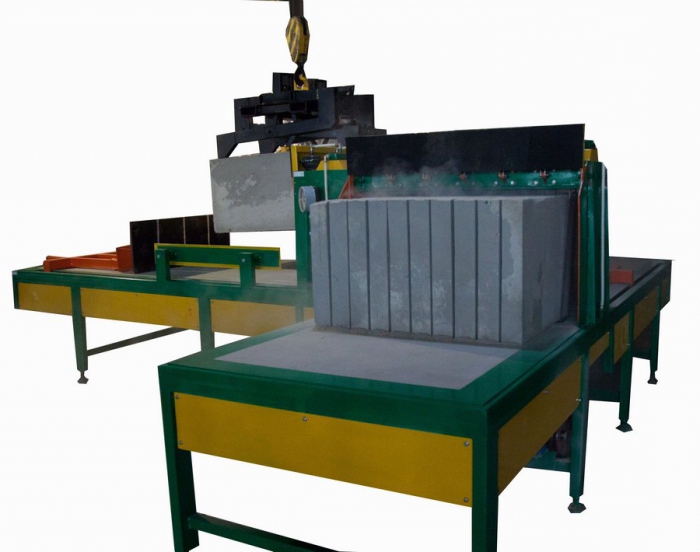
Выбор оборудования для производства пенобетона от А до Я
Люди, которые впервые столкнулись с такой сложной процедурой, как выбор оборудования для производства пенобетона, не всегда способны разобраться в тех терминах, которые сопутствуют этому. Большинство продавцов, делая громкие вывески с наименованиями устройств, могут продать простые кассетные формы с установками для создания материала. Точно такие же устройства с кассетами всегда можно увидеть и в других объявлениях. Следует разобраться в таком вопросе, как выбор оборудования для производства пенобетона, более подробно.
Основные понятия, которые надо знать
Если вы решили открыть свой собственный бизнес, то очень важно разобраться в следующих терминах:
- Под пенобетонным раствором понимается такое вещество, которое получается благодаря смешиванию ингредиентов: цемента, пены и песка.
- Под пенобетоном стоит подразумевать материал, который обладает пористой структурой. Его получают с помощью такой процедуры, как твердение раствора.
- Под пеноблоками понимаются материалы, при изготовлении которых был использован пенобетон.
- Установка для производства пенобетона – аппаратура, которая необходима для определенного использования.
- Производственная линия – комплекс устройств, которые взаимосвязаны друг с другом и работают по определенному технологическому процессу.
В первую очередь оборудование должно создавать раствор
Делая выбор оборудования для производства пенобетона, следует понимать, что оно необходимо для создания соответствующего раствора. Производством блоков уже занимается другая аппаратура, под которой подразумеваются кассетные формы или установка для резания. Собрав все эти устройства воедино, вы получите производственную линию.
Основные устройства, характерные для поточного оборудования
Поточная установка для производства пенобетона включает в себя следующие устройства:
- Оборудование, которое необходимо для создания пенобетона. В качестве готовой продукции выступает сам материал.
- Оборудование, которое требуется для создания блоков. В качестве исходного материала получаются пеноблоки.
Итак, что потребуется знать для того, чтобы сделать правильный выбор в пользу определенной линии по созданию материала?
Делаем правильный и грамотный выбор

На чем, а главное, как происходит создание пеноблоков? Производство пенобетона обычно протекает посредством использования оборудования двумя методами: с помощью пеногенератора (устройство, необходимое для получения пены) и, соответственно, без него.
Станок для производства пенобетона без использования пеногенератора работает по следующему принципу. В специальный вертикальный смеситель вводится цемент, песок, вода, пенообразователь, добавка ускорения. После всего этого происходит процедура активного «взбивания». Само устройство при этом достигает оборотов, равных 1500 (за одну минуту). Однако подобная простота обладает и недостатками.
Основные недостатки материала
Получаемый за счет использования такой установки материал не обладает высоким качеством. Это связано с тем, что не удается с высокой долей точности определить необходимое соотношение, в котором должны добавляться компоненты для производства пенобетона. Также на многое будет влиять и время перемешивания. В связи с этим увеличивается вероятность возникновения брака, так как из-за ошибки в качестве и количестве пенообразователя может быть испорчен весь замес.
Кроме того, из-за неоднородности перемешивания конечный материал может быть получен с достаточно крупными порами, что ведет к его расслоению. Таким образом, производители столкнутся с большим количеством трудностей во время сбыта пеноблоков, сделанных из подобного материала.
Немалое влияние может оказать и не слишком высокая надежность подобного оборудования. Из-за того что присутствует высокая скорость вращения, узлы уплотнения могут быть разбиты. А это, в свою очередь, ведет к возникновению достаточно частых перерывов во всей работе. И следует учесть, что производители, которые пытаются продать оборудование, говорят о необходимости приобретения компрессора, а также дорогого и капризного героторного насоса.
Все отрицательные стороны удалось убрать

Оборудование для производства пенобетона своими руками с использованием пеногенератора не имеет таких недостатков. Этот аппарат предусматривает, что приготовление пены осуществляется в отдельном устройстве. Перед тем как заполнить необходимым материалом бетоносмеситель, его надо тщательно проверить.
Он должен полностью соответствовать всем требованиям. Только в такой ситуации на выходе может быть получен качественный материал. Такой показатель, как плотность, будет зависеть от количества цемента с песком. В данной ситуации удается исключить возможность появления брака.
В оборудовании подобного типа в большинстве случаев также используются горизонтально расположенные валы и шнековое перемешивание. В связи с высокой эффективностью процесса «взбивания» удается получать однородный бетон на выходе. В технологической линии всегда должен быть компрессор, так как вытеснение материала необходимо производить посредством использования сжатого воздуха.
Кроме того что в производственной линии должна находиться бароустановка для производства пенобетона, стоит задуматься о приобретении устройств, с помощью которых можно получать пеноблоки.
Какие устройства необходимо приобрести для получения блоков?

Имеется две разновидности устройств, с помощью которых можно добиться желаемого. Речь идет о кассетных формах, в которых используется литьевая технология, а также об оборудовании, использующем резательную технологию.
Кассетная форма на первый взгляд может показаться слишком простой. Однако все это достаточно обманчиво. Что может быть проще – залил, разобрал, отправил заказчику.
Однако следует помнить о некоторых нюансах при работе с установкой. Ограниченность, которая характерна для срока использования форм, не соответствует стандартам.
Это связано с постоянными воздействиями механического типа на оборудование. Отклонения в форме блоков могут достигать более 5 мм. Поэтому блоки, которые были произведены посредством использования кассетных установок, необходимо укладывать на раствор.
Для того чтобы обеспечить непрерывность работы, надо использовать два комплекта форм. Потребуется нанимать 12 сотрудников. Это связано с большим количеством ручного труда.
Характеристики, присущие резательному станку

Резательный комплекс обладает некоторыми достоинствами. Если использовать его, сокращается численность обслуживающего персонала практически вдвое. Исключается ручной труд. Стоимость будет гораздо ниже, чем при использовании большого количества кассетных форм. Можно изготавливать блоки достаточно внушительного размера. Такой материал используются многими строительными организациями в связи с высоким качеством.
Заключение
Таким образом, исходя из всего вышеперечисленного, можно сказать, что для производства пенобетона и пеноблоков наиболее оптимальными вариантами оборудования станут: установка с пеногенератором и резательный комплекс.
Обзор оборудования для изготовления пеноблоков
Производство пеноблоков считается рентабельным бизнесом, при себестоимости раствора в пределах 800-900 рублей/м3 на выходе получаются востребованные кладочные изделия с хорошими прочностными и изоляционными показателями. Объем выпускаемой продукции и рабочие характеристики материала зависят от вида используемых установок для выработки пены и соединения компонентов, ассортимент предлагаемого оборудования включает как мобильные мини-станции, так и полностью автоматизированные линии с производительностью от 1,5 до 10 м3/ч. С целью сокращения затрат примпособления и формы для заливки могут приобретаться в б/у состоянии, экономия на сырье недопустима.

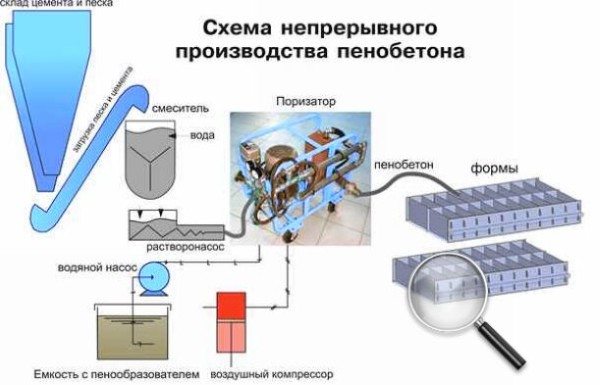
Как делают пеноблоки?
Процесс разделяется на 2 основных этапа: непосредственно замес бетона и изготовления самих изделий путем заливки в формы или резки. Тип установок для первого зависит от выбранной технологии, при классической схеме в линию включают пеногенератор, при второй задействуются мобильные и автономные баросмесители. Производительность последних ограничена 20-40 м3/сутки, их рекомендуют купить при необходимости выпуска в небольшом объеме или непосредственно на стройплощадке.
Автоматизированная линия с пеногенератором позволяет получить до 100 м3 материала в день. Плюсом является более экономное расходование пенобразователей и независимость от их основы. Активируемая в генераторах пена вырабатывается в большем объеме и имеет плотную структуру, при соединении ее с остальными компонентами в герметичном смесителе и нагнетании в нем давления на выходе получается устойчивый к усадке и расслоению состав с мелкими и равномерно распределенными ячейками одинакового диаметра. Рабочие показатели регулируются путем изменения пропорций и величины избыточного давления.
На дальнейшие действия влияет назначение раствора, при заливке его в опалубочные конструкции достаточно работы мобильного баросмесителя, компрессора и шланга для распределения состава. При необходимости выпуска пенобетонных блоков с определенными габаритами реализуется литьевая или резательная технология. В первом случае смесь заливается в кассетные формы с заданными размерами, разбираемыми преимущественно вручную (реже – автоматически), во втором – в легкосъемную опалубку с последующим разрезанием монолита на отдельные изделия.
При литьевом способе объем продукции ограничен числом форм и привлеченных работников. Большинство операций (сборка, смазывание форм, распалубка и очистка стенок) выполняются вручную, для организации непрерывного изготовления в пределах 10 м3 требуется как минимум 2 комплекта по 10 форм, затраты на их приобретение в новом состоянии достигают 100000 рублей, б/у – от 50000 и выше. Такой способ не лишен преимуществ (возможность сделать изделия в домашних условиях, отсутствие потребности в станках для резки), но при планировании выпуска в промышленных масштабах он не подходит.

К явным недостаткам литьевой технологии относят плохую геометрическую точность (отклонения в размерах превышает ±5 мм, что не соответствует требованиям ГОСТ), потребность в значительных площадях для размещения форм до их распалубки, большое количество ручных операций (автоматизация допускается на этапах заливки или разборки кассет, но приобрести такое оборудование для производства пеноблоков могут не все), сложности при необходимости изменения размеров (в этом случае придется делать или покупать новые поддоны и перегородки). Для 10 м3 потребуется привлечение не менее 8 работников и площадка от 600 м2, что отрицательно сказывается на итоговой стоимости кладочных материалов вне зависимости от используемой установки для замеса.
При выборе резательной технологии ячеистая смесь заливается в формы без внутренних перегородок и набирает в них прочность в течение 6-9 ч. После этого легкосъемная опалубка перемещается с помощью траверса на станок и разбирается. С полученного монолита витыми тонкими струнами удаляется горбушка и далее он разрезается на элементы заданного размера с геометрической точностью в пределах ±1 мм. Они захватываются специальным устройством и переносятся на отдельный участок для просушки, занимаемой от 12 до 24 ч.
К преимуществам резательной технологии производства относят полную автоматизацию процессов и высокую скорость операций (цикл резки пенобетонных блоков занимает не более 5-7 минут при минимальном вовлечении оператора), хорошую однородность материала за счет равномерного распределения в опалубке, возможность контроля и изменения размеров изделий и высокое качество их граней и поверхностей. Для организации запуска непрерывной линии изготовления привлекается 5-6 работников и от 600 м2 свободного пространства. Единственным минусом является потребность в покупке дорогостоящих резательных агрегатов (при цене от 450000 рублей за новое оборудование и от 350000 – за б/у).

Потребность в сырье, особенности подготовки компонентов
Понадобятся портландцемент с маркой прочности от М400 и выше, мелкозернистый кварцевый песок и чистая вода. В качестве пенообразователя используются вещества на синтетической и белковой основе (как растительной, так и животной), первые относятся к универсальным и могут вводиться непосредственно в раствор в емкости баросмесителя, вторые требуют обязательного задействования пеногенераторной установки. Для ускорения схватывания и обеспечения стабильных характеристик в состав также добавляют специальные затвердители.
Помимо главных ингредиентов для упрощения процесса рекомендуется приобрести эмульсии (для смазки форм или для ввода непосредственно в пенобетон).
Минимально допустимое водоцементное соотношение смеси – 0,38, оптимальный диапазон варьируется в пределах 0,4-0,45. Превышение его в большую сторону отрицательно сказывается на прочностных параметрах, в меньшую – уплотняет ячеистую структуру за счет забора цементом влаги, приводящего к снижению объема вводимой пены. В ходе замеса рекомендуется поддерживать температуру воды в пределах +25°С, если иное не прописано в инструкции. Наличие посторонних примесей отрицательно влияет на количество вырабатываемых пузырьков и на итоговое качество пеноблоков, при необходимости производства большого объема изделий целесообразно купить и ввести в линию системы фильтрации.

Расход компонентов напрямую зависит от ожидаемой марки плотности ячеистого бетона, при его изготовлении в промышленных масштабов точная рецептура является секретом компаний. Сделать раствор в домашних условиях проще всего по указаниям в инструкциях. Ориентировочные соотношения для 1 м3 смеси при использовании синтетического пенообразователя для наиболее востребованных в частном строительстве марок приведены в таблице ниже:
| Марка плотности | Масса портландцемента М500, без добавок, кг | Масса песка с размеров фракций в пределах 2 мм, кг | Доля синтетического пенообразователя (Ареком или его аналоги для бароустановок), л | Масса ускорителя твердения |
| D600 | 310 | 210 | 1,16 | 0,5 |
| D800 | 320 | 400 | 1,12 |
Помимо чистоты воды на итоговые характеристики сильно влияет активность вяжущего и качество мелкофракционного наполнителя. Использование дешевых компонентов недопустимо, песок рекомендуется просеивать и беречь от сырости. При организации непрерывного выпуска все сухие ингредиенты хранятся в специальных емкостях (цемент – в силосах или их аналогах, песок – в бункерах с засыпкой после просеивания). На практике это означает потребность в защищенной от внешних воздействий площадке, при круглогодичном изготовлении с производительностью в пределах 10 м3 за сутки – от 150 м2 и выше, при получении пенобетонной смеси и заливки ее по формах летом – от 80 м2. Для упрощения процесса загрузки и контроля пропорций в технологическую линию вводятся дозаторы, конвейерные ленты и шнеки.

Перечень необходимого оборудования
Основной рабочей характеристикой является производительность, в зависимости от ее величины агрегаты разделяются на мобильные, обслуживаемые вручную, и работающие в едином автоматизированном комплексе. Ассортимент первых представлен как простейшими моделями баросмесителей (БАС-130, позволяющий делать пеноблоки при подключении к обычной сети 220 В, Санни-014 и 025, ГБС-250 и 500), так и комплектами с компрессорами и пеногенератором (ПУ-10М).
| Тип линии | Ожидаемая производительность, рекомендуемая область использования | Комплектация |
| Мобильная установка | До 1,5 м3 за один цикл запуска, в домашних целях. | Газосместитель со встроенным компрессором. Обычные модели работают от сети 220 В, промышленные – от 380 |
| Мини-линия | До 15 м3 в сутки, требует привлечения 3 работников для обслуживания | Смеситель, активатор пены, водяной бак |
| Мини-завод | До 25 м3 в сутки, автоматизированное производство | То же, плюс система резки и перемещения форм |
| Конвейерные линии | До 150 м3, обслуживаются силами 8 работников, требуют площади от 600 м2 | Стандартная комплектация (смеситель, пеногенератор, система заливки), установки для резки и перемещения пеноблоков, бункера для хранения компонентов и конвейеры для их доставки, дозаторы |
| Стационарные линии | До 60 м3, комплекс, обслуживаемый силами 1 человека, размещается на складе площадью в пределах 500 м2 | То же, при условии полной автоматизации |
Основным узлом является пенобетоносмеситель, его рабочие показатели напрямую зависят от объема чаши, величины нагнетаемого давления и мощности привода. При их выборе предпочтение отдается устройствам с возможностью автоматической очистки перемешивающих лопаток от раствора, удобными воронками для загрузки ингредиентов (как дозированной, так и ручной) и специальными люками для обслуживания, позволяющими извлечь состав при аварийном останове оборудования.

Важно понимать различие между специализированными установками для баротехнологии и так называемой раздельной линией. Первые позволяют использовать синтетические пенообразователи и смешивать компоненты без их активации в отдельном баке, их выбор целесообразен при необходимости получения конструкционных пеноблоков с маркой плотности от 500 кг/м3. Смеси в таком оборудовании перемешиваются быстро и нуждаются в контроле оператором при выгрузке, передержка или ошибки в пропорциях могут привести забивке шланга или патрубка.
Активация пены в отдельном генераторе исключает такие проблемы, но введение устройства увеличивает затраты на запуск линии. К однозначным преимуществам раздельной технологии относят возможность сделать изделия с низкой маркой плотности (300-400 кг/м3, используемых в качестве теплоизоляционных), ввод белковых составов, положительно влияющих на прочностные характеристики пенобетона, и получение более равномерной структуры за счет совместного контроля кратности пены и давления в смесителе.
Свои плюсы и минусы имеют оба варианта, но большинство фирм склоняются к раздельной технологии. Дополнительно покупаются компрессор, бак для соединения и перемешивания воды и пенообразователя, насос, пеногенератор и баросмеситель, соединяющий сухие компоненты и пену в течение 3 минут и подающий полученный бетон под избыточным давлением. При такой схеме основные узлы могут подключаться как к общему пневмооборудованию (оптимальный вариант, выбираемый большинством изготовителей), так и работать от компрессоров.
Запуск полу- или полностью автоматизированного комплекса для выпуска качественных блоков невозможен без наличия бункеров для хранения компонентов, дозаторов, системы резки и перемещения готовых изделий. При промышленных масштабах подбор типа линии (мощная конвейерная или стационарная со средней производительностью) зависит от требуемых объемов, затраты на их приобретение и запуск приблизительно одинаковые, обслуживание первых обходится дороже.
Ориентировочная стоимость установок
Цены на востребованное оборудование для изготовления пенобетона при приобретении с нуля приведены в таблице ниже. Лучшие отзывы имеют установки российских фирм Строймеханика, МЕТЕМ, Строй-Бетон и RusBlok. Продукция поставляется с подробными инструкциями по организации техпроцесса выпуска блоков, при необходимости эти компании оказывают услуги по запуску и оптимизации работы комплексов и мини-заводов.
| Тип | Комплектация | Ориентировочная производительность, м3/ч | Цена, рубли |
| Мобильная установка для приготовления и подачи строительных составов ПУ-10М | Пеногенератор, смеситель, компрессор, героторный насос, облегченные армированные шланги и пульт управления | 3-6 | 477000 |
| Мобильная установка Строймех БАС-130, запитываемая от сети 220 В | Баросмеситель, переходник на пожарный рукав для выгрузки | 0,72-1,44 | 62000 |
| Санни-014, Стройбетон | Закрепленный на станине баросмеситель с набором измерительной аппаратуры и шлангом | 1,5 | 80400 |
| Полностью автоматический комплекс Фомм-ПУСК 2 Стройбетон | Установка для производства, дозатор, устройства хранения компонентов, САУ, транспортеры и шнеки | До 80 в смену | 1496000 |
| Полуавтома-тизированная линия Старт 500 Метем | Скиповый подъемник с дозатором, мобильная станция, пеногенератор, дозатор воды, формы для выпуска 20 шт за раз | До 20 в смену | 845000 |
| Автоматизированный завод Метем-Профи с резательным комплексом АЗП-03 | Пенобетоносмеситель, бункера для хранения компонентов и система их подачи | До 140 в сутки | 3820000 |
Станки по производству пеноблоков: технология производства, набор оборудования. Универсальные станки и формы
Пеноблок является одним из самых популярных материалов в современном строительстве. Его используют для возведения небольших домов и коттеджей, а также для создания других конструкций жилого и производственного типа. При этом стоит отметить, что линия для производства пеноблоков может выглядеть в виде нескольких небольших аппаратов, которые можно расположить даже во дворе дома.
Учитывая все достоинства этого материала и простоту его производства, многие специалисты считают, что при строительстве собственного дома лучше потратиться на приобретение подобного станка, чем переплачивать не только за готовое изделие, но и его доставку на объект.

При этом вопрос о том, выгодно ли производить пеноблоки самому, упирается только в стоимость оборудования, расходных составляющих и количество необходимой готовой продукции. Обычно при изготовлении дома 6х9 высотой в три этажа можно реально ощутить экономию и при этом получить устройство для открытия собственного бизнеса по изготовлению пеноблоков.
Технологический процесс и оборудование
Перед тем как открывать свое производство пеноблока необходимо детально изучить все тонкости этого процесса. Нужно определить рабочие мощности, площади и в соответствии с ними приобрести необходимые агрегаты.

Технология производства
В основе изготовления данного материала лежит довольно простой технологический процесс. Однако он требует строго соблюдения рекомендаций прилагаемых к каждому ингредиенту и оборудованию.
Обычно мини производство пеноблоков предполагает наличие универсального аппарата, но чтобы понять всю технологию стоит рассмотреть все этапы отдельно:
- Сначала необходимо приобрести все необходимые ингредиенты. Обычно к ним относят песок и цемент.
- Далее подбирают специальный вспенивающий состав. В настоящее время на рынках строительных материалов можно найти массу разновидностей этого вещества, отличающегося друг от друга ценой, дополнительными свойствами и экологической чистотой. Поэтому выбор зависит только от личных предпочтений.
- Затем следует приобрести такое устройство, как пенообразователь. Именно оно является основным во всем процессе производства.
- В него помещают вспенивающий состав и выполняют с ним все действия, на которые указывает инструкция по применению конкретного типа.

- В это же момент необходимо в определенной пропорции загрузить в бетономешалку песок, воду и цемент определенной марки. Все указания по количеству материала также индивидуальны для каждого вида вспенивающего вещества и отображаются в инструкции по его применению.
- После того, как все компоненты загружены в свои агрегаты, им дают пройти определенный цикл, который обычно не больше 5 минут.

- Затем вспененное вещество добавляют в бетон и смешивают на протяжении 10 минут.
- Стоит отметить, что современные станки для производства пеноблоков обычно продаются вместе с формами для создания изделий. К ним также прилагаются различные вставки для создания полостей или замков. При этом подобные конструкции можно изготовить самостоятельно, используя для этого обычные доски или листы металла.
- После того, как смесь приготовилась, ее переливают в формы для пеноблоков. Для удобства последующего извлечения стоит нанести на их внутреннюю поверхность слой отработки или другой смазки. Обычно цена этого компонента невысока, но его применение поможет сохранить в целости готовое изделии при разборке формы.
- Готовая смесь должна сначала полностью застыть. Только после этого блок можно извлекать. В противном случае он может рассыпаться в руках.

- Для ускорения этого процесса можно использовать раствор аммиака, который наносят на ветошь и помещают ее наверх формы. Затем все накрывают пленкой.
- После извлечения готовой продукции ей дают отстояться около 12-18 часов. Именно поэтому цех по производству пеноблоков нуждается в определенном пространстве.
Совет!
Не стоит нарушать указания инструкции идущей в комплекте к вспенивающему составу, даже если в ней говориться то, что противоречит вашим представления о произведении бетонных работ.
В противном случае можно получить некачественное изделие, которое может навредить всему строению.

Набор оборудования
Исходя из технологического процесса, можно определить то, что нужно для производства пеноблоков. При этом стоит отметить, что такая вещь, как бетономешалка у профессионального строителя должна быть в наличии, особенно если он собрался не только делать блоки, но и возводить из них дом.
Форму для блоков можно создать самостоятельно. При этом можно сконструировать ее таким образом, чтобы в итоге получать изделия необходимой формы и размера. Такое решение может оказаться намного эффективнее и позволит открыть производство пеноблоков эксклюзивных габаритов.

Отдельного внимания заслуживает только пенообразователь. При желании его можно сделать своими руками, но заводская конструкция в итоге окажется не намного дороже, а прослужит значительно дольше.
Совет!
Создавая собственный цех по изготовлению подобных материалов, стоит помнить о том, что профессиональное оборудование позволяет значительно упростить весь процесс производства и увеличить выход конечной продукции.
Если же использовать, бетономешалку, самодельные формы и пенообразователь, то итоговый результат не сможет удовлетворить потребности даже небольшого магазина, а значит, этот метод подходит только для личного использования.

Универсальные станки
Современная линия по производству пеноблоков выглядит в виде комбинации всех типов устройств для данного процесса. Такой станок объединяет в себе бетономешалку и пенообразователь, которые собраны на одной станине.
Также подобные устройства оснащаются системами подачи материала и автоматической выгрузкой готовой продукции. Это в разы повышает рентабельность всего производства и дает возможность выводить его на поток.

Отдельно стоит отметить тот факт, что основной характеристикой такой техники является ее производительность. Именно этим параметром необходимо руководствоваться, принимая решение открыть производство пеноблоков своими руками.
Совет!
Стоит отметить, что производительность установки зависит не только от ее мощности, но и количества обслуживающего персонала.
Маленькому устройству достаточно для нормального функционирования одного человека, а большой станок может потребовать двух или более рабочих, чтобы оправдать заявленный в характеристике объем продукции.

Форма
Форма считается основой производства изделий из бетона.
Именно поэтому все пособия, рассказывающие о том, как производить пеноблоки уделяют ей особое внимание.
- Прежде всего, необходимо отметить тот факт, что их должно быть несколько, чтобы производство было беспрерывным.
- Формы должны иметь одинаковый размер, иначе могут возникнуть проблемы при возведении стен.
- Внутренняя поверхность конструкции не должна содержать дефектов в виде сколов, трещин или впадин. В противном случае они отразятся на конечном изделии.
- Изготавливая форму самостоятельно необходимо делать ее стенки под небольшим углом, чтобы облегчить процесс извлечения. Также можно изготовить разборную конструкцию.
Совет!
Стоит помнить, что от качества формы напрямую зависят характеристики пеноблока.
Поэтому многие мастера предпочитают приобретать ее в магазине.

Вывод
В представленном видео в этой статье вы найдете дополнительную информацию по данной теме. Также на основании информации изложенной выше можно сделать выводы о том, что процесс производства пеноблоков является довольно простым, но требует наличия определенного оборудования.
Однако даже если изготавливать материал для собственного использования, то приобретение такого станка вполне окупиться и даже поможет впоследствии заработать.
Параметры выбора оборудования для пеноблоков и требования к материалу
Пеноблоки в настоящее время являются одним из самых популярных строительных материалов. Их применяют для возведения жилых зданий, коммерческих объектов и промышленных предприятий, строительства частных домов и небольших пристроек. Однако процесс их изготовления отличается от метода изготовления стандартных бетонных блоков. Поэтому важно правильно выбрать из списка возможного оборудования для производства пеноблоков оптимальный вариант.
Перечень оборудования

На первом этапе следует определиться с первичными показателями производственной линии. К ним относятся производительность, требуемые характеристики строительного материала и тип технологии – стационарное или мобильное.
Для изготовления пеноблоков применяется специальный состав – пенобетон. Он отличается от стандартной смеси наличием пенообразователя, который положительным образом сказывается на эксплуатационных качествах материала – удельном весе, коэффициенте теплоизоляции и механической прочности. Для изготовления пеноблоков могут использоваться различные технологические схемы. Но независимо от выбранной методики перечень необходимых компонентов линии практически всегда одинаков.
В качестве примера можно рассмотреть комплектацию оборудования для производства строительного материала на заводской линии:
- пенообразователь. С его помощью происходит образование пены. Она формируется путем смешивания пеноконцентрата с воздушными потоками, подаваемыми под давлением. Полученный состав добавляется в бетонный раствор. Для создания давления дополнительно необходим компрессор;
- вибрационный грохот. Необходим для предварительного просеивания материалов – песка, щебня;
- емкость для заливки раствора. Это может быть разделенная на секции форма или конструкция без внутренних перегородок. В последнем случае появляется возможность изготовления строительного материала любой формы после его разрезания;
- устройство для подачи песка, щебня и бетона. Обычно устанавливают смесительный бункер, в котором компоненты раствора перемешиваются и после этого с помощью шнека подаются в форму;
- дозатор воды. Необходим для контроля содержания воды в готовой смеси.
Это минимальный перечень оборудования для изготовления пеноблоков в промышленных масштабах. Если же планируется небольшой объем производства – можно ограничиться пенообразователем, стандартной бетономешалкой и формой для получения готового изделия.
Для комплектации производственной линии рекомендуется применять компоненты одной торговой марки. Их технологические параметры оптимизированы, что дает возможность снизить текущие расходы.
Технологии изготовления пеноблоков

Производство пеноблоков может осуществляться несколькими способами. Все зависит от наличия оборудования для их изготовления, требуемого объема и качества конечного продукта. Эти параметры являются определяющими при выборе технологии.
Для производства небольшого объема изделий понадобится минимум средств. Прежде всего необходимо приобрести смеситель, генератор пены и компрессор. Затем следует выбрать место, где будет установлен комплекс оборудования для производства пеноблоков. Учитывается рабочее пространство, номинальная потребляемая мощность и место для монтажа формы. Комплектация заводской линии является более сложным процессом. В ее участии должны принимать инженеры и конструкторы, разрабатывающие технологические схемы.
Наиболее популярные способы изготовления пеноблоков и особенности комплектации оборудованием:
- литьевой. Он заключатся в том, что цементная смесь и подготовленная пена заливаются в емкость и затем после некоторого времени ожидания, пока не затвердеет материал, можно извлекать готовые изделия. Недостатком этого способа является низкое качество геометрии. Поэтому для массового производства рекомендуется выбирать другие методы;
- распил. Он заключается в том, что готовой смесью заполняют большой объем. Затем после окончательного затвердевания полученное изделие извлекают и с помощью ленточной пилы делят на составные части. При этом брак, который образуется по краям, удаляют;
Важно учесть место для исходного сырья. Оно должно храниться в помещениях с соответствующими параметрами температуры и влажности. Это же касается готового продукта. Так как в конечном продукте достаточно большая концентрация воды – после его изготовления герметичная упаковка запрещена.
Требуемые технические параметры пеноблоков

После выбора оборудования для изготовления пеноблоков необходимо ознакомиться с требуемыми характеристиками конечного изделия. Определяющими из них является размер, форма, удельная масса и коэффициент теплопередачи. Так как материал в дальнейшем будет использоваться для возведения стен – эти параметры являются наиболее важными.
Наиболее распространенными размерами являются 200*300*600 и 100*300*600. Первые применяются для возведения несущих стен, а вторые – для строительства перегородок. Примечательно, что основной набор оборудования может быть применен для изготовления нескольких типов строительных материалов.
Основные технические характеристики:
- вес стенового – от 39 до 50 кг. Для перегородок – 19 до 23 кг;
- удельная плотность – не менее 400 кг/м³;
- коэффициент теплопроводности – 0,1 Вт/м*С°.
Также необходимо учитывать пористость материала, так как он напрямую влияет на механическую прочность.
В видеоматериале показан пример небольшой линии:
Производство пеноблоков оборудование обзор

Пенобетонные блоки – сравнительно новый строительный материал с необычными свойствами. Этот искусственный пористый камень может даже плавать в воде. Но при этом он обладает отличными теплозащитными свойствами, которые значительно выше, чем у кирпича.
Преимущества пенобетона
Пенобетоном называют легкий ячеистый бетон, который получают после затвердения раствора, состоящего из цемента, пены, песка и воды. Для получения пены используют специальные пенообразователи.
Пенобетон обладает целым рядом преимуществ:
- прочность. Прочность на сжатие при плотности 400-1400 кг/см3 составляет 10-110 кг/см3;
- легкость. Пенобетон в 3 раза легче обычного бетона и в 2,5 раза кирпича. Поэтому стены из этого материала создают небольшие весовые нагрузки на фундамент и перекрытия;
- надежность. Пенобетон, практически, вечный материал. Он не горит, не гниет, отлично переносит температурные перепады;
- хорошая теплоизоляция. Пеноблоки обладают высоким термическим сопротивлением, поэтому могут аккумулировать тепло. Расходы на отопление зданий, построенных из пенобетона, снижаются в среднем на 20-30%. В таких зданиях не жарко летом и тепло зимой;
- хорошая звукоизоляция;
- экологичность. В состав пенобетона входят только чистые, природные компоненты;
- быстрота монтажа. Из-за больших размеров блоков здания строятся быстро и просто;
- экономичность. Расход материала при возведении стен из пеноблоков в 4 раза меньше по сравнению с кирпичными. Строительные материалы экономятся и при возведении фундамента, поскольку пенобетон существенно легче бетона или кирпича.
Основные способы изготовления пеноблоков
Изготовление пеноблоков может осуществляться двумя разными способами. Каждый из них имеет свои плюсы и минусы.
Литьевой способ
Бетонный раствор заливают в железные кассетные формы. В этих формах блок высушивают, а затем его вынимают уже как готовое изделие. Пеноблоки своими руками в домашних условиях, как правило, изготавливаются именно таким способом.
Достоинства литьевого способа
Отсутствие пильного станка в производственной цепочке существенно уменьшает время изготовления и стоимость блоков.
Недостатки литьевого способа
- плохая геометрия пеноблоков;
- неточность размеров;
- высокий процент брака, поскольку разрушается каждое изделие, прилипшее к поверхности формы.

Чтобы предотвратить разрушение блоков, используют специальные смазки для форм. Стоимость этих смазок достаточно высокая, но они все равно не застраховывают блоки от разрушения и сколов.
Распиловочный (резательный) способ
Этот способ наиболее распространен среди профессионального бизнеса пенобетонных блоков. При использовании данной технологии сначала из бетонного раствора выливают большой блок. После высыхания бетона блок распиливают на отдельные части необходимого размера. Для резки используют специальное оборудование для производства пеноблоков, с помощью которого не только распиливают полученный массив, но еще удаляют поврежденные края.
Достоинства распиловочного способа:
- правильная геометрия готовых изделий;
- высокая точность размеров;
- минимальные погрешности.
Недостатки способа
Чтобы разрезать пенобетонный массив на мелкие части, необходим специальный пильный станок для изготовления пеноблоков, цена которого достаточно высокая. Это существенно увеличивает себестоимость продукции.
Этапы изготовления литьевым способом
Сначала в отдельной емкости готовится пеноконцентрат. Затем он подается в парогенератор. Если производство пеноблоков своими руками осуществляется с применением кавитационной установки, то этот этап пропускается.
На втором этапе изготавливают пенобетонную смесь. Для этого в смеситель закладывают сухие компоненты, а потом подают воду и пену. Если применяется кавитационная установка, то сначала в оборудование для производства газоблока закладывается пенообразователь, а потом все остальные ингредиенты.
Бетонный раствор вымешивается примерно полминуты. Потом его заливают в формы. Каждая форма для пеноблоков перед использованием обязательно очищается и смазывается специальными жидкостями или машинным маслом.
На последнем этапе происходит твердение пенобетона. Формы с раствором должны храниться при температуре окружающего воздуха не ниже 20 градусов. Через 9-10 часов пеноблоки изготовление своими руками достигнут 25% своей проектируемой прочности и их можно будет расфасовать.
Виды оборудования для производства блоков из пенобетона своими руками
 Сегодня можно без особого труда станок для производства пеноблоков купить, как в комплекте с другим оборудованием, так и отдельно. На рынке представлено самое разное оборудование для изготовления пеноблоков в домашних условиях, различающееся по габаритам, производительности и комплектации. При выборе этого оборудования очень важно четко определить, какие объемы производства блоков оно должно обеспечивать.
Сегодня можно без особого труда станок для производства пеноблоков купить, как в комплекте с другим оборудованием, так и отдельно. На рынке представлено самое разное оборудование для изготовления пеноблоков в домашних условиях, различающееся по габаритам, производительности и комплектации. При выборе этого оборудования очень важно четко определить, какие объемы производства блоков оно должно обеспечивать.
Многих интересует вопрос, сколько стоит станок для изготовления пеноблоков? Следует отметить, что стоимость оборудования во многом зависит от его комплектации. Полный комплект в среднем обходится в 300 тысяч рублей, но если некоторые агрегаты сделать своими руками, то затраты можно существенно сократить.
Для производства пенобетонных блоков необходимо следующее оборудование:
- виброгрохот (для просеивания материалов);
- смеситель;
- дозатор воды;
- устройство для подачи сырья (песка, цемента);
- пеногенератор (кроме оборудования, работающего с использованием баротехнологии);
- компрессор;
- шланг для подачи готового раствора;
- формы для пеноблоков своими руками или пильный станок.
Современное оборудование для пеноблоков купить можно стационарное или мобильное. Особым подвидом стационарного оборудования являются автоматические линии. Они комплектуются различными пеногенераторами и способны производить в сутки до 110 кубических метров блоков.
Достоинства стационарного оборудования:
- высокая производительность;
- изготовление высокопрочного пенобетона;
- низкий расход пенообразователя;
- снижение себестоимости продукции.
Недостатки стационарных линий Для стационарных линий используют станки для пеноблоков, цены которых довольно высокие. В зависимости от производителя и производительности оборудования цена может достигать двух миллионов рублей.
Мобильное оборудование
Как правило, данное оборудование работает без применения пеногенератора. Оно характеризуется низкой производительностью (не более 45 м3). Чаще всего используется мобильный станок для производства пеноблоков в домашних условиях.
 Достоинства мобильного оборудования:
Достоинства мобильного оборудования:
- невысокая стоимость оборудования;
- самый простой способ изготовления пенобетона и изделий из него.
- высокий расход пенообразователя;
- небольшая производительность.
Оборудование для производства пеноблоков, цена
| Модель станка | Производительность, м 3 /сутки | Стоимость, руб |
| БАС-130 | 24 | 50 000 |
| Сани-014 | 26 | 65 000 |
| Фомм-Проф500 | 72 | 257 000 |
Кроме этих станков, на рынке представлено и много других мобильных установок, в том числе и зарубежного производства, ценовой диапазон которых составляет 50 – 100 тысяч рублей. Любой станок для производства пеноблоков, цена которого вполне доступна, имеет неплохую производительность по плану. Но существует один минус – слаборазвитая сервисная служба.
Изготовление пеноблоков – довольно простой процесс, не требующий от исполнителя специфических умений и особых навыков. Но для организации полноценного производства понадобятся определенные устройства, которые порой стоят достаточно дорого. Поэтому среди современных мастеров очень популярен вопрос: как сделать станок для пеноблоков своими руками? -об этом и практике производства пеноблоков рассказано во второй части статьи.
Как производится изготовление пеноблоков своими руками в домашних условиях и оборудование для этого показано в видео:
Книги по теме:
Производство и применение пенобетона — Б.Н. Кауфман — 1 117 руб.- ссылка на обзор книги
Универсальный справочник строителя — Виктор Алексеев — 300 руб.- ссылка на обзор книги
Справочник новейших технологий в строительстве и ремонте — В. Котельников — 234 руб.- ссылка на обзор книги
Современные строительные материалы — А. Сватков — 510 руб.- ссылка на обзор книги
Строительные материалы и изделия — Исаак Наназашвили — 200 руб.- ссылка на обзор книги
Оборудование для изготовления пеноблоков в домашних условиях
Применение пенобетона имеет более чем пятидесятилетнюю историю. Эксплуатация сооружений с его использованием уже показала надежность и долговечность материала. Пенобетон обладает высокими шумоизолирующими свойствами. Сегодня мы рассмотрим особенности открытия собственного производства этого строительного материала.
Что такое пенобетон
Пенобетон — это бетон ячеистой структуры, который образован замкнутыми воздушными пузырьками. Этот материал имеет низкую плотность и теплопроводность. Он может применяться как теплоизоляционный материал (марка D200 – D500), конструкционно-теплоизоляционный (D600 – D800) и конструкционный с пониженной теплопроводностью (D900 – D1600).
Марка пенобетона указывает на его плотность. Например, пенобетон марки D400, означает пенобетон плотностью 400 кг/м 3 . Пенобетон производится по ГОСТ 25495-89 «Бетоны ячеистые. Технические условия». Низкая плотность пенобетона обуславливает малый расход материалов для его изготовления. По этой причине себестоимость пеноблоков существенно ниже, чем бетонных блоков. Особенно выгодно применение таких материалов при малоэтажном строительстве и возведении внутридомовых перегородок.
Пенобетон очень легко обрабатывается. Его можно резать обычной ножовкой, забивать в него гвозди. Работа с пенобетоном на стройплощадке имеет много общего с работой по дереву. Пеноблоки — это тот же пенобетон, сформованный в виде параллелепипедов. Пеноблоки изготавливают как стандартных размеров (200*300*600 мм или 100*300*600 мм) так и более крупные. При самостоятельном изготовлении размер пеноблоков определяется размером выбранной формы.

Преимущества применения пеноблоков при строительстве:
- низкая себестоимость и, соответственно, высокая рентабельность производства;
- высокие теплофизические характеристики;
- легкость обработки;
- возможность сэкономить при строительстве фундамента благодаря низкой массе стен, а также меньшие затраты на транспортировку;
- экологичность.
Пенобетон, как и любой другой материал, не лишен недостатков, которые следует учитывать при его использовании. Его прочность существенно ниже, чем у бетона, а тем более железобетона, он не работает на изгиб, обладает относительно высоким водопоглощением и водопроницаемостью, дает значительную усадку (рекомендуется выдержка до одного месяца перед использованием). Но при этом изготовление пеноблоков как бизнес может приносить достаточно высокую прибыль.
Производство
Производство пенобетона, несмотря на относительно невысокую стоимость заводских пеноблоков, весьма заманчивым является их производство в домашних условиях или мини-заводе.
Существует распространенное заблуждение, что пенобетон можно производить, просто добавив пенообразователь к стандартной бетонной смеси. Это не так.
Производство пеноблоков из пенобетона осуществляется, в основном, двумя методами. Классический метод заключается в приготовлении цементной смеси (рецептуры приведены ниже). В готовую смесь подается пена из пеногенератора и после перемешивания, пенобетон разливается в формы. По автоклавному методу все компоненты тщательно перемешивают в смесителе под давлением. Полученную смесь через сопло выдавливают в подготовленную форму. Технологии, основанные на смешении сухих компонентов, применяются, обычно, в массовом производстве.

Для производства пенобетона используется портландцемент марки не ниже М400 (предпочтительно М500), просеянный и промытый речной песок, пенообразователь. Иногда в бетонную смесь добавляют добавки, ускоряющие схватывание (например, жидкое стекло), а также улучшающие структуру бетона (хлористый кальций или нитрат кальция). Песок следует использовать мелких фракций, так как крупные частицы быстро оседают (седиментируют), что существенно снижает качество продукции.
Оборудование
Для производства пенобетона необходимо специальное оборудование.
Следует иметь в виду, что применение обычных бетономешалок для производства неэффективно. Их использование не позволяет получить пенобетон стабильного качества плотностью ниже 1000 кг/м 3 .
Ниже приведен минимальный комплект, который необходим для производства пеноблоков. Оборудование включает в себя:
- пеногенератор;
- компрессор;
- смеситель;
- насос для пенобетона;
- формы.

Если вы предполагаете круглогодичное производство, то следует использовать пропариватель. Можно скомплектовать установку из отдельных механизмов. Однако, такой подход не приводит к существенной экономии, а нестыковка параметров отдельных узлов может отрицательно сказаться на качестве продукции. Поэтому целесообразно приобрести комплектное оборудование. В России существует множество фирм, производящих такое оборудование. Цена комплекта оборудования для мини-завода по производству пеноблоков колеблется в пределах от 100 тыс.руб. до 250 тыс.руб. для установок производительностью 10-25 м 3 блоков в смену. При выборе установки для производства пенобетона следует обращать внимание на мощность и параметры электропривода (220 или 380 В), а также расстояние подачи бетонной смеси. Так как при перерывах в работе необходима промывка оборудования, следует обратить внимание на простоту этой операции. В некоторых регионах оборудование для изготовления пеноблоков в домашних условиях можно взять напрокат, что выгодно при строительстве собственного дома или небольших сооружений.
Расход материалов для производства пеноблоков
Рассмотрим рецептуры для производства пеноблоков наиболее распространенных марок D600, D800 и D1000:
Пенобетоны, указанных марок, имеют следующие теплофизические характеристики. Теплопроводность (Вт/(м*К)) – 0.14, 0.21, 0.29, прочность (кг/м 2 ) – 16, 27, 50 соответственно.
Для производства пеноблоков следует использовать чистую воду.
Чаще всего используют водопроводную или техническую воду умеренной жесткости. В специальной литературе и интернете можно найти массу советов по самостоятельному производству пенообразователя. Самодельный пенообразователь можно достаточно успешно использовать для производства пенобетона марки D1000 и выше. Но для теплоизоляционного материала лучше использовать промышленный пенообразователь. Формы для заливки смеси могут быть металлическими или деревянными. Они должны быть разборными. При эксплуатации их необходимо смазывать маслом или использовать полиэтиленовую пленку (для деревянных форм).

Бизнес-план
Составим бизнес-план производства пеноблоков в домашних условиях. Как видно, основные материальные затраты на производство пеноблоков, приходятся на цемент. Однако следует учитывать транспортные расходы и расходы на электроэнергию. Кроме того, необходимо предусмотреть площади для хранения готовой продукции (в летнее время это может быть открытая площадка) и ангар для сырья. Рассмотрим мини-завод по производству пенобетонных блоков производительностью 10 м 3 блоков за смену. Цена комплектной установки составляет 120000 руб. Обслуживать установку могут 2-3 человека. Если вы производите пеноблоки для строительства собственного дома, то работать с таким оборудованием можно самостоятельно. Стоимость форм – 20000 рублей. Примем среднюю цену на цемент М500 200 руб. за мешок массой 50 кг. Стоимость пенообразователя находится в пределах от 60 руб./кг (производство Россия) до 150 руб./кг (импорт).
Объем производства в месяц – 200 м 3 . При производстве всех трех марок в равных количествах средняя себестоимость составит 1733 руб./м 3 . При средней цене реализации 2200 руб./м 3 , выручка составляет 440000 руб. в месяц. Прибыль – 93400 рублей в месяц. Таким образом, срок окупаемости капиталовложений составит всего 2-2,5 месяца. При производстве теплоизоляционных пеноблоков рентабельность может достигать 100%. Как видно, производство пеноблоков является высокорентабельным и, при наличии потребителей, окупается менее чем за один сезон.
Приведенная калькуляция усредненная, поэтому приступая к составлению своего бизнес-плана производства пеноблоков в домашних условиях, следует учитывать местные условия – расстояние доставки сырья, стоимость песка, цемента (сильно варьируется по регионам) и наличие собственного автотранспорта. В производстве, особенно на начальных этапах приобретения опыта, неизбежно образование значительного количества отходов (до 20%). Учитывая, что отходы занимают значительную площадь и их необходимо периодически вывозить, целесообразно приобрести простейшую дробилку (пенобетон имеет невысокую прочность) и вибросито. Это позволит не только сэкономить площадь и уменьшить затраты на транспортировку, но позволит получить высококачественный заменитель речного песка.
Размещение мини-завода по производству пеноблоков целесообразно вблизи от мест массового строительства загородных домов и дачных участков. Покупателей привлекает малое расстояние для транспортировки стройматериалов.
Дробилки для шин и резины
 Компания инноваций и технологий предлагает большой ассортимент промышленных роторных дробилок для шин и покрышек, измельчителей резиновых изделий в крошку разных размеров различных размеров, назначения и исполнения конфигурации ножей и типа выгрузки материала.
Компания инноваций и технологий предлагает большой ассортимент промышленных роторных дробилок для шин и покрышек, измельчителей резиновых изделий в крошку разных размеров различных размеров, назначения и исполнения конфигурации ножей и типа выгрузки материала.
Роторные дробилки без проблем эксплуатируются на складе, производстве и в магазинах при температуре от -10 ºС до +40 ºС.
Типы конфигурации ножей дробилок
Каскад (К)
 Подходит для очень широкого перечня полимерных отходов с толщиной до 10 мм. Каскадом измельчают полиэтиленовые бутылки, тканые полипропиленовые мешки, волокнистые материалы и пластмассы толщиной до 3-4 мм.
Подходит для очень широкого перечня полимерных отходов с толщиной до 10 мм. Каскадом измельчают полиэтиленовые бутылки, тканые полипропиленовые мешки, волокнистые материалы и пластмассы толщиной до 3-4 мм.
Ласточкин хвост (L)
 Ножи данного типа предназначены для измельчения мягких пенопластовых отходов и других исходных материалов (полиэтилен, биг-бэги, различная пленка). Подобный вид ножей изготавливается из стали высокого качества, они имеют V-образные лезвия двусторонней заточки, что обеспечивает максимальную производительность, отличное дробление сырья и увеличенные сроки эксплуатации;
Ножи данного типа предназначены для измельчения мягких пенопластовых отходов и других исходных материалов (полиэтилен, биг-бэги, различная пленка). Подобный вид ножей изготавливается из стали высокого качества, они имеют V-образные лезвия двусторонней заточки, что обеспечивает максимальную производительность, отличное дробление сырья и увеличенные сроки эксплуатации;
Косой рез (М)
 Лезвия роторного ножа диагональны выступам камеры. Косой рез позволяет измельчать сырьё толщиной до 5 мм. Перерабатывать им можно ПВХ, ПЭТ, ПП, крупные резиновые изделия, а также мягкий пластик, пленку и бумагу;
Лезвия роторного ножа диагональны выступам камеры. Косой рез позволяет измельчать сырьё толщиной до 5 мм. Перерабатывать им можно ПВХ, ПЭТ, ПП, крупные резиновые изделия, а также мягкий пластик, пленку и бумагу;
Видео пример роторной дробилки на складе производства
В производственных процессах зачастую образуются отбракованные остатки или неликвидная продукция. Раньше подобный вид отходов подвергался утилизации, что занимало большое количество усилий и стоило значительных средств. Теперь пластик перерабатывают и снова используют для производства.
Зачем перерабатывать резину?
Опасность данного материала заключается в том, что гнить он будет «вечно», отравляя воздух и почву едкими химическими веществами. Раньше шины преимущественно утилизировали посредством сжигания. Но такой способ также вредно влияет на окружающую среду. Поэтому переработка старых покрышек (а это основная часть резиновых изделий) стала популярной.
Что производят из переработанных шин?
После переработки шин на дробильном оборудовании получают мелкую резиновую крошку. Она отлично используется для производства множества разных изделий.
Сферы применения крошки:
- цветные изделия: поверхность для детских площадок, покрытие открытых спортивных комплексов, производство покрытий беговых и пешеходных дорожек, корты для игры в теннис и другие спортивные объекты. Отлично подходят для организации пешеходных дорожек, анти-скользящего покрытия;
- плиточная продукция: спортивные маты, коврики для занятий спортом, плитка;
- крошка для наполнения «искусственной травы»;
- для использования в верхних слоях асфальта. Не очень популярное, но перспективное производство – резинобитумное покрытие;
- для создания битумных мастик;
- производство резиновых смесей;
- производство шумоизоляции;
- производство кровельных покрытий.
Переработка резиновых отходов
На многих заводах по производству резиновых изделий стоят измельчители, с помощью которых перерабатывают неликвид и резиновые остатки. Особой популярностью пользуются роторные дробилки, которые могут производить крошку различной фракции.
При выборе оборудования – важно обращать внимание на несколько аспектов. Так как зачастую резина бывает достаточно плотной, необходимо выбирать измельчители с ножами из высокопрочного металла. Стоит обратить внимание и на мощность двигателя, от которого напрямую будет зависеть производительность измельчителя. Важно определить задачи, которые будут стоять перед машиной и выбрать такую комплектацию роторной дробилки, которая подойдет именно под ваши цели.
Принцип работы роторной дробилки для измельчения резины
Так как в большинстве случаев переработке подвергаются шины и другие крупные резиновые изделия, их обязательно нужно перед помещением в измельчительную камеру, разрезать на более мелкие куски (с помощью гильотины). Попадая в камеру, резиновое изделие подвергается обработке роторами с мощными режущими ножами, которые перемалывают неликвид, превращая его в крошку.
Для регулировки размера фракции вы можете установить сито с определенными ячейками. Материал, который прошел сито, попадает в накопительную камеру. Излишки и крупные части можно пустить на повторную переработку. Переработка резины стала простым и доступным процессом.





