Производство газобетонных блоков
Газобетон (другие названия – ячеистый, или газосиликатный, а также ААС – аэрированный автоклавный бетон) – композитный строительный материал, появившийся в Европе в 1930-х годах и к настоящему дню являющийся одной из наиболее распространенных альтернатив традиционным аналогам.
Стены дома из газобетонных блоков имеют степень огнестойкости REI 240 и способны переносить прямой контакт с огнем в течение 4 часов без изменения физических и тепловых характеристик. Данный показатель в несколько раз превышает аналогичные свойства кирпича и является наиболее высоким среди всех строительных материалов.
Как делают газобетонные блоки
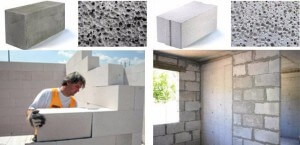
Этот вид материала относят к искусственному камню. Состоит газоблок из многих компонентов. Главная отличительная особенность газосиликатного блока – наличие пузырьков газа размерами 0,5 – 3 мм, равномерно распределенных в толще бетона. Благодаря этому газобетон получается легким, имеет небольшую теплопроводность.
Из газосиликатных блоков легко возводить здания в 1 – 3 этажа, делать надстройки на старых домах, быстро возводить торговые, промышленные, хозяйственные постройки.
Характеристики газосиликатов определяются составом и технологией производства. Так, чем больше пузырьков газа в газобетоне, тем больше пористость материала, меньше теплопроводность, но и одновременно меньше прочность.
Суть процесса газообразования – химическая реакция между металлическим алюминием и гидроксидом кальция из известкового раствора, в результате которой получаются алюминаты кальция и водород. Этот газ равномерно распределяется в полужидкой газосиликатной смеси и заставляет ее увеличиваться в размерах, после чего масса застывает.
Для разных целей производят различные виды газобетона. Выбор зависит от этажности здания, нагрузки на конструкцию, требований к уровню тепло- и шумоизоляции. Добиться желаемых результатов можно, используя газосиликатные блоки разной толщины, комбинируя их с другими стеновыми и отделочными материалами.
Состав и технология производства газобетонных блоков
В состав газобетона входят:
- Песок, преимущественно кварцевый, около 70 %.
- Портландцемент 8 – 10 % с высоким содержанием силиката кальция (от 60 %).
- Вода.
- Негашеная известь до 20 % с большим содержанием оксидов магния и цинка.
- Гипс 2 %.
- Пудра из алюминия 2 % – порообразующий компонент. Чаще используют пасты и суспензии из алюминия, так как при добавлении порошка в чистом виде образуется много пыли.
Хлорид кальция добавляют для ускорения процессов затвердения материала. Если добавить армирующие волокна, газобетон получится более прочным. Тогда из него можно делать плиты перекрытия, перемычки. Иногда в состав газосиликатных блоков вводят отходы металлургического производства – золу и шлаки.
Точные состав и пропорции, из чего делают газосиликатные блоки, определяются ГОСТом и зависят от целей строительства. Чтобы получить нужный вид газобетона, закладывают компоненты в соответствующих пропорциях. Процентная доля пор в газобетоне определяет вес и прочность готовой плиты, колеблется в большом диапазоне:
- От 38 % для получения прочных строительных блоков.
- Около 52 % в облегченных плитах, предназначенных для межкомнатных перегородок, надстроек над готовым зданием – мансард, верхних этажей, одноэтажных легких хозяйственных построек.
- До 92 % для получения плит как теплоизоляционного или отделочного материала, на которые не предусмотрены функциональные нагрузки.
Подготовка компонентов смеси осуществляется на отдельных технологических установках (шаровых мельницах), перемалывающих гипс, песок и другие компоненты до состояния шлама плотностью 1,71–1,72 кг/л.
Мощность данного оборудования позволяет перерабатывать 25 тонн прямого шлама в час. Дозировка компонентов выполняется при помощи компьютерного оборудования полностью в автоматическом режиме на основе конкретной рецептуры. Помимо массы учитывается также плотность и температура отдельных элементов смеси.
Корректировка данных показателей производится путем добавления теплой или холодной воды из резервуаров, которыми оснащена смесительная башня.
Приготовление алюминиевой суспензии осуществляется на отдельном участке и добавление ее в смесь происходит через высокоточный весовой дозатор.
Газобетонные блоки торговой марки Bonolit производятся из натуральных компонентов. Для создания смеси используется известь, гипс, кварцевый песок, вода, а также цемент и газообразующие компоненты (алюминиевая паста или пудра).
Наличие газообразователя в смеси дает возможность создать сквозные равномерные ячейки в структуре готовых изделий, что снижает их массу и теплопроводность. Для формирования однородного состава используется специализированное оборудование (шаровые мельницы, шламбассейны и т. д.).
Этапы производства газобетонных блоков
Технология производства газобетона предусматривает выполнение сложных производственных операций, которые невозможно осуществить в кустарных условиях. Компания Bonolit Сonstruction Solutions LLC является крупнейшим предприятием в Европе, занимающимся изготовлением газобетонных блоков. Контролируемый на всех этапах процесс изготовления обеспечивает абсолютное соответствие продукции жестким стандартам и требованиям, предъявляемым к данному материалу.
Газобетон производится в несколько этапов:
- Песок подготавливают – просеивают, после смешивания с водой измельчают в мельнице мокрого помола.
- В большой емкости смешивают сыпучие материалы в нужных пропорциях – измельченный песок, цемент, известь.
- Последними добавляют воду и алюминиевую пудру, после чего начинается реакция с выделением пузырьков газа водорода. Смесь тщательно перемешивают и заливают в прямоугольную форму.
- В течение 4 часов газосиликат отстаивается и увеличивается в объеме, пока не заполнит полностью форму.
- После кантования происходит резка материала на блоки заданного размера. При помощи струн делают пазы, гребни.
- Автоклавирование позволяет значительно увеличить прочность и долговечность газобетонных блоков. Обработка происходит в течение 12 часов при давлении в 8 – 12 атмосфер, температуре – порядка 170 градусов и повышенной влажности.
- Готовые блоки упаковывают, отправляют на склад или напрямую заказчику.
Некоторые блоки не подвергают автоклавированию, а просто высушивают в электропечах. Такой газосиликатный блок стоит дешевле, имеет меньшую прочность, пригоден для возведения небольших одноэтажных хозяйственных построек и жилых домов.
Контроль качества
Важный этап при изготовлении любых строительных материалов – контроль качества. Он позволяет проверить готовую продукцию на соответствие СНИПам и ГОСТам. Контролируют:
- массу;
- размеры;
- плоскость перпендикулярности;
- теплопроводность;
- процент пористости;
- качество краев и замковых элементов;
- пожаробезопасность;
- звукоизоляцию;
- вентиляционные свойства;
- экологичность.
Каждый компонент смеси, а также готовая продукция проходят обязательный контроль качества в собственной лаборатории компании Bonolit. Помимо этого, образцы сырья и товаров из ассортимента периодически отправляются в Голландию для проведения независимых исследований. Отечественные и зарубежные специалисты регулярно отслеживают уровень экологической безопасности производственных смесей компании Bonolit, а также контролируют качество готовой продукции.
Только после этого газобетон поступает к заказчику, можно быть уверенным в его высоком качестве.
Оборудование для производства газобетона
Для получения надежного газосиликата необходимо современное оборудование:
- Механическое или вибросито для удаления посторонних предметов из песка и цемента.
- Шаровая мельница для измельчения и смешивания сухих сыпучих компонентов.
- Дозаторы, которые отмеряют нужное количество каждого вещества.
- Растворосмеситель равномерно перемешивает все компоненты или бетономешалка.
- Формы для застывания смеси со съемной опалубкой.
- Оборудование для контроля за размерами, количеством пузырьков газа и их распределением.
- Рамы для нарезания плит на блоки нужного размера. Шаблоны, пилы разного размера, струны.
- Автоклавы.
- Парогенератор для создания высокой влажности, паропровод.
- Автоматизированные погрузчики.
Виды, характеристики и размеры газобетонных блоков
В зависимости от свойств газобетона и сферы применения различают:
- конструкционные – плотность 700 – 900 кг/ м куб.;
- конструкционно-изоляционные – плотностью 500 – 700 кг/ м куб.;
- теплоизоляционные газосиликатные блоки – плотностью 350 – 400 кг/ м куб.
По технологии затвердения:
- с использованием автоклава: твердение происходит в условиях повышенного давления, температуры и влажности.
- без него: гидратационное твердение при повышенной температуре и влажности, но при нормальном давлении.
Состав газосиликатной смеси может отличаться. Преобладающим компонентом (более 50 %) может быть:
- известь-кипелка;
- портландцемент;
- шлак;
- смесь шлака и извести;
- высокоосновные золы.
Кремнеземистый компонент тоже бывает разным:
- Природный материал – песок, прошедший очистку и измельчение.
- Отходы промышленности – зола гидроудаления, вторичные продукты, полученные при работе ТЭС, обогащении руд, производстве ферросплавов.
По размерам газосиликатные блоки можно делать:
- По ширине от 10 до 50 см.
- По высоте от 20 до 30 см.
- В длину 50 – 60 см.
По форме блоки из газобетона производят:
- простые прямоугольные для возведения внутренних и наружных стен;
- с пазами и гребнями на месте будущих стыков – для улучшения качества, герметичности, ровности шва;
- для перегородок;
- армированные – для перекрытий;
- U-образные – для оконных и дверных проемов.
Подготовка материалов
Изготовление газосиликата начинается с подбора компонентов, их подготовки. Песок нужно измельчить. Путем просеивания через автоматическое вибросито песок освобождают от крупных посторонних частиц. Далее его измельчают. Для этого смешивают с небольшим количеством воды и в мельнице мокрого помола перемалывают до состояния песчаного шлама. Именно в таком виде его можно уже смешивать с другими компонентами – цементом, известью, водой. Последней добавляют алюминиевую пудру, которая запускает процесс образования пор.
Формование
Для придания нужной геометрии газосиликатный раствор заливают в формы. Спустя 3 – 4 часа процесс выделения газа прекращается, увеличение массы в объеме останавливается. Еще примерно через час материал приобретает достаточную твердость, чтобы можно было удалить опалубку с форм. Газосиликатный массив нарезают на модули, ровняют кромку. При помощи струн можно делать гребни, пазы для плотной стыковки соседних элементов. При необходимости отправляют в автоклав для затвердения.
Упаковка
После полного остывания готовых блоков их упаковывают на автоматической линии. Это предохраняет газосиликатные плиты от загрязнения в процессе транспортировки, механических повреждений. Их можно доставлять в вагонах открытого типа и автомобильным транспортом.
Газобетон и газосиликат: какая разница между ними?
Газосиликат состоит главным образом из песка, извести, воды, алюминиевой пудры. Бетон может присутствовать в меньших количествах или отсутствовать совсем. В отличие от него газобетон в составе вяжущей смеси содержит преимущественно портландцемент с небольшим количеством песка и извести. Иногда независимо от состава смеси ячеистые формы бетона называют газобетоном.
Термином газосиликаты пользуются с 2007 года для обозначения газобетонов, подвергшихся автоклавному твердению.
Газосиликат всегда белого цвета, имеет однородную структуру, ровные края и поверхности без сколов, дефектов. Так как газосиликатные блоки подвергаются обработке в автоклаве, их прочностные характеристики намного выше.
Газобетон серого цвета, часто имеет изъяны и дефекты на поверхности, изъеденные края. Он рассчитан на меньшие нагрузки.
Свойства газобетонных блоков: достоинства и недостатки
Газобетон широко используется в строительстве жилых, торговых, промышленных объектов с небольшой этажностью (до 3 этажей). Преимущества пористого бетона такие:
- Небольшой вес газосиликата по сравнению с кирпичом. Масса одного блока составляет 30 – 32 кг, по площади он заменяет около 30 кирпичей, которые весили бы более 100 кг.
- Экономически выгодно – за счет пор требуется меньше количество исходных материалов, меньше работников для кладки, высокая скорость строительства.
- Газосиликат экологически чистый, не содержит искусственных компонентов, не выделяет в воздух вредных веществ.
- Устойчив к огню.
- Достаточная прочность. В многоэтажных конструкциях используют газосиликатные плиты плотностью от 700 до 900 кг/ м куб.
- Сохраняет тепло внутри помещения, теплопроводность 0,1 – 0,12 Вт/м °C.
- Имеет хорошее сцепление с цементом.
- Хорошо гасит шумы.
- Благодаря ячеистой структуре газосиликат хорошо пропускает воздух, внутри дома будет благоприятный микроклимат.
- Не подвержен процессам гниения.
- Благодаря точным размерам не требуется подгонка при укладке плит (отклонения в геометрии не превышают 1,5 мм).
- Газобетон легко подвергается обработке – можно резать, пилить, сверлить, штробить, обтесывать. Для этого подходят инструменты из стали, специальные напайки из твердых сплавов не требуются.
- Имеет низкий уровень естественной радиоактивности, так как в составе нет тория, урана (слюда и гранит в процессе производства не используются).Безотходное производство, так как срезанные при формовании части газосиликата подвергаются повторной переработке.
Как у любого материала, у газосиликата есть и недостатки:
- Легко впитывает влагу, поэтому наружные поверхности требуют дополнительной защиты. Также его нельзя применять в качестве строительного материала при влажности выше 65 %.
- Не пригоден для возведения зданий выше 3 этажей.
- Слабое место – стыки между плитами. Их прочность и герметичность зависят от качества и технологии нанесения клея.
Газобетон своими руками
Сделать материал, который по свойствам напоминает газобетон, можно в домашних условиях. Однако надо понимать, что готовые плиты не будут точно соответствовать строительным нормам и требованиям. При отсутствии оборудования, которое обеспечит точное дозирование, качественное перемешивание, автоклавирование, готовая продукция будет уступать по качеству тем газосиликатным блокам, которые изготовлены на производстве.
Чтобы делать газобетон, понадобится оборудование:
- вибросито;
- мельница шаровая;
- бункер-дозатор;
- газобетоносмеситель;
- режущие рамы;
- автоклавный генератор пара.
Компоненты газобетона нужно взять в таких соотношениях:
- песок 450 кг;
- негашеная известь 120 кг;
- цемент 60 кг;
- гипс 0,5 кг;
- вода 450 кг.
После просеивания измельчить компоненты, перемешать, снова просеять. Поместить в бетономешалку и добавить воду, затем 0,5 кг суспензии алюминия. Вылить в форму примерно до половины и оставить на 2 часа для застывания. Распалубить и нарезать застывшую газобетонную массу. При наличии автоклава отправить блоки на затвердение.
И все-таки лучше приобрести газоблоки от производителя в компании Bonolit Group. Здесь изготовление происходит на высокотехнологичных автоматизированных линиях, что позволяет получать продукт, полностью соответствующий заданным характеристикам. Газобетон марки Bonolit отмечен дипломом «100 лучших товаров России» и рекомендован к внесению в Перечень инновационной, высокотехнологичной продукции и технологий. По факту, характеристики газосиликата даже превосходят требования ГОСТ, что подтверждено сертификатами на готовую продукцию.
Bonolit – это новые технологии и лучшее решение для частного домостроения в условиях климата Московского региона. Они отлично переносят изменения температур и способствуют поддержанию идеального микроклимата внутри помещения. Благодаря низкой теплопроводности и способности «дышать», в доме из такого материала тепло зимой и прохладно летом.
Вы также можете заказать проект для дома, внести и согласовать изменения в готовых проектах на использование газоблоков, получить консультацию по поводу технических характеристик материалов, заказать доставку. Здесь же можно купить качественные строительные инструменты, смеси, клеевые составы для разных материалов. По желанию можно пройти обучение, как правильно строить из газобетона, подбирать сопутствующие товары.
Технология и оборудование для производства газосиликатных блоков
Технология, на которой сегодня строятся современные производства газосиликатных блоков, была изобретена еще в прошлом веке в Швеции. Тогда она не получила широкого распространения, но после изменений с течением времени, повысилось надежность материала, а также его удобство и простота создания.

Особенности технологии
Основной смысл производства газосиликатных блоков заключается в создании силикатной смеси, куда дальше добавляется алюминиевая пудра. За счет образующейся реакции между компонентами происходит появление силикатной пены. Она после проведения автоклавной обработки увеличивает свою прочность. В итоге получается продукт, нарезающийся на готовые блоки нужного размера. Особенностью таких изделий является использование для их приготовления только натуральных и экологически чистых материалов. Поэтому изделия получают свои свойства за счет перемешивания цемента, песка, извести, а также гипса с алюминиевой пудрой.
Популярный способ запустить процесс газообразования заключается в добавлении в раствор обычной алюминиевой пудры. Иногда применяются и другие компоненты.
Реакция, извести, которая возникает после добавления алюминиевой пудрой, приводит к вспениванию раствора, что позволяет получить пористую структуру материала. А применение специального оборудования дает возможность регулировать размер пор, а также получить разные по своим характеристикам газосиликатные блоки. К тому же технология производства газосиликатных блоков проста и не предполагает больших затрат для создания небольшого производства. Но если потратиться, то весь процесс может быть сделан автоматизированным и состоять из высокотехнологичных линий.
При изготовлении газосиликатных блоков, их плотность, размер ячеек, а также иные параметры можно изменить за счет коррекции состава, с учетом строгого соблюдения пропорций. После создания самой смеси, она на 4 часа оставляется в форме, где при температуре 40 °C происходит процесс образования пор. Рабочие параметры изделий зависят напрямую от качества выполнения всех этапов его производства. Преимуществом этой технологии в том, что она полностью безотходна.
Когда изготовление газосиликата происходит собственными силами, добиться максимальной ровности изделия крайне проблематично. В этом случае применяются фрезерные установки.
Для усиления прочностных характеристик материала его помещают в автоклавы, которые являются специальными камерами, где изделия подвергаются термообработке в условиях высокого давления. Если этого не делать, то готовые блоки имеют меньшие показатели жесткости.

Сырье для производства
Каждый газосиликатный блок имеет вес порядка 30 кг, за счет чего может заменить до 30 стандартных кирпичей. Но для создания таких крупных изделий требуется подготовить соответствующее количество материалов. Так, для их производства требуется:
- Известь, обладающая высокой насыщенностью оксидами кальция, а также магния;
- Портландцемент, в составе которого силиката кальция содержится больше 50%;
- Высококачественный кварцевый песок, содержащий больше 80% чистого кварца;
- Алюминиевая пудра, необходимая для создания реакции газообразования;
- Сульфанол;
- Чистая питьевая вода.

Оборудование для производства
Чтобы открыть собственное небольшое производство газосиликатных блоков, требуется изучить существующие предложения на рынке по всем типам оборудования, необходимого для создания предприятия. Дело в том, что качество продукции, которая будет выпускаться, во многом зависит от уровня технологичности производственной линии. Так, для производства блоков требуется приобрести:
- Устройство, посредством которого будет происходить заливка смеси и придача ему необходимых габаритов;
- Аппаратура, используемая для нарезки готовых блоков;
- Электронный дозатор для подачи воды;
- Комплект дозаторов, используемых для сыпучего сырья;
- Специальные смесители-активаторы;
- Агрегат для смешивания всех ингредиентов.
Важно отметить, что автоклав (устройство для обжига изделий под высоким давлением) не представляет собой обязательный элемент производственной линии. К тому же его стоимость начинается от 1,2 миллиона рублей, что для создания небольшого частного производства сумма огромная и превышает траты на все остальные элементы. Без него создается материал средних и низких показателей твердости с соответствующими эксплуатационными качествами. Крупные же заводы производители газосиликатных блоков состоят из четкой и автоматизированной линии, в состав которой входят следующие системы:
- Дробления материалов и осуществляющие их дозировку;
- Смешивающие компоненты и проводящие заливки раствора в формы;
- Нарезающие готовые изделия;
- Повышающие прочность газосиликатных блоков (в неё входит автоклав);
- Упаковывающие готовую продукцию.

При этом все модели работают в автоматическом режиме и управляются за счет центрального процессорного устройства. Через него оператор устанавливает нужные параметры производимого строительного материала. Поэтому не целесообразно покупать по отдельности каждый из элементов для создания более-менее крупной производственной линии. Существуют комплекты разной производительности, различающейся по объему суточного производства, составляющего 10-150 кубов. Лучшими считаются линии конвейерного типа, обладающие низкой стоимостью, но при этом высокой производительностью, что делает их высокорентабельными.
Чтобы приобрести качественное оборудование для производства газосиликатных блоков, следует основательно подходить к выбору, сравнивая разные варианты по производительности и качеству. Во внимание также требуется брать отзывы других предпринимателей.

Этапы производства
Само создание строительного материала происходит в следующей последовательности:
- Сначала требуется подготовить все компоненты;
- Дальше делается смесь для заливки;
- Происходит формирование блоков и их застывание;
- Резка материала на изделия нужного размера;
- Обработка блоков в автоклаве;
- Упаковка готового газобетона.
Следует рассмотреть каждый этап подробнее.

Подготовка материалов
Чтобы приготовить 1 куб. м смеси, требуется подготовить компоненты в следующих пропорциях:
- Вода в объеме 450 л.;
- Известь – 120 кг, но не больше 20% от общего объема;
- Цемент – 60 кг, содержание которого в растворе примерно 10%;
- Кварцевый песок – 450 кг, с содержанием кварца более 80%;
- Гипс – 500 г 2-го класса;
- Алюминиевая пудра – 500 г.
Чтобы добиться лучшего показателя плотности газосиликатных блоков, доля пор в них должна составлять не больше 38%. Это позволит использовать изделия для возведения капитальных сооружений. Средние по плотности изделия имеют до 52% пустот, а самые легкие варианты содержат до 92% пор. Их применяют только как теплоизоляционный материал.

Изготовление смеси
Когда компоненты подготовлены, требуется просеять кварцевый песок, а дальше измельчить его в шаровой мельнице. После этого к нему добавляется вода. Все это подается в газобетоносмеситель. Туда же последовательно добавляются остальные компоненты, доводя их содержание до требуемой консистенции. Дальше в раствор вводится алюминиевая пудра, после чего происходит перемешивание состава.
Контроль за соблюдением пропорций не стоит вести самостоятельно, это требуется доверить электронной системе управления для большей точности.
Формование
Полученная смесь заливается в заранее подготовленные формы, где держится при температуре воздуха 40 °C порядка 4 часов. За это время масса поднимается, аналогично дрожжевому тесту, что обусловлено выделением газа. Процесс длится до достижения предельной массы вспучивания, когда заканчивается образование водорода. Дальше еще один час происходит выдержка изделий для обретения ими пластичности.

Отличительный параметр газосиликата – это его цвет. Он бывает только белым с однородной структурой. Поэтому, если под видом таких изделий предлагают приобрести блоки более темного цвета, скорее всего, предлагаются классические пеноблоки.
Резка массива
Для получения газосиликатных блоков требуется обработать все поверхности материала. Сначала снимаются боковые части, за счет применения специальных ножей. При необходимости формируется система «паз-гребень». Дальше выполняется вертикальная, а также горизонтальная резка с применением натянутых струн. Все полученные в результате этого процесса отходы используются для повторного приготовления смеси, что делает процесс безотходным.
Автоклавная обработка
Сам автоклав – это паровая камера, где при высокой влажности и под большим давлением блоки обрабатываются. За счет использования подобного оборудования для производства газосиликата происходит улучшение прочностных качеств материала, который становится плотнее, легче и ровнее. В камере на 12 часов создается давление более 12 атмосфер, а также нагнетается температура в 180 °C. После этого давление уменьшают, и достают из автоклава готовые изделия.

Упаковка
Готовые изделия выкладываются на подготовленную поверхность до полного их остывания. Дальнейшая упаковка проводится посредством автоматической линии, предотвращающей образование загрязнений или сколов на поверхности газосиликатных блоков. На продажу они поступают уже в опечатанном виде и готовые к применению.
Большинство производителей газосиликатных блоков в России отдают предпочтение автоматизированным линиям. Это обусловлено высоким качеством, скоростью и меньшими затратами на создание такого строительного материала. Автоматика лучше справляется с рутинными процессами и четко соблюдает пропорции компонентов и последовательность действий.
Это нужно знать, при производстве газосиликатного блока

Главное отличие технологии производства газосиликатных блоков от газобетона и других ячеистых бетонов — это используемые материалы (смесь извести и молотого песка).
Стена из газосиликата в сравнении с пенобетоном одинаковой плотности, прочнее.
Технология
Основные компоненты, из которых изготавливаются газосиликатные блоки: цемент, песок известь, вода и алюминиевая пудра.
 Для того чтобы в смеси начали образовываться пузырьки, в нее добавляется алюминиевая пудра, в результате чего выделяется водород и образуются пузырьки.
Для того чтобы в смеси начали образовываться пузырьки, в нее добавляется алюминиевая пудра, в результате чего выделяется водород и образуются пузырьки.
Для получения материала высокого качества, пузырьки должны равномерно распределяться по всему объему и быть одинакового размера.

Твердение смеси может происходить и в естественных условиях, от способа изготовления будут зависеть эксплуатационные характеристики материала. Чтобы получить блоки максимальной прочности, необходимо обязательно использовать автоклав.
Для частного строительства одноэтажных домов или подсобных помещений, будет достаточно блоков изготовленных неавтоклавным способом, затраты на их производство минимальные.
После создания смеси, она заливается в формы и в них твердеет, после чего нарезается по размеру.
Армирование
Для увеличения прочности, в состав добавляют модифицированные добавки, армирующие волокна. Чтобы сократить время твердения материала, в смесь добавляют хлорид кальция.
Такие блоки подойдут для кладки стен одноэтажных зданий или для межкомнатных перегородок.
Используемое оборудование
Независимо от способа изготовления газосиликатных блоков, для их производства требуется специальное оборудование. Смешивание всех компонентов проводится в смесителе, чтобы получить однородную смесь заданной консистенции.
 После приготовления раствора, его заливают в формы, которые имеют съемную опалубку, а после их застывания, для нарезания блоков заданных размеров, используют резательное оборудование.
После приготовления раствора, его заливают в формы, которые имеют съемную опалубку, а после их застывания, для нарезания блоков заданных размеров, используют резательное оборудование.
Если предусмотрено использование автоклава, блоки помещают в него и выдерживают определенное время при высокой температуре и высоком давлении. Если в процессе производства автоклав не используется, то они отправляются на упаковку.
Могут изготавливаться блоки, имеющие зацепление типа шип-паз или без него. Применение пазогребневых блоков позволяет увеличить теплоизоляционные характеристики дома и получить более прочное зацепление их между собой, поэтому прочность здания увеличивается.
Расчет себестоимость
Необходимые материалы и оборудование
- цемент – около 4 тыс. руб./т.;
- паста алюминиевая — 6 тыс. руб/кг.
- песок кварцевый – около 1,5 тыс. руб./т.;
- известь негашеная – от 3 тыс. руб./т.;
- мех. сито – от 30тыс. руб.;
- мельница – от 600 тыс. руб.;
- растворосмеситель – от 40 тыс. руб.;
- автоклав – около 1 млн. руб.;
- дозаторы – от 40 тыс. руб.;
- формы для блоков – около 50 тыс. руб./шт.;
- шаблон для резки с комплектом пил и/или фрезерный станок;
- автопогрузчик;
- парогенератор с паропроводом – около 400 тыс. руб.;
- различные ёмкости.
Окупаемость
Себестоимость продукции равна 2200 рублей за 1 куб. м. учитывая стоимость материалов и расход электроэнергии (около 500 руб. на 1 куб. м. продукта).
Стоимость материала на рынке составляет от 3000 до 4000 руб. Производство вполне может окупиться за 4 — 6 месяца.
Полезное видео
Как производят газосиликатные блоки, видео:
Из чего делают газоблок: состав и пропорции смеси
 Производство газобетонных блоков – это безотходное производство, поскольку все остатки материала и отходы, появляющиеся от резки элементов, собираются и вновь используются.
Производство газобетонных блоков – это безотходное производство, поскольку все остатки материала и отходы, появляющиеся от резки элементов, собираются и вновь используются.
Кроме того, сам материал сделан из ингредиентов, которые не наносят вреда ни человеку, ни окружающей среде.
Какие же это компоненты и какая у них рецептура? Об этом в статье.
Из каких компонентов состоит газобетонный блок?
Качество газобетона зависит от качества компонентов и оборудования, на котором блоки выпускаются. Все ингредиенты постепенно перемешиваются, вспениваются, а затем они застывают, создавая пористую структуру.
Составляющие газобетона описаны ниже.
Цемент
Качество вяжущего компонента – цемента – регламентируется требованиями ГОСТ 31108-2016. Согласно ему разрешается добавлять в смесь следующие марки цемента:
- ЦЕМ I 32,5 или старая маркировка ПЦ400 Д0 (без добавок);
- ЦЕМ I 42,5 или ПЦ 500 Д0;
- ЦЕМ II 32,5 или ПЦ 400 Д20 (20% добавок в общей массе чистого цемента);
- ЦЕМ II 42,5 или ПЦ 500 Д20.
Сульфатостойкий цемент нельзя добавлять в газобетонные блоки.
От марки и качества вяжущего вещества зависит многое. Например, для создания конструкционных блоков нужно брать цемент марки М500, для производства конструкционно-теплоизоляционных – подойдёт М400, а для выпуска теплоизоляционных изделий – допускается самый дешёвый цемент М300. Добавки (маркировка в виде буквы «Д» и цифры) улучшают свойства газобетона.
Важно: перед тем, как использовать цемент, необходимо проверить его срок годности. Залежавшийся или просроченный вяжущий компонент испортит качество готовых изделий. Каждый месяц хранения цемента отнимает у него 10% от заявленной прочности.
Песок
Согласно ГОСТу 8736-2014 можно использовать речной, карьерный или кварцевый песок мелкой либо очень мелкой фракции.
Размер одной фракции – от 0,1 до 0,5 мм. Чем меньше песчинки, тем прочнее будет газобетон.
Наличие глины, ила либо других примесей в песке не должно быть свыше 2% от общей массы. Если в песке есть камни, грязь и другие крупные компоненты, то его нужно несколько раз тщательно просеять.
Известь
 Используется измельчённая негашёная известь – гидроксид кальция Са(ОН)2. Параметры для этого ингредиента следующие (согласно СН 277-80):
Используется измельчённая негашёная известь – гидроксид кальция Са(ОН)2. Параметры для этого ингредиента следующие (согласно СН 277-80):
- температура гашения должна быть минимум 60°С;
- время гашения – от 4 до 15 минут;
- наличие активных CaO и MgO – от 70%;
- пережог – максимум 2%;
- проходимость через сито фракций размером 0,08 мм должна быть минимум 85%.
Согласно ГОСТ 23732-2011 можно использовать обычную питьевую воду, которую на оборудовании можно было бы подогреть до 50-60°С в летнее время и до 60-80°С – в зимнее время.
Воды в смеси не должно быть больше 45-75% от общей массы смеси и этот показатель зависит от марки цемента и его производителя, температуры в помещении и температуры самих добавляемых компонентов.
Газообразователь
В качестве газообразующего компонента используется алюминиевая пудра. Именно она, вступая в реакцию с водой, вызывает образование водорода, который и создаёт пористую структуру блоков.
Некоторые считают, что алюминиевая пудра вредна для здоровья, однако, после окончания реакции, наличие свободного алюминия настолько мало, что по экологичности газоблок можно сравнить с деревом. И это доказано массой экспериментов.
Метод вспенивания газобетона при помощи алюминиевого порошка был открыт ещё в конце XIX века и сегодня до сих пор активно используется.
Совет: лучше не применять пылевидный алюминий, поскольку во время замеса раствора он выделяет сильно много пыли. Вместо него рекомендуется брать алюминиевую пасту или пудру.
ГОСТ 5494-95 и СТО 88935974-001-009 устанавливают разрешённые марки алюминиевой пудры и пасты. В первом случае, это ПАП-1, а также ПАП-2. Во втором варианте, это 5-7370/75V, а также 5-7370/75VS.
Другие компоненты, из которых сделан материал
Иногда в состав газобетонной смеси входят гипс, промышленные отходы (зола, шлак), каустическая сода (гидроксид натрия), сернокислый натрий (сульфат натрия). Последний компонент может быть природным и техническим, однако, если добавляется технический сульфат, то его нужно на 30-40% больше, чем природного.
Пропорции

На иллюстрации показан процесс создания газобетонных блоков методом автоклава. Это значит, что элементы попадают в специальную печь, где обрабатываются высоким давлением (12 бар) и большой температурой (180-190°С) на протяжении 12 часов, что придаёт смеси прочность и низкую усадку.
Интересный факт: когда смесь заливается по формам, то заливка происходит только до половины формы, поскольку в течение нескольких часов раствор будет подниматься в объёме. Окончательное затвердение происходит только на 28-й день.
Если блоки затвердевают без автоклава, то застывание происходит естественным путём, но эксплуатационные показатели при этом падают в несколько раз. Зато этот метод доступен для домашнего использования и позволяет сэкономить около 30% бюджета.
На 1 м3 газобетона плотностью D500, изготовленного автоклавным методом, нужно:
- Цемента – 286 кг.
- Песка – 234 кг.
- Воды – 208 л.
- Алюминиевой пудры – 544 г.
- Сульфата натрия – 4,6 кг.
- Каустической соды – 3 кг.
На 1 м 3 газобетона, выпущенного неавтоклавным методом, требуется:
- цемента – от 51 до 71 % от общей массы;
- песка – от 0,6 до 3,5 %;
- алюминиевой пудры – от 0,01 до 0,15 %;
- извести – от 0,04 до 0,7 %;
- гипса – от 0,1 до 0,4 %;
- хлористого кальция – от 0,5 до 3 %;
- воды – оставшиеся проценты.
Важность правильного подбора ингредиентов
 Если переборщить с какими-то компонентами, то смесь не получится настолько прочной, шумоизоляционной и с хорошими показателями теплоизоляции и экологичности.
Если переборщить с какими-то компонентами, то смесь не получится настолько прочной, шумоизоляционной и с хорошими показателями теплоизоляции и экологичности.
А если не добавить какой-то компонент, например, газообразователь, то газоблок не приобретёт свою пористую структуру и не будет иметь теплоизоляционные свойства.
Введение в смесь порообразователя должно быть строго под контролем.
Иначе, если уменьшить дозировку всего на 0,06%, то блоки не достигнут требуемой плотности и прочности, а если добавить на 0,1% больше, то во время реакции произойдёт избыток выделяющегося водорода, в результате чего поры станут огромные, а сам блок сразу после затвердевания даст большую усадку.
Заключение
При соблюдении пропорций можно получить на выходе изделие, которое прослужит не один десяток лет, а если класть компоненты на глаз, то пройдёт немного времени и здание, возведённое из таких блоков, начнёт трескаться, а затем развалится. Поэтому правильные компоненты и их пропорции – залог качества газоблока.
Газосиликат: применение,достоинства и недостатки,фото,видео,производство.
Еще одним популярным материалом, захватившим значительную долю на рынке стройматериалов — является газосиликат. Готовые отформованные блоки имеют много общего с искусственным камнем, и отличаются заметными достоинствами. По этой причине газосиликатные блоки и приобрели такую широкую популярность при строительстве домов
Что такое газосиликатные блоки
Начнем с того, что газосиликат, как материал для строительства стен, начал появляться на строительных рынках относительно недавно, но уже успел заработатьпопулярность среди застройщиков, в первую очередь, из-за своей дешевизны и практичности.
Сам по себе газосиликат – это газобетон с улучшенными характеристиками, относящийся к ячеистым бетонам. В отличие от других видов блоков, внутри газосиликатных — огромное количество мелких пустот – пузырьков, из-за которых и достигается значительная теплоизоляция.
Изготавливаются газосиликатные блоки из воды, цемента, извести, песка и алюминиевой крошки (пудры), которая и способствует образованию тех самых пузырьков. Но несмотря на доступность составляющих компонентов, газосиликатные блоки самостоятельно изготовить не получится. Их производство включает в себя дорогостоящее оборудование и не простой технологический процесс, строгое соблюдение которого – обязательное условие при их изготовлении.
Кладка стен из газосиликатных блоков производится на специальный клей. Использование раствора, как правило, допускается для блоков с плохими геометрическими характеристиками, из-за которых толщины шва клея будет не достаточно для их выравнивания.
Где применяют газосиликатные блоки
Сфера применения газосиликата лежит в таких направлениях:
- теплоизоляция зданий,
- постройка зданий и несущих стен,
- изоляция теплосетей.
По своим качествам газосиликатные блоки имеют много общего с пенобетоном, но при этом превосходят их по механической прочности.
В зависимости от плотности материала. различают несколько областей применения:
- Плотность блоков от 300 до 400 кг/м3 сильно ограничивает их распространение, и подобные блоки чаще используются в качестве утеплителя для стен. Низкая плотность не позволяет использовать их в качестве основы для стен, так как при значительной механической нагрузке они разрушатся. Но в качестве утеплителя низкая плотность играет свою роль, поскольку чем плотнее прилегают к друг другу молекулы — тем выше становится теплопроводность и холоду проще проникнуть в помещение. Поэтому блоки с малой теплопроводностью обеспечивают более эффективную теплоизоляцию,
- блоки плотность в 400 кг/м3 нашли свое применение при строительстве одноэтажных зданий и рабочих помещений. За счет повышенной прочности блоков и их более низкого веса расходы на обустройство фундамента значительно снижаются,
- блоки плотностью в 500 кг/м3 чаще используются при возведении зданий высотой в несколько этажей. Как правило, высотность здания не должна превышать отметку в три этажа. Подобные блоки, в непосредственной зависимости от климата — либо не утепляются вообще, либо требуют традиционных методов утепления.
- наиболее оптимальным вариантом для постройки высотных зданий является использование блоков с плотностью в 700 кг/м3. Подобный показатель позволяет возводить высотные жилищные и производственные здания. Благодаря более низкой стоимости возводимые стены из газосиликатных блоков вытесняют традиционные кирпичные и изготовленные из железобетона.
Чем выше плотность — тем хуже показатели теплоизоляции, поэтому в таких зданиях потребуется дополнительная изоляция. Чаще наружную обеспечивают с помощью плит из пенопласта или пенополистирола. Этот материал отличается низкой ценой и при этом обеспечивают хорошую теплоизоляцию помещения в любое время года.
За последнее время позиция газосиликата, как одного из самых востребованных при строительстве материалов, значительно укрепилась.

Относительно малый вес готовых блоков позволит значительно ускорить постройку здания. К примеру, блоки газосиликатные, размеры которых имеют типовые значения, по некоторым оценкам снижают трудоемкость при монтаже до 10 раз по сравнению с кирпичом.
Стандартный блок с плотностью в 500 кг/м3 с весом в 20 кг способен заменить 30 кирпичей, суммарная масса которых составит 120 кг. Таким образом монтаж блоков на здания с малой этажностью не потребует специальной техники, снизит трудозатраты и затрачиваемое время на постройку здания. По некоторым оценкам, экономия времени достигает снижения в затрат по нему 4 раза.
Сравнение материалов
Чтобы детально сравнить оба строительных материала, следует ознакомиться с основными преимуществами и недостатки одного перед другим.
Плюсы газосиликата перед газобетоном

Сырьевой состав блоков определяет их свойства, которые являются основными параметрами для сравнения. От взаимодействия компонентов сырья зависит равномерность распределения образованных пузырьков воздуха.

Более однородная структура газосиликатного изделия повышает его шумоизоляционные свойства, поэтому при строительстве зданий с хорошей защитой от шума следует выбирать именно этот материал. Благодаря автоклавной обработке у газосиликатных блоков более ровная и гладкая поверхность приятного белого цвета. Стеновой материал можно не декорировать, что позволит сэкономить на отделке. По тепло- и звукоизоляционным характеристикам газосиликат немногим превосходит второй продукт. Это также позволяет экономить на расходных материалах.
Плюсы газобетона перед газосиликатом
Наличие большого количества пор в газосликатной структуре не только наделяет преимуществами блок, но и ухудшает отдельные его параметры. Благодаря более плотной структуре, газобетон имеет высокую степень влагостойкости, морозоустойчивости.Поэтому чрезмерная влага и перепады температуры не разрушает его изнутри.
Высокая огнестойкость позволяет блоку из газобетона со слоем штукатурки выдержать открытый огонь без воспламенения в течение двух часов. У автоклавного бетона эта способность хуже. Однозначно сказать, что экономия при использовании газобетона больше, нельзя. Несмотря на низкую стоимость, он по размерам меньше газосиликата. Возможность экономии на клеевом материале нивелируется при необходимости дополнительной отделки для повышения теплоизоляции.
Что выбрать при строительстве?
Из сказанного выше следует, что газосиликаты имеют больше плюсов перед блоками из газобетона. Причина в том, что он производится на высокотехнологичном оборудовании и является модифицированным материалом. Однако оба материала подходят для строительства экологичных и экономичных домов.
Преимущества газобетона в виде низкого водопоглощения, огнеупорности и стоимости, могут стать основополагающими в выборе. Принять решение о целесообразности применения того или иного материала можно только исходя из потребностей и возможностей строителя.
Виды и размеры газосиликатных блоков
Вес, размеры газосиликатных блоков и иные их параметры определены ГОСТами 21520-89 и 31360-2007. В этих нормативах приведены общие таблицы для всех подобных изделий из ячеистых бетонов. Причем стандартизованные размеры пеноблоков и схожего по свойствам стройматериала из газосиликата сильно различаются в цифрах.
Для первого пенобетонного варианта в стандартах указано десять типоразмеров от 88х200х398 до 188х300х588 мм. У стеновых блоков как таковых гостовских типовых размеров нет.
Для них существуют лишь максимальные величины:
- Высота не более 500 мм.
- Ширина (толщина) до 500 мм.
- Длина не более 625 мм.
Однако нередко производители выпускают газосиликат по ТУ. Размер в этом случае может быть каким угодно. Например, изделия для перегородок в доме чаще всего изготавливаются в виде тонких по толщине плит с параметрами 100х250х600. А аналоги для внешних стен обычно имеют габариты 300х250х625.
Многое в вопросе размеров зависит от производителя и имеющегося у него оборудования для нарезки газобетона на отдельные блоки. В сравнительной таблице ниже приведены некоторые варианты таких изделий с указанием плотности, морозостойкости и прочих характеристик.
Некоторые особенности работы с газоблоками
При работе как с газобетоном, так и с газосиликатом, необходимо придерживаться следующих рекомендаций:
- Проникновение влаги в поры снижает теплоизоляционные свойства материала. Поэтому фасады следует в обязательном порядке защищать от атмосферных осадков с помощью наружных отделочных материалов, предназначенных для газобетона или газосиликата – штукатурки, фасадных красок, навесного сайдинга, облицовки, тонкослойной шпаклевки. При отделке фасадов облицовочным кирпичом следует предусмотреть вентиляционный зазор в 30 – 40 см. Дополнительную защиту обеспечит увеличенный свес кровли.
Примечание! Любые отделочные материалы должны отличаться хорошей паропроницаемостью или вентиляцией. Паропроницаемость утеплителя, штукатурки, краски должна быть выше паропроницаемости материала стен. Монтаж дополнительного утепления лучше выполнить минеральной ватой.
Важно! При многослойной отделке и утеплении важно придерживаться правила: паропроницаемость в каждом слое должна быть выше, чем в предыдущем. В противном случае неизбежно накопление конденсата и появление плесени.
- Крепление навесной мебели из газобетона или газосиликата выполняется с помощью крепежей с дюбелями. Для газоблоков существуют специальные анкерные болты.
- Несмотря на относительно малый вес газоблочных стройматериалов, не стоит экономить на габаритах фундамента.
- Под газобетонные и газосиликатные конструкции обязательно укладывается слой гидроизоляции.
- Для защиты стен от растрескивания при усадке, обязательно выполняется армирование кладки и деформационные швы. Армируют первый ряд и каждый четвертый, а также оконные проемы.


Как производятся газосиликатные блоки
Купить газосиликатные блоки целесообразнее у тех дилеров, которые представляет продукцию известных производителей. Современное качественное оборудование на заводских линиях позволяет обеспечить должный контроль за качеством выпускаемых газосиликатных блоков, благодаря чему покупатель уверен в долговечности закупаемой продукции.
Сам процесс производства делят на несколько этапов, и что характерно, каждый из них полностью автоматизирован. Это исключает вмешательство человеческого фактора, от которого зачастую зависит качество выпускаемой продукции. Особенно по пятницам и понедельникам. Кто работал на производстве — тот поймет.

Производится дробление извести, песка и гипса, которое составляет основу для производства блоков. С помощью добавления воды песок перемалывают до состояния жидкой смеси. Ее отправляют в смеситель, в который добавляется цемент, гипс и известь. Далее компоненты замешиваются, и во время этого процесса в них добавляется алюминиевая суспензия.
После того, как все компоненты были тщательно смешаны между собой, смесь заливают в формы, которые перемещают в зону созревания. При воздействии температуры в 40°С на протяжении четырех часов происходит вспучивание материала. При этом активно выделяется водород. Благодаря этому конечная масса приобретает необходимую пористую структуру.
С помощью захвата для переворачивания и режущей машины производится нарезка блоков под нужные размеры. При этом автоматика контролирует точную и бездефектную нарезку изделий.
Вслед за этим блоки отправляют в автоклав для набора ими конечной прочности. Этот процесс протекает в камере при воздействии температуры в 180°С на протяжении 12 часов. При этом давление пара на газосиликат должно составлять не менее 12 атмосфер. Благодаря такому режиму готовые блоки набирают оптимальное значение конечной прочности.
Благодаря крану-делителю и оборудованию по финальному контролю за качеством производится укладка блоков для их последующего естественного остывания. После чего на автоматической линии с блоков удаляются возможные загрязнение и проводят упаковку и маркировку блоков.
Что примечательно, процесс производства является безотходным, поскольку в момент нарезки еще на стадии застывания отходы сырого массива отправляют на повторную переработку, добавляя материал в другие блоки.
Паллеты с упакованными газосиликатными блоками получают свой технический паспорт с подробно изложенными физическими свойствами и техническими характеристиками изделия, чтобы покупатель мог убедиться в соответствии.заявленным характеристикам.
Дальнейшая работа уже за дилерами и маркетологами, от которых и будет зависеть успешность продаваемости изделия.
На сколько критичны недостатки газосиликатных блоков
Если бы существовал такой материал для стен дома, у которого были бы только достоинства, а недостатки отсутствовали, то все частные дома сроили бы именно из него. Но к сожалению, это только мечты и такого строительного материала еще не придумали. Одни – слишком хрупкие, другие – не для всех домов подходят, третьи – очень дорогие.
Газосиликатные блоки, также не обделены недостатками, которые мы сейчас и рассмотрим:
- Низкая прочность на разрыв. Благодаря своей пористости, газосиликатные блоки очень непрочны на разрыв. Это означает, что использование их без дополнительного армирования, как самих стен, так и армопояса поверх них — не рекомендуется. Иначе, трещин не избежать.
- Низкая прочность на сжатие. Проявляется в усадке всей стены в процессе эксплуатации дома, что чревато появлением трещин. Это происходит из-за низкой плотности газосиликатных блоков. Для того, чтобы уменьшить этот эффект, необходимо использовать блоки большей плотности, но это уже не экономично, да и теплоизоляционные свойства будут хуже.
- Из-за низкой плотности и внешней гладкости, могут возникнуть проблемы с отделкой стен, как со штукатуркой, так и с отделкой сайдингом, например.
- Большой размер блоков. С одной стороны, это, скорее всего, достоинство, которое ускорит кладку, но с другой стороны – у этих блоков существенный вес, что не всегда бывает удобно.
- Газосиликатные блоки очень хорошо впитывают влагу, которая в зимний период, без изоляции блоков от атмосферных осадков, будет губительна.
- Не рекомендуется применять газосиликатные блоки в ванных комнатах и других помещениях с повышенной влажностью.
Преувеличенные и сомнительные качества газосиликата
Как я уже говорил, каждый производитель расхваливает свой товар как может, но не всегда, все описанные им достоинства соответствуют действительности. Сейчас мы рассмотрим сомнительные качества газобетонных блоков, которые изготовители немного преувеличивают:
- Основным качеством газосиликатных блоков является высокая теплоизоляция. Это действительно так, стена из таких блоков будет хорошо удерживать тепло в доме, но указанные производителем характеристики, как правило, подходят под газосиликатные блоки низкой плотности, которые для несущих стен, в большинстве случаев, не подходят.
- Существует мнение, что под дом из газосиликатных блоков можно использовать недостаточно надежный фундамент, учитывая небольшй вес газосиликата, сэкономив на этом не мало средств, но это всего лишь вымыслы. Стены дома из газосиликата нуждаются в очень прочном и надежном фундаменте, а подробнее об этом вы можете узнать из моей статьи о фундаменте под дом из газобетона.
- Невысокая стоимость стен из этого материала, так же является одним из основных сомнительных достоинств. Если считать голые стены из газосиликатных блоков, то невысокая стоимость может быть и подтвердится. Но если учесть все дополнительные расходы: усиленный фундамент под дом, из-за низкой прочности стен, хорошее армирование, увеличенная толщина стены, то выходит не очень дешево.
- Увеличенный срок службы дома из газосиликата. Самое сомнительное качество, потому что газосиликатные блоки стали широко использоваться в строительстве не так давно, чтобы судить об их долговечности.
- Ну и наконец, очень часто попадаются недобросовестные производители, которые не придерживаются технологии изготовления газосиликатных блоков, что ухудшает качество, и не без того хрупкого материала.
Производство газобетона (газобетонных блоков): технология, оборудование
Газобетонные блоки – современный и очень востребованный строительный материал, из которого возводят красивые, качественные, надежные, теплосберегающие и сравнительно недорогие дома. Газобетон представляет собой большой блок стандартного размера, сформованный из легкого ячеистого бетона, что обуславливает большое количество пор в структуре монолита.
Поэтому производство блоков осуществляют много промышленных предприятий и даже частных мини-заводов. Для получения материала установленного образца и качества должна точно соблюдаться технология его создания из правильно выбранного сырья с реализацией основных технологических процессов.
Производство газобетона стало особенно актуальным в течение последних нескольких лет, когда застройщики по достоинству оценили все преимущества и особенности материала, было построено множество домов. Ввиду хрупкости и высокого уровня теплосбережения из газобетона чаще всего строят 1-2-этажные дома по разным проектам, с ускоренным монтажом и широкими возможностями в плане реализации любой дизайнерской задумки.

Производство газобетонных блоков предполагает однотипный процесс создания материала, но разные варианты сушки – автоклавный и неавтоклавный методы. В первом случае блоки сушатся в специальной камере под воздействием высокой температуры и давления, во втором случае – в естественных условиях. Обычно автоклавный газобетон считается более качественным и прочным.

Технология
Когда создается газобетон, технология производства включает несколько основных этапов. Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Далее газобетон сушат в естественных условиях либо отправляют в автоклав, после чего калибруют на фрезерных установках. Автоклавное затвердевание значительно улучшает свойства материала. В течение 12 часов бетон обрабатывается водяными парами, вследствие чего становится стабильным и прочным, дает меньше усадки, отличается более однородной структурой, прекрасными характеристиками тепло/звукоизоляции.
Если газобетон создается неавтоклавным методом, то полностью материал затвердевает в обыкновенных условиях. Это существенно понижает стоимость производства газобетона – технология ведь не требует приобретения и использования автоклава, что позволяет создавать блоки своими руками. Но газоблоки получаются менее прочными и с большей погрешностью в плане размеров, однородности пор внутри.

Основанием для классификации становится и геометрия блоков – они могут быть нескольких видов.
Сырье для газобетона
Для получения ячеистого блока используют классическую бетонную смесь с добавлением некоторых специфических компонентов.
Рецептов для производства газобетонных блоков существует множество, во многом подбор состава зависит от используемого оборудования, метода.
Обзор необходимого оборудования
Сегодня на рынке представлен большой выбор оборудования для производства автоклавного газобетона и материала неавтоклавного твердения. В Москве можно отыскать различные варианты по производительности, стоимости, качеству и т.д.

Конвейерное
Данный тип оборудования предполагает такие отличия: максимальная автоматизация производства, минимальные затраты времени и сил на создание блоков, высокая стоимость, большие объемы, наличие в комплекте всего необходимого для запуска. Конвейерное оборудование гарантирует высокий уровень рентабельности для тех, кто хочет заняться производством газобетона всерьез.
Комплект поставки стандартно включает: емкости и бункеры для сырья, ленточные конвейеры для подачи компонентов, специальный агрегат для приготовления смеси, автоклав, формы, оборудование для нарезки массы на отдельные блоки, перемещающий транспортер, тележки, дробильная установка, пульт для управления, погрузчик вилочного типа.
В сутки такая линия выдает до 75-150 м3 блоков, требует обслуживания несколькими работниками (несмотря на автоматизацию, процесс масштабный и требует присмотра).

Стационарное
Такое оборудование для производства газобетона стоит намного меньше, но и производительность предполагает меньшую – около 50 м3 в сутки. Комплект установки включает транспортеры ленточного типа, дозаторы сырья, смесительный агрегат и все необходимое.
Но полностью автоматизированным такое оборудование назвать нельзя – для его работы понадобится привлечь людей. Для установки всех компонентов подойдет помещение площадью от 500 м2.
Мобильное
Такой тип установок используют в частном производстве газоблоков. Установки стоят сравнительно немного, но быстро окупаются (особенно в условиях строительства, снижая затраты на возведение своего дома в среднем на 30%). Установки мобильного типа поставляются с компрессором в комплекте, могут работать и от бытовой электрической сети.
Такое оборудование хорошо подойдет начинающим, установку можно сделать даже самостоятельно. Производственные объемы в среднем равны 2-10 м3 материала в сутки.
Самостоятельное производство
Технология изготовления газобетона своими руками предполагает все те же стандартные этапы, но намного большие затраты труда и времени. Если на заводе многие процессы автоматизированы, то при самостоятельном производстве все придется делать без привлечения установок. Можно приобрести мини-линию или сделать определенные узлы для реализации промежуточных задач своими руками.
- Бетономешалка для приготовления массы.
- Формы для заливки блоков.
- Корыто или другая тара.
- Стальная струна для резки монолита на блоки (если используются формы, уже поделенные на блоки, то не нужно).
- Весы для отмеров.
Тут все приобретается или делается своими руками – в зависимости от желания мастера.

- Замес раствора – рецепт во многом зависит от желаемого результата, используемого сырья, но в среднем выглядит так: 50-70% цемента, 20-40% кварцевого очищенного песка, 1.5% извести, сульфата натрия либо каустической соды, меньше 1% алюминиевой пудры. Изменение пропорций меняет теплопроводность и плотность материала. Все компоненты нужно тщательно перемешивать в течение 10 минут.
- Заливка смеси в смазанные разбавленным машинным маслом формы до половины (смесь увеличится в объемах), ожидание начала процесса газообразования (4 часа этап занимает в среднем). Удаление лишнего раствора.
- Накрытие залитой смеси теплоизоляционным материалом.
- Демонтаж опалубки на 2-е сутки после заливки, после чего блоки можно выложить на поддоны и сушить.
- Отправка изделий на склад – через 2-3 суток сушки.
- Выжидание полного набора прочности блоками за 28 суток и реализация или использование в строительстве.

Автоклавная обработка
Производство газоблока с использованием автоклавного метода возможно только в заводских условиях, при наличии соответствующего оборудования.
- Подача сырья в дозатор компонентов, замес раствора смесителем.
- Заливка смеси в форму единым монолитом, ожидание прохождения процесса газообразования с увеличением блоков в размерах.
- Кантование блочного массива и резка на отдельные блоки.
- Обработка блоков в автоклаве, где они под воздействием температуры и пара, давления (в течение 12 часов) приобретают нужную прочность и другие характеристики.
- Применение газобетона в строительных работах сразу после сушки в автоклаве.
Сравнительный анализ автоклавного и неавтоклавного производства
Среди всех производителей газобетона большинство предпочитают использовать автоклавный метод создания блоков, что связано с улучшенными характеристиками материала и скоростью. Так, если неавтоклавный бетон твердеет в течение 28 суток, то автоклавный можно реализовывать или использовать в строительстве сразу после сушки, которая происходит на протяжении 12 часов.

Инструкция по изготовлению блочного материала
Самостоятельное изготовление газобетона – процесс сравнительно несложный, но трудоемкий. Если формы покупать не планируется, то начинают с их изготовления: из досок или металла делают коробку, внутри по длине монтируют перемычки, которые делят каркас на отдельные ячейки. Если используется фанера, то она должна быть влагостойкой. Для качественной фиксации в досках делают пропилы.

Размер ячеек должен точно соответствовать габаритам блоков. Для ускорения процесса можно сделать несколько форм для газоблоков одного или разных размеров (стандартных их существует несколько).
Для замеса раствора желательно приобрести компрессор, смеситель, рукава и проволоку для удаления лишней смеси. Если всего этого нет, смешивать массу можно в бетономешалке или ведре миксером самостоятельно. Все компоненты загружают в емкость, массу тщательно мешают до однородности, потом разливают в формы до половины, ожидают поднятия смеси.
Когда реакция началась и прошла, газообразование должно увеличить блоки в два раза почти, лишнюю смесь удаляют по прошествии 5-6 часов после заливки. Демонтировать опалубку можно через 14 часов, осторожно постукивая по стенкам. На открытой площадке или в помещении материал складируют, позволяют ему полностью набрать прочность (28 суток).

Расходы и доходы
Производство газобетона – прибыльный бизнес, особенно если есть возможность вложить в хорошее оборудование, позволяющее создавать качественные блоки, отвечающие всем установленным характеристикам.
- Подготовка документов – в течение 14 дней и более, с выбором формы собственности, возможным привлечением юриста.
- Поиск помещения для аренды или покупки – нужны помещения для организации производства, склада, офиса (опционально). Внимание обращают на местоположение объекта и цену за 1 м2, ища баланс между удобством транспортной развязки и расходами.
- Покупка оборудования – а также наладка, обучение сотрудников. Желательно отдавать предпочтение признанным производителям, смотреть на срок гарантии, сервисное обслуживание и т.д.

- Покупка сырья – желательно сразу искать партнеров с заключением договоров, обсуждением объемов, скидок и т.д. Экономить на сырье в плане качества нельзя.
- Наем сотрудников – как минимум для производства (бухгалтера можно привлечь по аутсорсу, работу специалистов по продажам пока делать самостоятельно).
- Запуск производства – начало работы линии, проверка всех процессов, анализ, поиск эффективных решений.
- Маркетинг и реклама – тут могут использоваться любые методы, которые реально оплатить и окупить.
- Продажа продукции и доставка – оформление документов, покупка транспорта, выставление счета за услуги.

- Полный комплект оборудования – 7000000
- Сырье для производства 2500 м3 блока – 4220000
- Заработная плата, отчисления (за месяц) – 280000
- Коммунальные платежи – 1650000
- Продажа 2500 м3 блоков – 8750000
- Расходы на рекламу – 480000
- Аренда помещений – 420000
- Доход (чистый) – 1700000
Срок окупаемости – около 4-5 месяцев.
Если планируется открыть производство своими руками, то тут цифры будут другими. Самое бюджетное оборудование обойдется в 40000 или меньше (если оборудования нет вообще, а используются бетономешалка либо ведро с миксером), себестоимость продукции составляет 2000. При изготовлении 85 м3 блока себестоимость газобетона получается 170000, плюс цена оборудования 40000, получается 210000.
Готовая продукция в магазине стоит 3500 рублей за кубический метр, 85 кубов обойдутся в 297500 рублей. То есть, даже при одноразовом использовании оборудования экономия составит 87500 рублей. С другой же стороны, качество блоков будет совершенно не таким, как у газобетона, произведенного в условиях завода с автоклавом.
Технология затирки швов после облицовки поверхности плиткой. Описание процесса с фото и видео
Выполняя затирку швов после укладки плитки, удается получить два значимых результата. Во-первых, создается гармоничная поверхность, которая будет полностью соответствовать дизайнерским задумкам. Во-вторых, нейтрализуется возможность возникновения плесени и грибка, а также уменьшается общее загрязнение. Естественно, что работы должны выполняться с соблюдением определенных правил.

Когда можно начинать процесс
Существует определенный срок, который необходимо выждать, прежде чем выполнять необходимые мероприятия. Так, затирка швов керамической плитки проводится через сутки, после укладки материала. Многое зависит от использованного клея. Почему нельзя подождать дольше? На это есть несколько причин:
- На второй день смесь, применяемая для облицовки, сохраняет небольшую эластичность. А значит, ее будет легко удалить при зачистке швов. Впоследствии придется прилагать намного больше усилий.
- Оставшаяся в растворе влага способствует лучшей адгезии. Конечно, существует возможность смачивать зазоры дополнительно. Но это может привести к возникновению некоторых недостатков: затирка для плитки становится жидкой и менее эластичной. Работать с такой смесью намного труднее.
- Открытые швы быстро загрязняются. Мелкие частички пыли и грязи быстро попадают в открытые отверстия и забивают их. Это приводит к тому, что наносить раствор становится намного сложнее.
Становится предельно понятно, что такую работу нужно выполнять вовремя. Тогда удастся получить покрытие, которое будет соответствовать всем необходимым требованиям.
 Затирка швов после укладки керамической плитки производится по истечении суток
Затирка швов после укладки керамической плитки производится по истечении суток
Приготовление раствора
Для работы можно использовать уже готовую смесь, которая продается в строительных магазинах. Ее требуется лишь хорошо перемешать перед применением. Существуют и сухие растворы, их приходится заранее разводить. Для приготовления понадобится следующее:
- Вода комнатной температуры. Ей дают предварительно отстояться, чтобы возможные включения осели на дно ведра.
- Емкость для замешивания. Она должна быть удобной для работы, а также быть больше, чем предполагаемое количество смеси. Следует учитывать, что количество приготовляемого материала должно быть таким, чтобы израсходовать его до начала подсыхания.
- Шпатель или мастерок. Этот инструмент необходим для замешивания. Конечно, можно использовать дрель с насадкой миксер, но учитывая небольшое количество приготовляемой смеси, это будет бессмысленным занятием. Лучше сделать все руками, чтобы получить желаемый результат и не собирать раствор со стенок емкости.
 Раствор для затирки лучше всего замешивать с помощью шпателя или мастерка
Раствор для затирки лучше всего замешивать с помощью шпателя или мастерка
Процесс приготовления выглядит так:
- Каждая затирка для плиточных швов содержит инструкцию от производителя. В ней указывается количество воды, необходимое для приготовления нужного объема смеси.
- В емкость для замешивания наливается вода. Далее, насыпается небольшая часть материала. Теперь следует хорошо перемешать состав. Если он получается слишком сухим, то добавляется еще вода, или наоборот.
- Все компоненты нужно развести до пастообразного состояния. После чего раствор для затирки швов оставляют на минут пять. Затем размешивание повторяется.
Получается однородная субстанция, которая обладает достаточной вязкостью и эластичностью. Ей очень удобно работать. Но через некоторое время – свойства начнут ухудшаться.
 После смешивания всех компонентов получается вязкая и очень эластичная смесь
После смешивания всех компонентов получается вязкая и очень эластичная смесь
Технология затирки
Нужно учитывать, что затирка швов плитки своими руками выполняется в несколько этапов. Площадь беспрерывных работ должна составлять два квадратных метра. Так удается сделать все качественно. Конечно, когда имеется достаточный опыт, то процесс намного ускоряется.
Перед тем, как затирать плитку, подготавливается необходимый инструмент: резиновый шпатель, терка, ветошь, губка, шпатель для формирования шва (разглаживатель).
 Непосредственно перед нанесением затирки необходимо подготовить необходимый инструмент и резиновые перчатки
Непосредственно перед нанесением затирки необходимо подготовить необходимый инструмент и резиновые перчатки
Дальнейшие мероприятия таковы:
-
Когда используется неглазурованная плитка, то проводят ее предварительное увлажнение. Это делается с помощью губки, которая помогает проникнуть воде глубоко в стыки. Но делать это необходимо очень аккуратно, нельзя допустить возникновения потеков и образования излишек влаги. Когда материал покрыт глазурью – этот процесс можно пропустить.
Совет! Лучше не использовать губки для плитки, которые служат для мытья посуды. Существуют другие варианты, они продаются в отделах для обслуживания автомобилей.
На заметку! Углы являются очень заметным местом, на которое часто обращают внимание. Поэтому работы на таких участках нужно выполнять очень аккуратно.
На заметку! Такой процесс может быстро испортить губку, превратив ее бесполезную вещь. Поэтому следует иметь запасное изделие.
Кажется, что затирка керамической плитки своими руками подходит к концу. В действительности, следует учитывать, что мероприятие это довольно долгое и требует дальнейшего продолжения. Теперь необходимо дождаться момента, когда шовный материал достаточно подсохнет, и можно будет начинать удалять оставшиеся излишки, которые повсеместно будут присутствовать на лицевой стороне изделия.
Для работы используется незаменимая губка, которую хорошо промывают и отжимают. Быстрыми движениями ее проводят по поверхности на длину вытянутой руки. Каждый очередной проход должен быть параллелен предыдущему. Если делать все правильно, то таким образом удается удалить все остатки раствора. Конечно, сделать это полностью будет трудно, но это и не нужно. Главное, удалить крупные излишки с кафеля, которые быстро высохнут.
 Удаление излишков затирки на кафеле
Удаление излишков затирки на кафеле
Герметизация
Герметизация – необходимый процесс, который выполняется сразу после завершения затирочных работ. Он нужен для придания шву повышенной прочности. Это позволит защитить его от воздействия различных химических веществ и воды. К выбору материала подходят со всей тщательностью. Для работы лучше использовать составы, которые полностью прозрачны. Они делаются на основе силикона.
На заметку! Данный раствор имеет довольно специфический запах, похожий на аммиак. Поэтому работы лучше выполнять в респираторе.
Прежде чем заделывать стыки защитными составами, определяются с дальнейшими действиями, которые будут ориентированы на вид керамического изделия:
- Материал с нанесенной глазурью. Все мероприятия необходимо выполнять очень осторожно. Такую поверхность очень легко повредить или даже полностью испортить. Поэтому участок работ дополнительно оклеивают малярным скотчем. А для работы применяют герметик в тубах, который наносится специальным пистолетом.
- Изделия без глазури. Многие мастера советуют покрывать защитным составом всю поверхность, включая кафельную плитку. Конечно, получится слой, который будет защищать ее от различного воздействия, но это испортит весь внешний вид. К тому же велика вероятность того, что такой слой будет облазить.
Становится понятно, как пользоваться затиркой и защитными составами. Иногда считается, что такая работа не требует соблюдения множества описанных этапов. Можно нанести смесь и быстро сформировать шов. Вот только результат будет довольно плачевным. Поэтому лишь четкое соблюдение всех технологических процессов – гарантия надежности, качества и привлекательного внешнего вида.
ВИДЕО: как правильно затирать швы на кафельной плитке





