Шезлонги

Не знаете, где купить плетеные шезлонги и лежаки из искусственного ротанга? В нашем интернет магазине представлены плетеные шезлонги из искусственного ротанга, лежаки из дерева, шезлонги на колесах, шезлонги для бассейна, пляжные шезлонги с доставкой по всей России!

Комплект шезлонгов со столиком Лацио
Комплект состоит из двух шезлонгов Рим и одного журнального столика Капучино, выполненных в едином стиле из высококачественного и неприхотливого искусственного ротанга соломенного оттенк..

Шезлонг Лиссабон
Плетеный шезлонг Лиссабон выполнен из высококачественного и неприхотливого искусственного ротанга светло-коричневого оттенка плоского плетения.Каркас модели изготовлен из прочного алюмин..
Шезлонг Лиссабон без матраса
Плетеный шезлонг Лиссабон выполнен из высококачественного и неприхотливого искусственного ротанга светло-коричневого оттенка плоского плетения.Каркас модели изготовлен из прочного алюмин..

Шезлонг Лиссабон коричневый
Плетеный шезлонг Лиссабон выполнен из высококачественного и неприхотливого искусственного ротанга коричневого оттенка плоского плетения.Каркас модели изготовлен из прочного алюминияНакло..

Шезлонг Монако без матраса
Размеры: 200х68х10 см, высота 34 см, 11 кгВыдерживаемый вес — 150 кг Цвет: темно-коричневыйШезлонг: Каркас шезлонга — алюминий, основание — искусственный ротанг (цвет..

Шезлонг Монако с матрасом
Размеры: 200х68х10 см, высота 34 см, 11 кгВыдерживаемый вес — 150 кг Цвет: темно-коричневыйШезлонг: Каркас шезлонга — алюминий, основание — искусственный ротанг (цвет..

Шезлонг Рим
Плетеный шезлонг Рим выполнен из высококачественного и неприхотливого искусственного ротанга соломенного оттенка круглого плетения.Каркас модели изготовлен из прочного алюминия, выдерживающег..

Шезлонг со столиком Рим
Плетеный шезлонг Рим выполнен из высококачественного и неприхотливого искусственного ротанга соломенного оттенка круглого плетения.Каркас модели изготовлен из прочного алюминия, выдерживающег..

Шезлонг-лежак плетеный Берна A37A Brown
Размер:L193xH104xW65 см. 5 положений спинки. Труба сталь с полимерным покрытием. Материал: искусственный ротанг. Вес: 10 кг. Допустимая нагрузка: 150 кг. Цвет: коричневый.

Шезлонг – лежак Грация MC-3039GA Silver-Black
Размер: L177xH58xW70 см. Труба: сталь D30/19 с полимерным покрытием. Ткань текстилен 2×1.Вес: 6,5 кг. Допустимая нагрузка: 150 кг. Цвет: Silver-Black..
7 800 р. 8 900 р.

Шезлонг – лежак Грация MC-3039GB Beige
Размер: L177xH58xW70 см. Труба: сталь D30/19 с полимерным покрытием. Ткань текстилен 2×1.Вес: 6,5 кг. Допустимая нагрузка: 150 кг. Цвет: Silver-Beige..
7 800 р. 8 900 р.

Шезлонг Мальта
Плетеный из искусственного ротанга шезлонг “Мальта” – простая, но очень комфортная и практичная модель шезлонгов для бассейна и пляжа.Каркас – алюминий; материал – искусственный ротанг; матра..
Плетеная мебель из искусственного ротанга
Особенности мебели из искусственного ротанга
Искусственный, или синтетический, ротанг (по-другому – полиротанг, техноротанг) изобрели в Юго-Восточной Азии в середине прошлого века. При его изготовлении вязкую массу из смеси каучука, полиэтилена и специальных добавок продавливают через формирующее отверстие..jpg)
Благодаря особой технологии удается получить ленту практически любой длины, толщины и текстуры. Это позволяет, с одной стороны, получить желаемый вид изделия, а с другой – избежать множества проблем, свойственных мебели из натурального волокна: неэстетичных стыков, швов и торчащих прутиков. Существует несколько вариаций синтетического ротанга:
- с сечением в форме полумесяца;
- в виде прута;
- полосы различной ширины.
Текстура материала бывает самой разной, может имитировать древесную кору. Величина толщины волокна варьируется от 4 до 12 мм. При изготовлении мебели синтетическую ленту вручную наматывают на деревянный или металлический каркас: такое изделие способно выдерживать очень высокие нагрузки. Плетеная мебель может иметь самую разнообразную конфигурацию, начиная от классических кресел и заканчивая подвесными конструкциями.
Где применяют плетеную мебель из искусственного ротанга
В последнее время плетеную мебель из искусственного ротанга все чаще выбирают не только для обустройства интерьеров кафе и ресторанов, но и для украшения приусадебных участков и квартир. Стильная, комфортная, удобная мебель – всё, что нужно для качественного отдыха и релаксации..jpg)
Существует большой выбор моделей как по оформлению, так и по назначению. Плетеные столы и стулья удачно впишутся в пространство кухни, а комплекты из кресел и диванчиков с низким столиком – в гостиную. В качестве дополнения можно использовать небольшие пуфики.
Наборы садовой мебели: плетеные кресла, диванчики и столики – это оптимальный вариант для размещения на террасе, в беседке загородного дома или просто на открытой площадке у водоема. Основное преимущество такой мебели из искусственного ротанга состоит в том, что ее не нужно заносить в дом на случай непогоды и даже зимой. Это возможно благодаря антикоррозийной защите каркаса и особенным водоотталкивающим свойствам синтетических нитей, которые подвергаются специальной обработке.
Подвесные изделия в виде качелей можно крепить к потолку на террасе или балконе. Оригинальные шезлонги и низкие лежаки из ротанга прекрасно подходят для отдыха и могут размещаться на площадках у бассейнов, вблизи прудов или просто под кронами деревьев, создавая целые СПА-зоны.
Преимущества плетеной мебели из искусственного ротанга
Плетеная мебель из искусственного ротанга обладает множеством достоинств, в том числе и в сравнении с натуральными аналогами:.jpg)
- Долговечность, износоустойчивость: изделия не рассыхаются и не деформируются со временем;
- Комфорт: материал мягче, сидеть на нем гораздо приятнее;
- Удобная эксплуатация: мебель не требует особого ухода и обладает уникальной водостойкостью;
- Устойчивость к внешним воздействиям: мебель не выцветает даже под прямыми солнечными лучами, не подвержена заражению грибком;
- Безопасность: даже при сильном нагревании искусственный ротанг не выделяет вредные вещества. Поэтому он безопасен для взрослых, детей, домашних животных и окружающей среды;
- Прочность: изделия гораздо прочнее. Производство синтетического волокна позволяет делать ленты абсолютно любой длины и тем самым избегать стыков.
Ну и при всех прочих достоинствах мебель из искусственного ротанга еще и необычайно легкая. Поэтому поставить или передвинуть ее может даже ребенок. А значит, вам не придется тащить мебель на себе из последних сил или нанимать бригаду грузчиков каждый раз, когда захочется сделать перестановку.
Шезлонги из искусственного ротанга




















Мебель из ротанга становится все более популярной. Этот материал стали применять при производстве шезлонгов, которые можно купить в интернет-магазине Bali-Moscow. В каталоге представлен широкий ассортимент продукции, способной удовлетворить любые потребности. Все лежаки из качественного ротанга, выдерживающего продолжительные нагрузки.
Особенности шезлонгов
Шезлонги, изготовленные из ротанга, отличаются между собой по форме, цвету и другим характеристикам. Но вне зависимости от типа лежаков каждый такой товар отличается следующими преимуществами:
- высокая влагостойкость, поэтому плетеные изделия можно устанавливать рядом с бассейном;
- малый вес, что позволяет использовать такую мебель на даче;
- компактные размеры.
Шезлонги, представленные каталоге интернет-магазина, изготовлены из искусственного и натурального ротанга. Первый вариант более выгодный, так как лучше переносит воздействие солнечных лучей и предлагается по низкой цене. Для любителей домашних животных в каталоге представлены компактные лежаки, которые также выполнены из прочного ротанга. Кроме того, можно купить шезлонги для детей. Эти недорогие изделия считаются хорошим выбором для тех, кого заботит вопрос прочности садовой или пляжной мебели.
Шезлонги из прочного ротанга выделяются тем, что:
- переносят продолжительные и высокие нагрузки;
- хорошо переносят механические воздействия;
- способны изгибаться, тем самым повторяя анатомические особенности тела человека.
Благодаря природному происхождению ротанг не вызывает аллергической реакции и других нежелательных последствий.
На выбор предлагаются шезлонги разного размера, которые можно устанавливать даже на ограниченных по площади территориях. В наличии есть модели, обшитые тканью, которая придает изделиям более привлекательный вид. Для любителей проводить время перед водоемами в каталоге собраны шезлонги со встроенным козырьком, который защищает от солнца, и лежаки, легко превращающиеся в комфортабельное кресло.
Где купить шезлонги из ротанга
Интернет-магазин Bali-Moscow предлагает разные моделей шезлонгов по ценам производителя. Каждое изделие выдерживает нагрузку до 120 килограммов и рассчитано на многолетнюю эксплуатацию.
Заказать шезлонги из натурального и искусственного ротанга можно на сайте интернет-магазина Bali-Moscow с доставкой по Москве и другим городам России.
Заказать нашем магазине можно, позвонив по телефонам:
понедельник- суббота с 9-00 до 20-00
. Приём заказов через корзину сайта производим КРУГЛОСУТОЧНО (24/7) .
Доставка по Москве, Туле, Рязани, Воронеже, Твери, Ярославле, СПб, Вологды, Калининграда, Сочи, Ростове-на-Дону, Волгограде, Перми, Самаре, Нижнем Новгороде, Саратове, Казани, Екатеринбурге, Челябинске, Тюмени, Иркутске или Новосибирске и другим городах России и Беларусии.
Шезлонги
Удобный, качественный шезлонг сделает Ваш отдых на свежем воздухе в теплое время года еще приятнее. При желании изделие можно установить на солнце, наслаждаясь солнечными ваннами, или, наоборот, спрятать в тенек, отдыхая в прохладе.
- Кресла шезлонги (7)
- Шезлонги лежаки (8)
- Шезлонги складные (6)


Кресло шезлонг Фея Релакс отличная модель для отдыха на даче. К шезлонгу в комплекте и.

Кресло шезлонг Фея Релакс отличная модель для отдыха на даче. К шезлонгу в комплекте и.

Кресло шезлонг Фея Релакс отличная модель для отдыха на даче. К шезлонгу в комплекте и.

Кресло шезлонг Фея Релакс отличная модель для отдыха на даче. К шезлонгу в комплекте и.

Кресло шезлонг Фея Релакс отличная модель для отдыха на даче. К шезлонгу в комплекте и.

Кресло шезлонг Фея Релакс отличная модель для отдыха на даче. К шезлонгу в комплекте и.

Кресло шезлонг Фея Релакс отличная модель для отдыха на даче. К шезлонгу в комплекте и.
Характеристики: Каркас: Труба сталь D25 мм с полимерной покраск.

Характеристики: Каркас: Труба сталь D22 мм Матер.

Характеристики: Каркас: Труба сталь D22 мм Матер.

Характеристики: Каркас: Труба сталь D22 мм Матер.

Характеристики: Каркас: Труба сталь D22 мм Матер.

Характеристики: Каркас: Труба сталь D22 мм Матер.
Шезлонг лежак из искусственного ротанга. Прекрасная и изящная модель шезлонга с десерт.

Характеристики: Материал: Ткань текстилен 2х1 Ка.

Характеристики: Материал: Ткань текстилен 2х1 Ка.

Характеристики: Материал: Ткань текстилен 2х1 Ка.

Характеристики: Материал: Ткань текстилен 2х1 Ка.

Шезлонг лежак Рио Люкс отличная модель, которая прекрасно впишется в интерьер как у ба.

Шезлонг лежак Рио Люкс отличная модель, которая прекрасно впишется в интерьер как у ба.
Шезлонг лежак из искусственного ротанга Afina. Прекрасная и изящная модель ,шезлонг ле.
Шевингование – обработка зубчатых колес: оборудование, нюансы процесса
Такой технологической операции, как шевингование, подвергаются боковые поверхности зубчатых колес. При помощи этого метода обработки, для осуществления которой используется специальный инструмент, называемый шевером, с металлического изделия снимаются тонкие слои стружки.

Процесс соскабливания стружки с боковых поверхностей зубьев
Как осуществляется операция
Основной смысл технологической операции шевингование состоит в том, чтобы соскоблить слой лишнего металла с обрабатываемых деталей: зубчатых колес, изготовленных из легированных и высоколегированных сталей. Сам инструмент, при помощи которого выполняется такая обработка зубчатых колес, изготавливается из быстрорежущей стали, что и позволяет ему эффективно выполнять операцию шевингования. Шевер может быть выполнен в форме зубчатой рейки или зубчатого колеса, на боковых поверхностях зубьев которого предварительно сформированы режущие кромки. Входя в зацепление с обрабатываемым зубчатым колесом, рабочие элементы шевера скользят по боковым поверхностям его зубьев, тем самым соскабливая с них лишний слой металла.
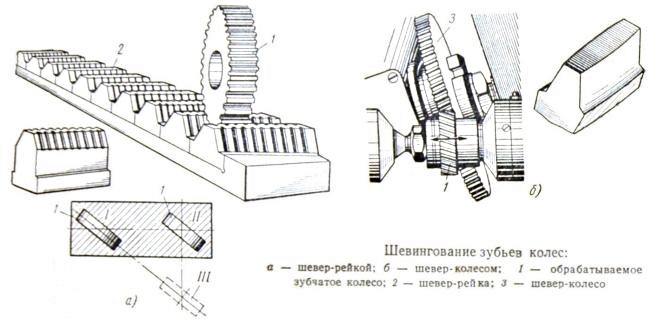
Способы шевингования зубьев
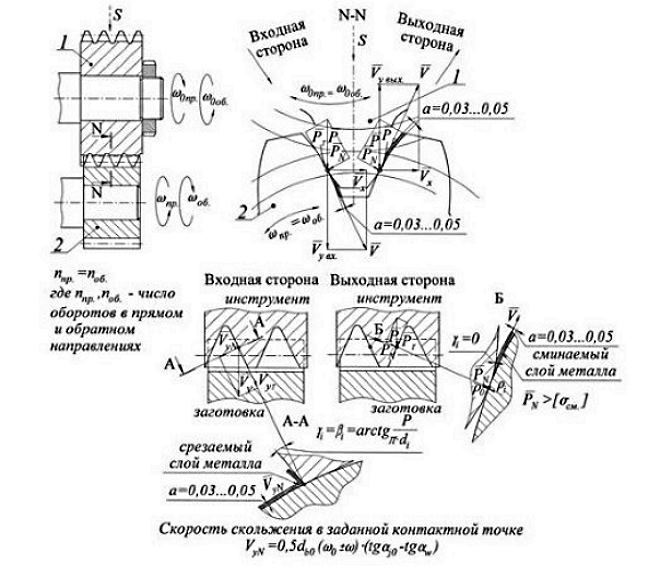
Режущие кромки шевера, благодаря которым и возможна такая технологическая операция, как шевингование, формируются за счет создания поперечных канавок на рабочей части инструмента. Обеспечения скольжения зубьев шевера и обрабатываемого колеса добиваются так: их монтируют на станке таким образом, чтобы их оси располагались под определенным углом относительно друг друга. Данный угол имеет большое значение для повышения эффективности шевингования; величина этого параметра равна сумме или разности углов наклона обрабатываемой детали и шевера. В зависимости от технологической необходимости, оси заготовки и инструмента могут выставляться под углами, направленными в одну сторону, тогда перед значением данного параметра ставится знак «+», либо под углами, направленными в разные стороны, о чем будет свидетельствовать знак «–».
Располагая шевер и обрабатываемое зубчатое колесо таким образом, чтобы их оси скрещивались под заданным углом, специалист, выполняющий шевингование, фактически создает из них зубчатую винтовую пару. Если говорить о рабочих параметрах угла скрещивания осей инструмента и заготовки, то чаще всего его стараются выдержать в интервале 10–15 градусов. Технологически шевингование выполняется таким образом, что движение от станка передается шеверу, а он, в свою очередь, вращает заготовку, предварительно зажатую в центрах.
При выполнении операции шевингования обеспечивается калибрование зубьев детали, которое осуществляется по линии, являющейся самым коротким расстоянием между осями обрабатываемого колеса и шевера. Чтобы шевингование было эффективным, и калибрование осуществлялось по всей ширине зубьев заготовки, деталь в процессе выполнения обработки должна постоянно перемещаться по данной линии. Для обеспечения указанного требования режущему инструменту сообщается движение подачи, которая может быть нескольких типов:
- подача в поперечном направлении;
- продольная подача;
- подача тангенциального типа;
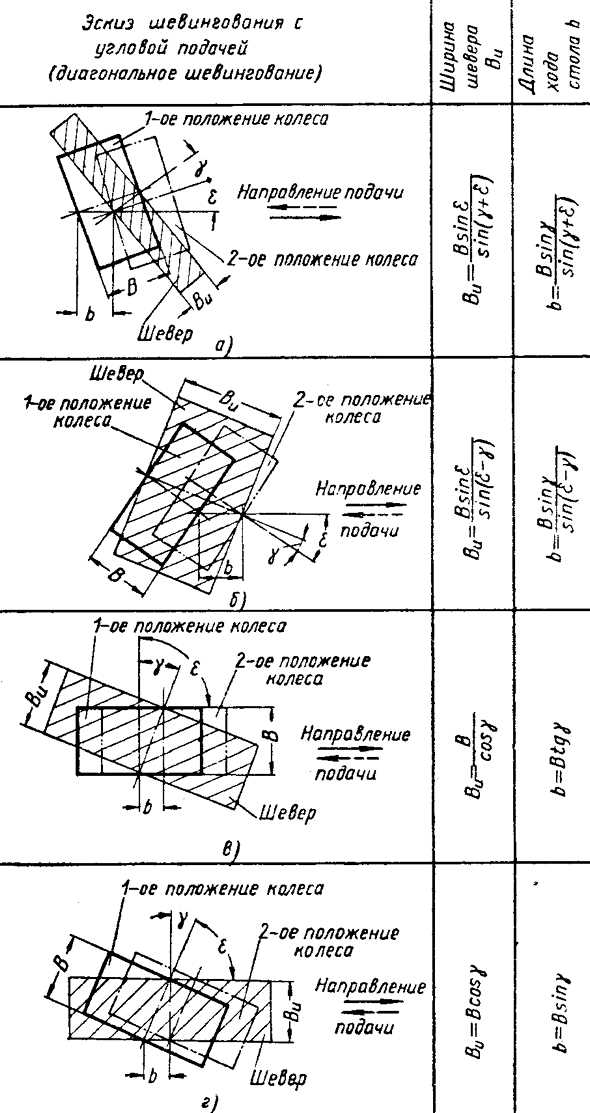
- подача, совершаемая в диагональном направлении.
Схемы подач при шевинговании
При продольной подаче шевер движется в направлении, совпадающем с осью обрабатываемой заготовки, при этом величина такого хода равна ширине зубьев заготовки. Линия, про которую говорилось выше, при такой подаче инструмента остается неподвижной и располагается в пятне контакта зубьев шевера и заготовки. При реализации продольной подачи процесс шевингования выполняется за счет одних и тех же участков режущей кромки инструмента. По этой причине зубья шевера изнашиваются неравномерно.
Обеспечить равномерность износа зубьев инструмента позволяют подачи, выполняемые в поперечном направлении (перпендикулярно к оси детали), диагональные подачи (под определенным углом к оси заготовки), тангенциальные подачи (перпендикулярно к оси самого шевера). Использование поперечных и диагональных подач также позволяет сократить ход движения инструмента и задействовать его режущие зубья по большей ширине их рабочей поверхности. Но самое минимальное движение режущий инструмент совершает в том случае, если на станке реализуется тангенциальная подача.

Схема шевингования-прикатывания конических зубчатых колес
Шевингование можно выполнить с еще более высокой эффективностью и качеством, если кроме движения подачи сообщить шеверу осциллирующее движение. Такое движение, сообщаемое инструменту и заготовке в плоскости ее обработки, должно иметь определенную частоту (20–100 Гц), только тогда процесс шевингования будет более эффективным. Использование данного технологического приема позволяет наделить операцию следующими преимуществами:
- заметным снижением шероховатости обработанной поверхности (0,32–0,63 мкм), что часто достигается только шлифованием;
- интенсификацией при одновременной стабилизации сил трения, что и позволяет сделать операцию шевингования более эффективной;
- значительным сокращением времени осуществления технологической операции за счет возможности выполнения качественного шевингования за один проход.
Червячные и облегающие шеверы
Стандартный шевер при выполнении с его помощью шевингования контактирует с поверхностью зуба заготовки в точке, которая является местом пересечения наклонных осей инструмента и детали. Обработка будет возможной в принципе, если такая точка станет перемещаться по всей ширине зуба заготовки. Необходимость в соблюдении данного требования и, как следствие, в обеспечении продольной подачи инструмента отпадает, если для шевингования используются шеверы, относящиеся к категории облегающих. Такие инструменты за счет особенности своей конструкции обеспечивают линейный контакт режущей части с поверхностью обработки.
Инструменты данного типа, использование которых позволяет наиболее эффективно обрабатывать зубья бочкообразной формы, дают возможность значительно сократить время выполнения шевингования. Но если сравнивать такие шеверы со стандартными, то можно выявить, что они обеспечивают меньшую точность обработки, которую определяют достаточно приближенно.
Конструкция дискового шевера
К особенностям инструмента облегающего типа, следует отнести следующие.
- Поверхность режущих зубьев сформирована не эвольвентными (выпуклыми), а вогнутыми линиями. Если взглянуть на профиль зубьев такого шевера, то можно заметить их выраженную седлообразность.
- Зацепление обрабатываемого колеса и инструмента, как уже говорилось выше, происходит по линейной поверхности, а не по отдельной линии, как в случае использования стандартного шевера.
Для выполнения чистовой обработки рабочих элементов червячных колес лучше всего использовать специальные шеверы, которые также относятся к червячному типу. Такой инструмент представляет собой червяк, на боковой поверхности винтовых элементов которого сделана насечка, формирующая небольшие режущие зубья. Подача такого инструмента, выполняемая в процессе шевингования, может осуществляться в круговом и радиальном направлении. В первом случае между винтовой поверхностью шевера и зубьями обрабатываемого колеса имеется боковой зазор, во втором такого зазора нет.
Оборудование для шевингования
Для выполнения обработки методом шевингования используются различные модели специализированного оборудования (5701, 5702, 5708, 5717 и др.), которые, обладая схожим принципом действия, могут различаться между собой по следующим параметрам:
- максимальный диаметр обрабатываемых зубчатых колес;
- скорость выполнения шевингования;
- типы используемых подач;
- максимально допустимый модуль обрабатываемых колес;
- мощность главного привода.
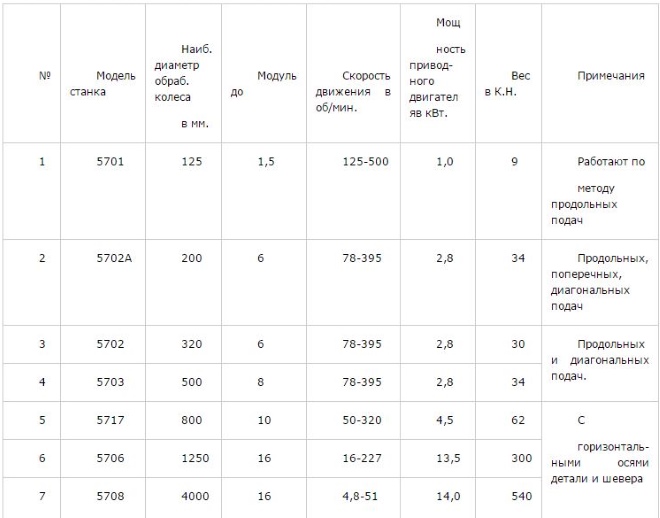
Характеристики зубошевинговальных станков

Зубошевинговальный станок модели 5702В
Для примера можно познакомиться с характеристиками достаточно популярного станка для обработки зубчатых колес модели 5702:
- максимальный диаметр обрабатываемого зубчатого колеса — 200 мм;
- максимально допустимый модуль обрабатываемого изделия — 6 мм;
- мощность главного привода — 2,8 кВт;
- скорость вращения инструмента можно регулировать в диапазоне 78-395 об/мин.
Указанный станок для обработки методом шевингования активно применяется в условиях крупносерийного и массового производства.
Процесс шевингования, виды и формы шеверов
Шевингование: что это такое и где применяют данную технологию. Особенности технологического процесса. Плюсы и минусы обработки шевингованием. Основные параметры станков. Виды шеверов и сфера их применения: реечный, дисковый, червячный и облегающий.

Шевингование – это технология механической обработки металла, которую применяют на завершающем этапе производства. В качестве рабочего оборудования применяют зубошевинговальные станки, которые за несколько циклов придают заготовке завершенный вид. На обработку подаются только незакаленные детали. В противном случае шевер – режущий инструмент станка – не сможет качественно резать металл. Выделяют несколько способов шевингования, отличающихся по направлению подачи: параллельное, касательное и диагональное.
Где и зачем применяют шевингование
Технология не отличается богатой историей. Она была изобретена в 30-х годах прошлого века в США компанией National Broach. С 1936 года шевингование зубчатых колес было опробовано на Московском автомобильном заводе имени Сталина.
Технология шевингования зубчатых колес – востребованная процедура в современном производстве. В автомобильной промышленности зубчатые передачи используют в коробках переключения передач, редукторах мостов, раздаточных коробках и других узлах. Кроме того, шевингование применяется в других отраслях, где предъявляют высокие требования к точности зубчатого зацепления.

Результатом обработки является геометрически правильная форма зубьев, поверхность которых приобретает механическую прочность и упругость. Благодаря этому повышается точность передачи и снижается уровень шума в процессе эксплуатации передач.
Технические характеристики некоторых сплавов не позволяют выполнять чистовую обработку с помощью шлифования. В этом случае заготовки подвергают шевингованию.
Обработку шевером в редких случаях используют в качестве альтернативы химической очистки металла, поскольку шевингование является менее опасной и трудоемкой процедурой.
Механическое удаление лишней стружки преследует следующие цели:
- правку боковых граней прямозубых и косозубых колес;
- увеличение точности изделия на 2-3 класса;
- повышение эксплуатационных характеристик.
Помимо шестерен, шевингованию подвергают проволочную продукцию. Процесс обработки удаляет посторонние поверхностные отложения, повышая качество материала.
Технологию применяют для обработки следующих металлов и сплавов:
- различных типов стали, включая пружинистую;
- меди;
- латуни;
- бронзы;
- алюминия и сплавов на его основе;
- цинка.
Технология процесса шевингования

На станках повышенной точности реализована возможность осциллирующего движения режущего инструмента. Наиболее эффективной считают частоту в диапазоне 20–100 Гц. Это позволяет выполнять обработку за один проход и уменьшать показатель шероховатости поверхности.
Расчет припуска выполняют в процессе изготовления зубчатого колеса. Исходными данными являются модуль, диаметр шестерни, а также требуемый класс точности готового изделия.
Плюсы и минусы шевингования
Несмотря на высокую точность металлообрабатывающих станков, класс точности необработанного зуба не всегда соответствует предъявляемым требованиям. Использование шевингования в качестве средства чистовой обработки обладает следующими преимуществами:
- точность зубчатого венца увеличивается как минимум на одну степень;
- высокая производительность сокращает продолжительность общего цикла изготовления шестерни;
- после обработки шевером качество поверхности увеличивается;
- показатель шероховатости плоскости близок к технологическим параметрам шлифования;
- снижения уровня шума в процессе эксплуатации.
К недостаткам шевингования относят отсутствие жесткой кинематической связи между шевером и зубчатым колесом. Это причина низкого уровня корректировки дефектов предыдущих шагов. Качество зависит от величины припуска. Таким образом, имеется прямая связь между точностью зубонарезного станка и результатом обработки шевингованием.
Современные шевинговальные станки позволяют осуществлять резание зуба при жесткой кинематической связи с расположением относительно друг друга под углом 45º. В процессе участвуют два шевера для двухсторонней отделки зуба.
Инструменты и оборудование
- Тип приводного механизма. Может быть электромеханическим или гидравлическим.
- Направление подачи: продольная, поперечная, тангенциальная или диагональная.
- Скорость шевингования заготовки за единицу времени определяет производительность станка.
- Максимальный размер заготовки. Для самых маленьких моделей показатель не превышает 125 мм. Массивные агрегаты способны обрабатывать детали шириной до 4000 мм.
- Мощность главного привода станка.
- Максимально допустимый модуль шестерни.
- Регулируемый диапазон скорости вращения маховика.
- Габариты и масса.
В качестве примера приведем основные технические параметры популярной модели 5Д702В – полуавтоматического зубошевинговального станка с горизонтальной осью:
- Диаметр шестерни от 20 до 320 мм.
- Модуль от 1,5 до 8 мм.
- Посадочный диаметр шпинделя 63,5 мм.
- Величина припуска при обычном шевинговании до 0,46 мм.
- Мощность главного электродвигателя 3,2 кВт.
- Габариты (Д*Ш*В, мм) 1950*1600*2130.
- Масса 4700 кг.
Виды и форма шеверов
- Реечный. Предназначение – шевингование зубчатых колес с прямыми и винтовыми зубьями. Имеет вид продолговатой планки со съемными зубчатыми насечками. Данный тип не отличается высокой точностью обработки и поэтому не пользуется особой популярностью.
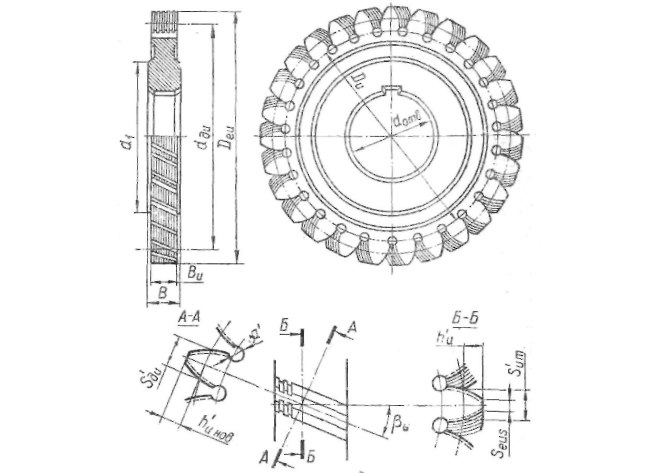
- Шевер дисковый. Представляет собой дисковое колесо из быстрорежущей стали. Каждый зуб имеет поперечные канавки, которые образуют режущие грани. Кроме того, они выполняют функцию отвода побочных продуктов металлообработки.
- Облегающий. Для шевингования зубьев бочкообразной формы.
- Червячный. Инструмент для обработки соответствующих передач.


Рассмотрим последние два вида подробнее.
Облегающие шеверы
Использование данных шеверов позволяет сократить время обработки. По сравнению с приспособлениями дискового типа точность облегающих шеверов несколько ниже. В результате воздействия можно получить зуб в форме бочки.
Основное отличие от стандартного инструмента заключается в воздействии на контактную плоскость. Направление движения имеет форму вогнутой линии, а не прямой. За счет этого и получают зубья специфической формы.
Червячные шеверы
Применяются для финишной отделки колес червяного типа. Это наложило отпечаток на конструкцию инструмента: он имеет форму червяка с мелкими режущими насечками.
Червячные шеверы не поддаются стандартизации, поэтому подбор осуществляется, исходя из чертежных размеров обрабатываемой заготовки.
Существует несколько типов червячных шеверов. Наиболее популярными являются:
- эвольвентный;
- Архимедов;
- глобоидный.
Шевингование может выполняться двумя способами:
- Сокращением расстояния между осями шевера и червяка.
- Регулировкой скорости вращения режущего инструмента при неизменном положении шевера и детали относительно друг друга.
Технология шевингования по сей день является востребованной процедурой. Это единственный способ чистовой обработки зубчатых колес с целью повышения качества поверхности и увеличения класса точности изделия. А вам приходилось наблюдать за работой современных зубошевинговальных станков с ЧПУ? Некоторые специалисты полагают, что по сравнению с современным оборудованием точность отечественных станков, применяемых в серийном производстве, крайне мала. Согласны ли вы с этим утверждением? Напишите ваше мнение в комментарии.
Шевингование – обработка зубчатых колес: оборудование, нюансы процесса
Шевингование – это один из приемов механической обработки зубьев шестерен внешнего и внутреннего зацепления, для уменьшения шероховатости поверхности и получения точности профиля зубьев, при этом их твердость не должна превышать HRC 30-32. Данный процесс позволяет получить заданный поперечный профиль зубчатого зацепления, при котором потери на трение минимальны.

Типы шеверов
- Дисковые – имеют вид зубчатого колеса, изготовлены из быстрорежущей стали. Рабочий ход – поступательный. Такой вид предназначен для обработки цилиндрических зубчатых колес.
- В виде реек – состоит из плитки с канавками для установки зубцов, которые в свою очередь, изготовлены из быстрорежущей стали. Шевинг также двигается поступательно, а для изменения обрабатываемого зуба перемещается продольно.
- В виде червяков – предназначены для червячных колес. В виде червяка с маленькими зубчиками, нанесенные сбоку винтов. Обработка, с применением данных видов шевера, возможна при круговой и радиальной их подаче.
Шевингование без проблем исправит погрешность профиля, всех шагов (основных и окружных), а также направления зубьев, но вот с накопленной ошибкой шагов, справится ей гораздо тяжелее и иногда просто невозможно.
При помощи шевингования, можно получить измененную форму резцов колеса, например, с осевой бочковидностью или фланкированным видом. Для этого понадобится особая заточка резцов или специализированное приспособление. С помощью этого можно получить любые пятна контакта соединенных зубцов у шевингованных колес в передаче и даже уменьшить шум у зубчатой передачи.
Так как рабочее движение подается только шеверу, любые погрешности кинематической цепи исключены, поэтому шевингование обладает высокой точностью при работе. От данной точности, которая достигается при предварительных работах, зависит точность зубчатых колес, если припуск маленький, то шевер не сможет исправить погрешности колеса, а при большом припуске увеличится время обработки, ухудшится точность, а также уменьшиться стойкость самих шеверов.
Способы отделки зубьев колес
Для повышения чистоты поверхности зубьев колес и повышения точности элементов профиля, а также для исправления дефектов и искажений, возникающих при термической обработке, производят отделочную обработку зубьев. Шевингование зубьев применяется при обработке цилиндрических и червячных зубчатых колес твердостью HRC Читайте также: Средний расход песка и других абразивов при пескоструйной обработке
Кромки шевера формируются с помощью поперечных канавок, находящиеся на рабочей части инструмента, благодаря им и возникает шевингование. При монтаже на станке получают движение зубьев шевера и обрабатываемого колеса, движение зависит от наклона, который имеет угол. Эффективность шевингования – это сумма или разность углов наклона детали. Оси заготовки и инструмента ставятся под нужными углами и могут быть направлены как в одинаковые стороны, так и в противоположные, от этого зависит какой знак («+» или «-» соответственно) выставят перед величиной рассматриваемой характеристики.
Технологический процесс
Схема шевингования
Удаление лишнего слоя металла при шевинговании зубчатых колёс происходит за счёт срезки тонкой стружки при сцеплении боковых граней зубьев шевера с зубцами обрабатываемых деталей. Уменьшается толщина стенки металла, грани калибруются. Оси заготовки и инструмента сходятся под заданным углом в 10–15 градусов.
Технологически в процессе операции шевингования зацеплением зубьями шевера и колеса образуется зубчатая винтовая пара. Движущийся инструмент вращает зубчатое колесо. В точке соприкосновения снимаются тонкие слои металлической стружки по линии контакта между режущими гранями шевера и зубьями заготовки.
Рабочая линия снятия стружки зависит от вида подачи инструмента.
Осциллирующее движение
Возможность добавления в процессе шевингования осциллирующего (колебательного) движения повышает точность, скорость и качество обработки зубцов. Сопряжённые поверхности перемещаются с небольшой амплитудой. Частота осциллирующего движения в пределах 20–100 Гц наиболее эффективна, улучшает процесс обработки по следующим показателям:
- Увеличивается производительность оборудования за счёт уменьшения времени операции шевингования. Качественную металлообработку достигают за один проход шевера.
- Получают гладкую, ровную поверхность кромок. Величина шероховатости стальной поверхности снижается до значения 0,32–0,63 мкм, что близко к значению показателей обработкой шлифованием.
Припуски
Кинематика шевингования
Качество шевингования также зависит от предварительной точности геометрической формы заготовки. На обработку шевингованием закладывают припуски. Недостаточный размер припусков делает недостатки зубьев неисправимыми, ошибки накапливаются, повышая процент выбраковки.
Чрезмерно большой размер припусков ведёт к увеличению времени обработки, снижает производительность работ. Припуски на шевингование производят в процессе изготовления детали, принимают от модуля и диаметра шестерни, желаемого качества точности изделия.
Проведение
Специалист, при выполнении шевингования, располагает шевер и колесо таким способом, чтобы под необходимым углом (от 10 до 15 градусов) их оси скручивались. При таком процессе движение от станка передается шеверу, а он в это время вращает изделие. Калибровка резцов происходит по линии, которая является самым маленьким расстоянием между осями шевера и колеса. Чтобы калибровка прошла по всей площади зубьев, изделие должно непрерывно двигаться по заданному пути. Для соблюдения данного условия режущему инструменту передается движение подачи нескольких видов:
- поперечное (перпендикулярно к оси изделия);
- продольное;
- тангенциальное (перпендикулярно к оси самого шевера);
- диагональное (под необходимым углом к оси изделия).
Если шевер двигается в сторону, совпадающей с осью изделия и при этом величина такого хода такая же, как и ширина зубьев, то это – продольная подача. Линия при таких условиях находится в неподвижном состоянии. Шевингование в данном случае будет выполняться с помощью повторяющихся участков режущего края инструмента, поэтому зубья шевера изнашиваются постепенно и равномерно.
Поперечная, диагональная и тангенсальная подачи, также обеспечивают равномерный износ зубьев, позволяют сократить ход движения инструмента и привлечь его режущие зубья почти по всей ширине их рабочей поверхности.
Если шеверу подать осциллирующее перемещение, то появиться возможность выполнять шевингование с лучшим результатом. Это движение должно иметь частоту от 20 до 100 Гц, только при таких условиях шевингование будет эффективнее, чем обычно. Такой метод дает возможность получить следующие характеристики:
- снижение шероховатости на 0,3 – 0,6 мкм, такой результат обычно получается только при помощи шлифования;
- интенсификация;
- сокращение времени.
Червячные и облегающие шеверы
Стандартный шевер при выполнении с его помощью шевингования контактирует с поверхностью зуба заготовки в точке, которая является местом пересечения наклонных осей инструмента и детали. Обработка будет возможной в принципе, если такая точка станет перемещаться по всей ширине зуба заготовки. Необходимость в соблюдении данного требования и, как следствие, в обеспечении продольной подачи инструмента отпадает, если для шевингования используются шеверы, относящиеся к категории облегающих. Такие инструменты за счет особенности своей конструкции обеспечивают линейный контакт режущей части с поверхностью обработки.
Инструменты данного типа, использование которых позволяет наиболее эффективно обрабатывать зубья бочкообразной формы, дают возможность значительно сократить время выполнения шевингования. Но если сравнивать такие шеверы со стандартными, то можно выявить, что они обеспечивают меньшую точность обработки, которую определяют достаточно приближенно.
Конструкция дискового шевера
К особенностям инструмента облегающего типа, следует отнести следующие.
- Поверхность режущих зубьев сформирована не эвольвентными (выпуклыми), а вогнутыми линиями. Если взглянуть на профиль зубьев такого шевера, то можно заметить их выраженную седлообразность.
- Зацепление обрабатываемого колеса и инструмента, как уже говорилось выше, происходит по линейной поверхности, а не по отдельной линии, как в случае использования стандартного шевера.
Для выполнения чистовой обработки рабочих элементов червячных колес лучше всего использовать специальные шеверы, которые также относятся к червячному типу. Такой инструмент представляет собой червяк, на боковой поверхности винтовых элементов которого сделана насечка, формирующая небольшие режущие зубья. Подача такого инструмента, выполняемая в процессе шевингования, может осуществляться в круговом и радиальном направлении. В первом случае между винтовой поверхностью шевера и зубьями обрабатываемого колеса имеется боковой зазор, во втором такого зазора нет.
Недостатки метода
Минусом этого процесса является отсутствие жесткой кинематической связи между шевером и обрабатываемым колесом, из-за чего при очередном шаге накапливается ошибка.
Следующий минус – это зависимость точности обработки от свойства зубонарезания и припуска.
Все больше набирает популярность способ обработки резцов кромочными шеверами. В этой процедуре присутствует жесткая кинематическая связь между колесом и режущим инструментом. Для обработки применяют пару шеверов, каждый из которых обрабатывает предназначенную ему сторону резца колеса при таком же направлении перемещения, что в обкате с подачей.
Зубошевинговальный станок 5702А
Для более конкретного понимания о принципах работы специализированного оборудования для шевингования, рассмотрим на примере работу станка – 5702А. Эта модель больше всего распространена в применении массового и серийного производства.
- максимальный модуль обрабатываемого изделия – 6 мм;
- мощность двигателя составляет 2.8 кВт;
- максимальное сечение зубчатого колеса – 200 мм;
- диапазон скоростей движения от 78 до 395 об/мин.
Модель имеет гидравлический привод подач лучевого типа и электромеханический – осевого типа.
Работу обеспечивает электродвигатель. Сам же шевер располагает 10-ю ступенями, которые настраиваются с помощью зубчатых колес.
С помощью правой бабки агрегата можно зажимать заготовку в рабочих центрах, а головка рабочего инструмента дает возможность выполнять настройку угла зацепления. Она может поворачиваться в обе стороны, угол поворота может составлять от 0 до 35 градусов.
За счет двигателя, мощность которого составляет 0.6 кВт, выполняются осевые подачи. Благодаря вертикальному движению консоли, происходят подачи лучевого типа.
Универсальность данного оборудования заключается в том, что на нем можно работать с бочковидными резцами, именно поэтому он имеет самую большую восстребованность среди других моделей.
Инструменты и оборудование
Работы выполняются на специальных зубошевинговальных станках, тип которых зависит от производственных задач. Основными параметрами оборудования являются:
- Тип приводного механизма. Может быть электромеханическим или гидравлическим.
- Направление подачи: продольная, поперечная, тангенциальная или диагональная.
- Скорость шевингования заготовки за единицу времени определяет производительность станка.
- Максимальный размер заготовки. Для самых маленьких моделей показатель не превышает 125 мм. Массивные агрегаты способны обрабатывать детали шириной до 4000 мм.
- Мощность главного привода станка.
- Максимально допустимый модуль шестерни.
- Регулируемый диапазон скорости вращения маховика.
- Габариты и масса.
В качестве примера приведем основные технические параметры популярной модели 5Д702В – полуавтоматического зубошевинговального станка с горизонтальной осью:
- Диаметр шестерни от 20 до 320 мм.
- Модуль от 1,5 до 8 мм.
- Посадочный диаметр шпинделя 63,5 мм.
- Величина припуска при обычном шевинговании до 0,46 мм.
- Мощность главного электродвигателя 3,2 кВт.
- Габариты (Д*Ш*В, мм) 1950*1600*2130.
- Масса 4700 кг.
Область применения
Шевингование – это очень эффективная, а также достаточно распространенная технология, которая часто используется в современной промышленности. В России такую технологию используют с 1936 года.
Такой метод востребован в различных областях, но больше всего его используют в автомобильном производстве, ведь на основе деталей, которые прошли калибровку, сделаны редукторы, червячные передачи.
Проволока также проходит шевинговую обработку, тем самым повышается ее упругость, удаляются лишние примеси, улучшая состав изделия.





