Все о спиральных сверлах

- Что это такое?
- Разновидности
- Типы хвостовиков
- Популярные производители
У каждого мастера профессионала или любителя имеются различные наборы инструментов. Отдельно можно выделить группу — сверла, они необходимы для выполнения целого ряда работ — высверливания отверстий сквозных или глухих, а также с их помощью можно увеличить уже имеющиеся.

Что это такое?
Сверло — это элемент инструмента с режущей кромкой, которым высверливают отверстия в различных материалах. Изготавливаются фрезы из высокопрочных сталей, так как рабочая часть должна быть тверже поверхности, которую нужно просверлить. В соответствии с назначением у каждого инструмента есть свои характеристики и особенности, работа может осуществляться с деревянными, металлическими, бетонными, стеклянными и кафельными предметами и материалами. Самым распространенным стало спиральное сверло, или по-другому — винтовое.

Устройство представлено в форме цилиндра, состоящего из трех основных частей:
- Рабочая. Имеет вид двух выемок, расположенных по спирали вдоль цилиндра фрезы, — это режущая конструкция. Благодаря такой форме стружка выводится с рабочей поверхности. Также, если в технике предусмотрена подача смазки, она будет стекать именно по этим канавкам. Сама рабочая часть состоит из двух частей — режущей и калибровочной (второе название — ленточка, это полоса, которая продолжает поверхность выемки по сверлу). Режущая конструкция состоит из двух основных и двух дополнительных лезвий. К конструктивным элементам относится и поперечная кромка конусообразной формы, находящаяся на конце сверла.
- Хвостовик. Эта часть предназначена для закрепления сверла в стане или инструменте для ручной работы.
- Шейка фрезы соединяет рабочую часть и хвостовик, также на нее наносится маркировка.

В зависимости от конструкции фрезы делятся на следующие виды:
- цилиндрические — сверла общего назначения, максимальный диаметр 80 миллиметров;
- левосторонние — область применения не такая большая, используются для высверливания сломанных болтов или других крепежей, отличается от стандартного направлением винтовой выемки;
- повышенной точности — на них обязательно присутствует условное обозначение — А1. Их диаметр выполнен с особой точностью, до доли миллиметра.



То, как сверло будет работать, положение выемок, лезвий, наклон углов — определяется с помощью геометрических параметров или его геометрии.
Условные обозначения для фрез любого диаметра будут всегда одни и те же. Угол вершины сверла между основными режущими лезвиями, в зависимости от того, насколько твердая обрабатываемая поверхность, варьируется от 90° до 120°. По наружному диаметру измеряется наклон винтовой выемки — это – от 18°до 30°. Наклон поперечной кромки на конце фрезы — от 50°до 55°. В основной секущей области, перпендикулярной главному лезвию, измеряется передний угол, а в плоскости, находящейся параллельно оси фрезы, — задний угол.

Разновидности
Рабочая часть инструмента может применяться для любых материалов и поверхностей, поэтому выделяется и классификация согласно обрабатываемому материалу.
- Для металла. Тип сверла подбирается в зависимости от вида металла.
Фреза по металлу — это универсальный инструмент. Кроме чугуна, стали и различных сплавов ей можно работать по дереву.

Если при эксплуатации инструмент работает медленно и греет металл, необходимо его заточить. Это делается вручную, если диаметр до 12 миллиметров, а на специальном станке затачивают уже большие размеры.
- По бетону. Труднее всего обработке поддается бетон, здесь потребуются сверла со специальными дополнительными пластинами из сверхтвердых сплавов — победитовые. В результате работы отверстие будет больше, чем диаметр фрезы, это объясняется биением конструкции.

Чтобы в процессе эксплуатации не отвалилась спецпластина, необходимо следить за нагревом.
- По дереву. Самый простой тип спирального сверла – из стали высокой прочности. Диаметр варьируется от 2 до 20 миллиметров, стандартная длина — от 49 до 210 миллиметров.

От инструмента для работы с металлом его отличает форма концевика — здесь присутствует шип для центрирования.
Типы хвостовиков
Хвостовик — это обязательная часть сверла, крепящаяся в патроне дрели, перфоратора или станка. Все выделяются четыре вида.
- Конический (или конус Морзе) — по названию становится ясно, что хвостовик имеет форму конуса. Используются такие буры в основном на станках, его форма позволяет производить быструю или автоматическую замену фрезы. Фиксируются с помощью лапок, резьбы или без резьбы и лапок. Данный вид также делится на подгруппы — инструментальные (самые популярные, работают ими на станках), укороченные (для формирования небольших отверстий), удлиненные (для отверстий большей глубины), метрические (размер хвостовика по отношению к рабочей части равен 1: 20).
Спиральное сверло – универсальный инструмент для любых отверстий
Сверление – один из распространенных способов изготовления отверстий. Исходя из того, каких размеров они должны получаться и в каком материале их делают, выбирают инструмент. Спиральное сверло – самое универсальное и востребованное.
1 Спиральные сверла – конструкция и основные характеристики
Спиральное сверло (или, по-другому, винтовое) конструктивно представляет собой стержень цилиндрической формы, состоящий из элементов:
- Рабочей части – снабжена двумя спиральными винтовыми канавками, которые образуют режущие элементы и предназначены для эффективного отвода стружки, а также подачи смазки в зону сверления.
- Хвостовика – предназначен для надежного закрепления сверла в ручном инструменте или на станке. Может иметь лапку для извлечения сверла из гнезда конусной формы или поводок, обеспечивающий передачу крутящего момента от патрона оборудования.
- Шейки – обеспечивает выход абразивного круга в процессе шлифовки рабочей части.
Рабочая часть состоит из:
- Калибровочной (направляющей) части – это узкая полоска, продолжающая поверхность канавки на окружности сечения сверла. Еще ее называют ленточкой.
- Режущей части – включает две главные и две вспомогательные, расположенные вдоль сверла по спирали, а также одну поперечную (конусообразную на конце сверла) режущие кромки. Все они образованы пересечением поверхностей канавок: главные – передних с задними, вспомогательные – передних с поверхностью ленточки, поперечная – обеих задних.

Из всех сверл известных на сегодняшний день конструкций спиральные нашли наиболее широкое применение за счет следующих достоинств:
- большому запасу под переточку;
- хорошему направлению в отверстии;
- отличному отводу стружки.
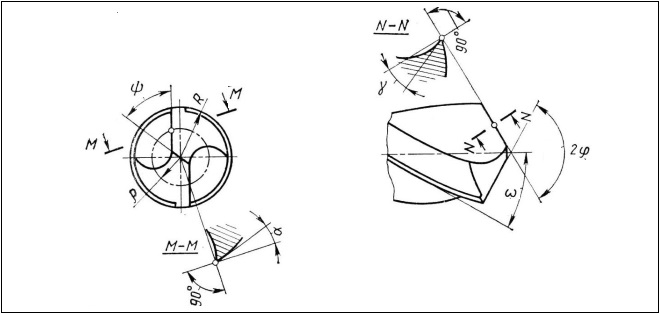
Основные геометрические параметры спирального сверла:
- угол на кончике при вершине – обозначается 2φ;
- угол наклона канавки ω;
- передний угол γ;
- задний угол α;
- угол наклона концевой поперечной кромки ψ.
Значения этих параметров зависят от типа, вида и назначения сверла.

Спиральные сверла по металлу также отличаются от прочих винтовых (по бетону, дереву, универсальных и других) размерами, формами и протяженностью своих конструктивных элементов. По форме хвостовика они бывают:
- с цилиндрическим хвостовиком;
- с коническим.
Для установки последних на станок используют универсальные специальные переходные втулки – конусы Морзе. Для наиболее распространенных видов инструмента по металлу ниже даны короткие описания.
2 Сверла с цилиндрическим хвостовиком
Сверло спиральное с цилиндрическим хвостовиком выпускается короткой, средней и длинной серий по соответствующим стандартам. Такое разнообразие обеспечивает оптимальный подбор нужного инструмента для выполнения каждой конкретной задачи.
Для всех сверл центровые отверстия выполняются согласно ГОСТ 14034. Допустимо выпускать инструмент без центровочных отверстий. Изделия средней и длинной серии согласно своим стандартам могут изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
ГОСТ 4010-77 распространяется на левые и правые сверла короткой серии диаметром 0,5–40 мм. Согласно этому стандарту, в зависимости от диаметра выпускаемого сверла длина составляет (мм):
- общая всего инструмента – 20–200;
- рабочей части – 3–100.

ГОСТ 10902-77 распространяется на левые и правые сверла средней серии диаметром 0,25–20 мм. Длина составляет (мм):
- общая всего инструмента – 19–205;
- рабочей части – 3–140.
ГОСТ 886-77 распространяется на сверла длинной серии диаметром 1–31,5 мм. Длина составляет (мм):
- общая всего инструмента – 56–316;
- рабочей части – 33–207.
У данных изделий направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
Для всего этого инструмента технические требования к изготовлению регламентируются ГОСТ 2034-80. Согласно этого документа данные сверла производятся из быстрорежущей стали и предназначены для просверливания отверстий в ковких и серых чугунах, легированных и углеродистых конструкционных и инструментальных сталях, конструкционных сталях высокой и повышенной обрабатываемости. Этот инструмент изготовляется 3 классов точности:
- повышенной точности – А1;
- нормальной – В1;
- нормальной – В.

Помимо инструмента из быстрорежущей стали допускается по заказу потребителя изготовление сверл также из легированной стали 9ХС. Инструмент может производиться не только цельным, но и сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
3 Сверла с коническим хвостовиком по ГОСТ 10903 и другие
Сверло спиральное с коническим хвостовиком выпускается разных типов и, соответственно, по различным стандартам. Это позволяет оптимально подобрать именно тот инструмент, который лучше всего подойдет для того или иного вида работ. Существуют следующие ГОСТы:
- 10903-77 – для сверл нормальной длины;
- 12121-77 – длинных;
- 2092-77 – удлиненных;
- 22736-77 – с твердосплавными пластинами.
Весь этот инструмент согласно своим стандартам может изготавливаться с шейкой или без нее. Ее размеры не регламентируются.
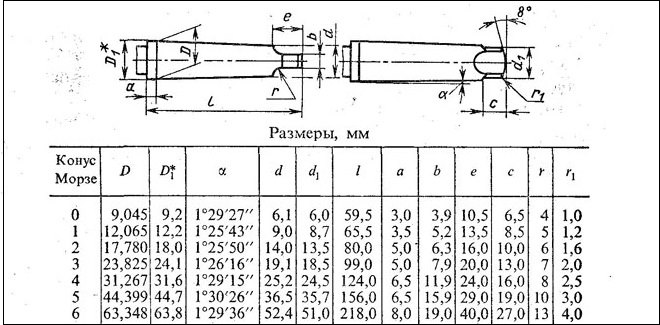
ГОСТ 10903 распространяется на сверла нормальной длины диаметром 5–80 мм, которые выпускаются в двух исполнениях: с нормальным и усиленным хвостовиком. Согласно ГОСТ 10903, в зависимости от диаметра выпускаемого сверла с нормальным хвостовиком длина составляет (мм):
- общая всего инструмента – 133–514;
- рабочей части – 52–260.

С усиленным хвостовиком сверла ГОСТ 10903 выпускаются диаметрами 12–76 мм. Длина их рабочей части такая же, как и у с нормальным хвостовиком. Длины следующие (мм):
- общая – 199–514;
- рабочей части – 101–260.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 6.
ГОСТ 12121 распространяется на длинные сверла диаметром 5–50 мм, которые предназначены для выполнения сверления через специальные кондукторные втулки. Длина составляет (мм):
- общая всего инструмента – 155–470;
- рабочей части – 74–321.

Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4. У инструмента этих двух стандартов направление спирали – правое. С левым изготовляются по согласованию с заказчиком.
ГОСТ 2092 распространяется на удлиненные сверла диаметром 6–30 мм. Длина составляет (мм):
- общая всего инструмента – 225–395;
- рабочей части – 145–275.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 3.
4 Сверла с коническим хвостовиком ГОСТ 22736
ГОСТ 22736 распространяется на сверла диаметром 10–30 мм, оснащенные твердосплавными пластинами. Инструмент производится в укороченном и нормальном исполнении. Длина составляет (мм):
- общая всего инструмента в укороченном исполнении – 140–275, нормальном – 168–324;
- рабочей части в укороченном исполнении – 60–125, нормальном – 87–175.
Размеры используемых для крепления в патроне станка конусов Морзе от 1 до 4.

Для этого инструмента технические требования к изготовлению регламентируются ГОСТ 5756-81. В соответствии с ним данные сверла предназначены для сверления различных деталей из чугуна. Должны изготавливаться классов:
- повышенной точности – А;
- нормальной – В.
В качестве режущей оснастки должны применяться твердосплавные пластины типа ВК. Корпуса изделий выполняются из быстрорежущей стали или сплава 9ХС. Допускается производство корпусов из иных марок с содержанием вольфрама в пределах до 6 %. Недопустимо использовать стальные сплавы, содержащие кобальт.

Инструмент с рабочей частью диаметром от 6 мм и больше, корпус которого выполнен из быстрорежущего сплава, должен изготавливаться сварным. Хвостовики сварных изделий должны быть выполнены из стали 45 или 40Х. Не допускаются в зоне сварки: непровар, поверхностные раковины и кольцевые трещины.
Виды сверл по металлу, их устройство и изготовление
Сверло по металлу: конструкция, геометрия, элементы сверла. Как и из чего делают сверла. Типы хвостовиков и маркировка. Выбор, применение и правила хранения. Лучшие производители и советы по выбору сверл по металлу.

В машиностроении сверло по металлу является вторым по частоте использования инструментом после резца, а в домашнем хозяйстве оно уверенно делит лидерство с ножовкой и отрезным кругом. Конструктивно сверло — это длинный цилиндрический стержень из металла с двумя режущими кромками на торце и спиральными канавками для отвода стружки. Принцип резания металла и формирования отверстия у всех типов этого инструмента практически одинаков, поэтому основная классификация сверл по металлу основывается на конструктивных признаках (тип хвостовика, профиль спирали, вид режущей кромки и т. п.). Определить по внешнему виду все необходимые характеристики сверла достаточно сложно, т. к. маркировка, которая гравируется на металле хвостовика, содержит информацию только о диаметре инструмента, материале изготовления и производителе. Поэтому для того, что выбрать сверло для обработки твердых, хрупких или вязких металлов и сплавов необходимо воспользоваться каталогами производителей. Длительное и краткосрочное хранение сверл должно осуществляться по определенным правилам, т. к. инструментальные и быстрорежущие стали склонны к коррозии, а заточенные кромки легко повреждаются при ударе о металл.
Конструкция и геометрия сверла
Любое сверло вне зависимости от его назначения и конструктивных особенностей состоит из двух основных компонентов: хвостовика и рабочей части. Первый служит для передачи инструменту вращения от привода или фиксации его в неподвижном состоянии (на токарных станках). Рабочая часть состоит из ряда элементов, непосредственно обеспечивающих процесс сверления. Геометрия сверла зависит от особенностей сверления, для которого оно предназначено, а также материала обрабатываемой заготовки (различные металлы, древесина, пластики, композиты, керамика).
В качестве примера взят один из самых распространенных в промышленности видов такого инструмента: спиральное сверло для работ по металлу с коническим хвостовиком (см. чертеж ниже). Все изображенные на рисунке углы сверла соответствуют работам по металлу общего назначения. Слева показан вид сбоку, а справа — со стороны рабочего торца (увеличено).

- Хвостовик. Служит для закрепления инструмента в шпинделе станка или зажимном патроне. При сверлении металла на токарных станках крепится неподвижно в конусе задней бабки.
- Рабочая часть. Формирует цилиндрическое отверстие (или углубление). Состоит из режущей части, длина которой у таких сверл по металлу обычно составляет половину их диаметра, и направляющей с канавками для отвода стружки.
- Конус Морзе. Для установки в шпиндели и задние бабки станков используют инструмент с коническим хвостовиком, а для зажима в кулачковые и цанговые патроны — с цилиндрическим.
- Лапка. Эти конструктивные элементы присутствуют только на конических хвостовиках и предназначены для выбивания инструмента из шпинделя или оправки.
- Шейка. Обеспечивает удобство подвода и отвода шлифовального инструмента при обработке спиральных канавок. Она не выполняет никаких рабочих функций, поэтому на нее обычно наносится маркировка сверла (чеканится непосредственно на металле).
- Направляющая часть. Также называется калибрующей. Опираясь на стенки просверленного в металле отверстия, направляет инструмент вдоль его оси. Включает в себя спиральные поверхности с ленточками и канавки для отвода стружки.
- Угол наклона спиральной поверхности. Для обработки металла он составляет 18÷30°.
- Стружкоотводящая канавка. От ее ширины, наклона и качества поверхности зависит скорость отвода стружки.
- Диаметр режущей части. Равен расстоянию между внешними краями режущих кромок.
- Режущая кромка. Это острая грань между передней поверхностью (стружечной канавкой) и задней затачиваемой поверхностью.
Общая компоновка других типов сверл по металлу подобна этой, хотя в зависимости от своего назначения они могут отличаться конструкцией режущей части и стружкоотводящих канавок.
Виды сверл по металлу
- спиральные;
- перовые;
- центровочные;
- специальные.
Среди специальных сверл самой большой группой является инструмент для глубокого сверления в заготовках из металла. Отдельные подгруппы также составляют изделия для сверления отверстий больших диаметров и ступенчатых цилиндрических профилей. Бывает так, что современный сборный инструмент имеет настолько сложную или инновационную конструкцию, что его относят сразу к нескольким типам.
Спиральная форма
Традиционным широко распространенным видом сверлильного инструмента являются спиральные сверла, у которых формирование цилиндрического отверстия в металле осуществляется двумя симметричными режущими кромками. При этом отвод образующейся стружки проходит по спиральным канавкам, начальная часть которых является передними поверхностями, образующими эти кромки. По своей конструкции эти изделия могут быть монолитными или сборными, с заменяемой головкой или механическим креплением режущих пластин. Для снижения трения и повышения скорости отвода стружки спиральную часть полируют и покрывают износостойкими материалами.

Ступенчатая форма

Корончатые сверла

Шнековые сверла

Перовые сверла

Типы хвостовиков
Маркировка сверл согласно ГОСТ
Правила маркировки сверл регламентированы ГОСТ 2034-80. Согласно этому документу на сверлильный инструмент диаметром менее двух миллиметров маркировка не наносится. Все данные о них должны указываться на упаковочной этикетке. Для сверл толщиной свыше двух и до трех миллиметров маркировка сверла по металлу содержит только значение диаметра и марку стали (таким образом их можно отличить от инструмента до двух миллиметров). Для диаметров свыше трех миллиметров в составе маркировки производитель должен указывать его величину, свой товарный знак, марку металла и класс точности. Марка металла, из которого изготовлен инструмент, может указываться как в виде ГОСТовского обозначения стали (например, Р6М7К6), так и общепринятой для быстрорежущих сталей международной аббревиатурой (HSS) с добавлением обозначения основного легирующего металла (Co, Ni, Ti и пр.) (см. фото ниже). Зарубежные изготовители маркируют свою продукцию аналогичным образом, поэтому отличить российские сверла от импортных можно только по торговой марке.

Цветовое обозначение
| Группа | Цвет | Обрабатываемые металлы и пластики |
|---|---|---|
| P | Голубой | Отдельные виды углеродистых, легированных и инструментальных сталей. Стали для отливок. Некоторые марки коррозионностойких сталей. |
| M | Желтый | Аустенитные коррозионностойкие стали. Отдельные виды немагнитных и износостойких сталей. |
| K | Красный | Различные марки чугунов. |
| N | Зеленый | Цветные металлы и их сплавы. Термопласты и дуропласты. |
| S | Золотистый | Жаростойкие сплавы на основе никеля, кобальта, титана и железа. |
| H | Серый | Закаленные стали высокой твердости. |
Кроме того, каждая группа резания подразделяется на группы применения, которые обозначаются числом в интервале от 1 до 40. Группы с большим индексом имеют более высокую прочность, а с меньшим — большую твердость и стойкость к износу.
Технология изготовления сверл
- Подготовка компонентов. Цилиндрические заготовки для обеих частей нарезают на прутковых автоматах, а затем очищают от заусенцев, поверхностных окислов и загрязнений.
- Сварка. Две части из разного металла сваривают контактной стыковой сваркой. После этого со сварных швов удаляют излишки металла, а заготовки правят для придания им точной цилиндрической формы.
- Обточка. Заготовки центруют и обтачивают до точного размера. На этом же этапе подрезают торцы, точат конус хвостовика, обтачивают конец конуса под лапку (у инструмента с цилиндрическим хвостовиком последние две операции отсутствуют).
- Фрезеровка. Фрезеруют лапку (для конических хвостовиков), спиральные канавки и задние поверхности. После этого заготовка подвергается термической обработке с последующей очисткой на пескоструйной установке.
- Шлифовка. Шлифуют и полируют канавки спиралей. После этого шлифовке подвергают хвостовик и рабочую часть (с доводкой обратного конуса).
- Заточка сверла.
Корпуса сборного сверлильного инструмента, в котором режущая часть выполнена из твердосплавных пластин с напайным или механическим креплением, являются достаточно сложными изделиями, т. к. при их изготовлении необходима сложная фрезерная и токарная обработка. Поэтому их обычно изготавливают на станках с ЧПУ или обрабатывающих центрах.

Таблица размеров сверл по металлу
Государственные стандарты, правила изготовления спиральных и центровочных сверл по металлу, включают в себя таблицы размерных рядов для разных исполнений и направлений вращения спирали. Каждому типоразмеру соответствует уникальное цифровое кодовое обозначение. К примеру, если диаметр сверла с цилиндрическим хвостовиком равен 3.1 мм, оно имеет исполнение N1 и правую спираль, то его общая длина должна составлять 65 мм, длина рабочей части — 36 мм, а кодовое обозначение такого изделия будет 2300-7517. Таблицы размеров для сверл по металлу с коническим хвостовиком включают в себя диапазон диаметров от 5 до 80 мм, а для инструмента с цилиндрическим хвостовиком — от 0.25 до 20 мм. При этом для тонких сверл диаметром до 1 мм предусмотрено только исполнение N1 c правой спиралью.
Материалы изготовления и покрытия
Для улучшения рабочих характеристик сверл по металлу их поверхности подвергают дополнительной обработке или покрывают твердыми соединениями металлов. Самые распространенные методы обработки, повышающие прочность и износостойкость инструмента, — это цианирование и сульфидирование. А для защитных покрытий обычно используют карбонитрид титана (TiCN), в том числе легированный алюминием (TiAlN).

Как подобрать сверло под обрабатываемый металл
При выборе сверла для работ по металлу в первую очередь необходимо ознакомиться с цветовыми маркировками стандарта ISO 513, которых придерживаются все производители сверлильного инструмента. При этом нужно понимать, что такая маркировка не наносится на само изделие, а присутствует только в его каталожном описании. Можно, конечно, положиться на советы консультанта в магазине инструмента, но такой способ подойдет только в том случае, если требуется подобрать сверло для дрели, предназначенное для работы с обычной конструкционной сталью. Если же предстоит сверлить твердые или вязкие металлы или требуется качественное выполнение работы на заказ, то лучше следовать рекомендациям профессионалов. На рисунке ниже приведен пример использования цветовой маркировки из каталога Mitsubishi.

Необходимо также помнить, что параметры процесса сверления зависят как от характеристик сверла, так и от мощности и скорости вращения привода. Поэтому сверла для шуруповерта лучше не использовать с дрелью, т. к. это, скорее всего, приведет к их повреждению. А скорости вращения шуруповерта явно недостаточно для сверления металла обычными сверлами для дрели.
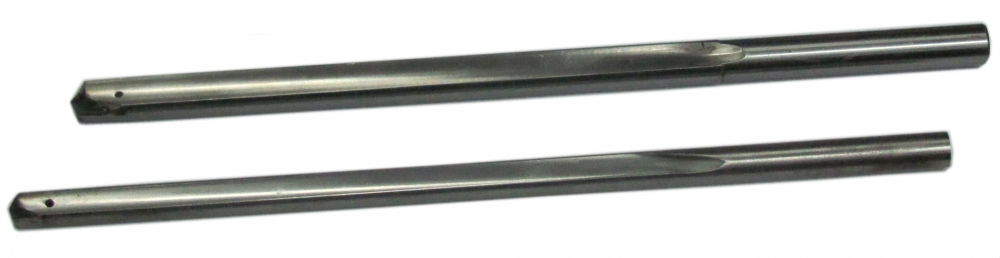
Сверла, применяемые в станках
На сверлильных станках, у которых посадочное отверстие шпинделя выполнено под конус Морзе, сверла для обработки металла устанавливаются напрямую в шпиндель. А для их фиксации в нем предусмотрен специальный сквозной паз для заклинивания лапки. Такие же сверла применяют и в универсальных станках (сверлильно-фрезерных и пр.), у которых посадочное отверстие шпинделя сделано под метрический конус или под одну из его современных разновидностей. Только в этом случае их вставляют в переходные оправки с соответствующим конусом. В целом сверла по металлу, используемые на станках, не отличаются от тех, что применяют при сверлении ручным инструментом. Единственный вид сверлильного инструмента, предназначенный только для станочного применения, — это сверла со сквозным каналом, предназначенным для подачи СОЖ в зону обработки (см. рис. ниже).

Лучшие производители
Среди российских производителей сверлильного инструмента для работ по металлу хорошее соотношение цены и качества имеет продукция Волжского инструментального завода (ВИЗ), Томского инструментального завода (ТИЗ) и ПО «Туламаш». К этой же категории относится инструмент украинского Запорожского инструментального завода (ЗИЗ). Самыми лучшими по качеству являются сверла всемирно известных производителей режущего инструмента, таких как немецкие Bosch, Hasser и Ruko, шведский Sandvik, японская Mitsubishi, тайваньский Winstar и пр. Но их продукция имеет достаточно высокую цену и предназначена в основном для профессионального применения. Кроме того, на рынке массово представлены сверла по металлу под торговыми марками известных продавцов и производителей электроинструмента. В основном это недорогой инструмент, но при этом многие изделия имеют очень высокое качество. В этой категории пользователи чаще всего отмечают «Зубр», «Интерскол», DeWalt, Hilti, Makita и Metabo.
Правила хранения сверл
На рабочих местах промышленных предприятий хранение сверл осуществляется в инструментальных шкафах и тумбочках из листового металла, установленных в непосредственной близости от станка, а также на стеллажах в специальных инструментальных кладовых. Сверлильный инструмент необходимо укладывать в определенном порядке (по типам и диаметрам) в соответствующие отсеки, пеналы или чехлы. Укладка должна обеспечивать сохранность режущих кромок, а также рабочих и посадочных поверхностей. Перед помещением на хранение сверлильный инструмент очищают от металлической пыли и загрязнений, а в случае неиспользования в течение длительного времени смазывают литолом или техническим вазелином. В целях предотвращения возникновения коррозии запрещается располагать рядом с местами хранения инструмента кислотосодержащие и прочие агрессивные жидкости. В домашних мастерских инструмент должен храниться с соблюдением таких же правил. Только вместо тумбочек и шкафов здесь гораздо удобнее использовать пластиковые пеналы и специальные подставки (см. видео ниже).
При сверлении глубоких отверстий в металле рекомендуется поливать поверхность инструмента небольшим количеством масла. На производстве обычно используют И-20, но не у всех есть возможность приобрести именно эту марку. А какое масло взамен индустриального можно использовать в домашних условиях? Поделитесь, пожалуйста, своими соображениями и рекомендациями по этому вопросу в комментариях.
Спиральные сверла с цилиндрическими и коническими хвостовиками: ГОСТ 10902-77 и 10903-77
К самым универсальным и, соответственно, популярным инструментам, используемым для выполнения отверстий в различных материалах, относятся сверла спирального типа. Регламентируют спиральные сверла ГОСТ 10902-77 и ГОСТ 10903-77. Руководствуясь положениями данных нормативных документов, а также параметрами отверстия, которое требуется создать, выбрать подходящий инструмент довольно легко.

Сверла спиральные по металлу
Особенности конструкции и основные характеристики
Конструкция спиральных сверл, которые часто называют винтовыми, состоит из следующих элементов.
На рабочей части есть две канавки, расположенные по винтовой линии. Они выполняют одновременно несколько функций: формируют режущую часть, отводят создаваемую в зоне обработки стружку, обеспечивают подачу СОЖ в область сверления.
При помощи этого конструктивного элемента инструмент фиксируется в патроне используемого оборудования. Хвостовик может изготавливаться со специальной лапкой, облегчающей извлечение инструмента из гнезда конусной формы, или поводком, который участвует в передаче крутящего момента от патрона.
Этот технологический элемент отвечает за выход абразивного круга при его использовании для шлифовки инструмента.
Основные части сверла
Рабочую часть сверла спирального с цилиндрическим или коническим хвостовиком составляют несколько конструктивных элементов.
Данный элемент выглядит как узкая полоска, продолжающая канавку на рабочей части. Эта направляющая часть имеет другое распространенное название – «ленточка».
Эту часть составляют пять режущих кромок: 2 главных, 2 вспомогательных, которые располагаются по спирали вдоль оси сверла, и 1 поперечная, находящаяся на конце инструмента и имеющая форму конуса. Все они формируются благодаря пересечениям поверхностей канавок. Так, главные режущие кромки – это пересечение передней поверхности канавки инструмента с задней, вспомогательные – передней поверхности канавки с поверхностью калибровочной части, поперечные – пересечение задних поверхностей ленточек.
Элементы рабочей части сверла
Высокая популярность спиральных сверл связана со следующими их достоинствами.
- Инструменты данного типа отличаются большим запасом под переточку режущей части.
- Сверла спиральные с цилиндрическим или коническим хвостовиком отличаются лучшей стабильностью своего положения в процессе сверления.
- За счет особенностей своей конструкции такие инструменты обеспечивают своевременный отвод стружки из зоны обработки.
Основные параметры сверл спиральных с цилиндрическим и коническим хвостовиками, требования к которым оговаривают ГОСТ 10902 и ГОСТ 10903-77, перечислены в таблице.
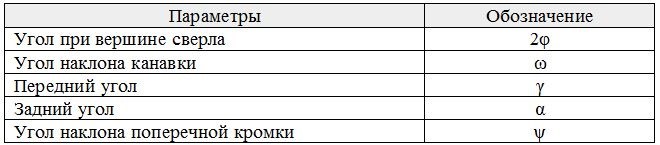
Таблица 1. Обозначение основных параметров сверл
Геометрические параметры режущей части сверла
Значения всех вышеуказанных параметров определяются задачами, для решения которых планируется использовать инструмент.
Спиральные сверла применяются не только для обработки металла, но и для выполнения отверстий в других материалах, таких как бетон и древесина. Существуют также инструменты универсального назначения. Сверла, используемые для обработки различных материалов, отличаются друг от друга как формой и конструкцией, так и своими геометрическими параметрами, приведенными в соответствующих ГОСТах.
В зависимости от конфигурации зажимаемой в патроне части выделяют сверла:
- с цилиндрическим хвостовиком;
- с коническим хвостовиком.
Для фиксации на оборудовании спиральных сверл с коническими хвостовиками, как указывает ГОСТ 10903-77, используются универсальные переходные втулки, посадочные отверстия в которых выполнены по типу «конус Морзе». Соответствующие ГОСТу инструменты данного типа можно применять для оснащения любого оборудования.
Сверла с хвостовиками цилиндрической формы
Сверла спиральные с цилиндрическим хвостовиком в соответствии с требованиями нормативного документа могут выпускаться в нескольких сериях: короткой, средней и длинной. Пользуясь соответствующим ГОСТом на сверла, можно оптимально подбирать инструмент для решения определенных технологических задач.
Цилиндрические спиральные сверла, согласно ГОСТу, изготавливают с центровочным отверстием или без него. Инструменты средней и длинной серий, в соответствии с ГОСТом, могут иметь в своей конструкции шейку, облегчающую их шлифовку. Специальных требований к размерам такого элемента нет.
Ознакомиться с требованиями ГОСТ к спиральным сверлам с цилиндрическим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.

Сверла по металлу с цилиндрическим хвостовиком
Левые и правые спиральные инструменты, относящиеся к короткой серии и имеющие диаметр от 0,5 до 40 мм, изготавливаются по ГОСТу 4010-77. Производство правых и левых цилиндрических сверл средней серии, диаметр которых находится в интервале 0,25–20 мм, регламентирует ГОСТ 10902-77. Спиральные сверла длинной серии выпускаются в диапазоне диаметров 1–31,5 мм. Нормативным документом, в котором оговариваются требования к изделиям данной серии, является ГОСТ 886-77.
Сверла с цилиндрическим хвостовиком длинной серии производят преимущественно с правым направлением спирали. ГОСТ допускает изготовление изделий данной серии и в другом конструктивном исполнении по договоренности с заказчиком. Длина спиральных инструментов с цилиндрическим хвостовиком всех серий указана в приведенной ниже таблице.

Таблица 2. Длина спиральных сверл с цилиндрическим хвостовиком
Технические требования к производству спиральных сверл всех вышеперечисленных серий оговариваются ГОСТом 2034-80. Согласно положениям этого нормативного документа, изделия данной серии, которые используются для сверления заготовок из ковкого и серого чугуна, углеродистых (конструкционных и инструментальных) и легированных сталей, а также конструкционных сталей обычной обрабатываемости и автоматных, изготавливаются из быстрорежущих стальных сплавов. Инструменты данной серии могут относиться к одному из трех классов точности:
- А1 (повышенной);
- В1 и В (нормальной).
Цилиндрические хвостовики могут иметь разные исполнения
ГОСТ допускает, что сверла данной серии могут быть произведены не из быстрорежущей стали, а из легированного стального сплава марки 9ХС, при этом их хвостовики могут быть сделаны из стали марки 45 или 40Х. По своей конструкции такие сверла могут быть как цельными, так и сварными. При использовании сварки в местах соединений исключается наличие непроваренных участков, пустот и кольцевых трещин.
Сверла с коническими хвостовиками
Современная промышленность выпускает различные типы сверл, хвостовик которых имеет коническую форму. Соответственно, требования, предъявляемые к таким инструментам, регламентируются разными ГОСТами. Унификация различных типов сверл позволяет оптимально подбирать их для решения определенных технологических задач. Нормативными документами, в соответствии с требованиями которых производятся спиральные инструменты с коническими хвостовиками, являются:
- ГОСТ 10903-77 (для изделий нормальной длины);
- ГОСТ 12121-77 (для длинной серии);
- ГОСТ 2092-77 (для удлиненной серии);
- ГОСТ 22736-77 (для изделий с твердосплавными пластинами).

Сверла по металлу с конусным хвостовиком для глубокого сверления
Ознакомиться с требованиями ГОСТ к спиральным сверлам с коническим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.
Спиральные сверла нормальной длины, на которые распространяет требования ГОСТ 10903-77, могут выпускаться в диапазоне диаметров 5–80 мм. Хвостовики таких сверл в зависимости от диаметра последних имеют нормальную или усиленную конструкцию. С усиленным хвостовиком изготавливают спиральные сверла диаметром от 12 до 76 мм. Их посадочная конусная часть соответствует стандарту Морзе – от 1 до 6.
Диаметр длинных сверл, согласно ГОСТу, может находиться в интервале 5–20 мм, при этом обработка, выполняемая с их помощью, осуществляется через кондукторные втулки. Хвостовик таких сверл выполняется по стандарту Морзе от 1 до 4. Спиральная часть длинных сверл и инструментов нормальной длины имеет правое направление, но по договоренности с производителем может выпускаться и с левым направлением.
Конусы Морзе с лапкой
Удлиненные сверла с коническим хвостовиком производятся с диаметрами 6–30 мм. Конусный хвостовик таких сверл должен соответствовать стандарту Морзе от 1 до 3.
Сверла с коническим хвостовиком, на металлический стержень которых напаяны твердосплавные пластины типа ВК, могут выпускаться с диаметром от 10 до 30 мм, в укороченном и нормальном вариантах.
Длина спиральных инструментов с коническим хвостовиком всех серий представлена в приведенной ниже таблице.
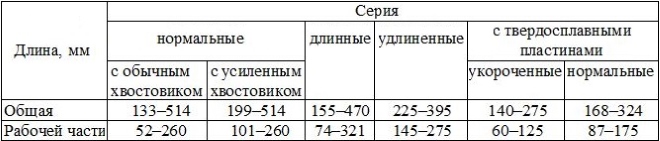
Таблица 3. Длина спиральных сверл с коническим хвостовиком
Материалы изготовления основной части таких сверл – быстрорежущая сталь, стальной сплав марки 9ХС либо стали других марок, в составе которых не должно быть кобальта, а количество вольфрама не должно превышать 6%.
И в заключение небольшой видео-обзор сверл по металлу от различных производителей с испытанием данной продукции на практике.
Виды сверл: типы, назначение, особенности

Виды сверл в зависимости от формы рабочей поверхности
Винтовое или спиральное. Самое востребованное сверло, используется для сверления самых различных материалов. Длина спирального сверла может достигать 28 см, диаметр – 80 мм.

Плоское или перьевое. Используется для сверления преимущественно глубоких, больших по диаметру отверстий. Рабочая часть имеет форму лопатки, в центре которой расположено выступающее острие для центровки. Лопатка может быть выполнена заодно с хвостовиком или быть сменной и крепиться к стержню с помощью державки или борштанги.

Сверло для глубокого сверления. Предназначено для выполнения отверстий, глубина которых, по меньшей мере, в 5 раз больше, чем диаметр. Сверло глубокого сверления имеет два винтовых канала, по которым в зону реза подается охлаждающая эмульсия. Каналы могут располагаться внутри сверла либо в припаянных трубках.

Сверло одностороннего реза. Применяется для сверления отверстий, к которым предъявляются повышенные требования в отношении точности. Сверла одностороннего резания имеют опорную плоскость и две режущие кромки, расположенные с одной стороны от центра.
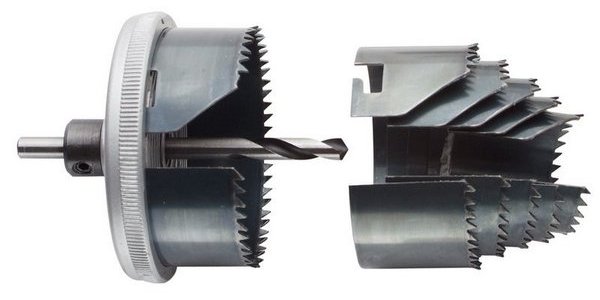
Коронка или кольцевое сверло. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал (керн). После сверления он обычно остается в коронке, нужно только вытряхнуть его.
Центровочное сверло. С его помощью выполняется засверливание (наметка) центра.

Ступенчатое сверло. Относительно новый вид инструмента. Ими удобно сверлить листовой материал, особенно в тех случаях, когда нужно получить большое по диаметру отверстие – до 3,5 см и более.

По форме получающегося отверстия сверла подразделяются на конические, цилиндрические и ступенчатые.
Типы хвостовиков
В зависимости от формы и способа крепления в патроне или шпинделе хвостовики бывают:
- цилиндрические – наружная поверхность имеет форму цилиндра;
- конические – поверхность выполнена в виде конуса;
- граненые – на наружной поверхности имеются 3, 4 или 6 граней;
- типа SDS – хвостовик для крепления в патроне с особым фиксирующим механизмом.
Крепление самых распространенных в быту цилиндрических сверл производится в обычном патроне. Инструменты с коническим хвостовиком предназначены для использования на станках. Хвостовик типа SDS рассчитан на закрепление в перфораторе.
Технология изготовления сверл
Сверла относительно небольших диаметров (до 8-10 мм) обычно изготавливают из цельного прутка стали или сплава. Чаще всего используется быстрорежущая сталь марок Р9, Р9К15, Р18. Сверла больших диаметров изготавливают с помощью сварки; режущая часть выполняется из быстрорежущей стали, а хвостовик – из обычной углеродистой.
Для сверления твердых материалов – закаленной и легированной стали, камня, бетона – применяют сверла, которые на конце имеют припаянные твердосплавные пластины из победита или другого твердого сплава. Режущие кромки пластин могут иметь различную конфигурацию: винтовую, скошенную или прямую.
Виды покрытия
Сверла покрывают с разной целью: предохранения от коррозии, упрочнения поверхностного слоя, улучшения теплоотдачи, снижения трения. Самая распространенная и недорогая операция – оксидирование. Сверло покрывается оксидной пленкой черного цвета, которая защищает его от ржавчины и перегрева.
Покрытие нитридом титана (TiN) повышает срок службы сверла не менее чем в три раза. Однако такие сверла нельзя затачивать, поскольку при этом снимается упрочненный слой. Использующийся также для покрытия карбонитрид титана (TiCN) по своим свойствам близок к TiN.
Титано-алюминиевый нитрид (TiAlN) делает сверло еще более прочным. При его использовании инструмент может проработать в 5 раз дольше обычного.
Самым прочным покрытием считается алмазное напыление. Это и неудивительно. Алмаз занимает первое место по твердости среди прочих материалов. Сверла с алмазным напылением могут использоваться для сверления практически любых по твердости материалов, в том числе и каменных.
О чем говорит окраска сверла?
По цвету покрытия можно примерно определить характеристики сверла. Сверла обычного качества имеют характерную для стали серую краску.

Черный цвет говорит о том, что сверло подвергалось оксидированию. То есть, оно защищено от коррозии, и имеет улучшенные теплоотводящие свойства.

Легкий золотистый оттенок сообщает о том, что сверло прошла процедуру отпуска, во время которого снимаются внутренние напряжения.
Нитридное титановое покрытие проявляет себя ярким блеском позолоты. Сверла с ним имеют увеличенный срок службы и низкое трение при сверлении. Хотя они и стоят дороже, но с лихвой оправдывают свою цену длительной эксплуатацией.

Алмазное напыление можно узнать по желтому цвету и порошкообразной фактуре.
Сверла для металла
Для сверления металлов (стали, чугуна, цветных сплавов) обычно применяют спиральные сверла. Их продольные канавки хорошо справляются с отведением стружки, образующейся при сверлении.
Обрабатываемые материалы имеют различную твердость. Поэтому для их сверления должны использоваться сверла с разной твердостью рабочей части. Для обработки закаленных, легированных, жаропрочных сталей необходимо применять цельные твердосплавные сверла или те, которые имеют на кончике припаянные пластины из твердого сплава.

Сверла для древесины
Относительно небольшие отверстия до 12 мм в древесине или древесных композитах (ДСП, МДФ) можно сверлить обычным спиральным сверлом для металла. Но отверстия, к которым предъявляются повышенные требования по точности размеров и чистоте поверхности выполняют сверлами, специально предназначенными для древесины. Их изготавливают из инструментальной или углеродистой стали и для металла они не годятся.
Спиральные сверла. Предназначены для сверления малых и средних по диаметру отверстий. Как уже отмечалось, вместо них можно использовать спиральные сверла для металла, но отверстия после них получаются хуже качеством.
Винтовые сверла. Имеют острую режущую кромку и шнекоподобную форму. Благодаря последней из отверстия легко удаляется стружка. Это качественные сверла, которые применяют, если требуется получить глубокое отверстие с гладкой стенкой.

Перьевые сверла. Используются для получения отверстий относительно больших диаметров – от 10 до 25 мм и более. Это самые простые и недорогие сверла, их можно даже изготовить самому из подходящей пластины и круглого стержня. Но качество отверстий после них получается невысоким – шершавые стенки, не очень точные размеры.

Коронка. Термин «коронка» говорит о том, что этот инструмент выполнен в виде полого цилиндра, на кромках которого располагаются зубья. Сверление получается в виде кольца, из которого затем удаляется внутренняя часть. Коронка – незаменимый инструмент, если требуется получить большое отверстие – до 100 мм и более. В магазинах ее предлагают в виде набора, в котором имеется оправка, центровочное сверло с хвостовиком и несколько коронок разных диаметров.

Сверло Форснера. Это инструмент для выполнения точных отверстий в древесине (особенно мягкой), ДСП, ламинате и пр. У него имеется центровочное острие и подрезатель с острой кромкой. Благодаря последнему отверстие получается точным и гладким. Если нужно получить глухое отверстие с гладкими стенками и точными размерами, сверло Форснера справится с этой работой наилучшим образом.

Сверла для каменных материалов
Для сверления кирпича, бетона, натурального или искусственного камня обычные сверла по металлу не годятся. Они мгновенно тупятся. Сверло или бур для каменных материалов должны иметь наконечник из твердых сплавов.
Сама операция сверления бетона, кирпича или камня также имеет особенности. Кроме вращательного движения, сверло или бур, вставленные в перфоратор, осуществляют еще и ударно-поступательное. Т. е. камень, по сути, не режется, а дробится.
Бур или сверло для перфоратора может иметь обычный цилиндрический, или особый стандартизированный хвостовик типа SDS (SDS-top, SDS-max или SDS-plus). Его преимущество состоит в том, что вставка и извлечение бура из патрона осуществляется без ключа и очень быстро, одним движением.

Небольшие и средние по диаметру отверстия в кирпиче и бетоне сверлят буром или сверлом с твердосплавным наконечником. Инструмент имеет форму шнека.
Если требуется просверлить большое отверстие, то применяют коронку с твердосплавными зубьями или алмазным напылением. Бурение может быть влажным (с подачей воды для охлаждения) и сухим. По окончании сверления внутри коронки остается керн – цилиндрический кусок вырезанного материала.

Твердосплавные пластины, припаянные к сверлу или буру, имеют разную твердость. Для сверления гранита применяются буры с пластинами из победита высокой твердости. Для работы с бетоном или кирпичом годятся средние или мягкие по твердости марки победита.
Сверла для керамики и стекла
Керамическую плитку или стекло сверлят коронкой или специальным копьевидным инструментом. Его наконечник изготовлен либо из победита, либо из карбида вольфрама. Если специализированный инструмент для стекла или плитки отсутствует, можно использовать сверло для бетона. Только обязательно острое, и работать им нужно осторожно, поскольку его форма не совсем подходит для такой работы.

Копьевидное сверло для плитки из керамики и коронка с алмазным напылением.
Коронка для стекла и кафеля почти не отличается от коронки для камня. Только на ее режущей кромке вместо зубьев имеется алмазное напыление.

Для сверления в кафеле больших отверстий используют инструмент, называемый балериной. Он напоминает обычный циркуль. Сверление производится с изнаночной стороны плитки. Обороты дрели устанавливают на минимум.

Универсальные сверла
Кроме вышеперечисленных специализированных сверл, есть еще универсальные. Ими можно обрабатывать практически любые материалы – кирпич с бетоном, плитку, дерево, пластик, алюминий, сталь. Универсальные сверла имеют хитроумную заточку, которая способна резать любой материал. Это очень удобно в тех случаях, когда приходится работать одновременно с разными материалами. Например, при ремонте квартиры.
Электронная библиотека
Сверла.Спиральное сверло и его элементы.
Сверление является одним из распространенных методов получения отверстий.
В зависимости от конструкции и назначения различают следующие типы сверл:
- спиральные,
- перовые,
- для глубокого сверления,
- центровочные,
- с пластинками из твердых сплавов и др.
Наибольшее распространение имеют спиральные сверла.
Рис. 10. Сверла: а — спиральное с коническим хвостовиком, б — спиральное с цилиндрическим хвостовиком, в— для глубокого сверления
На рис. 10 показаны конструкции спиральных сверл с коническим и цилиндрическим хвостовиками и сверла для глубокого сверления.

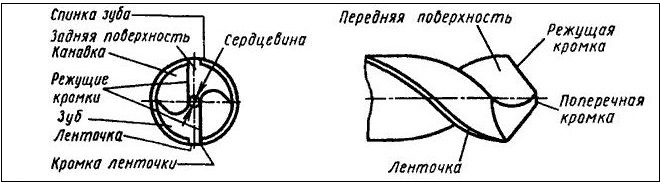
Рис. 11. Спиральное сверло и его элементы: 1 — режущая кромка, 2 — передняя поверхность, 3 — задняя поверхность, 4 — поперечная кромка, 5 —канавка,6 — ленточка
Сверло имеет две главные режущие кромки (рис. 11), образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, обращенными к поверхности резания; поперечную режущую кромку (перемычку), образованную пересечением обеих задних поверхностей; две вспомогательные режущие кромки, образованные пересечением передних поверхностей — с поверхностью ленточки.
Ленточка сверла — узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки обеспечивает направление сверла при резании.
Угол наклона винтовой канавки ω — угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла, ω = 20—30°.
Угол наклона поперечной режущей кромки (перемычки)ψ — острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла, ψ = 50—55°
Угол режущей части (угол при вершине) 2 φ — угол между главными режущим кромками при вершине сверла.
Передний угол γ — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. По длине режущей кромки передний угол γ является величиной переменной.
Задний угол α — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке окружности ее вращения вокруг оси сверла.
Задний угол сверла — величина переменная: α = 8—14° на периферии сверла и α = 20—26° — ближе к центру.
Классификация свёрл [ править | править код ]
По конструкции рабочей части
- Спиральные (винтовые)
— это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
- Конструкции Жирова
— на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ=70°; 2φ ‘ =55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
- Плоские
(
перовые
; жарг.
пёрки
) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком. - Свёрла Форстнера
— усовершенствованная версия перового, с дополнительными резцами-фрезами. - Для глубокого сверления (L≥5D)
— удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла. - Конструкции Юдовина и Масарновского
— отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность. - Одностороннего резания
— применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла). - Пушечные
— представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D. - Ружейные
— применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости. - Пустотелые
(также кольцевые, корончатые) — свёрла, превращающие в стружку только узкую кольцевую часть материала. - Центровочные
— применяют для сверления центровых отверстий в деталях. - Ступенчатые
— для сверления одним сверлом отверстий разного диаметра в листовых материалах. - с цилиндрическим хвостовиком (ГОСТ 10902-77, DIN 338)
- с коническим хвостовиком (ГОСТ 10903-77 (конус Морзе), DIN 345)
- с трёх-, четырёх- и шестигранным хвостовиком
- SDS, SDS+ и др.
По способу изготовления
- Цельные
— спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твёрдого сплава. - Сварные
— спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали). - Оснащённые твердосплавными пластинами
— бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления). - Со сменными твердосплавными пластинами
— также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более. - Со сменными твердосплавными головками
— альтернатива корпусным сверлам.
Читать также: Что такое плуг фото
По назначению [ править | править код ]
По форме обрабатываемых отверстий
По обрабатываемому материалу
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня
— имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д. - Для обработки стекла, керамики
- Для обработки дерева
Основные элементы сверла
Большинство сверле состоит из следующих частей:
- Хвостовик, предназначен для крепления сверла в патроне;
- Шейка, цилиндрическая часть сверла соединяющая хвостовик и рабочую часть;
- Рабочая часть — участок сверла непосредственно участвующий в изготовлении отверстия, снабженный канавками. Элементами рабочей части являются: Режущая часть, элемент рабочей части, имеющий режущие кромки.
- Направляющая часть, элемент рабочей части сверла, предназначенный для отвода стружки из выполняемого отверстия, имеющий обратную косность, для снижения трения о стеки сверла.
На режущей части спирального сверла можно выделить:
- Заднюю поверхность;
- Переднюю поверхность;
- Режущую кромку;
- Поперечную кромку;
- Кромку ленточки;
- Ленточку;
- Канавку.
На режущей части сверла, в зависимости от заточки, находятся одна, две или четыре режущих кромки.
Особенности изделия
Сверла для перфоратора, станка, которые имеют спиральную форму, сегодня наиболее популярны. Это объясняется их особенными характеристиками. Они хорошо направлены в отверстии, а также имеют большой запас под переточку. Из-за особенностей конструкции такая фреза хорошо отводит стружку и легко подает смазывающие материалы к рабочей поверхности. Эти особенности делают представленную разновидность сверл очень популярной.
Для правильного обозначения геометрических параметров существуют свои обозначения. Диаметр сверла при этом может быть самым разным. Однако обозначения остаются одни и те же. Угол кончика при вершине именуется как 2φ. Наклон канавок обозначается буквой ω, а концевой поперечной кромки – ψ. Передний угол на чертежах именуется как γ, а задний – α.
Заточка сверла
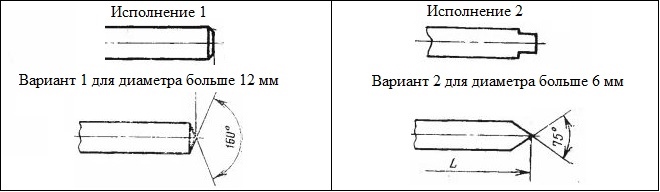
Форма заточки сверла выбирается в зависимости от его диаметра и обрабатываемого материала. Для сверл диаметром до 12 мм применяют:
- Одинарную заточку — для сверление стали и чугуна;
- Одинарную с подточкой поперечной кромки для стального и нетвердого стального литья с неснятой коркой.
Для сверл диаметром более 12 мм применяют:
- Одинарную заточку с подточкой поперечной кромки и ленточки — для твердых сталей;
- Двойную заточку с подточкой поперечной кромки — для стального литья и чугуна с неснятой коркой.
- Двойную с подточкой поперечной кромки и ленточки для твердых сталей, стального и чугунного литья со снятой коркой.
Угол заточки сверла
Двойные углы наклона сверла зависит от вида обрабатываемого материала.
Конический хвостовик
При изготовлении фрезы с коническим хвостовиком представленного типа используют несколько разных стандартов. Сверло спиральное (ГОСТ 10903) применим для изделий нормальной длины. К этой группе также относится еще несколько стандартов, которые используют в процессе изготовления длинных, удлиненных фрез. Эти инструменты могут выпускаться с шейкой или без нее. Причем ее размер никак не регламентируется.
Фреза с коническим хвостовиком (ГОСТ 22736) регламентирует выпуск изделий диаметром 10-30 мм, которые имеют твердосплавную пластину. Они могут быть выполнены в укороченном или нормальном виде. Класс точности для этих изделий может быть повышенным (А) и нормальным (В).
Сверла с коническим хвостовиком диаметром более 6 мм изготавливаются сварным способом. Для более узких сечений допускается применять цельный тип изготовления.
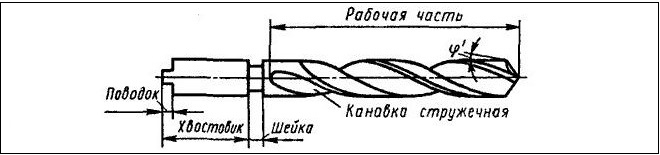
Части и элементы спирального сверла;
Сверло состоит из рабочей части 1
, шейки
3
, хвостовика
4
илапки
5
предназначенной для обеспечения удаления сверла из шпинделя (рис. 2.4). Конический или цилиндрический хвостовик
4
служит для закрепления сверла на станке. Шейка сверла – промежуточная часть между хвостовиком и рабочей частью сверла. В связи с особенностями технологии изготовления сверла, шейка имеет меньший диаметр, чем рабочая часть. Последняя состоит из режущей
2
и направляющей части
16
и имеет две винтовые стружечные канавки
9
, по которым транспортируется стружка из обрабатываемого отверстия.
Рис. 2.4. Части и элементы спирального сверла:
1 – рабочая часть; 2 – режущая часть; 3 – шейка; 4 – хвостовик; 5 – лапка; 6 – зуб; 7 – поперечная кромка; 8 – поводок; 9 – стружечная канавка; 10 – главная задняя поверхность; 11 – главные режущие кромки; 12 – ленточка (вспомогательная задняя поверхность); 13 – кромка ленточки (вспомогательная режущая кромка); 14 – передняя поверхность; 15 – спинка зуба; 16 – направляющая часть.
Винтовые стружечные канавки 9
разделяют рабочую часть сверла на два зуба (пера). Так как перья сверла должны быть соединены, то между ними вдоль оси сверла имеется сердцевина. Ее размер соответствует окружности, касательной к поверхности канавок. Направляющая часть обеспечивает движение сверла в обрабатываемом отверстии и служит резервом для образования режущей части при переточках сверла. Направляющая часть сверла для уменьшения трения соприкасается с отверстием только по отшлифованным винтовым ленточкам
12
, которые расположены по краю винтовой стружечной канавки. Остальная часть зуба сверла имеет меньший диаметр и с обработанным отверстием не соприкасается. Ленточка шлифуется по окружности.
На поверхности винтовых стружечных канавок образуется и транспортируется стружка, т.е. они являются передними поверхностями 14
Торец сверла на режущей части затачивают, образуя главные задние поверхности 10
, обращенные в процессе обработки к поверхности резания. Задние поверхности могут быть оформлены частью конической, линейчатой, эвольвентой, винтовой, плоской и другими поверхностями. Вспомогательными задними поверхностями являются наружные поверхности круглошлифованных ленточек
12
. Это часть конической поверхности с очень малой конусностью, ось которой совпадает с осью сверла. Передние поверхности
14
винтовых канавок, пересекаясь с главными задними поверхностями
10
, образуют главные режущие кромки
11
, а пересекаясь со вспомогательными задними поверхностями (ленточками
12
) – вспомогательные режущие кромки
13
. Так как в сверле имеется сердцевина, то при пересечении двух главных задних поверхностей
10
образуется поперечная кромка или перемычка
7
(рис. 2.4).
Разновидности инструмента
Классификация фрез берет во внимание такой важный показатель, как форма хвостовика. Она может быть следующих разновидностей:
- Фреза с цилиндрическим хвостовиком (ГОСТ 2034-80).
- Сверла с коническим хвостовиком (ГОСТ 10903).
- Инструмент с коническим хвостовиком (ГОСТ 22736).
Чтобы мастер имел возможность выполнить все поставленные перед ним задачи, сверло выпускают различных типов. В первом варианте фреза крепится в трехкулачковом патроне или другом предназначенном приспособлении.
Сверло спиральное с цилиндрическим хвостовиком может быть изготовлено в коротком, среднем и длинном исполнении. Такой инструмент имеет 3 класса точности: повышенная (А1), нормальная (В1) и нормальная (В). Они могут изготавливаться как сварным, так и цельным способом. Хвостовик не должен иметь кольцевые трещины, непровар или поверхностные раковины.
Конические разновидности крепятся непосредственно в шпинделе оборудования иди переходной втулке (если размер не совпадает).
Основные элементы конструкции спирального сверла по металлу Влияние геометрии сверлильного металлорежущего инструмента на процесс сверления
Классификация свёрл [ править | править код ]

По конструкции рабочей части
- Спиральные (винтовые)
— это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
- Конструкции Жирова
— на режущей части имеются три конуса с углами при вершине: 2φ=116…118°; 2φ=70°; 2φ ‘ =55°. Тем самым длина режущей кромки увеличивается, и условия отвода тепла улучшаются. В перемычке прорезается паз шириной и глубиной 0,15D. Перемычка подтачивается под углом 25° к оси сверла на участке 1/3 длины режущей кромки. В результате образуется положительный угол γ≈5°.
- Плоские
(
перовые
; жарг.
пёрки
) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком. - Свёрла Форстнера
— усовершенствованная версия перового, с дополнительными резцами-фрезами. - Для глубокого сверления (L≥5D)
— удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла. - Конструкции Юдовина и Масарновского
— отличаются большим углом наклона и формой винтовой канавки (ω=50…65°). Нет необходимости частого вывода сверла из отверстия для удаления стружки, за счет чего повышается производительность. - Одностороннего резания
— применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла). - Пушечные
— представляют собой стержень, у которого передний конец срезан наполовину и образует канал для отвода стружки. Для направления сверла предварительно должно быть просверлено отверстие на глубину 0,5…0,8D. - Ружейные
— применяются для сверления отверстий большой глубины. Изготовляются из трубки, обжимая которую, получают прямую канавку для отвода стружки с углом 110…120° и полость для подвода охлаждающей жидкости. - Пустотелые
(также кольцевые, корончатые) — свёрла, превращающие в стружку только узкую кольцевую часть материала. - Центровочные
— применяют для сверления центровых отверстий в деталях. - Ступенчатые
— для сверления одним сверлом отверстий разного диаметра в листовых материалах. - с цилиндрическим хвостовиком (ГОСТ 10902-77, DIN 338)
- с коническим хвостовиком (ГОСТ 10903-77 (конус Морзе), DIN 345)
- с трёх-, четырёх- и шестигранным хвостовиком
- SDS, SDS+ и др.
По способу изготовления
- Цельные
— спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твёрдого сплава. - Сварные
— спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали). - Оснащённые твердосплавными пластинами
— бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления). - Со сменными твердосплавными пластинами
— также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более. - Со сменными твердосплавными головками
— альтернатива корпусным сверлам.
Читать также: Поворотный стол для фрезерного станка устройство
По назначению [ править | править код ]
По форме обрабатываемых отверстий
По обрабатываемому материалу
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня
— имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д. - Для обработки стекла, керамики
- Для обработки дерева
Основные элементы сверла
Большинство сверле состоит из следующих частей:
- Хвостовик, предназначен для крепления сверла в патроне;
- Шейка, цилиндрическая часть сверла соединяющая хвостовик и рабочую часть;
- Рабочая часть – участок сверла непосредственно участвующий в изготовлении отверстия, снабженный канавками. Элементами рабочей части являются: Режущая часть, элемент рабочей части, имеющий режущие кромки.
- Направляющая часть, элемент рабочей части сверла, предназначенный для отвода стружки из выполняемого отверстия, имеющий обратную косность, для снижения трения о стеки сверла.
На режущей части спирального сверла можно выделить:
- Заднюю поверхность;
- Переднюю поверхность;
- Режущую кромку;
- Поперечную кромку;
- Кромку ленточки;
- Ленточку;
- Канавку.
На режущей части сверла, в зависимости от заточки, находятся одна, две или четыре режущих кромки.
Элементы спирального сверла [ править | править код ]
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя (реже четырьмя) винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов — ленточек.
- Рабочая часть
- Режущая часть
имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей. - Направляющая часть
имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью
ленточки
(узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
— для закрепления сверла на станке или в ручном инструменте.
для передачи крутящего момента сверлу или
лапка
для выбивания сверла из конусного гнезда.
, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла [ править | править код ]
- Угол при вершине 2φ
— угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°. - Угол наклона винтовой канавки ω
— угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω). - Передний угол γ
определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки. - Задний угол α
определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла. - Угол наклона поперечной кромки ψ
расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Углы сверла в процессе резания [ править | править код ]
Углы сверла в процессе резания отличаются от углов в статике, так же, как и у резцов. Плоскость резания в кинематике получается повёрнутой относительно плоскости резания в статике на угол μ, и действительные углы в процессе резания будут следующими:
Части и элементы спирального сверла.
Рис.21. Части и элементы спирального сверла.
1 — рабочая часть; 2 — режущая часть; 3 — направляющая часть; 4 — шейка;
5 — хвостовик; 6 — лапка
Режущая часть — часть сверла, заточенная на конус. Рабочая часть — часть сверла, снабженная двумя спиральными канавками. Направляющая часть — часть сверла, которая обеспечивает направление сверла в процессе резания. Хвостовик — часть сверла, служащая для закрепления сверла.
Рис.22. Основные элементы рабочей части сверла
1 — передняя поверхность; 2 — задняя поверхность; 3 — режущая кромка;
4 — ленточка; 5 — поперечная кромка
Передняя поверхность — винтовая поверхность канавки, по которой сходит стружка. Задняя поверхность — поверхность, обращенная к поверхности резания.Режущая кромка — линия, образованная пересечением передней и задней поверхностей; режущих кромок у сверла две. Ленточка — узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки; обеспечивает сверлу направление при резании. Поперечная кромка — линия, образованная в результате пересечения обеих задних поверхностей.
Геометрия спирального сверла.
Геометрические параметры спирального сверла показаны на рис. 23.
Рис.23. Геометрия спирального сверла.
Угол 2φ (удвоенный угол в плане) между режущими кромками колеблется в широких пределах в зависимости от обрабатываемого материала. Угол наклона винтовой канавки ω определяет величину переднего угла и колеблется от 100 до 45° в зависимости от обрабатываемого материала.
Угол ψ — угол наклона поперечной режущей кромки измеряется между проекциями поперечной и главной режущей кромок на плоскость, перпендикулярную оси сверла.
Для определения геометрических параметров режущих кромок их рассматривают
1) в плоскости NN, перпендикулярной к режущей кромке;
2) в плоскости ОО, параллельной оси сверла. Передний угол γ рассматривается в плоскости NN.
Угол наклона винтовой канавки ω и задний угол α рассматриваются в
Элементы резания при сверлении.
Скоростью резания при сверлении называется окружная скорость вращения наиболее удаленной от оси сверла точки режущей кромки.
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Величина подачи измеряется в миллиметрах на один оборот
сверла и обозначается S мм/об . Т.к. сверло имеет две главные режущие кромки,
то подача, приходящаяся на каждую из них Sz= S/2.
Как и при точении, подачу можно измерять и в мм. за 1мин. (минутная подача)
Рис.24. Элементы резания при сверлении.
a— толщина среза в мм., измеряемая в направлении, перпендикулярном к режущей кромке;
b — ширина среза в мм., измеряемая вдоль режущей кромки;
t — глубина резания — расстояние от обрабатываемой поверхности отверстия до оси сверла t = D/2.
Фрезерование.
Фрезерование — один из высокопроизводительных и распространённых способов обработки металлов резанием.
Фреза представляет собой инструмент, имеющий несколько зубьев, причём каждый из них можно рассматривать как резец.
Рис.25 Режущая часть фрезы.
При фрезерование главное (вращательное) движение осуществляет фреза, а движение подачи — заготовка. Фрезерованием производится обработка плоскостей, пазов, фасонных поверхностей, разрезка металлов.
Геометрия фрез.
Фреза состоит из корпуса (тела) и режущих зубьев. Она представляет собой многозубный режущий инструмент в виде тела вращения, на образующейповерхности или на торце которого расположены режущие кромки. Различают углы главной режущей кромки зуба в плоскости, нормальной к режущей комке, и углы в плоскости, нормальной к оси фрезы.
В плоскости А-А, нормальной к режущей кромке, находятся главный передний угол у и нормальный задний угол αn . В плоскости Б-Б, нормальной к оси фрезы, находятся главный задний угол α и поперечный или радиальный передний угол γ’.
Основное назначение переднего угла γ — уменьшение работы пластической деформации и работы трения по передней поверхности в процессе резания и обеспечение наивыгоднейшей стойкости режущего инструмента.
Главный задний угол α измеряется в плоскости Б-Б, перпендикулярной к оси фрезы.
Назначение заднего угла:
1. в создании условий беспрепятственного перемещения задней поверхности зуба относительно поверхности резания;
2. в уменьшении работы трения по задней поверхности зуба.
Элементы и геометрия спирального сверла
Обработка заготовок на сверлильных станках проводится сверлами, зенкерами, развертками, метчиками и комбинированными инструментами.
Сверла по конструкции разделяются на спиральные, центровочные и специальные. Наибольшее распространение получили спиральные сверла (рис. 22.12), состоящие из рабочей части б, шейки 2, хвостовика 4 и лапки 3. “Назначение хвостовика — закрепление сверла в шпинделе. Лапка служит для выбивания сверла из шпинделя и предохранения хвостовика от забоин. Рабочая часть состоит из режущей 1 и направляющей 5 частей. Во избежание защемления сверла на нем делают обратный конус в сторону хвостовика. На режущей части различают две главные режущие кромки 11 (образованные пересечением передних 10 и задних 7 поверхностей и выполняющие основную работу резания), поперечную режущую кромку 12 (перемычку) и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
Геометрические параметры сверла определяют условия его работы. Передний угол у измеряют в главной секущей плоскости
| 1 2 3 Рис. 22.12. Части, элементы и углы спирального сверла |
II—II, перпендикулярной главной режущей кромке. Задний угол а измеряют в плоскости I—I, параллельной оси сверла. Передний и задний утлы в различных точках главной режущей кромки различны. У наружной поверхности сверла угол у наибольший, а угол а наименьший.
Угол при вершине сверла 2ф измеряют между главными режущими кромками. Его значение зависит от обрабатываемого материала и изменяется в пределах 70. 150°.
Угол наклона поперечной режущей кромки у измеряют между проекциями главной и поперечной режущей кромок на плоскость, перпендикулярную оси сверла. Для стандартных сверл он колеблется в пределах 50. 55°.
Угол наклона винтовой канавки со измеряют по наружному диаметру. С увеличением угла со увеличивается передний угол у, что облегчает процесс резания и выход стружки. Угол ю составляет 8. ..30°.
Устройство сверла
Сверло спиральное имеет три основных элемента. Это рабочая часть, хвостовик и шейка фрезы. В первом отделе находятся две спиральные винтовые канавки. Это режущий элемент. Также они хорошо отводят стружку с рабочего места. Если техника обладает такой возможностью, именно по этим канавкам подается смазочный материал в область сверления.
Рабочая часть состоит из режущего и калибровочного отдела. Последнюю еще называют ленточкой. Это узкая полоса, которая продолжает поверхность канавки на фрезе. Режущий отдел состоит из двух главных и двух вспомогательных кромок. Они расположены вдоль цилиндра фрезы по спирали. Также к этой части относят поперечную кромку. Она имеет конусообразную форму и расположена на конце сверла.
Чтобы надежно закрепиться в станке или ручном инструменте, фреза обладает хвостовиком. Он может обладать лапкой для изъятия сверла из гнезда или поводок. Последний обеспечивает передачу крутящего момента от патрона инструмента.
Шейка нужна для выхода абразивного круга, когда осуществляется шлифовка рабочей части.





