Как сделать трубогиб своими руками – чертежи, фото и видео
Изготовить своими руками домашний или даже профессиональный трубогиб, чтобы иметь возможность гнуть трубы на заданный угол и, что немаловажно, с заданным радиусом изгиба, не так уж сложно.

Сделать своими руками трубогиб не так уж и сложно
Вопреки распространенному мнению о том, что чаще всего этим приспособлением пользуются при выполнении сантехнических работ, в таких случаях обычно используют различные фитинги и отводы – предварительно согнутые отрезки труб, изготавливаемые в промышленных условиях. Однако для применения отводов существуют ограничения, которые определяются их стандартными характеристиками:
- углы поворота (могут быть 45, 60, 90 и 180 градусов);
- радиусы изгиба (выпускаются отводы с радиусами изгиба 1,0 Ду и 1,5 Ду);
- использование сварки.
Не во всех ситуациях такие параметры способны удовлетворить тех, кому необходимо придать конструкции из труб требуемую форму. Именно в таких случаях и выручает механический трубогиб (или ручной трубогиб).
Без станка для сгибания стальных труб не обойтись тем владельцам дач и частных домов, которые собираются самостоятельно изготовить различные арочные конструкции, теплицы, ограждения нестандартной формы и многое другое.
В этой статье мы досконально разберем, как сделать трубогиб своими руками. Ведь самодельный трубогиб вполне можно использовать не только дома, но и в полупрофессиональной деятельности, так как его конструкция не отличается заоблачной сложностью, а серийные устройства для сгибания труб стоят достаточно дорого. Поэтому, изготовив ручной трубогиб своими руками, вы сбережете немало денег.

Два трубогиба: с ручным и электрическим приводом
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- по степени мобильности (стационарные и переносные);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу воздействия (обкатка (роликовый), намотка, воздействие штоком (арбалетный), прокатка).
Суть способов воздействия трубогиба на трубу заключается в следующем.
При таком способе один конец трубы зажимается, а для придания ей требуемого изгиба используется неподвижный шаблон. Для обкатки изделия вокруг шаблона используются прижимные ролики.
Чертежи обкаточного трубогиба
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она и наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки гиба.
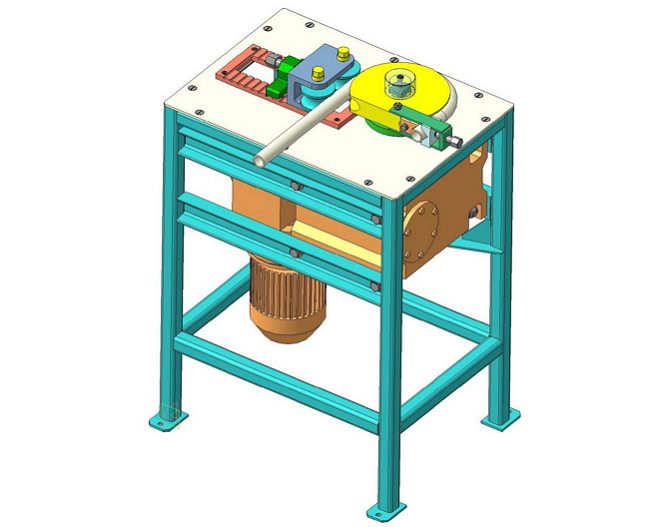
Схема трубогиба, работающего по принципу намотки
В таком трубогибе труба опирается на два неподвижных ролика, а сгибание выполняет шаблон, который закреплен на подвижном штоке. Шаблон давит на середину закрепленного участка трубы, тем самым придавая ей требуемый угол изгиба.
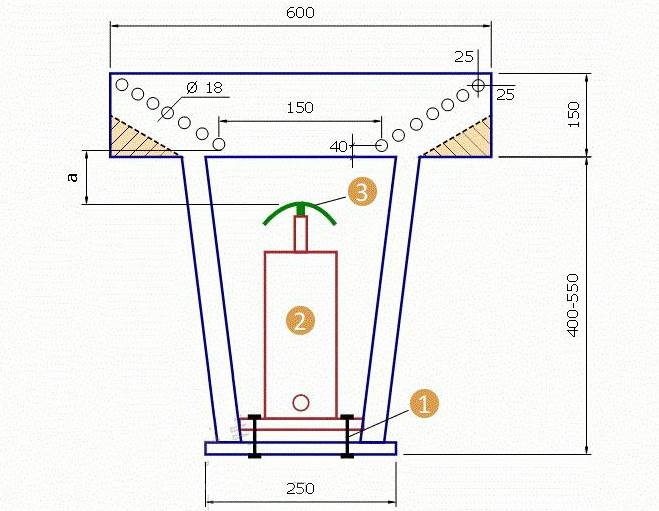
Схема арбалетного трубогиба: 2 — домкрат, 3 — башмак (пуансон)
Требуемый радиус изгиба получают при помощи трехвалкового устройства, основу конструкции которого составляют два опорных и один центральный ролик. На трубу осуществляет давление центральный ролик, положение которого и определяет радиус ее изгиба. Прокаточный трубогиб является более универсальным, во всех остальных станках радиус изгиба зависит от используемого шаблона.

Ручной прокаточный трубогиб компактных размеров
Изготовление трубогиба, работающего по принципу намотки, не отличается простотой, поэтому такое устройство делают преимущественно промышленным способом. Арбалетный метод обладает еще одним значительным недостатком: давление от штока с закрепленным на нем шаблоном, который называется башмак, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному растяжению по наружному радиусу изгиба, что может сопровождаться уменьшением толщины стенки и даже ее разрывом. Особенно не рекомендуется использовать арбалетный способ для гибки тонкостенных изделий.

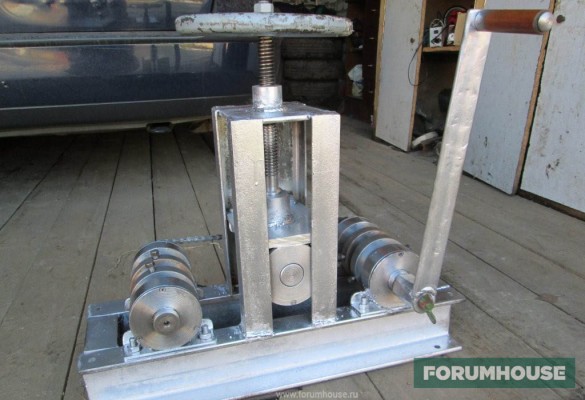
Пример самодельного трубогиба прокаточного (вальцовочного) типа
Станок, работающий по принципу прокатки (вальцовки), практически не имеет всех вышеперечисленных недостатков, такую технологию используют при производстве отводов в заводских условиях.
Станок для сгибания труб, изготовленный своими руками, может иметь различную конструкцию. Выбирать ее тип следует исходя из того, какой радиус изгиба стальной трубы вам необходим. Существует перечень рекомендаций, в соответствии с которыми и осуществляется выбор конкретной модели устройства для сгибания стальных труб. Важные параметры, которые необходимо учесть, это толщина стенок трубы и ее общий диаметр. Перед началом работы с трубогибом не помешает ознакомиться данными таблицы, отображающей максимально возможные радиусы для изгибания стальных труб.
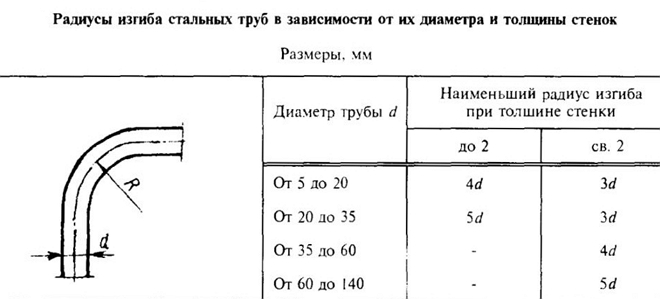
Зависимость радиуса изгиба от диаметра и толщины стенок трубы
Чтобы получить радиус загиба меньший, чем оговорено в таких рекомендациях, необходимо использовать дорновый трубогиб или горячее вальцевание, которое применяется преимущественно в производственных условиях. Устройство с дорном сложнее создать в домашних условиях, поэтому их намного реже делают самостоятельно, отдавая предпочтение вальцовочным.
Для того чтобы самостоятельно выполнить горячую прокатку трубы, можно прибегнуть к использованию трубогиба, сделанного своими руками, но при условии, что он полностью изготовлен из металла, а его станина отличается высокой надежностью. Для выполнения такой технологической операции дополнительно потребуется паяльная лампа или газовая горелка.
Изготовление простейшего трубогиба шаблонного типа
Простой прокатный станок для гибки труб можно изготовить даже из дерева. Естественно, это будет ручной трубогиб, в конструкции которого можно даже не предусматривать прижимной ролик, если использоваться он будет для тонкостенных изделий. Шаблон для такого устройства изготавливается из деревянной доски, толщина которой должна быть такой, чтобы превышать диаметр самой трубы.

Деревянный шаблон для простейшего ручного трубогиба
Для удобства работы имеет смысл озадачиться профилированием шаблона со стороны его торца, дабы избежать соскакивания трубы в процессе сгибания. В этих целях можно сложить две доски, у которых предварительно спилить по одной грани, создав таким образом своего рода желоб. Сделанный предварительно выполняется чертеж поможет избежать ошибок.
При использовании подобного трубогиба шаблон крепят к надежному основанию, а с левой стороны от него (для правшей) закрепляют упор. Трубу, которую необходимо загнуть по требуемому радиусу, заводят между шаблоном и упором и аккуратно гнут ее, следя за тем, чтобы она не соскочила с шаблона.

Разборный шаблон из крюков
С помощью такого трубогиба, сделанного из подручных материалов, можно выполнять сгибание по большому радиусу изгиба. Можно избежать изготовления деревянного шаблона и упростить приспособление, заменив его на зафиксированные на основании металлические крюки, расположенные по окружности с требуемым радиусом загиба. Удобно такое устройство тем, что размеры загиба в любой момент можно изменить, расположив крюки-упоры по окружности с другим радиусом.
Вооружившись ручной лебедкой, можно значительно расширить диапазон производимых работ за счет заметного увеличения тягового усилия для сгибания труб.

Лебедка поможет расширить функциональность простейшего ручного трубогиба
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.

Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические трубогибы, использующиеся для сгибания труб круглого сечения. В конструкции подобного приспособления есть мощный шкив, к которому и крепится труба в точке изгиба. Данный шкив фиксируется на надежной станине, а в ее основании располагается шток, который приводится в действие при помощи домкрата. На штоке при помощи домкрата создается значительное усилие, которое передается на рычаг, вращающий шкив и наматывающий на него трубу. Рычаг может свободно вращаться вокруг оси шкива и соединяется с ним при помощи отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно также изготовить своими руками с использованием домкрата реечного типа. При использовании этого устройства необходимо прикладывать больше физических усилий.
Пример работы на видео:
К примерам приспособления подобного типа относятся самодельные трубогибы, вальцы которых изготовлены из древесины. При работе с такими устройствами для сгибания труб круглого сечения необходимо прикладывать значительные физические усилия, которые уменьшаются за счет подвижного вращающегося ролика.
Пример в ролике ниже:
Трубогибы арбалетного типа
Свое название такие трубогибы получили из-за своего сходства с арбалетом. Основу конструкции подобного устройства составляет рама, изготавливаемая при помощи сварки из уголков и швеллера. Внутри такой рамы, на которой крепятся два подвижных вальца, располагается домкрат, при помощи специального башмака создающий усилие, направленное на трубу. Трубогибы с подвижными вальцами и прижимным башмаком применяются преимущественно для гибки труб круглого сечения, так как изделия любого другого типа они могут просто деформировать.

Суровый арбалетный трубогиб без излишеств
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.

Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.

Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.
Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.

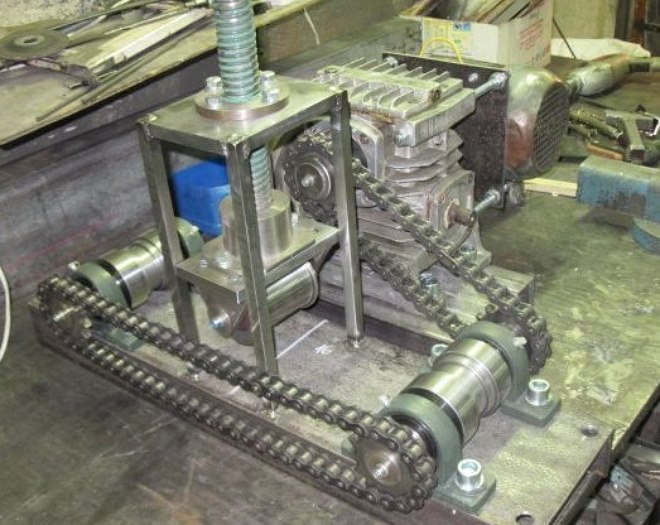
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
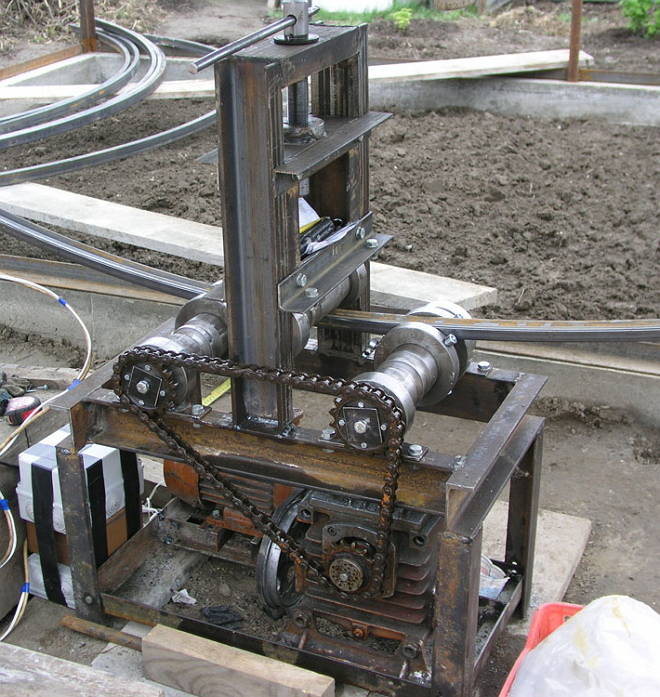
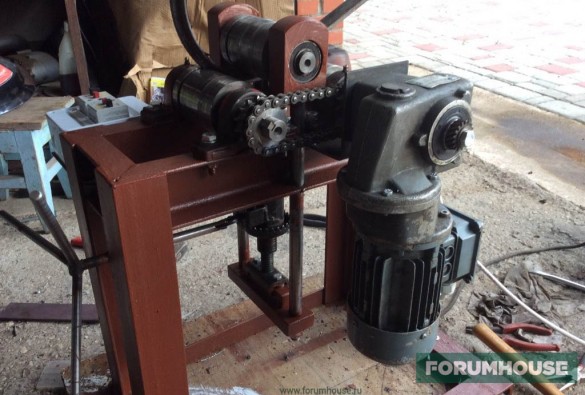
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Если вам нужно более серьезное устройство для профессиональной деятельности, то лучше соорудить электрогидравлический трубогиб, который сэкономит физические трудозатраты, используя силу гидравлического домкрата, и сбережет время, благодаря приводу рабочих валов от электродвигателя.
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.


По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).

Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.


Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
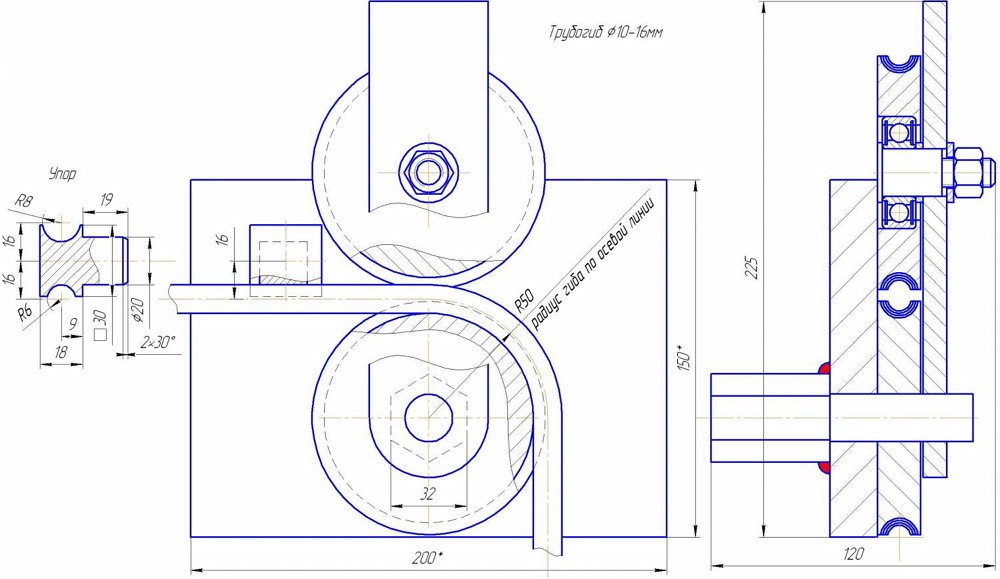
Изготовление электромеханического трубогиба
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
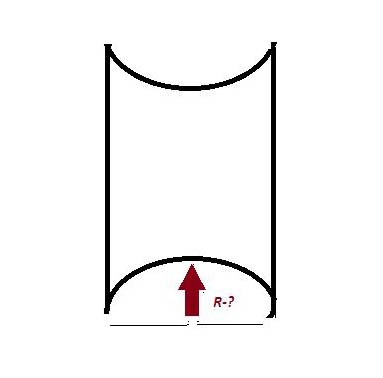
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
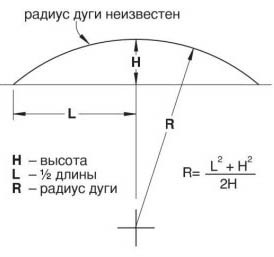
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
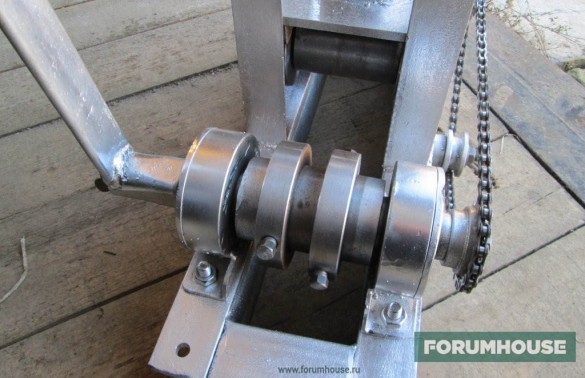
Изготовление вальцов
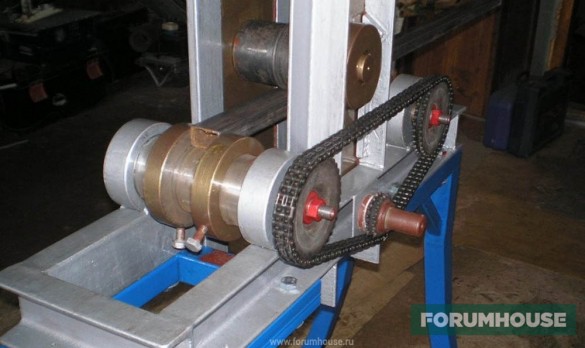
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.

В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
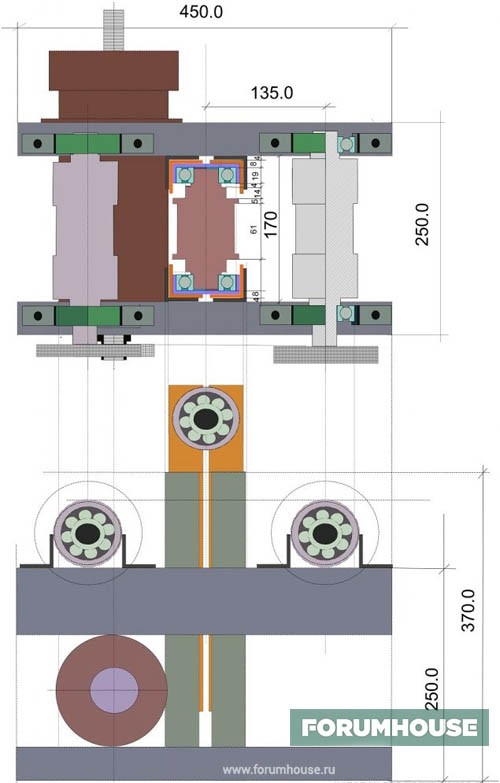

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Трубогиб для металлопластиковых труб – любые изгибы своими руками!
Трубогиб для металлопластиковых труб позволяет без особых проблем выполнить в домашних условиях сгибание таких изделий, которые отличаются достаточно высокой степенью пластичности.
1 Гибка труб – особенности операции
Под сгибанием металлопластикового трубного изделия понимают процедуру, приводящую к изменению наклона его оси под влиянием четко выверенной внешней нагрузки. Во время такой операции в стенках трубы образуются упругие и упруго-пластические деформации:
- растягивающее напряжение на внешней поверхности (в центральной части изделия отмечается наибольшая величина нагрузки);
- сжимающее напряжение на внутренней стенке.

Гибка металлопластиковых (МП) труб становится причиной изменения поперечного сечения (его формы) изделия. Чаще всего такая операция применяется в случаях, когда требуется получить овальную конструкцию вместо стандартной круглой. Гибку МП труб следует проводить максимально аккуратно. Если процедура будет выполняться неправильно, с приложением чрезмерных усилий, трубное изделие может разрушиться или сильно деформироваться, что не позволит использовать его по назначению.
Очень часто при неграмотном сгибании конструкций из металлопластика на их вогнутой поверхности образуются складки. Теоретически такие трубы можно использовать в бытовых системах отопления, кондиционирования, водоснабжения, вентиляции. Но в этом случае нужно понимать, конструкции со складками оказывают негативное влияние на функционирование сетей: повышается их гидравлическое сопротивление; ухудшаются антикоррозионные характеристики; становится меньшим проходное сечение труб. Все сказанное следует помнить домашним мастерам, планирующим выполнять гибку МП труб своими руками.
2 Минимизация риска деформирования труб из металлопластика
Применение специальных приспособлений для сгибания трубных МП изделий является единственным правильным и обеспечивающим ожидаемый эффект вариантом выполнения интересующей нас операции. Она производится при помощи трубогибов – относительно простых по конструкции устройств, которые качественно сгибают металлопластиковые трубы и при этом не повреждают их структуру.

Достоинств у таких приспособлений немало. Выделим самые главные из них:
- Безопасность проведения работ по сгибанию МП труб.
- Минимальная опасность (практически нулевая) разрушения сгибаемого изделия.
- Возможность работы с трубами всех существующих сечений.
- Получение изгиба без заломов и сплющиваний.
- Простота использования.
Трубогибы дают возможность сгибать МП изделия под разными углами. При применении таких приспособлений не нужно специально нагревать трубу до какой-либо определенной температуры. Трубогибы, заметим, делают из металла. Поэтому их корпус всегда является ударопрочным. Важно и то, что гибка труб при помощи подобных устройств позволяет улучшить качество осуществления монтажных мероприятий. Достигается это снижением числа резьбовых соединений и проведения сварочных работ при сборке водопровода, отопительной системы и других бытовых сетей.
3 Трубогибы – разновидности и свойства
Приспособления, используемые для гибки металлопластиковых труб, подразделяют на три вида. Трубогиб может быть: ручной, электромеханический, гидравлический. Ручной трубогиб предназначен для сгибания конструкций из металлопластика на угол до 180°. Обратите внимание! Ручной трубогиб дает возможность обрабатывать трубы сечением не более 5 см.
Как правило, в быту используются самые простые гибочные устройства. Но при желании вы можете приобрести и по-настоящему “крутой” ручной трубогиб, оснащаемый перепускными клапанами, различными рычагами, нагнетательными аппаратами. С таким инструментом работать удобнее. Но стоит он немалых денег. Электромеханические устройства для домашней гибки металлопластиковых трубных изделий не используются. Такие трубогибы являются агрегатами со множеством специальных функций. Управляются они специальными программами.

Гидравлические модели трубогибов бывают стационарными и ручными. Первые обычно применяют на небольших предприятиях. А ручной гидравлический трубогиб вполне может использовать и домашний умелец. Подобные устройства снабжаются гидронасосом. Ручной трубогиб может причисляться к разным типам еще по одному признаку – по методу изгиба трубы. С этой точки зрения, рассматриваемые в статье приспособления для гибки МП труб делят на сегментные, пружинные и арбалетные.
Первые из указанных осуществляют загибание обрабатываемой заготовки вокруг себя. Пружинный механизм позволяет изгибать не только металлопластиковые изделия, но и медные трубы, а также конструкции из алюминия. Арбалетные устройства имеют малую цену и очень компактные размеры. Но с их помощью трубу можно согнуть лишь на 90°. Не более того.
4 Гибка на гидравлическом агрегате – удобная операция
Гидротрубогибы, как мы говорили, оснащаются насосом. Этот встроенный в конструкцию агрегата механизм дает возможность значительно уменьшить физические усилия, необходимые для изгибания трубы. Конструкции с гидравлическим насосом имеют очень прочный корпус. Его изготавливают из металла. Сам гидронасос не требует постоянно техобслуживания. Он функционирует долго и без перебоев.

Оператор управляет гидравлическим трубогибом посредством рычажной передачи. Она позволяет задавать нужный угол изгиба и постоянно контролировать процесс гибки. Если что-то идет не так, агрегат можно сразу отключить. Гидравлические установки могут выполняться с открытой и закрытой рамой. Открытые агрегаты менее безопасны в эксплуатации. Зато смена заготовок на них происходит достаточно быстро. Аппараты с закрытой рамой с точки зрения охраны труда и безопасности работы оператора намного более предпочтительны для применения. Но для смены сгибаемых на них труб тратится немало времени.
Ручной гидравлический трубогиб отличается от стационарного тем, что для работы первого не требуется подключать источник питания. Приспособление приводится в действие мускульной силой. А вот агрегаты с электроприводом нуждаются в подключении к электрической сети.
5 Пружинное приспособление для сгибания – для домашних мастеров
Такой ручной трубогиб выполнен в виде стальной пружины определенной протяженности и сечения. На одном из его торцов предусмотрено расширение. Оно делается для того, чтобы человеку, использующему данное приспособление, было удобнее производить гибку.
С помощью пружинного механизма вы можете гнуть МП трубы на разнообразные углы и в любом требуемом направлении. Схема использования проста:
- Выбирается пружина требуемого сечения и длины.
- Затем ее вводят внутрь изделия из металлопластика (существуют, кроме того, приспособления, в которые нужно вводить саму трубу).
- Размещают пружину таким образом, чтобы центр планируемого изгиба приходился на ее центр.
- Производят сгибание металлопластикового изделия. Допускается использовать колено в качестве упора для облегчения выполнения операции.
- Вытягивают из трубы пружину. Для этих целей перед началом работ на пружинку устанавливают стальную проволоку. Достаточно потянуть за ее конец, чтобы без труда вынуть этот простейший ручной трубогиб.

Важные моменты! Чем длиннее пружинный трубогиб, тем более протяженные изделия из металлопластика он сможет согнуть. Иногда пружинку допускается передвигать по отношению к изгибаемой МП конструкции. Это дает возможность работать не со всей трубой, а только с ее отдельными участками. К сожалению, такая функция реализовывается далеко не во всех пружинных приспособлениях.
Перед покупкой простого трубогиба с пружинкой обязательно убедитесь, что ее сечение соответствует диаметру изделий, которые вы будете гнуть. В противном случае приспособление будет бесполезным.
6 Обзор способов ручной гибки изделий из металлопластика
Трубогибы бывают обкатывающими и наматывающими. Процесс сгибания металлопластиковых труб на них идет по разным принципам. Если применяется наматывающая технология, необходимо прижать к гибочному ролику трубное изделие при помощи особых фиксаторов. Затем ролик начинают вращать до того момента, пока не получится нужный угол. В таких устройствах радиус ролика всегда идентичен радиусу получаемого изгиба.
Наматывающая методика нередко приводит к смятию стенок трубы. Уберечься от этой проблемы несложно. Требуется поставить специальный дорн внутрь металлопластикового изделия. Не пугайтесь неизвестных слов. Дорн – это всего-навсего металлический пруток определенного сечения с округлым торцом. Иногда такой стержень делают из нескольких секций, соединенных друг с другом в одну конструкцию. Тогда дорн получается гибким. Когда ручной трубогиб функционирует по технологии обкатки, изгибаемое изделие располагают между роликами (двумя) устройства. Первый из них является непосредственно рабочим (его называют обкаточным), а второй находится в неподвижном состоянии.

Металлопластиковое изделие крепят (неподвижно) на шаблон для гибки. Затем начинают перемещать ролик (производятся движения обратно-поступательного характера по дуге вокруг опорного элемента). Через некоторое время МП труба получает требуемый радиус гибки. Как видим, обкаточная метода предполагает постепенное воздействие на обрабатываемое изделие. За счет этого труба не может сломаться либо чрезмерно деформироваться. А значит, в применении дорна нет никакой необходимости.
Надеемся, что теперь вы легко и быстро сможете выбрать трубогиб для изделий из металлопластика. И у вас не возникнет никаких проблем с его использованием.
Трубогиб для труб: 5 проверенных способов изгибания


Для формирования дуговых участков на трубе используются самые разные приспособления
Гибка стальных, алюминиевых, медных и других труб сопряжена с определенными трудностями: помимо значительных усилий, которые нужно приложить для формирования изгиба, нам необходимо еще и контролировать процесс гибки во избежание образования заломов, перекрывающих трубный просвет. Вот почему для работы используются самые разные приспособления – вставки, трубогибы, опорные пластины и т.д.
Работая с металлопрокатом и другой трубной продукцией уже более 10 лет, я регулярно сталкиваюсь с необходимостью гибки деталей. Свой опыт использования трубогибов разной конструкции и применения разных методов контролируемой деформации я опишу в этой статье.
Технологии изгибания
Способ 1. Использование трубогиба
Проще всего изделия изгибаются с помощью специальных устройств – трубогибов. Эти приспособления позволяют деформировать детали самого разного диаметра, потому с их помощью можно работать как со стальными изделиями, так и с элементами, изготовленными из цветных металлов.

Рычажный трубогиб для нержавеющих труб
Большинство трубогибов функционирует по единой схеме:
- В устройство устанавливается насадка, конфигурация которой соответствует радиусу изгиба. Насадками комплектуются не все модели: некоторые простейшие трубогибы позволяют гнуть изделия только по одному, фиксированному радиусу.
- Затем в станок укладывается деталь, причем с таким расчетом, чтобы точка изгиба находилась в центральной части насадки.
- Трубогиб приводится в движение: мы либо вращаем рукоятку, либо нажимаем на рычаг.
- Под действием рабочих пластин заготовка изгибается вдоль насадки, повторяя ее конфигурацию.

Самодельное ручное устройство для профильных изделий
В зависимости от типа привода трубогибные устройства бывают:
- Ручные – рычажные и винтовые. Они действуют исключительно за счет мускульной силы мастера, и потому с их помощью гнут в основном изделия небольшого диаметра, изготовленные из нержавеющей стали или цветных металлов.

Гидравлическая модель с насадками
- Гидравлические – более мощные за счет того, что в их конструкцию встраивается гидроцилиндр, обеспечивающий максимально эффективную передачу усилия. Применение гидравлических трубогибов позволяет работать с заготовками до 3 дюймов в диаметре.
- Электромеханические – полупрофессиональные и профессиональные устройства, позволяющие изменять конфигурацию толстостенных труб большого диаметра, при этом обеспечивая высокую точность гибки. Очевидным достоинством является независимость от физической силы оператора. С другой стороны, приспособление такого типа отличаются энергоёмкостью, а высокая цена делает нерациональной покупку электромеханического трубогиба для частного использования.

Если же вам нужно изогнуть несколько тонкостенных изделий, то вполне можно купить или изготовить самодельный трубогиб для круглой трубы – так называемый станок Вольнова. Он представляет собой пластину с хомутом, на которой закреплена пара роликов, соединенных металлической перемычкой.
В промежуток между роликами закладывается труба, и с помощью рукоятки мы можем ее согнуть, сохраняя конфигурацию, и практически исключая риск появления трещин.

Способ 2. Использование пружинной вставки
Пружинный трубогиб – это достаточно простое приспособление, которое применяется при работе с мягкими трубами, не отличающимися большой толщиной стенки. Такое приспособление подойдёт для металлопластиковых, медных, алюминиевых труб, т.е. для деталей, которые в принципе несложно согнуть руками.

На фото – результат попытки изгибания трубы без вставки
Используется пружинная вставка таким образом:
- Для работы берется стальная пружина средней жёсткости, диаметр которой позволяет поместить ее в просвет трубы без усилий, но с минимальным зазором.

Пружина для вставки
В продаже можно найти пружинный трубогиб для медных труб практически любого диаметра, но если не нашли – можно навить пружину и самостоятельно. Работать приспособления будут с одинаковой эффективностью.
- К одному концу пружины привязываем плотный капроновый шнур и закладываем вставку в просвет трубы, проталкивая до места изгиба.
- Затем своими руками изгибаем деталь либо вручную, либо на колене, либо зажимая один край трубы в тисках. В третьем случае я обычно оборачиваю место контакта изолентой или лейкопластырем на тканевой основе, чтобы тиски не повредили поверхность металла.
- При изгибании пружина заполняет трубный просвет, не давая стенкам деформироваться: конечно, идеально круглой (или прямоугольной в случае с профильным изделием) труба уже не будет, но и риск залома сводится к минимуму.
- После завершения работы извлекаем пружину, вытягивая ее за шнур.

Гнем деталь с пружинной внутри
Такой ручной трубогиб для медных труб очень удобен: для него характерны компактные размеры, при этом научиться с ним работать довольно просто. Главное – точно подогнать пружинную вставку к месту изгиба, тогда вероятность деформации внутренней поверхности будет минимальной.
Способ 3. Использование радиусного основания
Иногда возникает необходимость согнуть длинную трубу, причем качество гиба и точность радиуса могут быть далеко не на первом месте. В этом случае можно воспользоваться простыми методами, используя основание с нужным радиусом.

Схема работы с использованием рычага
Инструкция предполагает разные методики работы:
- Проще всего использовать две опоры, одна из которых должна иметь радиус, примерно соответствующий радиусу изгиба.
- Трубу закладываем между опорами, и, взявшись за один край, медленно выгибаем вокруг, используя силу рычага.
- Если длина отрезка трубы, который нам нужно изогнуть, недостаточна, ее можно нарастить. Для этого я обычно либо надеваю на «рабочий» край отрезок трубы чуть большего диаметра, либо вставляю в трубу полутораметровый лом. Получается довольно тяжело, зато надежно!
- При такой методике не стоит забывать и о технике безопасности. Изгибание стальных труб рычажным методом может привести к травмам, поскольку труба под нагрузкой иногда может пружинить. Потому и прикладывать усилие, и снимать нагрузку нужно постепенно, особенно тогда, когда вы наращивали рычаг.

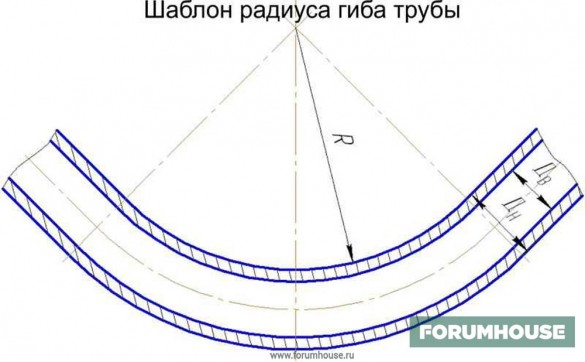
Фото радиусного шаблона
- Если же нам нужно изогнуть несколько труб по большому радиусу, то для этой цели из толстых досок можно изготовить специальное радиусное основание в виде полукруга нужного размета.
- Перед началом работы один край трубы мы фиксируем на полукруге с помощью хомута, а второй буквально «оборачиваем» вокруг деревянного шаблона. Если хватит силы, то так можно гнуть стальные трубы до двух дюймов в диаметре – была бы достаточная длина рычага.
Народные методики
Способ 5. Гибка трубы с песком
Впрочем, не всегда нас может выручить трубогиб ручной: тонкостенных труб может быть много и самых разных диаметров, а подходящей пружины или насадки по закону подлости под рукой не будет.

Схема заполнения трубы песком
Что же делать в такой ситуации?
- Берем трубу (круглую, профильную – неважно) и один ее конец затыкаем пробкой.
- В отверстие на другом конце вставляем воронку из плотной бумаги и засыпаем песок.
- Постепенно заполняем трубу песком, периодически постукивая закрытым краем по грунту для уплотнения засыпки.
- Когда вся полость будет заполнена, забиваем пробку с другого конца. Очень важно, чтобы песок в трубе был максимально плотно спрессован.

Чем плотнее мы запрессуем песок, тем лучше
- После этого приступаем к изгибанию: тонкие трубы гнем вручную, более толстые – зажимаем в тисках или фиксируем их края с помощью упоров.
- Также можно использовать тяжелую резиновую киянку: с ее помощью мы загибаем один край трубы, используя в качестве опоры столб, край верстака, отрезок рельсы и т.д.
- Чтобы облегчить процесс изгибания, можно нагреть обрабатываемый участок с помощью паяльной лампы. Я обычно подношу пламя горелки на расстояние в 5 – 10 см и обрабатываю материал до тех пор, пока не появятся первые участки с окалиной. После этого металл деформируется куда легче.

Если физические возможности позволяют, работаем без инструментов
Отожжённый участок несколько теряет в прочности. Кроме того, эту методику нельзя использовать для оцинкованных труб: температурное воздействие приведет к тому, что защитное покрытие будет отслаиваться и отпадать от основания.
Способ 6. Ледяной трубогиб
Не так давно меня познакомили с одной любопытной методикой, которую можно использовать в холодное время года. В принципе, она аналогична технологии, описанной выше, но вместо песка используется вода:
- Один конец достаточно длиной и мягкой трубы плотно закрываем пробкой.
- Заливаем трубу водой и герметично закрываем отверстие на другом конце.
- Выносим изделие на мороз и оставляем минимум на 4-6 часов.
- Когда вода внутри трубы замерзнет, плавными и медленными движениями изгибаем ее в нужном месте. При этом в точке изгиба лед от наших усилий частично растопится, а по бокам останется в целости, сохраняя конфигурацию трубного просвета.

Трубу со льдом изгибаем медленно, тщательно дозируя усилие
С помощью «ледяной» мелодики я успешно гнул металлопластиковые, дюралевые и латунные детали.
Как гнуть пластик?
Рассказывая о применении трубогибов самых разных конструкций – как фабричных, так и самодельных – нельзя обойти вниманием и методику работы с пластиковыми трубами. В этой ситуации есть одна сложность: деталь гнется легко, но после снятия усилия почти моментально восстанавливает прежнюю форму.

Я работаю таким образом:
- Намечаю на отрезке трубы точку, в которой необходимо сформировать изгиб.
- Беру строительный фен, выставляю его на 60 – 70% от максимальной мощности.
- Прогреваю отмеченный участок, одновременно нажимая на края трубы.
- При прогреве слежу, чтобы пластик только размягчался, но не начинал плавиться. Именно поэтому удобно использовать фен с регулятором мощности!
- После завершения работы фиксирую края трубы в изогнутом положении примерно на час – до полного остывания и полимеризации размягченного материала.

Гибка над феном со специальной насадкой
Заключение
Трубогиб для металлопластиковых труб, равно как и приспособления для работы со стальными медными и алюминиевыми изделиями – это устройство, которое не будет лишним в наборе инструментов любого мастера. Разобраться, как работают такие приспособления, вам поможет видео в этой статье, кроме того, в комментариях ниже я постараюсь ответить на любые ваши вопросы.
Изготовление самодельного трубогиба
Трубный профиль стального проката широко востребован при прокладке пространственных инженерных коммуникаций, изготовлении оранжерей и теплиц, в различных домашних работах. Этому способствует высокая жёсткость сечения при малом весе погонного метра.
Во многих ситуациях нет необходимости приобретать дорогостоящие приводные устройства, поскольку можно изготовить простой ручной трубогиб своими руками.

- Особенности технологии изгиба труб
- Общая схема ручного трубогиба
- Шаблонный трубогиб своими руками
- Самодельный роликовый трубогиб
- Изготовление намоточного трубогиба
- Делаем арбалетный трубогиб
- Гидравлический трубогиб
- Улитковый трубогиб
- Роликовый трубогиб на автомобильных ступицах
- Особенности трубогиба для профиля
- Технология работы на самодельных трубогибах
- Заключение
Особенности технологии изгиба труб
Гибка труб не относится к числу энергоёмких штамповочных операций, поэтому усилия при изгибе вручную невелики. Сложности заключаются в том, что без соблюдения определённых условий сечение согнутой трубы деформируется, а качество изгиба невысоко. Происходит это по следующим причинам:
- При изгибе на угол, превышающий 10…150, внутренние области сечения пребывают под действием напряжений сжатия, а наружные – растяжения. Поэтому на поверхности трубы появляются складки и/или трещины;
- Трубы, изготовленные из среднеуглеродистой стали (марок от сталь 40 и выше), имеют повышенную упругость. Это проявляется в эффекте пружинения гнутого профиля, когда его размеры не соответствуют заданным. При изгибе по сложному пространственному контуру пружинение может достигать 15…20%;
- Без принудительной фиксации конца трубы её торец искажается, и его граница теряет свою перпендикулярность относительно оси. В результате возникают сложности с монтажом прилегающих деталей.
С учетом этого, необходимо выбирать заготовки из труб, произведенных из пластичных марок сталей. Холоднодеформированные трубы гнутся хуже, чем трубы горячей прокатки. В целом, под ручную гибку более подходят бесшовные стальные трубы по ГОСТ 8732-76, а также трубы из пластичных цветных металлов и сплавов – алюминия, латуни, меди и т.д.

Общая схема ручного трубогиба
Как сделать трубогиб? Независимо от способа изгиба – открытая или полузакрытая – самодельный трубогиб должен включать в себя:
- Сменный профилированный ролик, по которому будет производиться обжатие.
- Деформирующий рычаг, с помощью которого производится изгиб трубы.
- Фиксатор одного из торцов.
- Переналаживаемый шаблон или ограничитель хода рычага.
- Защитный кожух.
- Основание.
Некоторые конструкции самодельных трубогибов для трубы могут иметь привод, позволяющий выполнять деформирование толстостенных материалов. Для этого применяют гидравлические двигатели: они бесшумны, автономны и выполняют изгиб с повышенной точностью.
В простых случаях (соотношении R/d > 20; здесь R – внешний радиус гиба, d – наружный диаметр круглой трубы или размер стороны – для квадратной) трубогиб не потребуется, поскольку деформирующие усилия незначительны. Что бы их согнуть, достаточно расположить трубчатую заготовку в составном шаблоне, части которого последовательно перемещают в необходимом направлении.
Учёт пружинения (в градусах) при сгибании среднеуглеродистых сталей на углы 90…1800 выполняется с помощью следующей таблицы:
| Наружный диаметр трубы, мм | Толщина стенки трубы, мм | |||
| До 0,5 мм | До 1,0 мм | До 1,5 мм | До 2,0 мм | |
| До 10 мм | 2…3 | 3…4 | 4…5 | 5…6 |
| До 20 мм | 3…4 | 4…5 | 5…6 | 6…8 |
| До 30 мм | 4…5 | 5…6 | 6…8 | 8…10 |
| До 50 мм | 5…6 | 6…8 | 8…10 | 10…12 |
| Свыше 50 мм | 6…10 | 8…10 | 10…12 | 12…15 |
Ниже рассматриваются конструкции, которые можно изготовить в домашних условиях. Чертежи таких трубогибов доступны в Интернете, поэтому самоделки всегда получают с применением подручных средств .
Шаблонный трубогиб своими руками
Ручное сгибание по шаблону является простейшей технологией любой (в том числе, и пространственной) гибки труб. Часто её используют с заготовкой, нагретой в месте изгиба (например, газопламенной горелкой или паяльной лампой): пластичность металла повышается, а усилие деформирования – уменьшается.
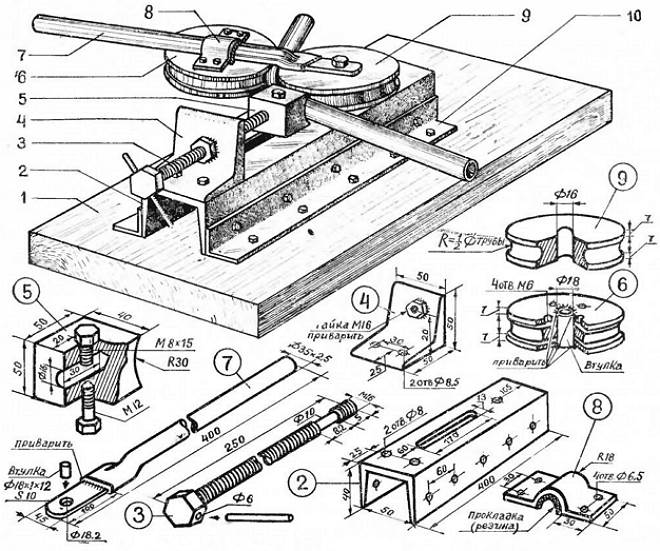
Описание шаблонного трубогиба:
- Фиксатор в форме якоря, куда вводится труба.
- Подвижный/сменный упор, по оси которого имеется выемка, соответствующая дуге внешнего диаметра трубы.
- Плита с крепёжными отверстиями.
На противоположной стороне упора выполняется скос, угол которого соответствует требуемому (после сгибания!) значению угла изгиба.
Пошаговый монтаж следующий. На опорную плиту устанавливают фиксатор, затем соосно ему крепят упор. Расстояние между деталями должно быть принято с учётом известного диапазона соотношений R/d. Весьма важно выдержать рекомендуемое значение радиуса закругления при переходе к изогнутой части трубы.
В соответствии с ГОСТ 17685-71 они принимаются такими:
-
S/d

Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Изготовление намоточного трубогиба
Принцип действия такого трубогиба аналогичен предыдущему, но вместо поворотного ролика изгиб заготовки производит перемещающийся упор, который скользит по горизонтальным направляющим.
Намоточный трубогиб содержит:
- Профилированный сектор, угол которого определяет максимально допустимый угол изгиба.
- Короткую вертикальную ось, имеющую возможность свободно вращаться в шарикоподшипниковом узле.
- Два смежно расположенных ролика, образующие подвижный упор.
- Односторонние направляющие.
- Ограничитель хода упора, который исключает его самопроизвольное смещение во время работы.
- Предохранительную вилку, которая охватывает профилированный сектор, повышая точность позиционирования заготовки.

Конструктивно устройство более сложно, однако позволяет производить деформирование в условиях ограниченного пространства, а изменение угла не сменой роликов, а простой регулировкой исходного положения прижимного устройства. Такой трубогиб возможен с гидравлическим или электрическим вариантом привода.
Делаем арбалетный трубогиб
Арбалетный трубогиб наиболее компактен, хотя и отличается повышенной трудоёмкостью изготовления. Последовательность работы устройства заключается в том, что подлежащая изгибу трубчатая заготовка прижимается к двум жёстко зафиксированным на раме стальным роликам, расстояние между которыми определяется радиусом. В корпус трубогиба вмонтирован ручной гидроцилиндр (часто используют тормозной, от автомобиля). Нажимая на курок, производят впуск в одну из полостей цилиндра жидкости высокого давления, под воздействием которой шток поршня начинает перемещение к деформируемой заготовке. Поскольку ролики и цилиндр устанавливаются на одной опорной плите, то точность работы арбалетного трубогиба будет зависеть только от качества изготовления и сборки.

Достоинство устройства – исключение физических нагрузок, прикладываемых пользователем (в качестве источника давления можно использовать обычный домкрат). Недостаток – повышенная сложность работ в доме при сборке и наладке устройства: необходимо изготовить несущую рамку, тщательно подогнать её к имеющимся размерам домкрата, обеспечить соосность роликов и перпендикулярность перемещения штока оси исходной заготовки.
Гидравлический трубогиб
Гидропривод, обеспечивающий необходимое усилие, можно собрать и другим способом. Обычный автомобильный домкрат устанавливается на раму из швеллеров и снабжается двумя симметрично расположенными упорами (их можно предусмотреть регулируемыми).
К винту домкрата прикрепляют сменную насадку, профиль которой соответствует диаметру дуги внешнего сечения трубы. Расстояние между рёбрами рамы зависит от угла изгиба. Для реализации процесса домкрат помещают сверху деформируемой заготовки, предварительно фиксируя её по упорам.
Самодельный гидравлический трубогиб готов к использованию. Особо крупные трубы для безопасности дополнительно закрепляют при помощи болтов. Далее вращают винт, и производят деформирование до нужного значения.
 Гидравлический трубогиб своими руками
Гидравлический трубогиб своими руками
Домкратный гидравлический трубогиб – удачное решение, позволяющее использовать имеющийся в арсенале домашнего мастера автомобильный домкрат. Недостатки – малая производительность и ограничения по длине заготовки (для длинных труб габариты рамы существенно возрастут).
Улитковый трубогиб
В таком трубогибе перемещение нажимного ролика обеспечивается вилкой, скользящей в направляющих, которые снабжены ограничителями. В вилке просверлены отверстия для установки двух роликов – малого, который будет выполнять деформирование, и большого, для фиксации трубчатой заготовки. Для перемещения вилки с противоположной её стороны предусмотрена рабочая рукоятка.
- Изготовить прижимную вилку.
- Выточить нажимные ролики (можно со сменными вставками, которые будут определять внешний диаметр трубы).
- Вставить и закрепить ролики на вилке (можно и шплинтами, но лучше предусмотреть резьбовое соединение).
- Из листового металла толщиной не менее 8 мм изготовить основание, предусмотрев в нём отверстия под крепёж.
- Закрепить на основании ограничители хода вилки.

Недостатком улиткового трубогиба считается его малая производительность, поскольку ход вилки определяется размерами деформируемой части трубы, а также максимальным усилием деформирования. Зато улитковые трубогибы занимают мало места и просты в переналадке: достаточно переместить большой ролик в новое положение.
Роликовый трубогиб на автомобильных ступицах
 Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы. Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы. Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
Особенности трубогиба для профиля
Как сделать профильный трубогиб своими руками? Искажение профиля таких труб в процессе обычного деформирования сказывается не только на внешнем их виде, но и обуславливает сложности при последующей сварке конструкций. Вариант с разрезанием профиля в местах изгиба с последующим свариванием надреза нами не рассматривается, ввиду существенного ослабления прочности сечения.
Простейший профильный трубогиб состоит из следующих элементов:
- Рамы в виде прямоугольного швеллера, сечение которого позволяет легко разместить там трубу по оси.
- Пары плоских подающих роликов, которые устанавливаются на торцах рамы.
- Винтового подающего механизма, включающего в себя силовой винт с рукояткой, гибочный пуансон и две опоры, устанавливаемые в центре рамы.
- Подающей рукоятки, которая связана с роликами.
Крепление всех частей производится болтами, саму раму в сборе закрепляют на верстаке. Труба укладывается сверху на ролики, и вращением рукоятки подачи устанавливается напротив оси симметрии пуансона. Далее вращают винт, и выполняют изгиб, визуально контролируя требуемый угол.
Технология работы на самодельных трубогибах
Основные неудачи применения трубогибов, изготовленных своими руками, заключаются в существенной деформации поперечного сечения трубы, которое наблюдается при любой схеме деформирования. Потерю устойчивости сечения можно минимизировать или исключить созданием противодавления изнутри трубы.
Для этого существует несколько способов:
- Трубу, заполняют мелкозернистым песком, а в отверстия вставляют герметичные заглушки. Поскольку песок не сжимается, то внутреннее давление уравновесит внешнее, и деформации сечения не произойдёт;
- Применение для аналогичных целей обычной воды, которую перед работой следует полностью заморозить. Способ неудобен, однако вполне приемлем в холодную пору года;
- Использование в качестве источника противодавления пружины растяжения с подходящим диаметром. Пружину вкладывают внутрь трубы, затем заготовку деформируют;
- Заполнение трубы металлическими шайбами диаметром на 1…2 мм меньшим, чем внутренний диаметр. Детали нанизываются на стальной тросик, который пропускается сквозь трубу и закрепляется где-нибудь вне трубогиба. При изгибе шайбы получают возможность свободного перемещения вдоль оси трубы. Обладая высокой жёсткостью, они препятствуют деформации стенок.
При сгибании на малые углы (до 12…150) необходимости в описанных приёмах нет.
Заключение
В данной статье систематизированы и рассмотрены наиболее распространённые конструкции трубогибов, преимущественно – с ручным приводом. Все они могут быть изготовлены с применением недефицитных материалов, узлов и инструментов, имеющихся в распоряжении домашних мастеров. Не претендуя на полное освещение вопроса, ждём от пользователей новых эффективных конструкций данных приспособлений.
Как сделать трубогиб для трубы своими руками: чертежи, схемы, видео
Вашему вниманию предлагается статья с пошаговыми инструкциями и чертежами по изготовлению поворотного трубогиба для профиля и круглых труб. Мы расскажем об основных правилах сборки рычага и станины домашнего станка своими руками и приведём видеоинструкции с комментариями.
- Немного о радиусах
- Как сделать поворотный трубогиб своими руками

На разных этапах строительства, монтажа водопровода и других работах часто приходится сталкиваться с необходимостью ровного загиба трубы по большому или малому радиусу. Сделать это без специального приспособления невозможно — труба деформируется и качество изделия сойдёт на нет.
Немного о радиусах
Круговой загиб подразумевает определение величины радиуса, которую можно подразделить на три категории:
- Малый радиус — от 50 до 250 мм. Загиб под таким радиусом уместно назвать коленом. Его выполняют на водопроводных трубах круглого сечения Ø 15–75 мм, либо на трубах квадратного профиля 15–25 мм (декоративная ковка).
- Средний радиус — от 250 до 500 мм. Часто применяется для изготовления кольцевых форм из полосы 40х3, трубы Ø 15–75 мм, квадратного (15–25 мм) или прямоугольного (до 20х40 мм) профиля — обода бочек, резервуаров.
- Большой радиус — более 500 мм. Применяется для изготовления арочных элементов — каркасов теплиц, козырьков, рёбер сварных конструкций. Обычно это квадратный (15х15, 20х20) или прямоугольный профиль 20х40, 40х60 мм. Арки из круглой трубы обычно не делают — к ним неудобно крепить распределительную обрешётку, но загнуть круглую трубу большого радиуса можно при диаметре не более 75 мм.

Радиус на более толстых трубах выполняется не изгибанием, а сегментацией — когда колено нарезается сегментами и сваривается.
Загибы малого радиуса в большинстве случаев необходимы на водопроводных трубах Ø 15–38 мм. Часто важен сам факт изгиба под нужным углом, чем его качество. В обиходе мастеров имеется две разновидности трубогибов для выполнения этой задачи — трёхточечный и поворотный.
Как сделать поворотный трубогиб своими руками
Этот вид инструмента часто можно встретить в «ручном» исполнении. Усилие прикладывается оператором через рычаг. Приспособление просто изготовить, имея навык слесаря и сварщика. Для этого понадобятся основные элементы — рычаг, два колеса с блоков (с желобами) разных диаметров, стальная пластина и другие металлические детали.
Сначала нужно изготовить мощную вилку (металл не менее 5 мм) под толщину колёс. Для этого необходим расчёт. Предположим, что нам необходимо гнуть трубу с наружным диаметром 25 мм. В нашем распоряжении имеются колёса (подшипники) двух диаметров: r1 = 250 и r2 = 100 мм (радиусы 125 и 50 мм соответственно). Радиус большего колеса будет внутренним радиусом колена.
Конструкция вилки будет такой:
 Конструкция вилки трубогиба
Конструкция вилки трубогиба
Главный размер вилки рычага — расстояние между колёсами (d = 25) — посадочное место трубы и должно быть равно её диаметру плюс 1–2 мм. В нашем случае это 25 мм.
Примечание. Если колёса имеют желоб, в расчёт берётся внутренняя точка жёлоба.
Следующий шаг — определяем расстояние между осями колёс (а) по формуле:
- а = d + r1 + r2 = 25 + 125 + 50 = 200 мм
Далее следует определить достаточный размер вилки, исходя из расстояния между осями колёс (с). Здесь нужно придерживаться только ориентировочного зазора между малым колесом и задней стенкой вилки (принять 10 мм), а также запаса металла на крепление стационарной оси большого колеса (принять 30 мм):
- с = а + r1 + 10 + 30 = 280 мм
Величина зазора между полками вилки (в) будет равна толщине колеса плюс 1–2 мм (принять в = 30 мм).
Малое колесо будет установлено на оси, неподвижно закреплённой на полках вилки. Постарайтесь применить на этой оси подшипник — это заметно облегчит работу по сравнению с простым («сухим») креплением.
Если стоит задача сделать трубогиб для нескольких диаметров труб (от 15 до 38 мм), расстояние между полками вилки должно быть достаточным для установки максимально толстой трубы. Полку вилки сделайте длиннее и просверлите отверстия для стационарной оси для каждого из диаметров.
Узел 1 — крепление рычага к вилке — по возможности выполните надёжным резьбовым соединением с обваркой. Просто приварить «в торец» ручку рычага будет ненадёжно, т. к. именно через эту точку передаётся вся нагрузка.
В качестве основы для площадки трубогиба подойдёт стальная пластина 350х200 мм или более при толщине от 8 мм. Продумайте сразу, каково будет назначение станка — стационарный или переносной. Предусмотрите монтажные отверстия в пластине Ø 12–20 мм.
 Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Конструкция площадки: 1 — упор; 2 — монтажные отверстия; 3 — рычаг; 4 — направление усилия в момент загиба; 5 — ось, закрепленная на вилке; 6 — труба; 7 — стационарная ось
Стационарную ось можно выполнить из обычного штыря, приварив его в центре пластины, но лучше использовать подшипник или подшипниковую втулку. Упор закрепляется по месту, после сборки поворотного механизма. Если станок рассчитан на один диаметр, упор (уголок 50х50 мм) можно просто приварить к платформе. Если диаметров несколько, опытным путём установить местоположение упора под каждый из них, сделать отверстия в соответствующих местах и подобрать стержни (крепление «на палец»).
Как работает трубогиб, видео
В точности исполненный станок дополняется фиксаторами для гнутья тонкостенных труб. Такой подход актуален на производстве, где работа ведётся в основном одним-двумя видами труб.
Видео: трубогиб на производстве
Эту базовую модель можно усовершенствовать — сделать колёса подвижными вдоль оси крепления, тем самым расширив диапазон радиусов. Для этого понадобятся более остроумные решения и точное исполнение деталей.
Усовершенствованный ручной трубогиб своими руками, видео
Заводские станки и инструменты для задания малых радиусов имеют тот же неизменный принцип, но скомпонованы по-другому. Более удобные и совершенные крепления, которые переставляются легко и быстро, механизированный труд, точное исполнение и бережное отношение к заготовке — то, что нужно профессионалу, который привык работать много и качественно.
Ручной электрический трубогиб
Качественно изготовить основные детали комплектных станков — систему упоров и рычаги — можно только в заводских условиях.
Соблюдая основные правила и сам принцип гнутья трубы, можно применять любые имеющиеся в распоряжении детали для усовершенствования станка.
Станок для резки фанеры: особенности вырезания по прямой, фигурное выпиливание, использование лобзикового станка и гравера с лазерной головкой








Как может быть устроен станок для раскроя фанеры? В этой статье нам предстоит познакомиться с несколькими разными как по области применения, так и по устройству станками и выяснить, могут ли они быть сконструированы самостоятельно.

Процесс раскроя листа
Резка по прямой
Эта операция наиболее востребована в строительных работах: как правило, элементы чернового пола, стен, различных подиумов и лестниц имеют очертания, близкие к простым геометрическим фигурам.
Для прямых резов обычно используются:
- Электролобзик . Наименее производительный инструмент, который к тому же плохо справляется с постоянным направлением реза. Обычно после вырезания им заготовки приходится доводить ее до пристойного состояния ручной шлифовкой или шлифмашинкой;
- Ручная дисковая пила . Она обеспечивает прекрасную производительность и куда лучшее качество реза с минимальными отклонениями от прямой линии, особенно с использованием направляющих;
Совет: сделать рез лобзиком или дисковой пилой максимально точным поможет простая инструкция.
Достаточно прикрутить к листу парой саморезов направляющую – длинную прямую рейку. Инструмент ведется по листу плотно прижатым к рейке.
- Наконец, идеальное решение – стационарная дисковая пила (пилорама) . Перемещая заготовку по столу станка относительно вращающейся пилы, можно не только вырезать из дерева простые фигуры, но и создавать изделия со сложным контуром. В этом случае пила используется в качестве фрезы.

Стационарная циркулярка от Makita.
Фигурная резка
Ручной или электрический лобзик в принципе способны справиться и с этой задачей, однако без проблем не обойдется. Ручной лобзик для дерева имеет крайне низкую производительность при невысокой точности; электрический же позволяет выпиливать заготовки с радиусом поворота не менее трех сантиметров.

Вырезанная из фанеры фигурная полка.
Куда большей точности и скорости можно достичь, перемещая заготовку на неподвижной станине относительно рабочего органа станка.
Существует ли стационарный станок для фигурной резки фанеры? Да; причем в разных исполнениях.
Лобзиковый станок
Простейший станок для вырезания слов из фанеры представляет собой, упрощенно говоря, ручной лобзик под тонкую пилку, к которому производитель приделал электропривод. Натяжная пилка с шириной полотна 3 мм позволяет выпиливать детали сложнейшей формы с минимальным радиусом изгиба. Внутренние контуры выпиливаются с предварительным засверливанием отверстий; затем пилка пропускается в отверстие и заново натягивается.

Отечественный лобзиковый станок.
Рабочий орган станка обычно приводится в движение электромотором, оснащенным регулятором оборотов, с несложным кривошипно-шатунным механизмом. Регулятор позволяет уменьшить износ пилок и избежать перегрева и обугливания кромок изготовляемой детали.
Гравер с лазерной головкой
Лазерный станок куда более универсален и способен работать с теми материалами, которые обычный лобзиковый скорее всего приведет в негодность:
- полипропиленом;
- акрилом;
- оргстеклом;
- полиэтиленом;
- листовой резиной;
- плотной кожей.
Работа лазерного гравера.
Как несложно догадаться, он использует другой принцип обработки: материал заготовки испаряется сфокусированным на его поверхности лазером.
У столь универсального агрегата есть, однако, три существенных недостатка:
- цена младших моделей лазерных граверов начинается от 70 – 80 тысяч рублей. Для сравнения – отечественный станок для выпиливания из фанеры Корвет-87 обойдется покупателю всего в 5300 рублей;
- углекислотный лазер значительной мощности (от 20 до 130 ватт) представляет серьезную опасность. Механический лобзик способен оставить разве что неглубокий порез, а вот попавший в глаза луч когерентного света, даже расфокусированный, вызовет глубокие ожоги сетчатки за доли секунды;
- края деталей получаются обугленными. Мало того, при горении шпона и связующего образуется много дыма, требующего обязательного наличия принудительной вентиляции рабочего места.
Очумелые ручки
Можно ли сэкономить на покупке оборудования для фигурного вырезания? Самый очевидный способ – покупка б у оборудования. Однако владельцы дорогостоящих агрегатов почему-то редко спешат расставаться с ними за бесценок.
Альтернатива понятна – самостоятельное конструирование. Давайте изучим конструктивное исполнение пары самодельных станков, относящихся к обоим типам оборудования.

На фото запечатлен самодельный лобзиковый станок из фанеры.
Принципиальное устройство агрегата несложно понять при изучении снимка.
Некоторые моменты, однако, нуждаются в комментариях:
- В качестве материала для создания станины, рабочего стола и коромысла использована 15-миллиметровая фанера, скрепленная мебельными болтами;
- Привод – обычный электролобзик. Обороты регулируются колесиком на его корпусе. На зажатую в его держателе широкую пилку со сточенными зубьями установлен фанерный шатун, приводящий в движение коромысло;
Совет: дешевые китайские лобзики нередко радуют владельцев на удивление неплохим ресурсом механики, а вот точная регулировка оборотов – их общая проблема.
В качестве донора лучше использовать инструмент, произведенный под брендом Makita, Bosh или Black&Decker.
- Натяжение пилки осуществляется одним движением рычага в задней части держателя.

Самодельный лазерный гравер: лазерная трубка.
Станок для лазерной резки фанеры своими руками сделать неизмеримо сложнее, чем механический. Расходы тоже будут несопоставимыми и составят не менее 50000 рублей.
Поскольку строительство такого агрегата – тема для отдельной статьи, упомянем лишь основные моменты:
- Лазерная трубка мощностью не менее 20 ватт с линзами фокусировки и их приводом заказывается в сборе;
- Лазеру такой мощности необходимо водяное охлаждение;
- Кроме того, создателями лазера подразумевается цифровое управление фокусировкой, что подразумевает приобретение контроллера DSP и, зачастую, программного обеспечения к нему.

Отсек с блоком питания и приборами управления гравером.
Заключение
Надеемся, что наш миниатюрный обзор существующих решений поможет читателю в поиске подходящего инструмента для его собственных целей. Как всегда, дополнительную информацию предложит видео в этой статье. Мы будем рады прочесть ваши замечания и пожелания в комментариях. Успехов!





