Физические особенности горячекатаных листов по ГОСТ
После выплавки стальная заготовка-сляб может проходить ряд дополнительных обработок, чтобы материал получил нужный вид. Одним из вариантом обработки слябов является горячекатаная технология, с помощью которой можно получить металлический лист средней толщины. Горячекатаный лист используется в различных сферах — производство труб, каркасов, навесных конструкций, лестничных пролетов, запчастей. Какими должны быть листы горячекатаные согласно ГОСТ? Как их производят? Какими физическими особенностями они обладают?

Краткие сведения
Лист горячекатаный (Г/К) — плоское металлическое изделие небольшой толщины, которое получают методом прессования разогретой горячей заготовки. Технология горячего проката и прессования обычно применяется для изделий из стали. Иногда эта технология пригодна для обработки некоторых других металлов (медь, латунь, алюминий, вольфрам, хром и другие). Г/К-листы имеют вид больших металлических полос, которые для удобства упаковывают в промышленные мотки. Лист стальной горячекатаный обладает хорошей прочностью и упругостью, а также средней толщиной (от 2 до 50 миллиметров). Ширина изделий может быть любой, однако на практике встречаются листы шириной 2-5 метров.
Горячий прокат обладает не слишком приятным внешним видом, поэтому его редко используют для внешней облицовки. Основная сфера применения — производство деталей и сложных конструкций, к которым не предъявляется жестких требований относительно внешнего вида. Основные примеры — детали автомобилей, паровозов, пароходов, запчасти для военной техники, подземные трубы, навесные конструкция для промышленных цехов и другие. Производство Г/К-изделий осуществляется на промышленных цехах, а домашняя выплавка подобных объектов является затруднительной с технологической точки зрения. Основными производителям Г/К-изделий являются Китай, Индия, Россия, США, Великобритания и некоторые южноамериканские страны.
Физические особенности
Согласно ГОСТ лист горячекатаный обладает следующими физическими свойствами:
- Хорошая прочность, пластичность, надежность. Материал хорошо переносит длительные механические нагрузки без появления трещин, сколов, деформации. Механические нагрузки не приводят к растягиванию материала в любом из направлений. Толщина изделия сохраняется постоянной как при стандартной нагрузке, так и при кратковременном ударе или локальной деформации.
- Минимальный риск коррозии. После остывания на горячекатаной полосе образуется тонкая оксидная пленка, материал становится химически инертным (то есть он не вступает в контакт с водой, жидкостями, кислотами, щелочами).
- Небольшая или средняя толщина. Толщина горячей стали находится в пределах от 2 до 50 миллиметров в зависимости от степени обработки материала. Обратите внимание, что получить горячекатаную полосу толщиной менее 2 миллиметров крайне сложно из-за особенностей температурного расширения железа при нагревании.
- Посредственные эстетические свойства. Во время термической обработки на поверхности заготовки оседают небольшие частички пыли, которые ухудшают эстетические свойства материала. Избавиться от налета сложно, поэтому горячекатаные листы обычно применяют для изготовления деталей или материалов, которые не будут располагаться на поверхности объекта.

Технология производства
Горячекатаный лист отличается простотой производства (в сравнении с изготовлением похожих материалами). Для обработки заготовки и получения плоского изделия не нужно сложное металлургическое оборудование. Домашняя кустарная выплавка на практике применяется редко в связи со сложностью решения некоторых инженерных задач (удаление окалины, организация производственной линии, синхронная работа роликовых прессов). Основных этапов обработки три — предварительная обработка, прессование, финальная зачистка. Ниже мы рассмотрим каждый из этапов более подробно.
Предварительный этап
Для изготовления листа используются толстые стальные слябы-заготовки, которые выплавляют в мартеновских печах. На предварительном этапе слябы поступают в прокатный цех, где они сперва помещается в печь для нагрева. Для эффективной обработки слябы нужно нагреть до температуры 700-1000 градусов в зависимости от состава стального сплава (количество легирующих добавок и углерода влияют на тугоплавкость стали). Во время нагрева сляба происходит активное образование окалины на поверхности материала. Чтобы удалить окалину, применяются две методики дополнительной обработки:
- Механическая очистка. Удаление окалины может осуществляться на вспомогательной линии, где установлено дополнительное оборудование для очистки. Пример подобного оборудования — небольшие специальные прессы, которые выполняют легкий обжим и деформацию материала, что приводит к растрескиванию окалины с последующим ее удалением. Еще один вариант механической очистки — применение установок-окалиноломателей, которые удаляют окалину с поверхности в полуавтоматической или автоматическом режиме.
- Кислотные ванные. Для удаления окалины могут также применяться погружение материала в ванные, куда налиты сильные кислоты (серная, соляная, азотная) или их смеси. Стальной сляб помещается в кислотные ванны на небольшой промежуток времени, поскольку в противном случае железо, углерод и легирующие добавки могут начать вступать в активные реакции с кислотами.
- Обратите внимание, что на практике методы механической и кислотной очистки часто применяются в комплексе. Сперва материал очищается от окалины с помощью прессов или окалиноломателей, а потом он помещается в кислотные ванные для окончательной нейтрализации вредоносных веществ. На первом этапе происходит удаление 80-90% окалины, а кислоты устраняют оставшиеся вредные вещества (10-20%). Комплексная обработка повышает стоимость работ, однако она позволяет получить более надежный горячекатаный лист.

Прессование
После нагрева материала и удаления окалины лист стальной горячекатаный поступает на основную конвейерную линию. Конвейер состоит из серии двухвалковых катков, у которых ширина зазора постепенно уменьшается. При прохождении разогретого металла через каток происходит продольная деформация листа, что приводит к уменьшению его ширины. При прохождении через несколько катков ширина сляба уменьшается многократно (обычно в 5-10 раз). Некоторые особенности прессования горячих листов стали:
- Сталь, разогретая до температуры 700-1000 градусов, становится очень пластичной, поэтому ее обработка происходит просто. Роликовым прессам не нужно обладать большой мощностью, поскольку разогретый металл легко деформируется по всей своей длине. Это упрощает и удешевляет производство горячекатаных полос.
- Скорость работы горячекатаного конвейер зависит от качества обработки, температуры нагрева листа, интенсивности очистки поверхности от окалины. На практике скорость работы конвейера обычно составляет 10-25 метров в минуту, что является хорошим показателем.
Финальный этап
На финальном этапе может выполняться дополнительная обработка листов — отжиг, финальное травление, закалка. Дополнительная обработка позволяет улучшить физические свойства материала и избавиться от остатков окалины. Обратите внимание, что горячекатаные полосы можно собрать в мотки, однако делать это нужно только после полного остывания материала в цеху. Это же правило распространяется на случай маркировки полос — проставление отметок и штампов нужно делать также после остывания. Маркировка должна осуществляется в соответствии с правилами ГОСТ.
Горячекатаная и холоднокатаная сталь — в чем разница?
Помимо горячекатаных также существуют холоднокатаные стали, которые имеют с ними много общего. Холоднокатаные (Х/К) изделия изготавливают в виде длинных листов, которые для удобства собирают в большие мотки. Х/К-изделия изготавливают из металлических сплавов, а самым популярным материалом является сталь (хотя бывают также медные, алюминиевые, латунные и другие полосы). Х/К-изделия также в основном применяются в трудоемких отраслях промышленности — производство запчастей для самолетов, автомобилей и поездов, изготовление труб, создание навесных конструкций.

Основные различия
- Для изготовления Г/К-изделия металлическую заготовку-сляб нагревают до температуры 700-1000 градусов — потом она прессуется с помощью валковых устройств-клетей. Для получения холоднокатаного объекта берется уже готовое Г/К-изделия — оно очищается от окалины и проходит прессование с помощью валковых клетей. Дополнительный нагрев заготовок не осуществляется.
- Технология Г/К является грубой, поэтому она позволяет получить полосы толщиной не менее 2 миллиметров (это ограничение появляется из-за особенностей расширения металлов при нагреве). Однако для изготовления одной полосы требуется минимум времени и оборудования, поэтому стоят такие объекты дешевле. Технология Х/К является более точной. С ее помощью можно уменьшить лист до толщины 0,35 миллиметров. Однако обработка является более трудоемкой, поэтому Х/К-полосы будут стоить на порядок дороже.
- Во время нагрева заготовки-сляба образуется большое количество окалины, которая попадает внутрь металлического сплава. Механические способы удаления позволяют избавиться лишь от части окалины. Поэтому Г/К-изделия будут отличаться хорошей, но не идеальной прочностью. В случае применения Х/К-технологии образования окалины можно избежать. С помощью финальной закалки можно улучшить качество сплава за счет рекристаллизации. Поэтому Х/К-изделия будут отличаться более высокой прочностью, надежностью.
- Из-за активного образования окалины при нагреве также большое количество гари и мусора оседает на поверхности горячекатаного проката. Во время изготовления холоднокатаной стали происходит зачистка и обработка внешней поверхности листа. Поэтому холоднокатаные объекты полосы будут обладать более высокими качествами (металлический блеск, отсутствие гари, равномерный цвет).
- Листовая горячекатаная сталь применяется для производства изделий и запчастей, к которым не предъявляются высокие требования относительно вида. Скажем, этот материал можно применять для изготовления внутренних деталей авто, поездов и кораблей. Тогда как Х/К-лист выглядят более красиво, поэтому их можно использовать для изготовления внешних облицовочных материалов (каркасы автомобилей, жестяные банки, профлисты).

Сводная таблица
| Категория | Сталь горячекатаная листовая | Сталь холоднокатаная листовая |
| Технология производства | Нагрев металлической заготовки-сляба с последующим прессованием | Прессование и обжимка заготовки без термического нагрева |
| Толщина | Маленькая и средняя — от 2 до 50 миллиметров | Очень маленькая и маленькая — от 0,35 до 5 миллиметров |
| Вид | Блеклый вид, возможно наличие гари и накипи на поверхности | Приятный вид, естественный металлический блеск |
| Прочность | Высокая | Очень высокая |
| Стоимость | Низкая | Средняя или высокая |
| Сферы применения | Производство корпусов для поездов, вагонов и кораблей, изготовление транспортных запчастей, создание подземных труб | Производство каркасных корпусов для автомобилей, поездов, самолетов, изготовление посуды и жестяной тары, создание облицовочного профлиста |

Заключение
Подведем итоги. Сталь горячекатаная листовая представляет собой плоское изделие, которое получают методом прессования нагретой заготовки-сляба. Физические свойства горячей стали — хорошая прочность и пластичность, средняя толщина, посредственные эстетические свойства. На начальном этапе изготовления Г/К-полосы необходимо выполнить химическое травление или механическую очистку. Это позволит избавиться от окалины, которая образуется при нагреве металла. Сферы применения горячекатаных изделий — производство деталей для поездов, вагонов и кораблей, изготовление труб, создание транспортных запчастей.
Используемая литература и источники:
- Теория пирометаллургических процессов. Учебное пособие / А.В. Ванюков, В.Я. Зайцев. — М.: Металлургия, 2000.
- Начальное обучение металлистов. Слесарь-механик / Б. Беер и др. — Москва: Огни, 2012.
- Горячая обработка металлов. Том 2 / К. Кодрон. — М.: ЁЁ Медиа, 1988.
- The Grove Encyclopedia of Materials and Techniques in Art. Oxford University Press, 2008.
Холоднокатаный лист: практическое применение и основные отличия от горячекатаного, масса проката и технология производства
Холоднокатаные листы нашли широкое применение в промышленном производстве как исходный материал для изготовления элементов конечной продукции. Лист стальной холоднокатаный выпускают в виде длинных полос — рулонов, пластин прямоугольной формы.

Способом холодной прокатки получают листы из других металлов: меди, алюминия, сплавов на его основе, латуни.

Плоские холоднокатаные металлические изделия получают на тех же металлургических предприятиях, что и горячекатаные листы, путем их дальнейшей обработки — прессования.

Несмотря на общий исходный материал — сталь — горячекатаный, холоднокатаный листы имеет существенные различия. Кроме способа производства, отраженного в названии, холоднокатаная сталь имеет очень высокую прочность, приятный внешний вид, металлический блеск.

Производство холоднокатаного стального листа требует более сложного оборудования, способного развивать большие механические усилия.

Поэтому толщина изделий находится в пределах 0,35-5 мм, толщина горячекатаного листа — 2-50 мм.














Горячекатаный, холоднокатаный листы отличаются областями применения. Холоднокатаные изделия могут проходить дополнительную обработку: оцинковку, покраску, покрытие защитным слоем, нагрев, изменение формы, дрессировку.

Содержание
Физические свойства
Характеристики холоднокатаных листов определяются свойствами материала изготовления, особенностями технологического процесса.

Среди физических особенностей:
- Высокая механическая прочность; достигается применением последовательности технологических процессов, нацеленных на устранение в сплаве внутреннего натяжения между слоями;
- Небольшая толщина — от 0,35 мм; чтобы получить такой тонкий лист, заготовку многократно прокатывают без нагревания под прессом; с увеличением толщины требуются все большие механические усилия, поэтому максимальная величина ограничена 5 мм;
- опрятный внешний вид поверхности; она чистая, гладкая, с характерным металлическим блеском, на ней отсутствует гарь, накипь, следы температурной, химической обработки;
- Процесс образования ржавчины на поверхности холоднокатаного листа значительно замедлен; этому способствует нагревание изделий на последнем этапе обработки с последующей рекристаллизацией; при длительной эксплуатации изделий из холоднокатаного листа они более устойчивы к воздействию коррозии.

Классификация стальных холоднокатаных листов
В основу классификации тонколистового проката, полученного способом холодной прокатки из углеродистой стали общего назначения положены несколько характеристик. Нормативы производства определяют несколько

Гостов: 16523-97 — общие требования, технология производства, 19904-90 — сортамент. Марки стали, пригодных для изготовления, зафиксированы ГОСТ 380-2005, 1050-88 — химический состав исходного сплава.










По внешнему виду, способу складирования различают:
- Листы;
- Рулоны.

По характеру сформированной кромки:
- С обрезной кромкой — обозначается как «О»;
- Без обрезной кромки — «НО».

По способности к деформации при механической прокатке:
- Нормальная вытяжка — обозначается как «Н»;
- Глубокая вытяжка — «Г».

Лист стальной холодной прокатки характеризуют величиной наименьшей текущей сопротивляемости.

По прочности изделия образуют несколько групп (для обозначения характеристики используют символ К):
- 330, 310, 270, 260;
- В производстве используют углеродистую сталь 08пс, 10пс.
- Из сплава Ст3 общего назначения производят изделия, относящиеся по прочности к группам 300, 350.

Точность прокатки делит листы на два вида: с повышенной точностью — обозначается «А», с номинальной точностью — «Б». Листы по качеству обработки поверхности различают:
- С особо высокой;
- Высокой;
- Повышенной отделкой.

Состояние поверхности может быть следующей:
- Глянцевая — обозначается как «ГЛ»;
- Матовая — «М»;
- Шероховатая — «Ш».

Каждый ГОСТ устанавливает свои критерии отнесения проката к конкретному виду по способности к вытяжке, качеству отделки, состоянию поверхности, точности линейных размеров.

Особенности производства
Весь технологический процесс условно разделяют на три этапа: начальная подготовка, прокат с прессованием, завершающая обработка. Главная задача предварительной подготовки — очистка поверхности после горячей прокатки, удаление пленки из оксида железа (окалины). Механическая очистка может быть ручной, автоматизированной шлифовкой.
- Ручную очистку поверхности выполняют рабочие, используя шлифовальный электроинструмент. Механическую очистку выполняют, направляя под давлением на поверхность поток частиц абразива. Для очистки химическим способом используют концентрированные растворы соляной (HCl), азотной (HNO3), серной (H2SO4), фосфорной (H3PO4) кислот.
- Заготовки помещают на непродолжительное время в емкость с кислотным раствором. Далее их извлекают, промывают от остатков раствора, вытирают, высушивают. Все операции проводят с соблюдением строжайших правил техники безопасности.
- Очищенные заготовки подают на прокатный стан, оборудованный несколькими последовательно расположенными прессами, оборудованием для автоматической резки, сварки. Каждый механизм производит обжимку, обрезку, заготовки становятся все тоньше. На последнем этапе полосу сворачивают в рулоны.







Дополнительная обработка состоит в нагревании до 680-690°С в печи. При этом происходит рекристаллизация металла, повышается порог прочности, уменьшается волнистость изделий, показатель текучести. После остывания на готовый прокат ставят штамп.

Область применения
Стальной холоднокатаный лист используют в автомобильной промышленности. Из проката 1-2,5 мм толщины изготавливают кузова легковых машин, емкости для топлива, кабины грузовиков, поддоны, крышки двигателя, крепежные, защитные приспособления моторного отсека.
- Жесть имеет толщину до 0,5 мм. Получают ее холодной деформацией на сверхмощных прессах валкового типа. Получившиеся листы режут промышленными ножницами на полосы шириной до 1,5 м. Из них штампуют банки, перегородки, делают ограждения, элементы декораций.
- Для производства бытовой эмалированной посуды листы стали отжигают в специальных печах при высокой температуре. Сталь становится более пластичной, требуются меньшие усилия для штамповки. После отжига листы очищают химическим способом; отштампованные формы покрывают слоем эмали.

Профнастил — тонкий лист металла, покрытый защитным слоем цинка. Для увеличения механической прочности, защиты от повреждений формируют дополнительные ребра жесткости.







Профнастил широко используют в строительстве для сооружения ограды, создания изгородей, временных заграждений, монтажа кровли, поверхностей под уклоном, для зашиты от атмосферных осадков наружных стен зданий.
Стальной лист горячекатаный – производство, применение

Горячекатаный листовой металлопрокат из нержавеющей стали обладает широкими возможностями применения. Продукт выпускается в ассортименте, который можно разделить на несколько категорий по основным признакам. Один из них – способ производства. Листовой прокат производится горячим или холодным способом. Он может быть оцинкованным, рифленым, гофрированным.
Данная статья посвящена исключительно горячекатаному виду листовой стали.
Металлопрокат в этой категории характеризуется по толщине:
- Тонколистовой (толщина 0,4-3,9 мм), подпадающий под гостовское описание 16523-89.
- Толстолистовой (толщина 1,2-12 мм). Описание дано в госте на сортамент 19903-2015.
По особенностям состава стали:
- низколегированная, на основе низкоуглеродистой стали;
- конструкционная, производится на основе легированного углеродистого сырья.
В нормативную часть гостов вписан ряд дополнительных параметров, по которым характеризуются геометрические показатели:
Уровень точности проката:
- нормальный, маркируется символьным значением «Б»;
- повышенный, маркируется символьным значением «А».
- особо высокий – маркировка «ПО»;
- высокий – маркировка «ПВ»;
- улучшенный – маркировка «ПУ»;
- нормальный – маркировка «ПН».
- обрезной край – «О»;
- необрезной край – «НО».
Качество отделки поверхности:
- обычное – IV класс;
- повышенное – III класс.
Технология производства листовой стали горячекатаной
Листовой прокат производится из слябов – специальных заготовок в виде массивных пластин из разных сортов стали. Выбор сорта определяется техническими требованиями к конечному продукту. Перед подачей на производственную линию с заготовки снимаются пыль и ржавчина. Чтобы металл стал пластичным и податливым, его разогревают приблизительно до 1000 градусов.
Конкретный уровень нагрева зависит от марки обрабатываемого сырья. На качество готового продукта влияет соблюдение температурного режима во время прохождения заготовки по прокатному стану. Прокатный стан – это линия, оснащенная набором валков. Их конфигурация зависит от формы изготавливаемого листа. Поверхность бывает плоской или фигурной.
Сляб на прокатном стане фиксируется, чтобы во время движения не смещался. Валки размещаются попарно, с уменьшающимся зазором в каждой последующей паре. В стандартном исполнении линия проката представляет две секции, одна из которых используется для черновой, а другая для чистовой прокатки.
Общая протяженность линии может достигать 1000 метров, что обеспечивает прокатку листа до толщины меньшей за миллиметр. Есть и другой способ проката, при котором используется короткий стан с одной парой валов и регулируемой толщиной.
Из-за того, что металлопрокат находится во время прохождения по прокатному стану в раскаленном состоянии, на его поверхности появляется слой окалины. Он удаляется на последнем этапе металлообработки. Также на финальной стадии листы проходят еще один вид обработки, во время которой неровные края обрезаются.
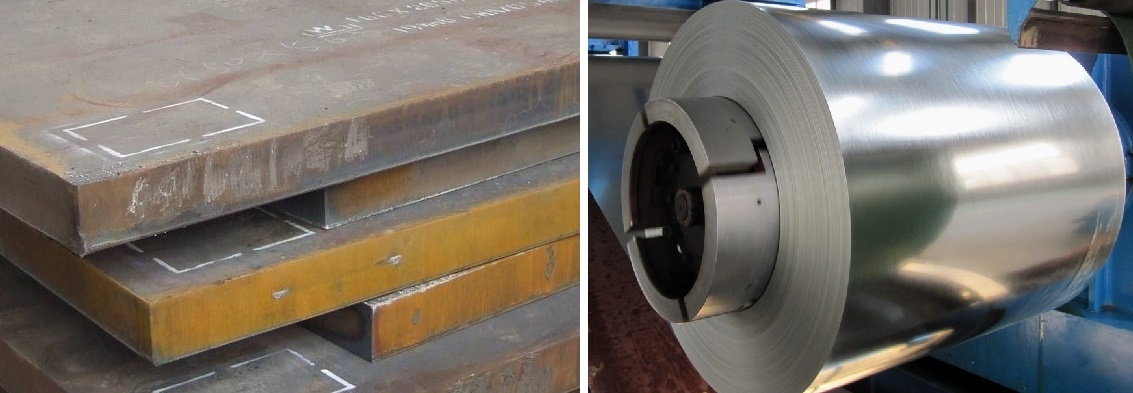
Если листовой прокат изготавливается под конкретный заказ и обрезка кромки не обязательна, стальные листы не усекаются и маркируются символом «НО». В готовом виде продукция выглядит как прямоугольные куски необходимых размеров, либо цельная полоса, смотанная в рулон.
Рулонная фасовка предусматривает хранение листа толщиной от 1,2 мм. Резка на листы производится либо перед отгрузкой покупателю, либо во время последующей переработки в конечный продукт на мощностях производителя.
При необходимости защитить металл от коррозии, листы могут оцинковывать согласно госту 14918-60. А также покрывать краской одно или двусторонним слоем, что предусматривается нормами госта 30246-94.
Преимущества листового горячекатаного проката
Материал обладает рядом существенных преимуществ, которые оказывают решающее влияние на изделия:
- возможность изготовления продукции в большом сортаменте, размерных и конструкционных вариантах;
- широкие возможности для сварочных работ;
- стойкость к коррозии;
- металл сохраняет физические качества при использовании в условиях экстремальных температур;
- высокий показатель чистоты и гладкости поверхности;
- простота в обработке;
- выгодное соотношение стоимости, затрат на производство и качественных показателей.
Сфера применения стальных листов горячекатаного производства
Материал признан универсальным продуктом, использование которого ориентировано по двум направлениям:
- непосредственное использование в строительстве или промышленном производстве;
- использование в качестве материала для последующей переработки для получения иных видов продукции металлопроката.
В качестве примера по первому случаю особого внимания заслуживают защитные конструкции, детали оборудования, архитектурные элементы, корпусные детали для сухопутного и водного транспорта. Кузова автомобилей, контейнеры или вагоны, корпусы бытовой техники и других металлоконструкций – все это продукты гибки или штамповки листовой стали.
Низколегированная недорогая сталь выгодна при изготовлении менее важных конструкционных элементов, которые характеризуются надежностью и долговечностью. Если материал предназначен для переработки, его используют при изготовлении профилей, сварных труб, метиз и крепежной фурнитуры.
Наше производство отличается высоким уровнем качества изготавливаемого стального листа методом горячей прокатки. Материал производится на современном оборудовании с низкими затратами, что обеспечивает конкурентную стоимость на рынке металлопроката.
Область применения и преимущества горячекатаного листа — рассмотрим по полочкам

Прокатка – это обработка металлов под давлением. Разница свойств горячекатаного и холоднокатаного листа обусловлена температурой процесса производства. Существует промежуточный температурный интервал, в котором осуществляется плоское деформирование. Такую прокатку называют теплой, применяют ее достаточно редко. Ее цель – получение требуемых свойств продукции при экономии энергоносителей.
Назначение и сфера применения
Горячекатаный лист в основном применяется для последующей обработки в различных отраслях хозяйства. Наибольшим спросом такой прокат пользуется в производстве строительных материалов, тяжелом машиностроении, изготовлении автомобильной техники, вагоно- и кораблестроении. Не обходится без него и производство товаров широкого потребления различного назначения.
Обширная сфера применения определена значительным сортаментом выпускаемой продукции, использованием при производстве различных марок стали, позволяющих получить листовой горячекатаный лист с различными физическими и химическими свойствами.

Листовая сталь горячей прокатки универсальна и находит самое широкое применение в различных отраслях
Металлоизделия окружают нас повсеместно, при этом основная их доля выполнена из листовой металлопрокатной продукции, получаемой способом горячей прокатки стальных слитков.
Категория лист горячекатаный обширна и объединяет широкий ассортимент изделий, включая листовую и рулонную сталь из низкоуглеродистых пластичных марок стали, химсостав и физические свойства которых регламентированы ГОСТом 1050. Нормативным документом на сортамент и производство горячекатаного листового металла является ГОСТ 19903-90.
Получают горячекатаную сталь путем предварительного нагрева стальных слитков с многократным прогоном через обжимные станы различного калибра до достижения требуемой толщины.
Отличие свойств горячекатаного листа от характеристик холоднокатаного

В результате применения разных технологий получают листы, свойства которых различаются в значительной степени. Выбор холоднокатаного или горячекатаного листа зависит от функционального назначения.
Преимущества горячего деформирования
- Возможность получать продукцию в широком диапазоне толщин – 0,4 (реально 1,2)-200 мм.
- Относительно небольшая себестоимость процесса.
- Более высокая коррозионная стойкость, по сравнению с результатом холодного деформирования.
Недостатки горячей прокатки:
- невозможность получения качественного тонкого листа;
- поверхность неровная, с опуском в центре, низкокачественная, вероятно присутствие окалины;
- низкая точность размеров;
- при сварке лист может «вести».
Преимущества холоднокатаного листа:
- возможность получения плоских изделий толщиной в несколько микрон;
- высокая точность геометрии;
- ровная, качественная поверхность, продукция может использоваться для изготовления изделий, в которых важна эстетическая составляющая;
- не «ведет» при сварке.
Недостатки этой продукции
- малая коррозионная устойчивость на воздухе без антикоррозионной поверхностной обработки;
- часто – пониженная пластичность;
- высокая себестоимость изготовления, обусловленная использованием широкого ассортимента сложного оборудования и высокой энергоемкостью процесса.
1 Горячекатаный листовой прокат – что мы о нем знаем?
Стальной лист сам по себе используется как для изготовления других деталей, так и в качестве конечного продукта, например, в строительной сфере. Вы никогда не задавались вопросом, как же получается изготавливать такой тонкий лист металла? Чем-то этот процесс напоминает раскатывание теста, только вместо теста – высококачественная углеродистая и легированная сталь. Наличие углерода (не более 2,14 %, если больше – образуется чугун) отвечает за прочность, а легирующие добавки – за пластичность, хрупкость, ковкость, внутреннее напряжение металла. Углеродистые и легированые стали объединяют все эти преимущества.

Поначалу заготовки зачищают от загрязнений и выравнивают поверхность, чтобы получить на выходе наиболее ровный материал. Затем заготовки из стали проходят под огромным количеством валиков и при взаимодействии с каждым становятся все тоньше, шире и длиннее. То есть металл раскатывают в тонкий «корж», как тесто.
В зависимости от того, в каком состоянии под валики подается заготовка, и разделяют прокат на холоднокатаный и горячекатаный. Соответственно на выходе мы имеем лист холодно- или горячекатаного металла. Еще со школьной лавки мы знаем, что в нагретом виде металл становится более пластичным, ковким, следовательно, его гораздо легче раскатать. Но с другой стороны, при этом производителю нужно позаботится о поддержании температуры на нужном уровне по всему периметру листа и на протяжении всего времени прокатки, о повышенной пожаробезопасности, о дополнительных расходах на энергоносители. При нагревании на листе образуется окалина, от которой при последующем использовании необходимо избавляться, да и остывает заготовка неравномерно, что приводит к появлению заметных неровностей.

Тем не менее, «холодная» технология по сравнению с горячей имеет более высокую стоимость, что автоматически повышает и стоимость готовой продукции. Чтобы раскатать заготовку при обычной температуре, требуются гораздо более мощные станки. Однако при такой процедуре металл не деформируется, его толщина близка к идеальному значению по всему периметру листа, да и внешний вид куда лучше. Что не избавляет от необходимости прогревать, обжигать и обжимать листы, чтобы ликвидировать внутреннее напряжение металла. В сумме получается, что стальной лист горячекатаный стоит гораздо дешевле холодного аналога.
«Холодная» технология имеет еще один существенный недостаток, а вернее, ограничение – раскатать стальной лист получается лишь до толщины не меньше 0,5 мм. Для многих сфер производства это ограничение – камень преткновения, который невозможно перепрыгнуть, и по этой причине они вынуждены пользоваться горячекатаными листами.
Холоднокатаные листы более качественны, горячекатаные – дешевые и более тонкие.
Так что же выбрать? Все зависит от сферы применения материала. Если к поверхности особых требований нет, то горячекатаный материал будет отличным решением, ведь по срокам эксплуатации и прочности разницы особой не замечено. Иногда производители комбинируют обе технологии, подвергая горячекатаную продукцию холодной прокатке. В таких случаях толщина листов становится более равномерной, лист приобретает опрятный гладкий и блестящий вид.
Свойства холоднокатаного проката
 В качестве основы для холоднокатаного листового проката служит материал, полученный горячим методом обработки. Холоднокатаная сталь имеет следующие характеристики:
В качестве основы для холоднокатаного листового проката служит материал, полученный горячим методом обработки. Холоднокатаная сталь имеет следующие характеристики:
- Холоднокатаный прокат стальных заготовок позволяет получить тонколистовой металл – толщина выходного продукта варьируется в диапазоне от 0,35 мм (0,035 см) до 5 мм (0,5 см).
- Прокат холоднокатаного листа всегда имеет заданные размеры и четкую форму.
- Поверхность данной продукции ровная, гладкая, блестящая и эстетически привлекательная.
- Холоднокатаная листовая сталь облает большей жесткостью, но сильнее подвержена коррозии, нежели продукты, полученные горячим способом.
Особенности производства
Технология производства основана на прокатке заготовок, имеющих высокую температуру (определяется исходя из типа применяемой стали), на специальных станах, оснащенных системой валков. Проходя через прокатные валки лист металла постепенно уменьшает свою толщину, при этом существует возможность получать поверхности с различной конфигурацией. Так, при производстве кровельных материалов востребован профилированный лист, для нужд машиностроения необходим лист с плоской поверхностью.
При производстве листового горячекатаного проката могут использоваться различные сорта конструкционной, высоко и низколегированной стали, содержащей различные примеси и отличающейся процентным содержанием углерода. Выбор марки стали определяется необходимыми техническими характеристиками продукции (пластичность, прочность и другие факторы).
В большинстве случаев используется сталь типа Ст3 или 09Г2С, обеспечивающая производство горячекатаных листов общего назначения. Выпуск продукции по разным ГОСТам предполагает применения другой по химическому составу стали.
3 Горячекатаный листовой прокат – тонкости покрытия
Помимо качества самой стали, следует уделить внимание и качеству покрытия. Листы стали разделяют по видам покрытия на:
- холоднокатаные с лакокрасочным покрытием, или попросту ЛКП. Из таких листов и изготавливают корпуса приборов, панели и профильную продукцию;
- оцикованные с холоднокатаным горячеоцинкованным с лакокрасочным покрытием, или ЛКПОЦ – помимо лакокрасочного покрытия, эти листы защищены от коррозии слоем цинка;
- холоднокатаные с органзолиевым покрытием – ОЗП. Синтетическое покрытие очень эффективно при защите металла от воздействия окружающей среды;
- холоднокатаные горячеоцинкованые с органзолиевым покрытием – ОЗПОЦ. Как и в случае с ЛКПОЦ, помимо слоя синтетического покрытия, металл защищен от коррозии оцинковкой;
- холоднокатаные с пластизолевым покрытием – ПЗП. Пластизолевое покрытие может похвастаться самой большой устойчивостью к повреждениям, создает защиту от коррозии и воздействия окружающей среды. Чаще всего листы ПЗП используются при изготовлении кровельного материала, так как пластизолевое покрытие стойкое к различного рода загрязнениям;
- холоднокатаные горячеоцинкованые с пластизолиевым покрытием – ПЗПОЦ.

Стальные листы тонкой прокатки, покрытые органикой, используют для сооружения строительных конструкций и различных приборов, а также при тепловой изоляции оборудования и техники в помещениях и на открытом пространстве. Покрытие листов (лакокрасочное, органзоливое или пластизоливое) может быть как двусторонним так и односторонним, обозначается как I или II.
Преимущества и недостатки горячекатаного листа
 Отличие в производстве горячекатаной и холоднокатаной стали обуславливает не только их характеристики, но и наделяет каждый вид своими преимуществами и недостатками.
Отличие в производстве горячекатаной и холоднокатаной стали обуславливает не только их характеристики, но и наделяет каждый вид своими преимуществами и недостатками.
Преимущества горячекатаной стали:
- Дешевизна – при горячем способе производства используются низкосортные марки стали, имеющие более низкую стоимость.
- Широкий диапазон толщины выходящей продукции – до 20 см (по сравнению с холоднокатаным листом, максимальная толщина которого 0,5 см), что значительно расширяет область ее применения.
- Полученное листовое полотно имеет довольно высокую устойчивость к коррозии.
Недостатки металлического изделия, полученного при нагреве до высоких температур:
- Невозможность получения равномерной толщины и требуемых размеров.
- Надобность в дополнительной обработке для избавления от окалины.
- Шероховатость поверхности и низкая эстетическая ценность продукции.
- Неудобство и определенные риски при сваривании изделий (металл может «вести»).
Особенности поставки
Производители осуществляют поставки горячекатаного листового проката в листах (толщина до 160 мм) и рулонах (до 12 мм). Минимальная ширина составляет 500 мм, но может варьироваться по соглашению с производителем. При этом масса одного рулона не должна превышать 20 тонн.
Зависимость массы листа от его размеров в соответствии с ГОСТ 11903-74 приведена в следующей таблице:
Область применения и преимущества горячекатаного листа
 Лист стальной горячекатаный не теряет своей актуальности для многих отраслей современного производства. Их используют для производства бытовой техники, а также применяют в оборонной и химической промышленности, автомобилестроении, машиностроении, при строительстве кораблей и самолетов.
Лист стальной горячекатаный не теряет своей актуальности для многих отраслей современного производства. Их используют для производства бытовой техники, а также применяют в оборонной и химической промышленности, автомобилестроении, машиностроении, при строительстве кораблей и самолетов.
- Технология производства
- Классификация горячекатаных листов
- Альтернативные способы металлопроката
Используют горячекатаную сталь при изготовлении различных конструкций методом сваривания, например, трубопроводов. Применяют для производства клепаных и болтовых соединений или деталей. Невзирая на изобилие способов получения продукции из металла методом прокатки, наиболее актуальными остаются горячий и холодный способы. Горячекатаная сталь пользуется популярностью в силу своей дешевизны.
Технология производства
Получают продукт из стали разными методами, но самым востребованным остается метод горячего прокатывания. Изготавливают изделия из соединения высококачественной углеродистой и легированной стали. Углеродистое соединение добавляют для обеспечения прочности материала. Оно не должно превышать 2,14% от общего количества веществ, иначе вместо стали получится чугун.
 Легирующие добавки применяются для ковкости, хрупкости, пластичности и создания внутреннего напряжения металла. Метод горячей прокатки объединяет все эти преимущества в одном материале. Такая технология позволяет получать более тонкий и дешевый материал. Сама технология производства выглядит примерно так:
Легирующие добавки применяются для ковкости, хрупкости, пластичности и создания внутреннего напряжения металла. Метод горячей прокатки объединяет все эти преимущества в одном материале. Такая технология позволяет получать более тонкий и дешевый материал. Сама технология производства выглядит примерно так:
- Со стальных заготовок удаляют грязь.
- Выравнивают поверхность заготовок для дальнейшей работы.
- Пропускают заготовки в нагретом состоянии под различными механическими валиками для придания нужной формы и толщины.
У метода горячего прокатывания имеются незначительные недостатки:
- Образование окалины в процессе нагрева. Листы приходится очищать после раскатки.
- Неравномерное остывание. Этот недостаток чаще всего приводит к деформированию стали.
Классификация горячекатаных листов
Металл, выпускаемый на предприятиях, подвергается обязательной классификации и маркировке. Такая процедура облегчает выбор нужного материала.
К тонколистовой прокатке можно отнести изделия с толщиной от 0,55 мм до 4 мм. Толстолистовая прокатка будет объединять продукцию с толщиной от 4 мм до 160 мм. По требованиям ГОСТ толщина листового металла не должна быть менее 0,55 мм.
Буква «А» на маркировке обозначает технологию повышенной точности. Буква «Б» классифицирует материал с нормальной точностью производства. Также отдельными обозначениями классифицируются листы с обрезной кромкой «О» и необрезной «НО».
Плоскостность листов металла имеет свои обозначения:
 «ПО» обозначает особо высокую плоскостность.
«ПО» обозначает особо высокую плоскостность.- «ПВ» характеризует высокую плоскостность.
- «ПУ» представляет сталь улучшенной плоскостности.
- «ПН» относит материал к нормальной плоскостности.
 «ПО» обозначает особо высокую плоскостность.
«ПО» обозначает особо высокую плоскостность.Выпускают сталь на производстве в форме листов и рулонов.
Альтернативные способы металлопроката
Способ горячей прокатки стали не является единственным методом получения листового материала. Холоднокатаная сталь представляет собой более дорогой материал. Чтобы довести изделие из холоднокатаной стали до полной готовности, потребуется оборудование для обжига, прогревания и снятия внутреннего напряжения металла. Все это объясняет высокую стоимость таких изделий.
Среди явных преимуществ листового металлопроката холодным способом можно выделить:
- Отсутствие деформации на готовой продукции.
- Сохранение единой толщины по всему листу.
- Блестящий внешний вид.
 Существенным недостатком такой технологии можно считать невозможность производства листа толщиной менее 0,5 мм.
Существенным недостатком такой технологии можно считать невозможность производства листа толщиной менее 0,5 мм.
Чтобы придать металлическому изделию блеск и гладкость, производители нередко используют технологию холодной прокатки для горячекатаных листов. Для придания стальным листам дополнительной прочности их нередко покрывают разнообразными составами.
В зависимости от цели применения такого материала выбирают вид покрытия:
- Лакокрасочное. Продукцию с таким покрытием используют при производстве корпусов приборов и панелей.
- Лакокрасочное с оцинковкой. Такая продукция защищена от коррозии.
- Органзолевое. Такие листы прослужат дольше благодаря защите от неблагоприятных факторов внешней среды.
- Пластизолевое. Такие изделия имеют повышенную устойчивость к механическим повреждениям, защищены от коррозии и неблагоприятного воздействия климатических условий.
 Покрытие органикой тонкокатаных листов позволяет применять их при строительстве различных сооружений. Кроме этого, такую сталь можно использовать для тепловой изоляции оборудования и техники как на открытом воздухе, так и в условиях помещения.
Покрытие органикой тонкокатаных листов позволяет применять их при строительстве различных сооружений. Кроме этого, такую сталь можно использовать для тепловой изоляции оборудования и техники как на открытом воздухе, так и в условиях помещения.
Другие виды покрытия на изделиях могут быть односторонними или двухсторонними. При покупке следует обращать внимание на маркировку, которая будет обозначать количество покрытых составом сторон: «1» или «2».
Металлические листы вокруг нас
Металлический лист является одним из самых востребованных изделий металлопроката. Ни строительство, ни одна другая область человеческой деятельности не может обойтись без стального плоского проката (другое название для листа металлического). Изделия из листа металла окружают повседневную жизнь человека: пряжка на ремне, ложка, гаечный ключ, корпус автомобиля, большое количество художественных изделий. и основа всего этого — металлический лист.

Листовой прокат выпускается в форме листов и рулонов способом горячей или холодной прокатки. Для этого используются листопрокатные станы различных размеров и мощности, используется металл различных марок. На выходе – листы (рулоны) металла очень различного качества, которые отличаются качеством, точностью отделки, прочностью, возможностями термообработки. Наиболее понятная характеристика проката – толщина листа, и от этого зависит очень многое в его строительном применении.
Горячекатаный или холоднокатаный прокат. Что выбрать?
Итак, листы металлические бывают двух видов — горячекатаные (г/к) и холоднокатаные (х/к). Чем же отличается холоднокатаный прокат от горячекатаного?
Мы выделим три основных различия, которые будут влиять на выбор того или иного листа:
- Толщина,
- Точность,
- Прочность, пластичность.

Толщина листа
Горячекатаный лист значительно толще холоднокатаного. Вы не найдёте г/к лист тоньше 0,5 мм. Толщина горячекатаных листов достигает 200 мм, в то время как максимум холоднокатаных – всего 5 мм. Связано это с тем что х/к листы, изготовляемые из г/к заготовки, проходят несколько стадий обработки. Вначале, методом травления убирается окалина, и только после этого лист переходит на стан холодного проката. Именно поэтому холоднокатаный лист тоньше, чем лист горячего проката.
Точность изготовления
Такой параметр выше у листа холодного проката. Горячекатаному прокату свойственна высокая погрешность по толщине, а также неровность по всей поверхности. Это связано с тем, что после термообработки происходит коробление полотна, и его нужно дополнительно подвергнуть процессу рихтовки. При охлаждении металла лист сжимается, что снижает точность размера и формы продукции. К примеру, углы листа могут быть более округлые, чем у сравниваемого х/к листа. Не стоит забывать: на поверхности горячекатаного проката часто встречается окалина.
Листы холодного проката по своим параметрам имеют более высокую точность, они равномерны по толщине, не имеют окалины, а сама поверхность отличается гладкостью.
В приведенной ниже таблице можно сравнить параметры отклонений у листов с разным способом проката.
от 0,4 до 160 мм (фактически от 1,2 мм)
от 0,3 до 5 мм (фактически до 3 мм)
Предельные отклонения по толщине
от 0,1 до 0,4 мм для тонколистового проката
Предельные отклонения по толщине
от 0,02 до 0,23 мм
по ширине от +10 до +15 мм
Предельные отклонения по ширине
от +5 до +10 мм для нормальной точности
от +2 до +7 мм для повышенной точности
от +2 до +3 мм для высокой точности
Предельные отклонения по плоскостности проката на 1 метр длины листа
Предельные отклонения по плоскостности проката на 1 метр длины листа
Прочность
Неоднородная структура стали, прошедшей термическую обработку, влияет на прочность, которая неравномерно распределяется по листу. Но при этом деформационные остаточные напряжения ниже, чем у холоднокатаного листа.
В процессе обработки х/к листа поверхность металла становится более прочной, что повышает его механические свойства. Холоднокатаные листы при изгибе реже трескаются, а за счет выбора более мягких марок стали, можно повысить их пластичность.
Где применить металл?
Листовой прокат применяется в производстве автомобилей, судостроении, на строительном производстве и во многих сферах промышленности. Но, наравне с этим, он помогает решать различные задачи и в частном строительстве, и в быту. К примеру, из него можно соорудить кровлю, настил или стеновое ограждение. Также лист используется для облицовки стен, колонн, для создания декоративных панелей и других дизайнерских «находок». Листовой металл подходит для изготовления разнообразной тары (контейнеров, коробов, бочек и т. д.)
Толстый лист применим для создания металлокаркаса или в процессе возведения сварных конструкций. Тонколистовой металл подойдёт для облицовки внутренних и наружных стен, обшивки хранилищ, к примеру зерновых. Малая толщина листа позволяет изгибать его и создавать гнутые, профильные изделия.
Подведём итог
Чтобы правильно подобрать нужный нам лист, стоит подумать, какие требования мы предъявляем к нему. При сравнении листов однозначно качественнее будет холоднокатаный металл. Горячекатаное полотно менее ровное, с перепадом толщин, с окалиной. Но г/к лист более дешёвый, если к изделию не предъявляются высокие требования, если недостатки поверхности не повлияют на качество конечного продукта, стоит выбрать именно этот лист. К тому же, долговечность листов с разной технологией проката примерно одинакова.
Найти металлические листы вы сможете в нашем интернет-магазине.
Установка радиаторов отопления своими руками: инструкция для квартиры
Как говорится в известной поговорке: «Готовь телегу зимой, а сани и радиаторы летом». С необходимостью смены батарей рано или поздно сталкивается каждый, и, конечно, это следует делать в межотопительный сезон.

монтаж радиатора отопления
Прежде чем мы приступим к подробной пошаговой инструкции по установке радиаторов отопления своими руками, давайте остановимся на технических характеристиках основных видов. Ведь процесс монтажа во многом зависит от особенностей конструкции. Поэтому необходимо правильно выбрать радиатор, исходя из площади помещения, эксплуатационных свойств отопительной системы, СНиПов, норм и регламентов на установку и т.д.
Виды радиаторов:
- Чугунные.
- Стальные.
- Алюминиевые.
- Биметаллические.
Чугунные радиаторы
Установленный в квартире радиатор отопления
Чугунные радиаторы, пожалуй, являются настоящими «долгожителями» на рынке. Еще несколько десятков лет назад, такие батареи были практически в каждом доме и квартире. Но и сегодня, несмотря на технический прогресс и появление более новых современных радиаторов, чугунные изделия пользуются большой популярностью среди наших соотечественников. Чем же они так хороши?
Следует сразу отметить, что сегодня эти системы отопления значительно модифицированы и технически улучшены. Поэтому говоря о достоинствах и недостатках, мы будем акцентировать внимание на тех радиаторах, которые в данный момент представлены на рынке. Одним из главных преимуществ таких батарей является их длительный срок эксплуатации. Производители дают гарантию не менее 50 лет, но при должном уходе, этот срок может быть и удвоен и даже утроен. Конечно, за это время эстетический вид радиатора отопления может морально устареть, но чисто техническая возможность эксплуатации на столь продолжительное время — есть!
Благодаря массивности и высокой теплоемкости чугуна, эти радиаторы способны долгое время сохранять высокую температуру после отключения теплоносителя. Они достаточно устойчивы к перепадам давления и агрессивной среде. Но из-за своей массивности и тяжелого веса, монтаж чугунных батарей представляет собой достаточно длительный и трудоемкий процесс. Кроме того, они не слишком отличаются красивым внешним видом, если, конечно, чугунная конструкция не является «изюминкой» стилевой концепции интерьера.
Стальные радиаторы
Стальной радиатор в квартире — фото
Эти изделия относятся к батареям нового поколения и бывают двух видов: панельные трубчатые.
Стальные радиаторы отличаются высокой теплоотдачей, повышенным уровнем энергосбережения, высоким коэффициентом полезного действия. Конструкция представляет собой две стальные пластины, соединенные между собой сваркой. Данные изделия производятся с двумя типами подключения: боковым и нижним. Выбор зависит от первоначального расположения отопительного контура. Их высокую популярность на рынке обуславливает легкий вес, простота монтажа и привлекательный внешний вид. При покупке обязательно внимательно изучите покрытие, так как это влияет на дальнейшую эксплуатацию.
Трубчатые радиаторы представляют собой конструкцию, состоящую из нескольких секций, скрепленных между собой при помощи сварки. В зависимости от площади помещения и отопительного эффекта, необходимо рассчитать мощность готового модуля и выбрать оптимальный размер. Для трубчатых стальных батарей характерна отличная теплоотдача, высокий уровень эксплуатационных технических характеристик и невысокая цена.
Один из плюсов этих радиаторов также является их самым главным минусом, если выключить систему отопления — стальные радиаторы очень быстро теряют свое тепло и наоборот «помогают» окружающей температуре остужать температуру жидкости в системе. Если чугунные радиаторы будут теплыми еще несколько часов, то их стальные аналоги станут холодными уже за 15-20 минут.
Алюминиевые радиаторы
Алюминиевая батарея на 10 секций
Изготавливаются из алюминиевого сплава и окрашиваются порошковой эмалью. Благодаря высокой способности теплоотдачи, такие батареи быстро и эффективно прогревают помещение. Гладкие, эстетически привлекательные и легкие. Они пользуются большой популярностью на рынке сегодня, однако имеют и ряд недостатков.
Соединение отдельных секций производится при помощи муфтового резьбового метода, что позволяет достаточно быстро произвести монтаж батареи. Высокая герметичность алюминиевых батарей достигается за счет метода литья. Каждая секция отливается в отдельной форме, после чего соединяется в одну общую конструкцию.
В силу химических свойств металла, алюминиевые радиаторы не способны выдерживать большое давление, которое зачастую создается в центральных отопительных системах. Поэтому для монтажа в квартире с центральной отопительной системой лучше не использовать эти тонкие батареи. Они больше подойдут для частного дома с самостоятельно регулируемым уровнем давления воды в системе.
Биметаллические радиаторы
Устройство биметаллического радиатора
Данные изделия сегодня занимают одно из лидирующих положений на рынке. Изготовленные из высококачественных сплавов, они представляют собой двойную конструкцию. Внешний слой панели производится из алюминия, что обеспечивает легкость, великолепный внешний вид и высокую теплоотдачу. А сердцевина конструкции выполняется из сплава металлов, устойчивых к коррозии и высоким перепадам давления.
Таким образом, биметаллические батареи соединили в себе лучшие технические решения от стальных и алюминиевых радиаторов. Единственным недостатком этих изделий, является их высокая стоимость, что, впрочем, оправдывается длительностью эксплуатации и отличным энергосберегающим фактором.
Высокие технические свойства и привлекательный внешний вид позволяют использовать их как легко управляемую и эффективную систему отопления для квартиры.
Еще одним неоспоримым преимуществом можно считать возможность самостоятельного определения количества секций. Исходя из ваших потребностей, площади комнаты и необходимого объема прогреваемого воздуха, вы лично можете собрать радиатор состоящий, хоть из трех, хоть из тридцати трех секций, что, естественно, недоступно при выборе чугунных или алюминиевых аналогов.
Расчет необходимого количества секций
Таблица расчета количества секций батареи.
После того как вы определились с выбором радиатора, необходимо грамотно рассчитать его размер. Ведь даже самый эффективный радиатор не будет обеспечивать тепло в помещении, если его размеры не способны обогреть комнату.
Базовой величиной для расчёта размеров радиатора и количества секций выступает площадь комнаты. Мы предлагаем упрощенный (бытовой) вариант просчета количества секций радиатора.
Стандартно, для обеспечения необходимого тепла в комнате, достаточно 100 Вт на 1 кв метр площади. Нехитрым математическим способом высчитываем:
Q – необходимая теплоотдача радиатора.
S – площадь комнаты.
Эта формула подскажет вам, какую мощность радиатора брать для отопления комнаты, если радиатор представляет собой цельную неразборную конструкцию. Если же его схема предполагает наращивание дополнительных секций, то к этим расчётам добавляем еще один параметр:
N – необходимое количество секций радиатора.
Qус – удельная тепловая мощность одной секции.
Чтобы правильно произвести расчеты, не требуется высшего технического образования. Достаточно взять в руки рулетку и измерить площадь комнаты.
Обратит внимание, эта формула подходит для стандартной квартиры с высотой потолка в 2,7 метра, если высота ваших потолков значительно выше — рекомендуем удваивать необходимое количество секций!
Где будем размещать?
Обычно радиаторы размещают там, где ожидается наибольшая потеря тепла в квартире. Как правило, это зона под окном или со стороны угловой стены дома. Даже если квартира расположена в хорошо утепленном доме и укомплектована стеклопакетами, окно – это то место, где в холодное время года будет наименьшая температура воздуха.
Выбор оптимального места для радиатора
Если не поставить радиатор под окном, то холодный воздух, проникающий снаружи, будет постепенно опускаться вниз и распространяться по полу. Из уроков физики мы знаем, что теплый воздух движется вверх. Значит, отходя от батареи и поднимаясь к потолку, он будет создавать своеобразный барьер для холодного потока с улицы. Согласно рекомендациям СНиПа, размер батареи должен занимать не менее 70 % от окна, в противном случае теплый воздух не создаст нужного барьера.
При слишком коротких батареях, может произойти ситуация, когда по бокам будут образовываться холодные зоны. В итоге, в помещении будет низкая температура даже при мощном радиаторе. Как видите, не всегда только мощность батареи обеспечивает комфортный микроклимат в квартире.
Особенности монтажа: определяемся с системой разводки
Для начала необходимо определиться с системой разводки отопительной системы по квартире: однотрубная или двухтрубная.
Разводка отопительной системы
Однотрубная последовательная схема. Это наиболее простой вариант, который позволит вам быстро разобраться со схемой подключения радиатора. Теплоноситель последовательно поступает по трубе, проходит по конструкции радиатора, и затем снова возвращается обратно в трубу.
Двухтрубный вариант в народе еще называют «обраткой». Это параллельное подключение, когда теплоноситель проходит по одной трубе и возвращается, уже остывшим, обратно. Хоть такой вариант и вызовет некоторые сложности у новичков, у него есть масса достоинств:
- помещение прогревается равномерно;
- можно терморегулятором устанавливать необходимую температуру для каждого отдельного радиатора.
Выбираем правильный тип подключения
Не меньшее значение имеет и тип подключения: боковой, нижний или по диагонали.
Схемы подключения батарей
Обычно тип подключения подбирается в зависимости от планировки и особенностей квартиры.
Боковое подключение батареи
Нижнее подключение батареи
Диагональное подключение – самое эффективное
Когда выбор сделан, и вы определились с видом радиатора и типом его подключения, можно приступать к монтажным работам.
Сегодня наибольшей популярностью среди отопительных приборов для квартир с центральной системой отопления, пользуются чугунные и биметаллические батареи.
Мы предлагаем подробно ознакомиться с инструкцией каждого из этих вариантов, которые имеют ряд технических особенностей.
Перед началом установки для квартир с центральной системой отопления, необходимо получить разрешение у соответствующего органа на проведение монтажных работ. Вам придется сливать воду из батарей, а значит, предварительно необходимо отключить весь стояк. Это является обязательным условием, невыполнение которого грозит серьезным административным штрафом. После того, как вы заполните все документы, в назначенное время к вам придет слесарь, чтобы спустить воду до нужного этажа. Разумеется, демонтаж и установку батарей необходимо проводить в межотопительный сезон.
Повреждение герметичности системы отопления в квартире в отопительный сезон может привести к аварии, за которую вам будет начислен внушительный штраф. Кроме этого вы оставите весь дом без отопления в течение продолжительного времени!
Установка биметаллических радиаторов: СНиП для квартиры
На рынке сегодня представлено большое разнообразие биметаллических радиаторов, которые отличаются не только по форме, размеру, но и по типу подключения: боковое и нижнее. Мы предлагаем ознакомиться с подробной инструкцией монтажа биметаллического радиатора со стандартным боковым подключением.
Порядок операций при замере отопительной системы в квартире своими руками (при установке батарей в новостройке шаг демонтажа можно пропустить):
- Демонтаж старых батарей.
- Крепление кронштейнов.
- Сборка и установка радиаторов.
- Подсоединение к системе отопления.
- Проверка на прочность и течь.
Для установки биметаллических батарей, нам понадобятся следующие инструменты и материалы.
Материалы:
- Комплект батарей.
- Очиститель для тормозов и ершик (для очистки резьбы радиатора).
- Кронштейны, которые подбираются в зависимости от материала стены. Их количество рассчитывается в зависимости от размеров самого радиатора. На стандартный радиатор, состоящий из 6-8 секций, необходимо брать 3-4 крепления.
- Сгоны или переходники. Эти элементы позволят соединить радиатор с трубой отопительного контура без сварки.
- Фурнитура (вентили, переходники, муфты).
- Кран Маевского – с помощью этой детали при необходимости можно удалять из труб скопившийся воздух (так называемое «Завоздушивание»).
- Терморегулятор. Позволяет контролировать подачу горячей воды в радиатор, что позволяет самостоятельно задавать микроклимат в доме. Можно, конечно, обойтись и обычным полуоборотным краном, но тогда придется раз в сутки вручную регулировать степень открытия крана, дабы избежать скачков температуры. А это, согласитесь, не совсем комфортно.
- Пакля, уплотнительная лента.
Внимание. Термотегулятор для радиатора устанавливается только при двухтурбной системе подключения!





