в России) признали канцерогеном. Поэтому правительство приняло решения, которые требовали заменить хром другими металлами (никелем) и существенно ограничить количество фирм, предоставляющих услуги по хромированию.
Фитосанитарной службой настоятельно не рекомендуется производить нанесения гальваническим способом защитных слоев, содержащих хром, в частном (инициативном) порядке.
2 Что такое гальваническое хромирование?
Гальваническое хромирование – процесс диффузионного насыщения поверхностей стальных деталей хромом или выпадение осадка на поверхность стального элемента, который представляет слой хрома, из электролитических растворов при воздействии электрического тока.

Технология процесса получения тонкого защитного слоя (пленки) осуществляется путем пропускания электрического тока в ванночке со специальными растворами. При подогреве солей растворов происходит оседание частиц хрома на поверхностях деталей. Элементы, которые требуется хромировать, используются катодами в создаваемой цепи из-за того, что частицы металла оседают только на катоде.
Для нанесения покрытия используются специальные ванны. На промышленных предприятиях и в автомастерских гальваническое хромирование осуществляется в полуавтоматических и автоматических режимах, чтобы минимизировать контакт человека с химическими растворами и парами. Для получения качественной защитной пленки все детали обезжириваются.

Гальванический способ нанесения хромового покрытия позволяет нанести несколько типов различных слоев, которые имеют разные защитные свойства и внешний вид. Тип покрытия зависит от вида использованных электролитических растворов, силы тока и материала детали, которую подвергают хромированию.
3 Необходимые материалы, инструменты и приборы
Чтобы произвести хромирование авто или дисков самостоятельно, необходимо подготовить все необходимые материалы и предварительно обработать диски.
Первое, что следует сделать – это определиться с помещением. Поскольку процесс небезопасный, то проводить его в квартире или жилом доме нельзя. Лучше заняться этим в гараже, сарае или в других нежилых постройках, в которых обязательно должна быть хорошая вентиляция. Можно это делать и на открытом воздухе, не допуская к процессу посторонних и детей.

Далее подготавливаются все необходимые материалы и приборы. Для хромирования дисков потребуются:
- Ванночка пластмассовая (или из полипропилена). Должна быть достаточно большой, чтобы вместить хотя бы треть диска.
- Блок питания или выпрямитель. Напряжение не должно превышать 12 вольт, а вот сила тока должна регулироваться от 1 до 50 ампер.
- Прибор для подогрева электролита. Главное требование – устойчивость к сильной кислотной среде.
- Термометр, позволяющий мерить температуры в диапазоне 0-100 о С, также должен быть устойчив к кислотной среде.
- Дистиллированная вода.
- Ангидрид хромовый (CrO3) – он менее токсичен (но токсичен!). Концентрация – 250 г/л.
- Серная кислота, концентрация 2,4 г/л (можно чуть больше).
- Ацетон
- Соляная кислота
- Листовой свинец
- Медная проволока
- Защитные элементы (респиратор, перчатки и т.д.).

Некоторые элементы можно не приобретать специально, а использовать уже имеющиеся. Например, в качестве выпрямителя подойдет устройство для зарядки аккумулятора. Ванночку можно взять детскую. Важный момент – к ванночке желательно приобрести крышку для предотвращения испарения при простое и уменьшения при работе. Количество раствора электролита зависит от размера ванны, а размеры ванночки зависят от размеров дисков (или элементов, которые будут хромироваться).
4 Как производятся работы
Перед началом работ необходимо подготовить диски. Важно помнить то, что защитную пленку хрома можно нанести только на никель, медь или латунь. То есть требуется подготовка детали.
В начале подготовки диски тщательно очищаются от грязи, пыли. Ржавые места зачищаются до чистого металла, а все дефекты стараются исправлять – неровные места выравнивают, поврежденные – восстанавливают. Необходимо рассчитать площадь погруженной поверхности (или всего диска, если его будут погружать полностью). Если не исправить дефекты, то они будут некрасиво смотреться на хромированном диске. Далее диски следует отполировать и обезжирить ацетоном. Нельзя для обезжиривания использовать бензин или спиртосодержащие жидкости.
Перед выполнением активации и при приготовлении раствора электролита надевают защитный костюм или элементы. Когда диски высохнут после растворителя, их активируют соляной кислотой. Для этого их погружают в раствор кислоты (концентрация 80-100 г/л) на некоторое время (до 30 минут), которое зависит от состояния поверхностей дисков.

Следующий этап – промывка дисков в чистой воде. Предварительно в ванну опускают листовой свинец и подключают к нему «+» от выпрямителя. После чего ванну заполняют электролитом (серная кислота + хромовый ангидрид).
Чтобы приготовить раствор электролита, нужно растворить в дистиллированной воде ангидрид хрома, а затем понемногу (тонкой струйкой) с перерывами добавлять серную кислоту. Полученный раствор будет иметь розовый или ярко-красный цвет.
Для начала процедуры электролит должен иметь бордовый цвет. Чтобы это сделать, следует подключить «-» к другой свинцовой пластине и опустить в ванну. Затем включается сеть и пропускается ток 15-20 ампер до появления нужного цвета. Свинцовые листы должны крепиться либо на медной штанге, либо на латунной. Хорошо подойдут для этих целей латунные трубы. Крепление листов к штангам должно быть прочным, чтобы свинец в процессе не отошел.

Попутно с операцией по приданию бордового цвета раствору электролит следует подогреть до температуры 45-50 градусов.
Далее через промытый диск следует пропустить медную проволоку. Толщина проволоки должна быть достаточной, чтобы выдержать деталь. Потом вытаскивают свинцовый катод, подключенный на «-» (тот, который вешался для подготовки электролита), а вместо него опускают диск и подключают «-» к медной проволоке. Силу пропускаемого тока варьируют в пределах 15-30 ампер. Процесс хромирования занимает 30-60 минут. Сила тока и время зависит от площади поверхности диска. Для 0,01 м 2 она будет 20 ампер.
Через 30-60 минут литые диски извлекают из емкости с электролитом и тщательно промывают в дистиллированной воде. Следующий диск или деталь не опускают в ванночку, пока не промоют извлеченный.
Когда диск высохнет после промывки, его полируют до блеска.
Как можно самостоятельно хромировать детали в домашних условиях?
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками. Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки. Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
- Технологии хромирования
- Подготовка рабочего места
- Оборудование
- Источник питания
- Состав и методика подготовки электролита
- Подготовка поверхности
- Хромирование
- Способ хромирования пластика дома
- Возможные дефекты и их причины
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Оборудование
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).
Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
Подготовка поверхности
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Хромирование
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение. Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.





