Какой станок нужен для для производства керамзитоблоков?
Керамзитобетонные блоки — популярный стройматериал, используемый для изготовления несущих конструкций. Особенность производства этих блоков в том, что в качестве наполнителя вместо шлака или щебня, применяется керамзит, получаемый при обжиге глины.
Именно благодаря этому компоненту, керамзитобетонные блоки являются отличным утеплителем, отличаются экологической чистотой, прочностью и облегченностью.
Этапы изготовления керамзитобетонных блоков
Образование рабочей смеси
Сначала в бетономешалку заливают воду, затем насыпают цемент, потом подмешивают керамзитовый песок, после чего добавляют крупнофракционный керамзит. Все ингредиенты тщательно перемешивают.
Формирование и уплотнение смеси
Изготовленным раствором заполняют формы необходимых размеров. В них смесь уплотняется. Излишняя жидкость, посредством пуансона, отжимается.
Предварительная просушка бетонных изделий
Блоки высвобождаются из форм автоматически либо вручную. Готовые изделия располагаются отдельно друг от друга для просушки. На это может потребоваться от 6 часов до одних суток. Уложенная в штабеля продукция, что называется, «доходит» до нужной кондиции в течение трех суток.
В соответствие с технологическими нормами, бетонные изделия держат две-три недели в слегка увлажненной среде.
Окончательная недельная просушка.
В течение этого времени цемент приобретет марочную прочность.
Если производство керамзитобетонных блоков осуществляется зимой либо нет условий для полноценной просушки изделий, в рабочую смесь добавляют пластифицирующие добавки. Они сокращают процесс схватывания бетона до 6-8 часов, обеспечивают прочность блокам, повышают их морозостойкость.
Видео: производство керамзитоблоков в домашних условиях.
Оборудование для мелклосерийного производства
1. Ручной стационарный вибростанок
Это оптимальное решение для домашнего производства блоков. Вибратор элементарной конструкции прикреплен к корпусу станка. Посредством колебаний, им производимых, происходит заполнение формы. Для создания пустот может оснащаться съемными стержнями.
2. Мобильный высокомеханизированный станок
Его многосекционные формы имеют до 6 матриц. Некоторые модели оснащены не только вибромотором, но и прессом для утрамбовывания. В процессе производства формы заполняются смесью, вибрация и давление придают блокам нужную форму; для их просушки секция опускается на подготовленную опалубку; после этого, станок перемещается на новое место.
Состоит из металлической станины и прикрепленного к ней вибродвигателя. На металлический поддон устанавливают формы, заполненные раствором, который уплотняется посредством вибрации.
Вполне возможно, что ниша производства керамзитобетонных блоков в вашем регионе почти занята или в нее уже вообще не пробиться . В этом нет ничего страшного. Практически аналогичное оборудование требуется для производства газобетона и арболитовых блоков.
Оборудование для изготовления крупных партий
Вибропрессующий станок Спрут-2

- весит 140 кг;
- состоит из матрицы на два блока, вибродвигателя (380 В, 550 Вт), рамы, поддона, пуансона, поддоносъемника;
- выпускает за смену 600 – 1500 изделий (390×190×190 мм).
Автоматизированный вибпропрессорный комплекс Кондор 1-90-ТБ

- • помимо керамзитоблоков, производит теплоблоки, полублоки, шлакоблоки, арбалитовые блоки, а также облицовочные материалы, садовые бордюры, брусчатку, кирпичи;
- • весит 1,57 тонны;
- • имеет габариты – 1,2х1,8х2,8 м;
- • состоит из матрицы-пунсона, вибропресса мощностью 16,5 кВт, бетоносмесителя объемом 90 л, ленточного транспортера, насосной станции, бункера, 5 поддонов, стеллажа, пульта управления;
- • выпускает за смену 750 штук блоков (390х190х190мм), 1800 штук кирпича (250х120х88мм), 50 м2 тротуарной плитки.
Видео: вибропресс Кондор 1-90-ТБ

- рассчитан на изготовление стеновых блоков, бордюрных камней, тротуарных плит;
- способен работать не только под навесом, но и под открытым небом;
- весит 4,4 т;
- имеет габариты: 6400х4900х2600 мм;
- состоит из вибропресса мощностью 21,6 кВт, смесителя, дозатора, модуля подачи поддонов, загрузчика смеси, электрошкафа, маслостанции;
- производит в час 250 стеновых блоков (390х190х190 мм), 350 штук полублоков (390х120х188 мм), 500 штук бордюров (780х150х300 мм), 200 штук бордюров (780х80х200 мм), 625 штук тротуарной плитки (100х200х70 мм).
Как самому сделать станок для производства керамзитоблоков?
Созданный своими руками станок обойдется в 10 раз дешевле фабричного. В комплектацию простейшей самодельной установки входят формовочный ящик без матрицы (дна) и размещенный на боковой стене вибратор. Съемную матрицу готовят вручную.
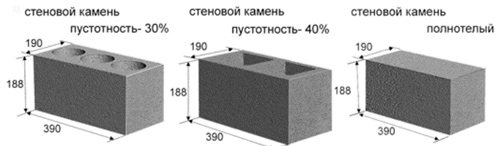
На этом станке можно производить блоки, имеющие габариты 390х190х188 мм, с процентом пустотности не более 30 %. Форма пустот может быть круглой или прямоугольной. Пустотообразователь обязательно должен быть конусовидным, тогда форму легко будет снимать с блока.
Изготовить матрицу достаточно просто:
- снимаем замеры с формы блока;
- вырезаем соответствующую заготовку из листа металла 3-миллиметровой
- снимаем замеры с формы блока;
- вырезаем соответствующую заготовку из листа металла 3-миллиметровой толщины (желательно предусмотреть запас – примерно 5 см – для утрамбовки);
- из заготовки выполняем сквозной ящик (без дна);
- сварочный шов делаем снаружи.
Для устойчивости станка можно с торцов ящика приварить тонкие профильные трубы. Затем по периметру основания выполнить резиновую обивку. А чтобы не просыпался раствор, нужно изготовить окаймляющий фартук.
В роли вибратора можно использовать электродвигатель стиральной машины мощностью 150 Вт. Нужно только добиться смещения центров. На вал прикрепляется металлическая планка с боковым отверстием – эксцентриком (его параметры определяются путем эксперимента).
Изготовление керамзитобетонных блоков в домашних условиях
- Приготовление раствора.
- Помещение смеси в формы и отправление на прессовку.
- Недельная просушка блоков: складирование их в штабели с 2-3-сантиметровым просветами.
- Извлечение блоков из форм.
- Помещение изделий на склад.
Самостоятельное изготовление керамзитобетонных блоков отличается высоким уровнем рентабельности. Для начинающего бизнесмена такое производство – замечательная идея.
Самодельные станки для изготовления шлакоблоков и других строительных материалов в домашних условиях
Шлакоблоки – это популярный строительный материал, из которого возводят здания и сооружения различного назначения. Поскольку их несложно изготовить в домашних условиях, довольно большим спросом пользуются станки по изготовлению шлакоблоков. Если у вас есть свободное время и желание, то и само это оборудование можно попытаться соорудить самому.
Популярность шлакоблоков (как, впрочем, и пеноблоков) в их уникальном составе, а станки для изготовления шлакоблоков не только позволяют получать качественный стройматериал при ограниченности в средствах, но и дают возможность изготавливать их на продажу. Для многих производство шлакоблоков стало выгодным занятием, которое приносит ощутимый доход.
Далее будет идти речь об оборудовании для производства пустотелых шлакоблоков. При этом в качестве исходных компонентов используется:
- Цемент;
- Граншлак (который является отходом литейного производства);
- Специальные наполнители.
В результате получаются блоки, которые отличаются высокими звуко- и теплоизоляционными показателями.
Изготовление формы для шлакоблока
В сети можно найти чертежи станка для изготовления шлакоблоков различной сложности, по которым его можно соорудить своими руками. Эти приспособления позволяют получать, как пустотелые, так и цельные блоки. Самое простое приспособление представляет собой разборную форму без вибратора.
В такой форме используется бетонный раствор с повышенным содержанием воды. Его еще называют «мягким».
Последовательность получения блоков в простой форме
- Заполнение бетоном формовочного ящика или матрицы;
- Выдерживание раствора в форме до схватывания (несколько часов);
- Разборка формы – блок доходит в свободном состоянии.
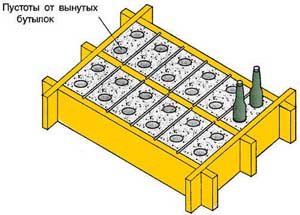
Совет. Пустоты в блоках удобно формировать с помощью бутылок из-под шампанского, которые хорошо подходят по размеру и не бьются, поскольку имеют толстые стенки.
Стенки и днища в этих формах можно изготавливать из металлических пластин или листов фанеры. Перед тем, как в форму заливать раствор, ее следует смазывать отработанным машинным маслом.
Самодельные станки с вибрирующим устройством
Вибростанки для изготовления шлакоблоков – это более совершенное оборудование. Получать блоки на них быстрее и удобнее, так как не нужно ожидать схватывания раствора. В этом случае бетонный раствор готовится более жестким и густым, он должен иметь небольшую усадку.
Технически это реализуется двумя путями:
- использованием вибрационного стола;
- оснащением самой формочки двигателем, на валу которого установлен эксцентрик со смещенным центром тяжести.
Станок с эксцентриком удобнее для производства большого количества материала, поскольку он позволяет получать готовый блок в один заход без переворачивания.
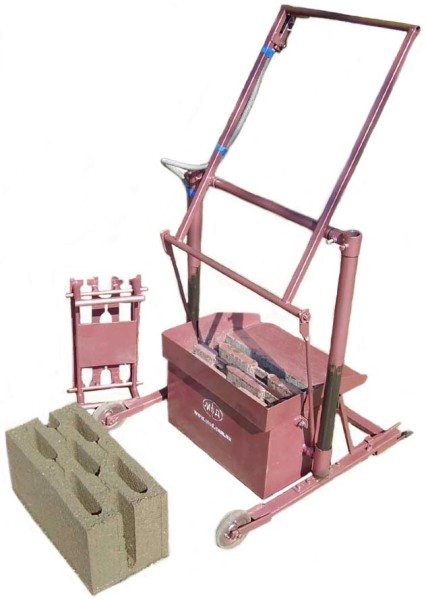
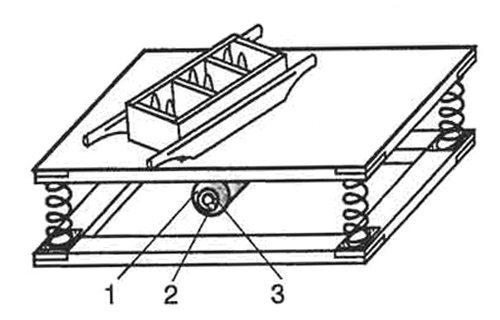
Самодельный станок по схеме «несушка»
Приведенный чертеж станка для изготовления шлакоблока является одним из самых простых.
Конструкция его включает в себя такие основные элементы:
- формовочный ящик – матрица (у него отсутствует дно);
- вибратор на боковой стенке;
- ручки ящика, предназначенные для легкого снятия без повреждения формы слепка;
- сменные комплекты прижимных пластин;
- пустотообразователи под различную форму пустот.
Действующий стандарт предусматривает установленные размеры одного такого блока – 39 х 19 х 18,8 см. При этом пустотность не должна превышать 30%.
Изготовление матрицы
- Берется листовой металл (от 3 мм);
- Из листа вырезается форма по размеру одного блока (к указанным размерам прибавляется 5 см для утрамбовки);
- Формируется сквозной короб (дно отсутствует);
Важно. Сваривать листы необходимо снаружи, это предотвратит нарушение правильной геометрии.
- Большую устойчивость коробу придают приваренные с торцов специальные планки. Для этого используются профильные трубы с небольшим сечением;
- Выполняется обивка по основанию матрицы листовой резиной, что послужит для предохранения нижних краев матрицы от деформирования;
- Формируется фартук для окаймления, который будет препятствовать просыпанию раствора при заполнении формы;
- Приделываются ручки.
Схема станка
Ниже приводится точный чертеж станка для изготовления шлакоблоков с указанием точных размеров. Пустоты могут быть сформированы различной формы (прямоугольные или круглые).
Важно. Путотообразователь должен иметь конусную форму, которая позволит беспрепятственно снимать матрицу с сырого шлакоблока.
Для изготовления пустотообразователя хорошо подходят круглые трубы. Конусную форму при этом заготовке можно придать с помощью токарного станка.
Вибратор изготавливается из электродвигателя небольшой мощности. Для этого подходит, например, мотор от стиральной машинки мощностью в 150 – 200 Вт. Смещение центров выполняется следующим образом.
На ось двигателя крепится эксцентрик, который можно сделать из металлической планки с несимметрично расположенным отверстием. Размеры, вес и форму необходимо определить экспериментально. Если величина эксцентрика будет слишком большой, то вибрация будет чрезмерной, вследствие чего бетонный слепок будет разваливаться.
Усовершенствовать эту конструкцию можно, установив передвижную платформу с рычагами. Это позволит облегчить поднятие и перемещение по участку станка с виброусадочным узлом.
Этапы процесса изготовления шлакоблоков

- Формирование блоков осуществляется в специальных формах, которые предварительно смачиваются. В них укладывается раствор. Формы размещаются на вибрационной плите, которая включается на несколько секунд (5 – 7 с);
- По мере осаждения раствора его необходимо добавлять. При повторном включении виброплиты нужно ожидать полного опускания прижима на ограничители. Это покажет, что формирование закончено. Через 5 – 10 секунд (еще до полной остановки мотора) форму следует снять;
- Готовые блоки необходимо высушить. Этот процесс занимает от недели до месяца. Время сушки зависит от условий (влажности, температуры и т.п.);
- Приведенное оборудование позволяет при работе вдвоем за час выполнять до семидесяти блоков. Если количество небольшое, то раствор можно замешивать вручную. Однако бетономешалка позволяет получить более качественный материал и конечный продукт;
- После того, как шлакоблоки высохнут, их можно использовать для возведения стен — из блоков строить несложно. При этом необходимо соблюдать простые правила – первые две недели блоки поливаются водой;
- После этого снаружи их следует покрыть двойным слоем штукатурки. Это предотвратит вымывание шлака дождем. За год из материала улетучатся вредные вещества и после этого можно переходить к внутренней отделке и кровельным работам.
Приготовление правильного раствора
Инструкция предполагает следующую рецептуру приготовления бетона для блоков:
- На семь частей наполнителя (для этой цели лучше всего подходит угольный шлак от домны) берется две части керамзита (крупного песка), две части гравия (5 – 10 мм), 1,5 части цемента (М500) и три части воды;
Справочно: Вместо угольного шлака допускается в качестве наполнителя использование гипса, керамзита, шлака, золы, гравия, отсева щебня, продуктов горения угля, песка, отходов кирпича, перлита, щебня и даже обработанных опилок;
- Количество воды является приблизительным. Важно, чтобы раствор не был жидким. Правильная консистенция раствора проверяется сжатием его в кулаке. Если он правильной консистенции, то он слипнется, но при этом, если его бросить на землю, он должен развалиться;
- Качество шлакоблоков увеличивается добавлением пластификатора в смесь (5 г на один блок). Это придаст готовым блокам водонепроницаемость, морозостойкость и прочность.
Выводы
Строительство из шлакоблоков является бюджетным вариантом возведения зданий и сооружений. Цена строительства будет еще ниже, если у вас имеются чертежи станка для изготовления шлакоблока, по которым можно своими руками сделать это оборудование.
В представленном видео в этой статье вы найдете дополнительную информацию по данной теме.
Виды станков для производства керамзитобетонных блоков, как сделать оборудование своими руками?
 Производство теплого, прочного керамзитобетонного строительного материала, применяемого для возведения построек любого типа, часто происходит в заводских условиях, на профессиональных станках.
Производство теплого, прочного керамзитобетонного строительного материала, применяемого для возведения построек любого типа, часто происходит в заводских условиях, на профессиональных станках.
Некоторые мастера научились делать керамзитобетонные блоки на оборудовании, сделанном своими руками.
При изготовлении блоков на профессиональном или самодельном оборудовании, всегда пользуются рекомендациями нормативных документов, к которым относят положения ГОСТов.
Как устроены заводские и самодельные станки, какое еще оборудование применяют в производстве керамзитоблоков, как правильно выбрать устройство и другие нюансы, читайте подробнее в представленной статье.
Какое оборудование требуется?
Для выпуска керамзитобетоновых изделий разных видов (полнотелых, пустотелых) используют заводские профессиональные агрегаты, а также самодельные.
Выполненные профессионально, оба эти варианта будут приемлемы, если они способны изготавливать изделия, отвечающие ГОСТам:
К основному оборудованию, которое помогает получить качественные искусственные камни (керамзитоблоки), относятся:
- Ручной вибрационный станок.
- Вибрационный стол.
- Вибрационный пресс.
- Передвижной механизированный станок.
Рассмотрим каждый вид подробнее.
Ручной агрегат
Ручной вибрационный станок работает с помощью электродвигателя, специального стенда, форм для полнотелых или пустотелых блоков, съемных и образователей выемок.
Такое оборудование:
- работает только при активном участии работника;
- имеет невысокую стоимость и небольшие размеры.
Минусом является малая производительность, из-за низкой мощности (не выше 2,0 кВт).

Вибрационный стол
Вибрационный стол – это агрегат, работающий от электродвигателя. Стол имеет устройство с вибратором, стальной или оцинкованный поддон с цельными или съемными бортами.
Принцип действия агрегата прост:
- формы с залитой керамзитобетонной смесью устанавливают на поддон вибрирующего стола,
- состав при этом хорошо трамбуется, принимая нужную форму.
Устройство такого станка считается простым, удобным в обслуживании, при минимальных затратах на его покупку. Недостатком агрегата считают активное использование человеческого физического ресурса (труда) и низкую производительность объемов продукции.

Передвижной механизированный
Передвижной механизированный станок имеет мощность 2-10 кВт. Он относится к мобильным агрегатам, в котором есть:
- элементы вибрации;
- прицепные и съемные ролики;
- модульные системы.
Механизированный мобильный станок имеет малые габариты. Несмотря на невысокую стоимость, его минус – он низкая производительность труда, при повышенной энергоемкости.

Вибрационный пресс
Вибрационный пресс востребован для выпуска керамзитобетонов в больших объемах. Он работает на высокой мощности – 500 кВт, в автоматическом или полуавтоматическом режиме.
Пресс оборудован специальными приборами контроля за готовыми блоками. Плюсом станка считают производительность выше 150 м3 керамзитобетона за одну смену. Минус – только в его высокой стоимости.

Благодаря работе станков по налаженному этапу, происходит производство изделий от приготовления рабочей смеси и формирования изделий, до их последующей просушки и дальнейшей транспортировки на склад.
Дополнительные устройства
Чтобы создать керамзитобетонные блоки, дополнительно могут понадобиться бетономешалка и формы. Бетономешалка – электрический, бензиновый или дизельный вращающийся механизм-смеситель, который равномерно замешивает смесь для формы, образованную из всех необходимых сухих ингредиентов и воды.
Смесители
Смеситель представлен двумя основными видами:
- гравитационным (имеет вращающийся барабан и 2 лопасти);
- принудительным (с миксером внутри).
Самым бюджетным вариантом является гравитационный смеситель, так как он является эргономичным, и потребляет мало электрической энергии. При выборе бетономешалки обращают внимание на барабан, качество опрокидывания раствора, его мобильность, устройство корпуса и элементы, емкость и механизм вращения.
Формы
Поскольку производство керамзитоблоков должно соответствовать ГОСТу 33126-2014, в процессе выпуска изделий используют специальные формы заданного размера. Они бывают небольшими, которые и будут являться готовыми изделиями, или огромными, залитыми в большие прямоугольные или квадратные поддоны. Из огромных поддонов-форм блоки затем нарезаются режущим механизмом по нужным габаритам.
Формы бывают съемные и несъемные, и выполняются из различных материалов: металла, дерева, фанеры, полиэтилена (силикона, пластмассы).
Формы также бывают:
- Простые. Имеют прямоугольную или квадратную форму, в зависимости от того, что изготавливается: блок или полублок, изделие получается полным по внешнему виду.
- Сложные. Вторая имеет углубления, которые предназначены для образования пустотелых блоков.
Если производство небольшое, то можно использовать строительный миксер для перемешивания, а также лопату и емкость для раствора.
Как сделать самостоятельно?
Для того, чтобы самостоятельно изготовить станок, производящий керамзитобетонные блоки, нужны будут инструменты и подходящие материалы.
Мастеру понадобится:
 емкость для замеса и строительный миксер (или бетономешалка);
емкость для замеса и строительный миксер (или бетономешалка);- лопата;
- кельма;
- цемент;
- проточная чистая вода;
- кварцевый песок;
- гранулированный керамзит;
- полимерная добавка, например, битумная эмульсия.
 емкость для замеса и строительный миксер (или бетономешалка);
емкость для замеса и строительный миксер (или бетономешалка);Для станка будут нужны:
- ручной агрегат для сварки;
- слесарные тиски, болгарка с насадками;
- покупной электродвигатель (допустимая мощность 1,2 кВт), стальные или оцинкованные листы (толщина 3 мм);
- трубы из металла (диаметр 8-10 мм);
- строительный крепеж;
- гаечные ключи.
Самодельное оборудование имеет простое устройство, состоящее из:
- основной матрицы;
- ручного пресса;
- вибрирующего механизма.
Порядок действий при самостоятельном создании станочного агрегата состоит в следующем:
- Подготовка и закупка нужных материалов, составление плана работ и выполнение чертежа, знакомство с технической документацией процесса, подробно описанного в специализированной литературе.
- Изготовить металлический формовочный ящик по запланированным размерам блоков.
- Приварить ручки к формовочному ящику снаружи, для переноса станочного агрегата.
- Сделать при помощи труб пустотообразователи. Их высота, согласно плану, должна быть на 5 мм меньше, чем показатели высоты подготовленного формовочного ящика.
- Соединить трубы друг с другом подготовленной стальной пластиной.
- Приварить получившуюся конструкцию с двух сторон к стенам ящика со стороны торца.
- Сделать ручной пресс из стальных листов, которые по габаритам должны быть на 2 мм меньше, чем ящик-форма.
- Вырезать в заготовке отверстия, которые меньше диаметра трубки на 1 мм.
- Приварить ручки к краям подготовленной крышки.
- Выполнить сварку кронштейнов, которые нужны для удержания электрического двигателя, снаружи стенок.
- Установить двигатель, наладить работу пускового механизма.
- Оснастить вал электродвигателя специальным устройством – эксцентриком, для создания вибрирующей функции.
Выполняя последовательно все шаги, при наличии нужных инструментов и материалов, можно быстро создать самодельный станок для керамзитоблоков. И хотя он будет мало производить изделий за один раз, зато можно всегда самостоятельно контролировать весь процесс создания.
Советы по выбору техники для изготовления
 Прежде чем начать выбор оборудования для создания керамзитоблоков, необходимо определиться с необходимым объемом материала для строительства, который рассчитывается по конкретному проекту.
Прежде чем начать выбор оборудования для создания керамзитоблоков, необходимо определиться с необходимым объемом материала для строительства, который рассчитывается по конкретному проекту.
Для этого можно воспользоваться калькулятором-онлайн.
Дальше нужно определиться с местом, где будут готовиться керамзитоблоки:
- цех;
- сарай;
- улица и т.д.
Для создания качественной продукции, необходимо:
- помещение, в котором будет происходить процесс замеса;
- формовки и укладки смеси;
- отдельная зона, где будет осуществляться сушка.
При требуемых небольших объемах блоков, при невозможности изготовить станочный агрегат самому, можно взять станок и бетономешалку напрокат. Это можно сделать на строительных форумах и досках объявлений, которые есть в каждом регионе РФ.
Также обязательно нужно сделать расчет себестоимости – будут ли выгодны все затраты, связанные с изготовлением керамзитоблоков своими руками, или легче будет приобрести готовые изделия. Затраты будут касаться не только станка, но и расходов на транспорт, закупки сырья, оплаты человеческого труда (если в процессе будут участвовать наемные работники).
Покупать промышленное оборудование целесообразно для человека, который планирует заняться предпринимательской деятельностью. При хорошем стартовом капитале, он может купить оборудование по средней стоимости. Как только у него появится постоянный рынок сбыта, будет эффективнее и целесообразнее приобрести более дорогие модели.
При выборе обращают внимание на:
- сопровождающую документацию к станку (инструкцию, сертификат качества, гарантию от производителя);
- качество материалов, из которых изготовлен агрегат, беспрепятственную работу действующих механизмов;
- работу всех элементов – кнопок запуска, переключений, двигателя, формующей, вибрационной и передвижной системы.
Стоимость
Отечественные производители все чаще радуют своими разработками оборудования. На рынке представлено много разных моделей станков – от дорогих до более доступных по цене, которые позволяют выпускать разное количество керамзитобетонных блоков. Наиболее популярные агрегаты можно посмотреть в таблице ниже:
| Наименование станков, город | Производитель | Цена станка (руб.) |
| «Сибирь», Москва | ООО «Delay-bloki.ru» | 6 850 |
| «Кондор 1—90—ТБ», Златоуст, Челябинская область | ООО «Стройтехника» | 521 000 |
| «СПРУТ-2», Белгород | ООО «Проммаш» | 66 000 |
| «Рифей-Удар», Златоуст,Челябинская область | ООО «Стройтехника» | 1 516 000 |
Приобретение профессионального станка от завода-производителя станет выгодным приобретением при наличии рынка сбыта. Если у предпринимателя или строительной компании сбыт пока отсутствует, значит, можно на первых порах воспользоваться устройствами, выполненными своими руками.
Заключение
Любое станочное оборудование для создания керамзитобетонного материала имеет вибрационный механизм, который помогает дополнительно перемешивать залитый в формы состав и тщательно утрамбовывать его по форме.
Оборудование бывает:
- производительными;
- заводскими;
- с выпуском большого объема продукции;
- самодельными, которые могут изготавливать керамзитоблоки небольшими партиями.
Агрегаты бывают стандартными и мобильными. Второй вид наиболее интересен тем, что его можно транспортировать на любые расстояния, а также сдавать в аренду.
Станок по выпуску керамзитобетонных блоков своими руками

В массовом гражданском и промышленном строительстве применяют станок для производства керамзитоблоков заводского исполнения. Такие агрегаты обладают высокой мощностью, производительностью, удобством в эксплуатации. Ограничительной характеристикой промышленного оборудования является высокая стоимость.
Для уменьшения затрат используют самодельное оборудование для производства керамзитобетонных блоков. Станки, выполненные своими руками, позволяют изготавливать материал в короткие сроки с наименьшими затратами.
Какие станки используют для выпуска керамзитоблоков
Для выпуска керамзитобетонных блоков применяют следующие виды оборудования:
- заводского исполнения;
- самодельного изготовления.
Промышленные станки используются для изготовления большого количества строительных материалов. Используются на заводах, фабриках, домостроительных комбинатах.

Самодельные станки применяют для выпуска блоков своими руками в домашних условиях. Используют для возведения загородных домов, дачных коттеджей, гаражей, овощехранилищ и других хозяйственных построек.
Особенности самодельных станков
Виды оборудования для изготовления керамзитобетонных блоков:
- Ручные вибрационные станки.
- Передвижные механизированные станки.
- Вибрационные столы.
- Вибрационные прессы.
Ручные вибрационные станки
Состоят из электродвигателя и вибрационного стенда. Смесь укладывается в формы. Оборудование позволяет выполнять цельные или пустотные блоки. Техническая оснастка имеет стационарные или съемные пустотообразователи.

Основным достоинством оборудования являются небольшие габариты и относительно низкая стоимость.
Недостатком служит небольшая мощность и малая производительность. Все процессы проходят при непосредственном участии человека. Мощность оборудования не превышает 2,0 кВт.
Передвижные механизированные станки
Оснащены вибрационным оборудованием для керамзитобетонных блоков мощностью от 2 до 10 кВт. Для перемещения служат прицепные или съемные ролики. Для выполнения дополнительных функций оборудуются модульными системами.
Достоинством является возможность свободного перемещения, малые габариты, небольшая стоимость.
Недостатком служит невысокая производительность и энергоемкость оборудования.
Вибрационные столы

Представляют собой пространственную конструкцию с электродвигателем и вибрационным устройством. Поверхность стола состоит из стального поддона. Для его изготовления используется стальной оцинкованный лист толщиной от 3 мм с бортами.
Формы с залитой смесью устанавливаются на поддон. Под действием вибрации раствор утрамбовывается и принимает необходимую форму. После этого изделия отправляют на сушку.
Достоинством вибрационных столов является простота устройства, обслуживания, минимальная стоимость оборудования.
Недостатком является низкая производительность и большая доля ручного труда.
Вибрационные прессы
Используются на промышленных предприятиях. Обладают мощностью до 500 кВт. Оборудованы автоматикой и приборами неразрушающего контроля готовых изделий.
Оборудование работает в автоматическом и полуавтоматическом режиме на всех этапах производства. Производительность достигает 150 и более кубометров изделий в смену.
Технология производства керамзитблоков

Производство керамзитовых блоков состоит из следующих этапов:
- Приготовление рабочей смеси.
- Формование изделий.
- Предварительное затвердевание.
- Просушка изделий и набор прочности.
- Транспортировка керамзитобетонных блоков на склад.
Подготовка раствора
Для приготовления 100 кг рабочей смеси принимают следующие пропорции, кг:
Цемент марок М400 или М500 используют в сухом и чистом виде. Для получения глянцевой поверхности в смесь добавляют плиточный клей. Пластичность и укладываемость раствора повышают с помощью пластификаторов.
Химические добавки повышают морозостойкость и водонепроницаемость готовых изделий. Для увеличения пористости используют древесную омыленную смолу.
Бетонный раствор получают тщательным перемешиванием компонентов смеси. В бетономешалку или специальную емкость помещают взвешенное количество ингредиентов. Состав перемешивают в течение 2—3 минут.
Из готовой порции смеси получают 9—10 стандартных блоков размером 39?19?19 см.
Формовка изделий
Приготовленный состав укладывают в специальные стальные формы. После каждого использования формы ополаскивают чистой водой и протирают сухой ветошью.
Формы со смесью устанавливаются на вибрационный стенд. Под воздействием вибрации смесь в формах уплотняется. По мере осадки и уплотнения добавляют необходимое количество раствора. Излишки бетона своевременно удаляют.
После достаточного уплотнения готовые изделия в сушильную камеру.
Сушка и хранение

Высыхание проводят при температуре 50—60°C в течение 2 суток. По истечении указанного срока изделия сушат 25—26 дней на открытом складе в естественных условиях. Высушенный изделия отправляют на склад готовой продукции для последующей реализации.
Производители, характеристики и стоимость промышленного оборудования
Наибольшей популярностью среди специалистов пользуются разработки отечественных производителей. На российском рынке представлен большой ассортимент станков по изготовлению керамзитобетонных блоков. Самые известные из них представлены в таблице.
Размеры, м — 0,45?0,38?0,33
Мощность установки, кВт — 0,12
Выработка, блок/смена — 320
Мощность установки, кВт — 0,55
Выработка, блок/смена — от 600 до 1500
Размеры, м — 1,2х1,8х2,8
Мощность установки, кВт — 16,5
— 750 блок/смена (39х19х19 см);
— 1800 штук кирпича (25х12х88 см);
Размеры, м – 6,4х4,9х2,6
Мощность, кВт — 21,6
— 1700 блок/смена (39х19х19 см);
— 4000 штук кирпича (25х12х88 см);
Как сделать станок для керамзитных блоков своими руками?

Сделать станок по выпуску керамзитобетонных блоков своими руками по силам каждому человеку. Самодельное устройство целесообразно использовать для личного применения и производства блоков на продажу. В противном случае выгодно купить готовые блоки либо взять оборудование в аренду.
Основными элементами самодельного станка являются:
- Матрица.
- Ручной пресс.
- Вибратор.
Для изготовления самодельного станка потребуются следующие инструменты и материалы:
- ручной сварочный агрегат;
- болгарка или ножовка по металлу;
- набор гаечных ключей;
- слесарные тиски;
- стальной лист толщиной 3 мм;
- стальные трубы диаметром 8—10 мм;
- электродвигатель мощностью до 1,2 кВт;
- крепеж (болты, шайбы, гайки, шплинты).
Порядок выполнения работ
Для упрощения процесса сборки рекомендуется воспользоваться технической документацией. Чертежи с подробным описанием процесса сборки приведены в технической литературе. Электронные версии журналов и книг по данной тематике можно найти в Интернет.
- Из листа металла изготавливают формовочный ящик. Размеры формовочного ящика подбирают в зависимости от требуемых размеров блоков.
- С внешней стороны торцевых стен формовочного ящика приваривают ручки. Они предназначены для переноски станка.
- Из труб изготавливают пустотообразователи. Высоту деталей принимают на 3—5 мм меньше высоты формовочного ящика. Трубы соединяют между собой стальной пластиной.
- С помощью сварки соединяют трубы и пластину в единую конструкцию.
- Полученную конструкцию с обоих сторон приваривают к торцевым стенкам формовочного ящика.
- Изготавливают ручной пресс. Для этого используют стальной лист на 1—2 мм меньше размеров формовочного ящика. В заготовке вырезают отверстия на 0,5—1,0 мм меньше диаметра трубы. По краям крышки приваривают ручки.
- С наружной стороны стенки формовочного ящика приваривают кронштейны для установки электродвигателя.
Устанавливают электродвигатель мощностью 0,5—1,0 кВт с пусковым механизмом. Для создания вибрации вал электродвигателя оснащают эксцентриком.
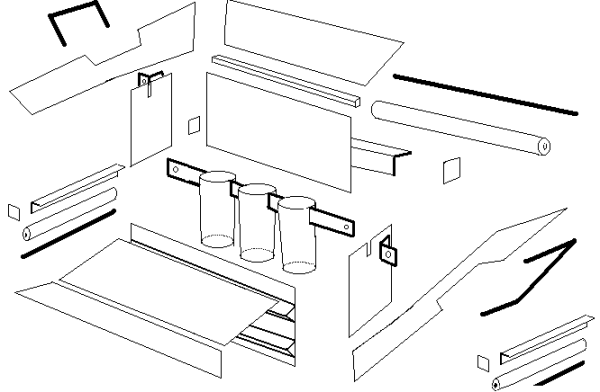
Самостоятельное производство керамзитобетонных блоков — перечень оборудования и материалов

- Материалы
- Оборудование
- Станок
- «Гефест-1»
- «Стром»
- Вибростанки серии «РМУ»
- Бетономешалка
- Рекомендации
Этот строительный материал относится к классу «легких» бетонов и пользуется большой популярностью у частных застройщиков. И причина не только во многих достоинствах, которыми отличаются изделия. Керамзитобетонные блоки привлекательны еще и тем, что можно организовать их самостоятельное производство, имея нехитрое оборудование.
Это особенно ценно, если доставка изделий на место проведения работ сопряжена с определенными трудностями. Например, большое расстояние от пункта продажи, что повышает транспортные расходы, сложность подъезда к месту выгрузки продукции и ряд других.
Бытует мнение, что «самопал» не соответствует тем требованиям, которые предъявляются к стеновым материалам. Это не так. За такие негативные отзывы, а по сути, антирекламу, в первую очередь нужно «благодарить» тех частных производителей, а иногда и просто «кустарей», которые не обращают внимания на технологию изготовления, так как производство требует определенного времени. Для кое-кого из тех, кто делает блоки не «для себя», качество продукции стоит далеко не на первом месте.

Да и многие частные застройщики берутся за изготовление, не изучив до конца все рекомендации и полезные советы специалистов. Если же все делать правильно, то результат получается отличный. Кстати, стеновые блоки, которые изготовлены самостоятельно, могут быть намного лучше по своим характеристикам, чем покупные, так как некоторые Производители не просто не придерживаются технологии, а сознательно ее нарушают, чтобы таким способом добиться снижения себестоимости продукции и повысить доходность продаж.
Понятно, что для самостоятельного изготовления изделий из керамзитобетона нужны исходные материалы и соответствующее оборудование. Остановимся на них подробнее.
Материалы
 Основными компонентами являются гранулированная обожженная глина (наполнитель) и вяжущее (смесь цемента и воды). Для повышения качества готового продукта применяются и различные добавки (в основном – пластификаторы). Последние целесообразно использовать, если производственная территория занимает небольшую площадь. Пластификаторы способствуют более раннему укреплению керамзитоблоков, следовательно, они не будут «залеживаться» на рабочей площадке, а быстрее идти в дело.
Основными компонентами являются гранулированная обожженная глина (наполнитель) и вяжущее (смесь цемента и воды). Для повышения качества готового продукта применяются и различные добавки (в основном – пластификаторы). Последние целесообразно использовать, если производственная территория занимает небольшую площадь. Пластификаторы способствуют более раннему укреплению керамзитоблоков, следовательно, они не будут «залеживаться» на рабочей площадке, а быстрее идти в дело.
Что касается цемента, то специалисты рекомендуют М400. Если применяется другой, то следует делать пересчет пропорционального соотношения компонентов. Например, если используется марка «300», то его доля должна быть увеличена (примерно на 15%). Подробнее о марках цемента читайте тут.
Перед тем, как готовить требуемый состав, нужно внимательно ознакомиться с положениями соответствующих ГОСТ, а также учесть местные условия. В первую очередь – особенности климата.
Оборудование
Станок
На рынке в продаже имеется довольно много моделей. Нужно исходить из того, для каких целей предназначается оборудование.
Одно дело – построить дом, и другое – наладить собственное небольшое производство. Мастера-практики утверждают, что на сегодняшний день есть много хороших отечественных установок и не рекомендуют «гнаться» за импортным оборудованием. Потраченные на него деньги себя вряд ли оправдают, так как никакого «сверхэффекта» от них ожидать не стоит.
В чем «плюс» приобретения оборудования?
- Вместе с ним поставляется и полный пакет соответствующей документации. Причем не только по вопросам «механики», но и по технологии производства.
- Покупка подразумевает возможность как получения исчерпывающей консультации, так и техническую поддержку. По крайней мере, в течение гарантийного периода. Хотя серьезный Производитель «не бросит» своего Покупателя и по окончании этого срока, заключив Договор на постгарантийное обслуживание.
- Можно сделать и спецзаказ, если нужно какое-то нестандартное оборудование. Это будет стоить несколько дороже, зато решит много проблем, так как при строительстве понадобятся изделия разных типоразмеров.
При хорошей загруженности данные установки окупаются меньше чем за год. Кроме того, вибростанки используются не только для производства керамзитоблоков. В некотором смысле они универсальны в применении – подходят для изготовления шлакоблоков и ряда других изделий.
Не для рекламы, а только в качестве «наглядного пособия», чтобы читатель мог ориентироваться в стоимости соответствующих механизмов, несколько примеров.

«Гефест-1»
Эта установка способна за один 8-часовой рабочий день «выдать» до 160 изделий с параметрами 39×19х19 см. Она не занимает большого пространства (0,06 м3), а ее вес (21 кг) позволяет переносить ее в одиночку, что делает возможным работу без помощника. Изготовление блоков ведется по 1 шт. за раз. В комплекте имеется виброкрышка, 1 форма и дополнительные элементы для внутренней оснастки.
Есть и более производительные установки этой марки, которые позволяют осуществлять одновременное изготовление нескольких блоков. Но их стоимость, естественно, выше. Например, изделие на 3 формы обойдется в 22 900 рублей. Кроме них, в комплекте есть специальные приспособления, позволяющие изготавливать блоки пустотелые. Если нужно устройство на 6 форм, то оно будет стоить примерно на 2 000 дороже.
«Стром»
Это модели с большей производительностью (от 400 до 1 200 шт. за смену).
Стоимость лежит в пределах (за комплект) 13 850 – 28 600 рублей.

Вибростанки серии «РМУ»
Расшифровывается как «ручная малогабаритная установка». Ее размеры и вес позволяют перевозить изделие в багажнике автомобиля. Мощность не превышает 200 Вт. Работают от обычной однофазной розетки 220 В.
Модель «1» стоит 13 000 рублей, «2» – 15 980 рублей, «3» – 18 790 рублей.
Можно использовать и более дешевые устройства – вибростолы (описаны тут), но качество готовой продукции будет значительно ниже.

Бетономешалка
Если объем производства планируется небольшой, то достаточно, если вместимость барабана будет от 0,2 до 0,5 м3. Для «поточного» изготовления выбирается более габаритная модель.
Стоимость самых дешевых аппаратов с электроприводом начинается примерно от 6 000 рублей (объем барабана 65 – 70 л). Для индивидуального строительства вполне достаточно.
Нужно учесть, что при ручном замесе качество полученного состава будет невысоким, что скажется на характеристиках готовых керамзитоблоков.
Кроме оборудования, понадобятся:
- производственное помещение. Требования – эффективная вентиляция и отопление (если производство планируется организовать круглогодичное);
- площадка для просушки продукции (блоки должны быть укрыты или навесом, или пленкой). Если на продажу, то нужен еще и «мини-склад»;
- промышленное электроснабжение.
Оборудование для производства керамзитоблоков и описание технологического процесса

Керамзитоблоки представляют собой блоки из керамзитобетона – разновидности «легкого» бетона. Этот материал пришел на смену популярным ранее шлакоблокам. Состав и технология изготовления керамзито- и шлакоблоков практически идентичны. Разница лишь в том, что в шлакобетоне заполнителем служил доменный шлак, что негативно сказывалось на морозостойкости и прочности кладки. После замены шлака на керамзит технические характеристики материала многократно улучшились, как и степень его экологичности.
Технология производства керамзитоблоков
Керамзитобетон – искусственный материал, изготовленный на основе цемента, воды и керамзита. Керамзит получают путем обжига легкоплавкой глины.
Он представляет собой округлые или овальные гранулы неправильной формы, которые имеют диаметр 4-8 мм. Более мелкие гранулы называют керамзитовым песком.
Гранула керамзита на изломе похожа по структуре на застывшую пену. Благодаря спекшейся оболочке, гранулы отличаются особой прочностью.
Линия по изготовлению блоков «под ключ» включает:
-
вибропресс с пультом управления; бетономешалку; эстакаду для установки бетономешалки с приемным лотком; формообразующую оснастку; формовочные поддоны.
Технология изготовления керамзитоблоков значительно отличается от процесса производства пеноблоков. Это обусловливает тот факт, что керамзитобетон обладает лучшими техническими качествами. Он не нуждается в дополнительном утеплении, и при разнице температур не образуется конденсат.
Технологический процесс можно разделить на следующие этапы:
-
приготовление смеси; формовка; затвердение с применением вибростанка; просушка изделий; транспортировка на склад.
 Расчеты и технология строительства пристроек из керамзитоблока не отличается принципиально от строительства самого дома. Единственным условием является выполнение отдельно стоящего фундамента.
Расчеты и технология строительства пристроек из керамзитоблока не отличается принципиально от строительства самого дома. Единственным условием является выполнение отдельно стоящего фундамента.Видео о том, как правильно выполнить кладку керамзитоблоков своими руками при загородном строительстве можно найти в статье.
Приготовление смеси
На изготовление одного блока потребуется 0,01 м3 раствора. Как приготовить смесь и из чего определяется ГОСТом и ТУ и может несколько варьироваться.
Ориентировочные пропорции выглядят следующим образом:
-
керамзит – 60%; песок – 20-22%; цемент – 10%; вода – 8-10%.
При соблюдении таких пропорций получается крепкий материал, который имеет небольшой вес и отличается хорошей теплоизоляцией. Вес готового блока в сыром виде составляет 11 кг, в сухом – 9,5 кг.
Цемент для производства блоков должен быть свежим и идеально чистым. Желательно взять цемент марки М400 или М500. Керамзитового песка необходимо брать в 2 раза меньше, чем керамзита. Это позволит обеспечить оптимальную плотность материала.
Чтобы получить глянцевую поверхность, в раствор можно добавить клей для камня или плитки. Но при этом экологическая безопасность материала снижается. Также в раствор добавляют специальные воздухововлекающие добавки. Как правило, для этого используют древесную омыленную смолу.
Чтобы повысить прочность материала, в него добавляют пластификатор (около 5 г на 1 блок). Такой материал отличается более высокой водонепроницаемостью и морозостойкостью. Он более стойкий к образованию трещин и истиранию блоков.
Приготовление смеси для керамзитоблоков в бетономешалке типа «груша»:
Формовка
После смешивания компонентов раствор отправляют на формовку, где будущим блокам придается нужная форма и размер.
Затвердение с применением вибростанка
Для обеспечения твердения раствора используют вибростанок. Благодаря вибрациям, раствор в формах становится более плотным и приобретает требуемую структуру. Когда раствор достигает максимальной плотности, излишки смеси снимают с помощью стальной пластины.
Просушка изделий
Блоки отправляются на просушку прямо в формах. Она может производиться естественным путем или с помощью пропаривания в специальной камере.
Сушка продолжается около двух суток. Если в смесь был добавлен пластификатор, время сушки снижается до 6-8 часов.
Транспортировка на склад
Готовые блоки складируют в сухом помещении. После просушки они готовы к реализации и использованию.
Производство керамзитоблоков своими руками
Поскольку технология производства керамзитоблоков довольно проста и не предполагает значительных вложений, организовать изготовление материала можно и в домашних условиях. Все, что потребуется для этого, – приобрести сырье и специальное оборудование. При этом себестоимость одного блока будет составлять всего 18-20 рублей.
Оборудование для производства блоков
Чтобы минимально обеспечить производственный процесс по выпуску керамзитоблоков, понадобится:
-
вибростол; бетономешалка; формовочные поддоны из металла.
Можно приобрести вибропрессовочную установку, которая заменяет вибростол и формы.
Также потребуется помещение с ровным полом, системой электроснабжения, вентиляции и отопления и открытая площадка, которую можно использовать для сушки и хранения изделий.
На начальном этапе изготовления керамзитоблоков можно ограничиться оборудованием мощностью около 0,6 кВт и производительностью 20 блоков за 1 час. Купить его можно примерно за 2 тыс. рублей. Цена на более мощные станки на порядок дороже – около 30 тыс. рублей.
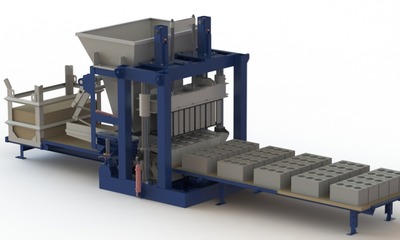
На фото — наиболее популярные станки для самостоятельного производства керамзитоблоков:

Как самостоятельно изготовить станок для изготовления керамзитобетона
Станок для производства керамзитоблоков можно изготовить своими руками. При этом его стоимость будет дешевле в 10 раз, чем у фабричного.
Самый элементарный вариант станка выполняется по схеме «несушка». Он состоит из формовочного ящика без дна (матрицы) и вибратора, который расположен на боковой стене. Чтобы матрицу было легко снять, ее следует оборудовать ручками.
Стандартный размер одного блока составляет 390*190*188 мм. Процент пустотности – не больше 30%. Пустоты могут иметь прямоугольную или круглую форму. Главное, чтобы пустотообразователь обладал конусностью, чтобы форму было легко снять с блока.
Чтобы изготовить матрицу, нужно вырезать заготовку по форме блока из листового металла от 3 мм толщиной. При этом нужно делать 5 см-вый запас для утрамбовки. Из заготовки нужно выполнить сквозной ящик, не имеющий дна. Сварочный шов необходимо делать снаружи.
Чтобы станок получился более устойчивым, с торцов следует приварить планки из тонких профильных труб и выполнить по периметру основания обивку из резины. Чтобы раствор не просыпался, необходимо сделать окаймляющий фартук.
Вибратор можно сделать из электродвигателя со стиральной машины с мощностью 150 Вт. Для этого необходимо выполнить смещение центров. На вал нужно прикрепить планку из металла с отверстием с края – эксцентрик. Параметры эксцентрика определяются экспериментальным путем.
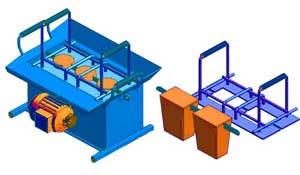
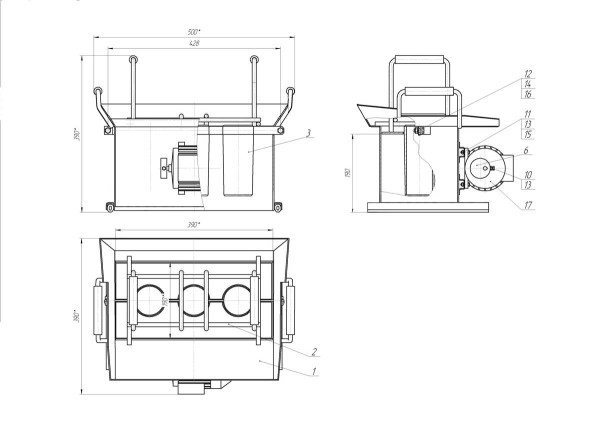
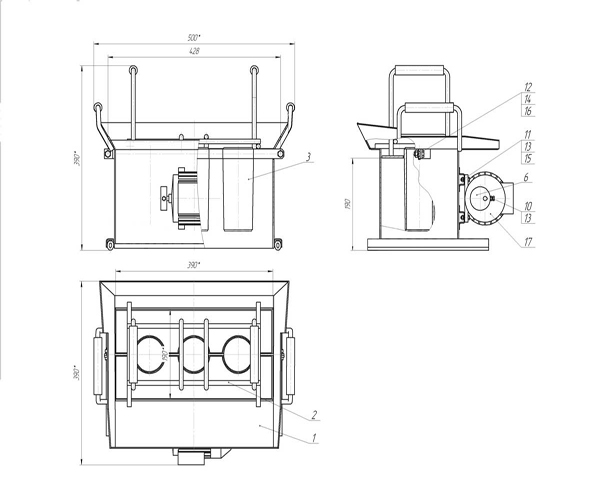
Пример чертежа станка для производства керамзитоблоков
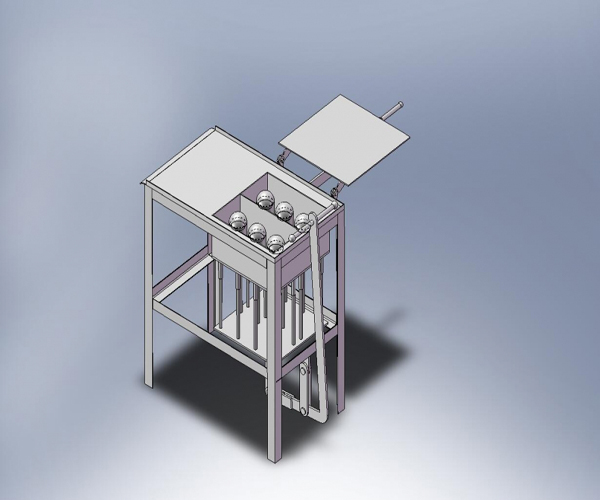
Компьютерная модель станка для керамзитобетонных блоков
Краткое описание процесса изготовления керамзитоблоков в домашних условиях
Приготовить смесь. Процесс замеса должен иметь такую последовательность:
-
заливается вода; засыпается цемент (при непрерывном помешивании) и перемешивается с водой; добавляется мелкий заполнитель, после этого – крупный; масса перемешивается до полусухого состояния.
Можно изготавливать блоки с различными наполнителями: керамзитом, отходами кирпича, опилками, пенополистиролом и др.
Поместить раствор в формы и отправить на прессовку.От плотности раствора во многом зависят свойства готового материала, поэтому обойтись без вибростанка не получится.
Отправить блоки на просушку. Складировать их удобнее всего в пирамидальные штабели с просветом 2-3 см между блоками. Чтобы изделие приобрело большую прочность, блоки желательно выдержать на воздухе около недели.
Достать готовые блоки из форм. Желательно приобрести формы со съемными бортиками, чтобы можно было вынимать изделия без повреждений. Поместить готовые изделия на склад или сразу отправить на реализацию.
На видео — все этапы процесса производства керамзитоблока своими руками, а также описание станка, необходимого для этого:
Сделать керамзитобетонные блоки самостоятельно довольно просто, и производство имеет высокий уровень рентабельности из-за низкой себестоимости материалов. Поэтому изготовление керамзитобетона – отличная идея для начинающих предпринимателей.
Острая, как бритва: лучшие станки для заточки цепей бензопил
Цепи, как и большинство инструментов, тупятся со временем. Не обязательно покупать новую — можно купить заточной станок и самостоятельно привести цепь в порядок. Какой станок выбрать?


Для распила бревен или крупного пиломатериала нужна не только производительная бензопила, но и хорошо наточенная цепь. Хотя точить цепь можно ручным напильником, но если вы работаете много, лучше приобрести хороший заточной станок для цепей. Существуют стационарные и переносные модели. Мы расскажем, на что обратить внимание при выборе подходящей модели и посоветуем лучшие станки для заточки цепей бензопил.
Если вам нужно затачивать не только цепи, но и другой инструмент, например, стамески или ножи, тогда прочитайте, как выбрать универсальный станок для заточки инструмента.
Общие критерии выбора заточных станков
Скорость вращения диска
Скорость вращения диска во многом определяет скорость обработки материала, то бишь заточки цепи. Чем скорость выше, тем цепь точится быстрее. Однако здесь есть и обратная сторона: так как с высокоскоростными станками металл снимается с зуба быстрее при меньшем времени воздействия, то при неумелом обращении можно быстро сточить зуб и угробить цепь, если вдруг неправильно выставили угол заточки.
Устройства со скоростью вращения шпинделя от 2000 до 3000 об/мин считаются низкоскоростными, поэтому их стоит покупать, только если заточка цепей не планируется выполняться часто. А для постоянной заточки, например, в лесничестве или для заработка на заточке инструмента лучше купить прибор со скоростью вращения круга 3000 – 7500 об/мин. К примеру, можно взять недорогой станок Калибр-ЭЗС 220 со скоростью 7500 об/мин.
Мощность
Этот параметр не является ключевым при выборе заточного станка в дом. Для большинства станков мощность составляет от 70 до 250 Вт, и ее вполне хватает для работы. Лишь у единиц мощность движка может достигать 600 Вт. Заточный станок какой лучше: с мощностью 200 или 600 Вт? В большинстве своем мощность влияет на то, как станок будет справляться с нагрузками, то есть с количеством затачиваемых цепей за короткий промежуток времени. Так, если вы будете точить одну цепь в день, то за гнаться за мощностью нет абсолютно никакого смысла. А вот для постоянной заточки, например, если будете зарабатывать этим сидя в мастерской на рынке, мощный прибор будет предпочтителен. Скажем по опыту, что найти мощный станок за адекватную цену, довольно проблематично.
Габариты точильного круга
В комплекте с заточным станком для пильных цепей всегда идет родной круг. Толщина кругов может быть от 1,5 до 5 мм — толще использовать нецелесообразно из-за небольшого шага цепи. Чем тоньше диск, тем проще с ним работать, но и износ у него гораздо выше. Хотя в этом случае стоит отметить, что при нечастом использовании износ особо и незаметен.

Размер диска для таких станков составляет порядка 100 — 145 мм. На этот показатель стоит обращать внимание при покупке запасных дисков. Также обращайте внимание на диаметр посадочного гнезда. В некоторых приборах он может быть 10 мм, а в каких-то 22,3 мм. На устройства с большим посадочным гнездом круги с меньшим отверстием уже не посадишь. А вот наоборот можно, воспользовавшись приспособлением типа наборной гайки, как в случае с циркулярными пилами.
Переносной или стационарный
Подавляющее большинство лучших заточных станков являются стационарными, причем для работы их необходимо предварительно прикрутить к верстаку. Для регулярной заточки цепей в домашней мастерской стационарный станок — идеальный вариант.
Однако существуют еще и переносные станки (не ручной напильник), которыми можно затачивать цепи в полевых условиях. Например, заготавливая дрова в лесу вы поймали цепью проволоку, и она затупилась. Таким мини станком можно быстро подточить цепь, не возвращаясь домой. Он работает от напряжения в 12 В, поэтому его можно подключать к обычному автомобильному аккумулятору. Правда качество заточки будет зависеть от профессионализма мастера, поэтому если планируете купить именно такой станок, будьте готовы много тренироваться. Из недорогих можно купить Champion C2002.
Дополнительные параметры
Для кого-то решающими в выборе бытового дискового станка могут стать дополнительные функции, которыми оснащаются некоторые модели:
- Подсветка. Подсветка реально выручает при работе в плохо освещенном гараже, или просто у кого плохое зрение. Она дает лучшую визуализацию затачиваемого звена цепи. Лишь единицы моделей оснащаются подсветкой, хотя это реально полезная вещь.
- Быстрый доступ к угольным щеткам. Угольные щетки двигателя время от времени стираются и выходят из строя. В некоторых устройствах, чтобы до них добрать придется раскрутить чуть ли не весь движок. А есть устройства, в которых на корпусе располагается специальный люк, открыв который можно легко извлечь угольные щетки без разбора всего прибора и обращения в сервисный центр.
Рейтинг заточных станков 2020
Patriot MG 220
Недорогой точильный станок для нерегулярной заточки цепей бензопил. Мощность у него невелика — всего 85 Вт, но этого хватает, чтобы время от времени заточить пару цепей. Здесь используется заточной круг диаметром 105 мм и толщиной 4,8 мм. Также можно использовать круги толщиной 3,2 и 4,2 мм (продаются родные у Patriot). Диаметр посадочного гнезда здесь составляет 22,2 мм. Скорость вращения диска 4800 об/мин, поэтому прибор можно смело отнести к высокооборотистым.
Устройство способно затачивать под углом от 0° до 40° (вращение крепления цепи). Пользователи отмечают, что у станка хорошее литье, и он не тарахтит во время работы. Правда, производитель не предусмотрел стопор вала двигателя, поэтому при замене диска его придется дополнительно стопорить ключом.
Вихрь СЗЦ-200
Станок для цепей отечественного производства мощностью 200 Вт. Двигатель разгоняет рабочую насадку до 6000 об/мин, поэтому заточка цепей производится довольно быстро. Диаметр заточного круга составляет 100 мм, толщина 3,2 мм, а посадочное гнездо у него 10 мм. В зависимости от типа цепи можно выбирать угол заточки от 0° до 30°. На корпусе устройства располагается ограничитель глубины заточки — он необходим, чтобы во время работы случайно не разрезать цепь избыточным надавливанием.
Сверху рабочий диск закрыт пластиковой защитой и прозрачным щитком, который защищает глаза от попадания искр. В комплекте с устройством идет специальный металлический стержень, который стопорит диск, если его нужно открутить и поменять. Кстати, если этот стержень потеряется, то вместо него можно использовать кусок обычной проволоки катанки 6-ки. Весь прибор весит всего 2 кг.
ДИОЛД М3-0,13
Станок российского бренда, но китайского происхождения. Этот прибор не для лесоповала, но в домашних условиях станет настоящим спасением. Мощность двигателя составляет 130 Вт. При этом он разгоняет диск до 2500 об/мин — для серийной заточки не подойдет, а 1 — 2 раза в день восстановить зубья цепи — вполне. Здесь хорошая литая подошва, которая будет крепко (без люфтов) держать цепь при правильном и надежном закреплении устройства на столе. Кстати, крепежи подошвы к столу также идут в комплекте.
В комплекте с устройством идет родной заточной диск диаметром 100 мм, посадочным гнездом 10 мм и толщиной 3,5 мм. Качество диска хорошее (не нужно менять сразу же после покупки). Если вам нужен прибор для гаража, чтобы время от времени точить цепь своей бензо- или электропилы, недорогой ДИОЛД М3-0,13 станет хорошим приобретением.
Rezer EG235-CN
Это хороший мощный тяжелый станок для регулярной заточки пильных цепей. Он может точить цепи с шагом 0,325, 0,375 и 0,404 дюйма. Регулировка шага выполняется с помощью бокового винта. Крепление цепи осуществляется не автоматической системой, а эксцентриковыми натяжителями. Станок имеет хорошее литье, все элементы изготовлены из металла. Отметим, что здесь идет крупный диск диаметром 145 мм и толщиной 4,5 мм. Посадочное гнездо у него 22,2 мм. Двигатель мощностью 235 Вт разгоняет пильный диск до 3000 об/мин.
Данная модель оснащена подсветкой, которая располагается возле диска. Она запускается при включении устройства. Правда в подсветке стоит не светодиодная лампочка, а лампа накаливания. Приятным моментом является наличие второго заточного диска, который идет в комплекте. Его толщина составляет 3,2 мм. Весит заточной станок 5,8 кг. В сети есть подробный видеообзор этого устройства.
Champion C2001
Модель от Champion оснащена двигателем мощностью 230 Вт, который вращает пильную насадку со скоростью 3000 об/мин. Этот станок для заточки цепей бензопил, как и предыдущее устройство, работает с дисками диаметром 145 мм и толщиной 4,5 мм. Посадочное гнездо 22,2 мм. В принципе у этих двух станков диски взаимозаменяемы. Отметим, что здесь угол заточки цепи может производиться в диапазоне от 0° до 40°. При этом сама вращающаяся платформа имеет трещотку, и при переключении вы услышите характерный звук. Снизу под платформой располагается затяжной винт для надежной фиксации цепи.
Сама по себе база с двигателем и заточным диском может менять угол наклона в горизонтальной и вертикальной плоскостях в диапазоне от 40° до 90°. Благодаря этому вы сможете максимально точно настроить прибор для идеальной заточки цепи бензопилы. Здесь есть подсветка, которая дает хороший обзор рабочего участка. Дополнительно в комплекте идет абразивный брусок. В целом это отличная модель за свои деньги.
Чем еще укомплектовать гараж:





