Технология производства бетонных блоков своими руками, как подобрать составляющие и формы
 Бетон является отличным материалом для возведения жилых, общественных и коммерческих зданий.
Бетон является отличным материалом для возведения жилых, общественных и коммерческих зданий.
Не только монолитный бетон, но и блочное сырье используется в строительстве. Блоки продают бетонные заводы, но сделать их самостоятельно может каждый.
Это помогает удешевить строительство, но немного увеличивает его сроки. Чтобы своими руками изготовить бетонные блоки, нужно разобраться в материалах, а также следовать инструкции.
Ингредиенты для производства
Чтобы самостоятельно заниматься производством бетонных блоков для строительства, необходимо подготовить такие материалы:
- цемент;
- песок;
- щебень;
- вода.
Исходные материалы, применяемые при производстве блоков, обуславливают итоговые свойства камня на выходе. Например, щебень добавляют не всегда, чаще всего используют только цемент, воду и песок.
В зависимости от добавления других материалов – щебня, гравия, извести или шлака, меняются характеристики бетонного блока. Также в состав камня можно добавить деревянную щепу.
Функции добавок:
- делают бетонные блоки устойчивыми к температурным перепадам;
- наделяют их хорошей звукоизоляцией, прочностью, теплопроводностью,
- блоки становятся более устойчивыми к разрушению от влаги.
Лучше во время самостоятельного изготовления использовать метод механической прессовки. Он позволяет равномерно распределить раствор по форме, что делает блок однородным по всему объему.
Если готовый блок имеет однородную структуру, а его поверхность ровная, а не пористая, то заниматься отделкой такого строительного материала легче, чем неровного. При самостоятельном производстве рекомендуется взвешивать каждый элемент проверять его на дефекты перед тем, как отправить в кладку. Это поможет защитить дом от разрушений в будущем.
Требования к ингредиентам
К каждому компоненту из состава предъявляются требования, так как жилой дом не может быть построен из материалов, имеющих не соответствующее качество и прочность.
 Например, обязательно выбирают портландцемент – он выступает вяжущим средством и от его характеристик зависит прочность будущего блока.
Например, обязательно выбирают портландцемент – он выступает вяжущим средством и от его характеристик зависит прочность будущего блока.
Лучше использовать портландцемент марки М400 или М500. Во время приобретения материал должен быть сухим и сыпучим.
Чем дольше хранится портландцемент в мешках, тем скорее портятся его прочностные характеристики. При хранении 1 месяц даже при условии соблюдения требований происходит потеря минимум 10% вяжущих характеристик. Поэтому цемент рекомендуется приобретать непосредственно перед изготовлением блоков.
Песок является мелким заполнителем, он должен соответствовать требованиям ГОСТ 8736-2014. Песок может иметь карьерное происхождение или быть речным, но обязательно он должен быть очищенным от примесей и илистых отложений. Если в его составе присутствуют глинистые вкрапления – это в несколько раз снижает прочность бетонного раствора для заливки формы.
Щебень считается крупным заполнителем, вместо него могут использовать и другие материалы. Требования к щебню заключаются в том, что он должен быть гравийным или известняковым.
Иногда используют гранитный щебень – он прочный, но дорогой по сравнению с альтернативными вариантами. При возведении стен из блоков лучше использовать щебень фракции 5-40 мм. В бетонной смеси должны присутствовать зерна разных размеров – это позволяет сэкономить расход цемента.
Вода используется из питьевого водопровода, не рекомендуется брать жидкость из озер или рек.
Также применяются добавки:
- пластифицирующие;
- гидрофобизирующие.
Все зависит от желаемых характеристик готового бетонного блока. Иногда в раствор могут добавлять армирующие детали: металлические сетки, арматуру, фиброволокна.
Пропорции для изготовления камней из бетона
Обычно для изготовления бетонных блоков используют раствор холодного бетона. Пропорция здесь всегда одинаковая: 1 к 4 к 7. Это означает, что необходимо на 1 часть цемента подготовить 4 части песка, а также 7 частей щебня. Рецепты могут отличаться в зависимости от технологии приготовления смеси.
Если смесь будет готовиться вручную, то следуют рецепту:
- в большую емкость по типу металлического корыта засыпают все сухие компоненты и перемешивают их лопатой;
- в смесь добавляют 2/3 количества воды от запланированного объема;
- смешивают все ингредиенты: если бетон получился слишком густым, то добавляют еще воды.
В бетономешалке:
- раствор замешивается равномерно и быстро;
- для начала в емкость наливают воду,
- затем всыпают цемент,
- песок и перемешивают 3 минуты;
- после этого добавляют щебень, опять перемешивают, проверяя густоту;
- если консистенция густая, снова добавляют воду.
Добавлять воду в бетономешалку необходимо в виде цементного молочка: оставшийся цемент смешать с водой. Тогда добавленная жидкость равномерно разойдется по смеси.
Расходные материалы
Кроме основных материалов для приготовления бетонной смеси, необходимо подготовить и вспомогательные.
 Это добавки:
Это добавки:
- керамзит;
- шлак;
- известь;
- гравий;
- добавки, которые изменяют характеристики готового бетонного блока.
К ним относят:
- пластифицирующие;
- воздухововлекающие;
- уплотняющие;
- противоморозные;
- ингибирующие коррозию;
- ускорители отвердения.
Если в бетонной смеси присутствует небольшое количество воды, то она превращается в густую массу, из которой нельзя залить полноценный бетонный блок для строительства. Чтобы избежать загустения используют пластификаторы. Они улучшают пластичность бетона и способствуют нормальному распределению смеси в форме. Пластификаторы должны быть растворимыми.
Воздухововлекающие добавки позволяют получить пористую структуру – использовать их или нет решает сам человек, который занимается изготовлением бетонного блока. Есть требование: процент такой добавки должен быть минимальным.
Уплотняющие добавки увеличивают долговечность бетонного блока. Они заполняют пространство между зернами цемента, а также уменьшают поры: их также необходимо добавлять в небольшом количестве.
Ускорители отвердения позволяют бетону быстрее застыть, особенно, если изготовление происходит при неподходящем температурном режиме. Если в процессе производства используется арматура, то необходимо обязательно добавить ингибиторы коррозии, чтобы предотвратить разрушение металлических волокон.
Если заливка блоков в формы будет происходить при низкой температуре окружающей среды, лучше добавить противоморозные смеси.
Оборудование и инструменты
Чтобы самостоятельно изготовить бетонные блоки для строительства, потребуются такие инструменты и оборудование:
- бетономешалка – для автоматического замеса бетонной массы;
- большое корыто из металла, лопата – для ручного замеса;
- мастерок – для накладывания массы в формы;
- формы для заливки блоков.
Необходимо изначально определиться, какого размера будут бетонные блоки для строительства. Исходя из этого, можно планировать, как изготовить форму для них. Формы делают из пластика, силикона, металла и дерева.
Также для прессовки используют специальный станок. Его можно приобрести в готовом виде или также сделать самостоятельно. Если не планируется масштабное производство, то можно приобрести ручной или полуавтоматический вибропресс.
При самостоятельном изготовлении вибропресса, проще всего сделать ручной станок. Для этого нужен листовой металл, рычаговый механизм, который будет оказывать давление на бетонный блок, а также электромотор, который послужит источником вибрации.
Как сделать самостоятельно в домашних условиях
После того, как раствор был замешан с помощью бетономешалки или ручным способом по одному из рецептов, необходимо перейти в процедуре создания материала:
 Установка опалубки. Вся конструкция для заливки нескольких блоков должна находиться в опалубке. Ее можно сделать из фанеры, но она должна быть необъемной.
Установка опалубки. Вся конструкция для заливки нескольких блоков должна находиться в опалубке. Ее можно сделать из фанеры, но она должна быть необъемной.- Подготовка формы. При изготовлении формы из металла или дерева, стоит учитывать, что она должна быть без дна, иначе потом нельзя будет вытащить блок.
- Форму нужно поместить на гладкую поверхность, которая будет застелена тканью или пленкой.
- Все стенки опалубки и формы нужно смазать маслом – это поможет легче извлечь блок на выходе.
- Форму заполняют полученным бетонным раствором до середины, затем прокладывают фиброволокно или проволоку для армирования.
- Форму заполняют до краев раствором. Поверхность необходимо сгладить ровным плоским инструментом, чтобы не было бугров.
 Установка опалубки. Вся конструкция для заливки нескольких блоков должна находиться в опалубке. Ее можно сделать из фанеры, но она должна быть необъемной.
Установка опалубки. Вся конструкция для заливки нескольких блоков должна находиться в опалубке. Ее можно сделать из фанеры, но она должна быть необъемной.Если есть вибропресс, то можно спрессовать бетон в этом станке. Для этого блоки кладут на рабочую плоскость и закрывают с помощью рычагового механизма. Если станка нет, то можно попробовать самостоятельно немного потрясти форму для равномерного распределения раствора.
Сушка может быть длительной – она достигает 28 дней. Когда блок полностью высох он набирает максимальной прочности и будет готов к использованию в строительстве. Если есть необходимость делать отверстия при изготовлении бетонных блоков, то для этого можно использовать деревянные конусы, обернутые железных кровельным материалом. После застывания конусы можно изъять.
Сложности и ошибки в процессе
При самостоятельном изготовлении могут возникнуть трудности и ошибки, которые влекут негативные последствия для строительного материала. Например, неопытные мастера не дожидаются. Пока блок полностью высохнет и пытаются извлечь его из формы. Даже если блок будет извлечен, а в последствии использован для возведения стен, будучи внутри сырым, это приведет к разрушению стенки.
Еще несколько ошибок:
- неправильный замес бетона;
- неправильные пропорции в составе;
- излишек или недостаток добавок;
- отсутствие утрамбовки бетона.
Если следовать технологии и делать первые партии бетонных блоков с опытным знатоком, то можно избежать большинства ошибок.
Плюсы и минусы самостоятельного изготовления
Основные плюсы самостоятельного производства:
- экономия денег;
- возможность самостоятельно регулировать прочность, характеристики камня;
- возможность регулировки размера;
- возможность получить блоки, которые не будут «воровать» пространство при строительстве стен;
- упрощение труда каменщика при кладке.
 экономия денег;
экономия денег;Минусом является длительное время на подготовку, заливку и сушку материала, а также высокий риск допущения ошибки.
Полезное видео
Предлагаем посмотреть видео по теме статьи:
Заключение
Чтобы изготовить бетонный блок самостоятельно используют воду, песок, цемент и наполнитель – керамзит, гравий, щебень. Ингредиенты должны соответствовать требованиям, а также необходимо соблюдать пропорции замеса.
Иногда в бетонную смесь кладут добавки для улучшения характеристик. Смесь можно замешивать вручную или с помощью бетономешалки: следование инструкциям позволит не допустить ошибку.
Производство газобетона (газобетонных блоков): технология, оборудование
Газобетонные блоки – современный и очень востребованный строительный материал, из которого возводят красивые, качественные, надежные, теплосберегающие и сравнительно недорогие дома. Газобетон представляет собой большой блок стандартного размера, сформованный из легкого ячеистого бетона, что обуславливает большое количество пор в структуре монолита.
Поэтому производство блоков осуществляют много промышленных предприятий и даже частных мини-заводов. Для получения материала установленного образца и качества должна точно соблюдаться технология его создания из правильно выбранного сырья с реализацией основных технологических процессов.
Производство газобетона стало особенно актуальным в течение последних нескольких лет, когда застройщики по достоинству оценили все преимущества и особенности материала, было построено множество домов. Ввиду хрупкости и высокого уровня теплосбережения из газобетона чаще всего строят 1-2-этажные дома по разным проектам, с ускоренным монтажом и широкими возможностями в плане реализации любой дизайнерской задумки.

Производство газобетонных блоков предполагает однотипный процесс создания материала, но разные варианты сушки – автоклавный и неавтоклавный методы. В первом случае блоки сушатся в специальной камере под воздействием высокой температуры и давления, во втором случае – в естественных условиях. Обычно автоклавный газобетон считается более качественным и прочным.

Технология
Когда создается газобетон, технология производства включает несколько основных этапов. Для создания блоков не требуются какие-то особые знания или навыки, так как процесс сравнительно простой. Бетонную смесь для газобетона замешивают с использованием алюминиевой пудры, которая дает реакцию с известью и провоцирует появление водорода и большого числа пор.
Далее газобетон сушат в естественных условиях либо отправляют в автоклав, после чего калибруют на фрезерных установках. Автоклавное затвердевание значительно улучшает свойства материала. В течение 12 часов бетон обрабатывается водяными парами, вследствие чего становится стабильным и прочным, дает меньше усадки, отличается более однородной структурой, прекрасными характеристиками тепло/звукоизоляции.
Если газобетон создается неавтоклавным методом, то полностью материал затвердевает в обыкновенных условиях. Это существенно понижает стоимость производства газобетона – технология ведь не требует приобретения и использования автоклава, что позволяет создавать блоки своими руками. Но газоблоки получаются менее прочными и с большей погрешностью в плане размеров, однородности пор внутри.

Основанием для классификации становится и геометрия блоков – они могут быть нескольких видов.
Сырье для газобетона
Для получения ячеистого блока используют классическую бетонную смесь с добавлением некоторых специфических компонентов.
Рецептов для производства газобетонных блоков существует множество, во многом подбор состава зависит от используемого оборудования, метода.
Обзор необходимого оборудования
Сегодня на рынке представлен большой выбор оборудования для производства автоклавного газобетона и материала неавтоклавного твердения. В Москве можно отыскать различные варианты по производительности, стоимости, качеству и т.д.

Конвейерное
Данный тип оборудования предполагает такие отличия: максимальная автоматизация производства, минимальные затраты времени и сил на создание блоков, высокая стоимость, большие объемы, наличие в комплекте всего необходимого для запуска. Конвейерное оборудование гарантирует высокий уровень рентабельности для тех, кто хочет заняться производством газобетона всерьез.
Комплект поставки стандартно включает: емкости и бункеры для сырья, ленточные конвейеры для подачи компонентов, специальный агрегат для приготовления смеси, автоклав, формы, оборудование для нарезки массы на отдельные блоки, перемещающий транспортер, тележки, дробильная установка, пульт для управления, погрузчик вилочного типа.
В сутки такая линия выдает до 75-150 м3 блоков, требует обслуживания несколькими работниками (несмотря на автоматизацию, процесс масштабный и требует присмотра).

Стационарное
Такое оборудование для производства газобетона стоит намного меньше, но и производительность предполагает меньшую – около 50 м3 в сутки. Комплект установки включает транспортеры ленточного типа, дозаторы сырья, смесительный агрегат и все необходимое.
Но полностью автоматизированным такое оборудование назвать нельзя – для его работы понадобится привлечь людей. Для установки всех компонентов подойдет помещение площадью от 500 м2.
Мобильное
Такой тип установок используют в частном производстве газоблоков. Установки стоят сравнительно немного, но быстро окупаются (особенно в условиях строительства, снижая затраты на возведение своего дома в среднем на 30%). Установки мобильного типа поставляются с компрессором в комплекте, могут работать и от бытовой электрической сети.
Такое оборудование хорошо подойдет начинающим, установку можно сделать даже самостоятельно. Производственные объемы в среднем равны 2-10 м3 материала в сутки.
Самостоятельное производство
Технология изготовления газобетона своими руками предполагает все те же стандартные этапы, но намного большие затраты труда и времени. Если на заводе многие процессы автоматизированы, то при самостоятельном производстве все придется делать без привлечения установок. Можно приобрести мини-линию или сделать определенные узлы для реализации промежуточных задач своими руками.
- Бетономешалка для приготовления массы.
- Формы для заливки блоков.
- Корыто или другая тара.
- Стальная струна для резки монолита на блоки (если используются формы, уже поделенные на блоки, то не нужно).
- Весы для отмеров.
Тут все приобретается или делается своими руками – в зависимости от желания мастера.

- Замес раствора – рецепт во многом зависит от желаемого результата, используемого сырья, но в среднем выглядит так: 50-70% цемента, 20-40% кварцевого очищенного песка, 1.5% извести, сульфата натрия либо каустической соды, меньше 1% алюминиевой пудры. Изменение пропорций меняет теплопроводность и плотность материала. Все компоненты нужно тщательно перемешивать в течение 10 минут.
- Заливка смеси в смазанные разбавленным машинным маслом формы до половины (смесь увеличится в объемах), ожидание начала процесса газообразования (4 часа этап занимает в среднем). Удаление лишнего раствора.
- Накрытие залитой смеси теплоизоляционным материалом.
- Демонтаж опалубки на 2-е сутки после заливки, после чего блоки можно выложить на поддоны и сушить.
- Отправка изделий на склад – через 2-3 суток сушки.
- Выжидание полного набора прочности блоками за 28 суток и реализация или использование в строительстве.

Автоклавная обработка
Производство газоблока с использованием автоклавного метода возможно только в заводских условиях, при наличии соответствующего оборудования.
- Подача сырья в дозатор компонентов, замес раствора смесителем.
- Заливка смеси в форму единым монолитом, ожидание прохождения процесса газообразования с увеличением блоков в размерах.
- Кантование блочного массива и резка на отдельные блоки.
- Обработка блоков в автоклаве, где они под воздействием температуры и пара, давления (в течение 12 часов) приобретают нужную прочность и другие характеристики.
- Применение газобетона в строительных работах сразу после сушки в автоклаве.
Сравнительный анализ автоклавного и неавтоклавного производства
Среди всех производителей газобетона большинство предпочитают использовать автоклавный метод создания блоков, что связано с улучшенными характеристиками материала и скоростью. Так, если неавтоклавный бетон твердеет в течение 28 суток, то автоклавный можно реализовывать или использовать в строительстве сразу после сушки, которая происходит на протяжении 12 часов.

Инструкция по изготовлению блочного материала
Самостоятельное изготовление газобетона – процесс сравнительно несложный, но трудоемкий. Если формы покупать не планируется, то начинают с их изготовления: из досок или металла делают коробку, внутри по длине монтируют перемычки, которые делят каркас на отдельные ячейки. Если используется фанера, то она должна быть влагостойкой. Для качественной фиксации в досках делают пропилы.

Размер ячеек должен точно соответствовать габаритам блоков. Для ускорения процесса можно сделать несколько форм для газоблоков одного или разных размеров (стандартных их существует несколько).
Для замеса раствора желательно приобрести компрессор, смеситель, рукава и проволоку для удаления лишней смеси. Если всего этого нет, смешивать массу можно в бетономешалке или ведре миксером самостоятельно. Все компоненты загружают в емкость, массу тщательно мешают до однородности, потом разливают в формы до половины, ожидают поднятия смеси.
Когда реакция началась и прошла, газообразование должно увеличить блоки в два раза почти, лишнюю смесь удаляют по прошествии 5-6 часов после заливки. Демонтировать опалубку можно через 14 часов, осторожно постукивая по стенкам. На открытой площадке или в помещении материал складируют, позволяют ему полностью набрать прочность (28 суток).

Расходы и доходы
Производство газобетона – прибыльный бизнес, особенно если есть возможность вложить в хорошее оборудование, позволяющее создавать качественные блоки, отвечающие всем установленным характеристикам.
- Подготовка документов – в течение 14 дней и более, с выбором формы собственности, возможным привлечением юриста.
- Поиск помещения для аренды или покупки – нужны помещения для организации производства, склада, офиса (опционально). Внимание обращают на местоположение объекта и цену за 1 м2, ища баланс между удобством транспортной развязки и расходами.
- Покупка оборудования – а также наладка, обучение сотрудников. Желательно отдавать предпочтение признанным производителям, смотреть на срок гарантии, сервисное обслуживание и т.д.

- Покупка сырья – желательно сразу искать партнеров с заключением договоров, обсуждением объемов, скидок и т.д. Экономить на сырье в плане качества нельзя.
- Наем сотрудников – как минимум для производства (бухгалтера можно привлечь по аутсорсу, работу специалистов по продажам пока делать самостоятельно).
- Запуск производства – начало работы линии, проверка всех процессов, анализ, поиск эффективных решений.
- Маркетинг и реклама – тут могут использоваться любые методы, которые реально оплатить и окупить.
- Продажа продукции и доставка – оформление документов, покупка транспорта, выставление счета за услуги.

- Полный комплект оборудования – 7000000
- Сырье для производства 2500 м3 блока – 4220000
- Заработная плата, отчисления (за месяц) – 280000
- Коммунальные платежи – 1650000
- Продажа 2500 м3 блоков – 8750000
- Расходы на рекламу – 480000
- Аренда помещений – 420000
- Доход (чистый) – 1700000
Срок окупаемости – около 4-5 месяцев.
Если планируется открыть производство своими руками, то тут цифры будут другими. Самое бюджетное оборудование обойдется в 40000 или меньше (если оборудования нет вообще, а используются бетономешалка либо ведро с миксером), себестоимость продукции составляет 2000. При изготовлении 85 м3 блока себестоимость газобетона получается 170000, плюс цена оборудования 40000, получается 210000.
Готовая продукция в магазине стоит 3500 рублей за кубический метр, 85 кубов обойдутся в 297500 рублей. То есть, даже при одноразовом использовании оборудования экономия составит 87500 рублей. С другой же стороны, качество блоков будет совершенно не таким, как у газобетона, произведенного в условиях завода с автоклавом.
Технология изготовления газобетонных блоков своими руками
Газобетон обладает хорошими характеристиками и имеет широкое применение в строительстве. Многие владельцы строительных объектов с целью экономии изготавливают газобетон своими руками. Чтобы в результате качество материала получилось не хуже заводского образца, необходимо тщательно изучить технологию изготовления блоков.

- Что такое газобетон, состав и характеристики
- Можно ли сделать самостоятельно в домашних условиях?
- Какое понадобится оборудование и материалы
- Компоненты смеси для производства газобетона
- Как сделать газоблок в домашних условиях, пошаговая инструкция
- Изготовление форм
- Приготовление смеси для газобетона
- Заливка в формы
- Сравнение изделий самостоятельного и заводского выпуска
Что такое газобетон, состав и характеристики
Газобетон – ячеистый бетон, в котором пузырьки внутри образуются в результате химической реакции при смешивании компонентов. В состав газобетонных блоков входят:
- цемент,
- кварцевый песок,
- гипс,
- алюминиевая пудра,
- известь.
Газобетон имеет следующие положительные свойства:
- прочность материала,
- небольшой вес,
- хорошие теплоизоляционные и шумоизоляционные свойства,
- экологичность,
- простой способ изготовления,
- бюджетная стоимость.
Среди недостатков материала выделяют:
- Газобетон, изготовленный своими руками, уступает по прочности заводскому, потому что затвердевание его происходит в естественных условиях, а не с помощью термической обработки.
- Повышенное поглощение влаги.
- Подвержен усадке, поэтому не стоит использовать его для строительства дома высотой больше двух этажей.
Газобетон бывает автоклавный и неавтоклавный. Как делают эти виды газоблоков? Автоклавный материал изготавливается только в производственных условиях с помощью специального оборудования. Он под давлением термически обрабатывается в печах.
Можно ли сделать самостоятельно в домашних условиях?

В отличие, например, от газосиликатного, неавтоклавный газобетон своими руками в домашних условиях изготовить можно. Смесь для блоков затвердевает естественным способом с течением времени, и для этого не понадобится специальное оборудование или особые навыки. Достаточно внимательно изучить процесс изготовления газоблоков.
Какое понадобится оборудование и материалы
При намерении сделать газоблок своими руками потребует следующее оборудование и инструменты:
- Бетономешалка – для получения хорошего материала необходимо тщательное и равномерное размешивание сырья, чего невозможно сделать вручную. При отсутствии бетономешалки можно использовать строительный миксер.
- Формы, куда заливается смесь. Формы могут быть металлические или деревянные. Гораздо удобнее использовать формы, которые можно потом разобрать. Благодаря этому извлечение газоблоков будет сделать проще.
- Тонкая стальная проволока для обрезания лишнего материала после его заливки в формы.
- Мерное ведро для засыпки нужного количества входящих компонентов.
При разовом изготовлении блоков покупать дорогое оборудование нецелесообразно. Стоимость бетономешалки начинается от 40 тыс. рублей. Поэтому проще временно арендовать её.
Компоненты смеси для производства газобетона
Для изготовления газобетона самим понадобятся такие компоненты как:
- цемент высокого качества
- песок кварцевый, хорошо просеянный и промытый от примесей
- пудра алюминиевая, отвечающая за газообразование в структуре материала
- известь, придающая пластичность
- вода.
Как сделать газоблок в домашних условиях, пошаговая инструкция
Чтобы разобраться, как самостоятельно сделать газобетон дома, необходимо следовать ниже представленной инструкции.
Изготовление форм

Формы для заливки смеси можно приобрести в строительном магазине или сделать их самостоятельно. В домашних условиях форму изготавливают из деревянных досок, которые необходимо заранее хорошо обстругать с одной стороны, непосредственно соприкасающейся с газобетонным составом. Из дерева собирается форма по типу пенала, внутри которого вставляются перегородки по всей его длине. Для крепления перегородок внутри пенала заранее делаются пропилы. Перегородки можно соорудить с помощью фанеры, не поглощающей влагу. Для ускорения процесса изготовления блоков, нужно сделать несколько таких форм.
Чтобы жидкий состав не прилипал к стенкам ячеек, их следует обработать смесью машинного масла с водой. Делать это необходимо каждый раз перед новой заливкой смеси.
Приготовление смеси для газобетона
Изготовление смеси – самый сложный этап. Качество готовых блоков зависит от характеристик исходных компонентов. Идеальный рецепт состава каждый находит самостоятельно, приобретая опыт со временем. В качестве примера можно привести такую пропорцию компонентов:
- цемент – 100 кг,
- песок – 170 кг,
- вода – 60 л,
- алюминиевая пудра – 0,5 кг.
Сначала смешивается цемент с песком, затем добавляется вода и остальные компоненты. Материал должен высыпаться понемногу, смешиваться с несколькими литрами воды и тщательно перемешиваться в течение 5-7 минут.
Заливка в формы
После подготовки смеси следует её заливка в формы. Жидкий состав заливают в ячейки только наполовину их высоты. Затем в течение 6-8 минут происходит химическая реакция, и смесь начинает увеличиваться в объеме. Спустя немного времени, она оседает.
Медной струной срезаются излишки и неровности сверху ячеек. Для отвердевания материала, состав выдерживают в формах 24 часа. Для сокращения времени застывания в раствор на этапе замешивания можно добавить сульфат натрия (не более 0,5 кг). Затем блоки извлекают и оставляют до полного затвердевания на срок не меньше 4 недель.
Вынутые блоки должны быть помещены на ровную горизонтальную поверхность в помещение без сквозняков и повышенной влажности.
Сравнение изделий самостоятельного и заводского выпуска

Чтобы сравнить газоблоки заводского и домашнего производства, и понять, какой вариант выгоднее и лучше, необходимо рассмотреть все плюсы и минусы.
Покупая готовый материал, очень сложно точно высчитать количество заготовок. Кладка делается практически в шахматном порядке, поэтому приходится резать изделия, очень часто остаются неиспользованные их части. Это дополнительные ненужные расходы.
Готовые блоки выпускаются в нескольких типовых размерах, что не всегда совпадает с пожеланиями собственника строения. Самостоятельное производство позволяет сделать заготовки индивидуального размера, даже сложной конфигурации (например, арочной формы).
Разобраться, как делают газобетон сможет каждый. Для этого необходимо желание и терпение. Процесс очень прост и гораздо экономичнее, чем покупка готовых изделий.
Все же блоки домашнего производства уступают по качеству автоклавным заготовкам. Достигается это дополнительной температурной обработкой их в специальных печах. Не имея дорогого оборудования, самим это сделать невозможно.
Еще одним минусом является время, потраченное на отвердевание материала. Если сроки застройки сжаты, то не удастся выделить время на самостоятельное изготовление газоблоков.
Чтобы понять, из чего делают газобетонные блоки, необходимо изучить состав и характеристики материала. Домашнее производство значительно сэкономит финансы. Качество блоков, сделанных своими руками, практически не уступит заводским изделиям при соблюдении технологии изготовления. Благодаря натуральным компонентам, входящим в состав, получается экологически чистый материал.

Технология изготовления пеноблоков своими руками

Технология самостоятельного производства арболитовых блоков

Изготовление полистиролбетона своими руками дома

Технология изготовления цемента своими руками
Способы изготовления бетонных блоков своими руками — пропорции раствора и порядок работы
Хотите построить сарай на даче или забор, а может быть и саму дачу?! Тогда на помощь вам придут бетонные блоки. Их название говорит само за себя. ФБС – фундаментные блоки стен. Можно говорить, что это один из самых распространенных вид материалов, которые используются в строительстве фундаментов.
В зависимости от поставленных целей, вы будете выбирать изделия разной плотности, веса, высоты. Например, блоки из легкого бетона очень мобильны, так как их вес намного легче, чем у остальных видов. Они обычно состоят из пористого бетона или пенобетона. Легкие подходят для постройки как внутренних, так и наружных стен.

Характеристики и свойства
Блоки из обычного бетона имеют большой вес, поэтому его используют меньше в строительстве. Цена на них соответственно тоже меньше. Несущая способность отвечает за то, могут ли они выдержать определенную нагрузку. В этом качестве тяжелые блоки превосходят пенобетон. Но можно найти и материалы из легкого бетона, которые отлично подойдут даже для несущих стен.
Также важным свойством является теплоизоляция. Пенобетон отлично повышает степень теплоизоляции, а также звукоизоляции. Такие блоки делаются специально для внутренних и смежных стен. Важным фактором является морозостойкость и выносливость. К счастью большинство бетонных блоков являются атмосферостойкими. Морозостойкие используются для фундамента и ложатся внизу.
Рекомендации при покупке

При покупке следует рассчитать количество строительного материала. Цена на них в зависимости от свойств будет разная. В основном она колеблется от 50 рублей и возрастает до 200. Для подсчета нужного вам количества , нужно разделить площадь стены на размер конкретного блока.
Стандартный материал имеет размер 450*225 мм. и толщину от 80*240 мм. При доставке выгружайте их возле строительной площадки, чтобы не терять силы и время. Поскольку они хрупки и резко колются, стоит быть очень осторожным. Безусловно, не нужно забывать о гидроизоляции стен и пола фундамента. При работе в раствор цемента добавляют различные гидрофобизаторы. Для внешней защиты стен используют обмазочную или обтягивающую гидроизоляцию.
Изготовление бетонных блоков
В ситуациях, где есть высокая вероятность подтопления грунтовыми водами, подвалы из железобетона уступают своим монолитным братьям. Если вы хотите немного снизить затраты на строительство, бетонные блоки можно сделать своими руками. Первым делом надо установить опалубку. Лучше их делать необъемными.

- Формы для заливки бетона можно изготовить из подручных средств- досок фанеры, ДСП.
- Форма, с которой мы собственно будем работать не должна иметь дна. Ее нужно поставить под навес на гладкий пол, застеленный пленкой или тряпкой.
- Заливать лучше в прохладную погоду, поскольку время испарения воды из раствора увеличивается, что не даст появиться трещинам на готовых изделиях.
- Все детали опалубки следует смазать маслом, чтобы потом было не трудно вынимать блоки.
- В специальную емкость насыпаем песок, мелкий гравий, известь и цемент. Соотношение раствора к цементу 1:4. Все это хорошо перемешивают и добавляют воды, чтобы цемент не был слишком густым и слишком жидким.
- Формы заливаем наполовину, после чего прокладываем прочную проволоку.
- Заполняем формы до верха и сглаживаем все мастерком, что наш блок был равномерным.
- Застывают блоки недолго — через 2-5 дней их можно вынимать, но это не означает, что они готовы к работе.
- Чтобы готовый материал было легче вытаскивать, нужно разобрать саму опалубку.
По сравнению с заводской продукцией экономия при самостоятельном изготовлении составляет до 70%.
Строительные блоки. Технология производства блоков
Процесс производства строительных блоков на вибростанках Вибромастер можно представить в виде следующей технологической схемы:
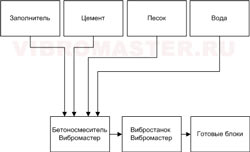
Таким образом, производство строительных блоков включает в себя следующие технологические этапы:
Приготовление жесткой бетонной смеси из цемента, заполнителя и воды
Раствор лучше всего готовить в бетономешалке принудительного типа (т.е. со смешивающими лопастями).
Из предлагаемого нами ассортимента это модели смесителей Вибромастер РП-200 и Вибромастер СБ-80. Бетономешалки гравитационного типа («груши») использовать можно, но получить при этом качественное смешивание не получится.
Смешивать также можно и вручную, лопатой в любой емкости. При этом для приготовления жесткой смеси потребуется значительные физические усилия. Крайне мала будет и производительность такого перемешивания.
В зависимости от использованного заполнителя (керамзит, опилки, шлак, песок) получаем соответственно раствор будущего керамзитобетона, опилкобетона, шлакобетона, пескобетона.
Цикл вибропрессования
Цикл вибропрессования, состоит из следующих этапов:
- Загрузка раствора в форму станка (производится вручную)
- Уплотнение в форме с помощью вибрации и прижима (пуансона).
Уплотнение в форме под действием вибратора занимает обычно 20-30 секунд. Это время и качество уплотнения зависит только от вибратора. На станках «Вибромастер» мы применяем только настоящие сертифицированные вибраторы с большой возмущающей силой. Поэтому качество шлакоблоков и скорость производства гарантируется. - Выемка блока из формы происходит сразу же после уплотнения. Блок остается либо на поддоне, либо прямо на земле (в зависимости от конструкции станка). Жесткий раствор и качественное уплотнение позволяют полученному блоку не рассыпаться и держать форму “самостоятельно” и “не поплыть” во время высыхания. Блок на поддоне можно сразу же перенести на стеллаж для дальнейшей сушки и набора прочности. Некоторые модели вибростанков «Вибромастер» предусматривают распалубку формы непосредственно на месте сушки.
В итоге получаем отформованный стеновой строительный блок. Опять же, в зависимости от состава это может быть:
- керамзитобетонный блок,
- арболитовый блок,
- шлакоблок,
- пескоблок.
Необходимый набор прочности
Набор первоначальной прочности (достаточный для складирования) происходит при естественной температуре от 36 до 96 часов (без применения специальных добавок – ускорителей твердения – ХК, релаксола и других). Это время в данном случае зависит только от свойств цемента и температуры окружающего воздуха.
При использовании указанных ускорителей твердения это время может быть уменьшено до 5-8 часов (в зависимости от дозировки ускорителя).
Очень желательно в первые дни набора прочности предохранять блоки от пересыхания. Для этого достаточно накрывать их пэ пленкой. Также можно время от времени поливать блоки водой.
Набор отпускной прочности (согласно ГОСТ – не менее 50% от расчетной окончательной) происходит при положительной температуре примерно в течение недели. После этого периода блоки уже можно продавать потребителю и использовать на стройплощадке.
Набор 100%-ой прочности протекает в течение 28 суток при положительной температуре.
Технология производства блоков в виде печатной брошюры бесплатно прилагается к любому из станков «Вибромастер». В “Технологии производства строительных блоков” (ее объем – свыше ста страниц текстовой и графической информации) приведены все возможные составы формовочной смеси (в т.ч. и бесцементные, на основе природных вяжущих веществ – извести, гипса, магнезии и их смесей) для изготовления шлакоблоков, керамзитобетонных блоков, арболитовых блоков, пескоблоков, саманных камней из грунтобетона, а также для всех других видов блоков. Используя приведенные в технологии методики, Вы также сможете самостоятельно рассчитать составы смесей с использованием имеющихся в Вашем распоряжении местных заполнителей. Фактически – это целый справочник по всем основным вопросам производства строительных блоков. Отдельно от оборудования он не предоставляется и не продается.
Помимо технологии производства к установкам прилагается подробная инструкция по работе с ними. Для работы на установках не требуется специального обучения и каких-то особенных навыков работы. Будет достаточно внимательно ознакомиться с технологией производства и инструкцией.
Вы также можете посмотреть следующие разделы
Производство блоков
Общая характеристика
Линия для производства блоков является очень
 Вибропресс для трамбовки блоков
Вибропресс для трамбовки блоков
востребованной аппаратурой, потому что строительные блоки обладают некоторыми привлекательными свойствами:
- Благодаря блокам можно построить малоэтажное (2–3 этажа) сооружение (дом, гараж, дача, мастерская) при этом не нуждаясь в услугах каменщика. Один блок равен 4–5 кирпичам.
- Стены, построенные с помощью линии для производства блоков, являются тепло- и звуко- непроницаемыми.
- Стоимость блока гораздо ниже стоимости кирпича, пеноблок и иные строительные материалы по причине низкой цены являются очень доступной продукцией.
- Блок предполагает возможность изготавливать его самому. Также глиняно-соломенный кирпич можно производить самостоятельно.
Технология производства
Технология производства строительных блоков состоит из трех этапов:
I этап: подготовка бетона.
II этап: производство блоков.
III этап: просушка и складирование готовых блоков.
I этап: подготовка бетона.
Подготовка бетона осуществляется несколькими стадиями.
- Необходимо засыпать 3 лопаты мелких отсевов и 3 лопаты гранулированных шлаков.
- Засыпать одну лопату цементного песка.
- Старательно перемешать.
- Добавить в 8–10 литров воды 260 миллилитров это половина 0,5 литровой банки, раствора УПД. Раствор смеси необходимо приготовить так: на 45 литров емкости необходимо высыпать 0,8 кг УПД и старательно перемешать.
- Тщательно перемешать. В этом случае бетон тщательно пропитывается смесью УПД.
II этап: производство блоков.
 Аппарат для формировки блоков
Аппарат для формировки блоков
1). Засыпать в вибростанок подготовленный бетон. Краткосрочно, на 2–3 секунды включить вибратор и когда бетон осядет одним движением, разровнять плоскость осевшего бетона.
2). Установить прижим и, не прилагая особых усилий надавить на него, включить вибратор.
Блок с прямоугольными и круглыми пустотами вибрирует 5–6 сек. до того момента, когда прижим опускается на ограничители.
Полные, узкие блоки (их 2 шт.) вибрируют 4–6 секунд.
3). При вибрации поднимается станок, а блоки остаются на площадках.
III этап: просушка и складирование готовых блоков
 Сушка для строительных блоков
Сушка для строительных блоков
Используя УПД завершенные блоки нужно убрать с площадки и переложить на склад через 6–7 часов. Не используя УПД – через 48 часов. По истечении этого времени блоки не распадаются, при условии соблюдения технологии их производства и пропорций бетона.
Класть на склад завершенный блок разрешается в пирамидальные штабели. В один блок на 3–4 см, с пространством между блоками, которые нужны для последующего высыхания боковой грани.
В каждой из таких пирамид – 110 штук блоков. Каждая пирамида должна быть промаркирована датой и временем производства финального блока. Это необходимо для реализации. На 5, 6 день блоки отгружаются.
Оборудование для производства блоков
Автоматическая линия для производства блоков представляет собой современную комплектацию техники для изготовления полного списка разных видов строительных изделий:
 Строительный блок
Строительный блок
- строительный блок;
- фундаментный;
- перегородочный;
- блок для столбов, заборов;
- колотые камни с любыми наполнителями;
- тротуарные плитки;
- бордюр;
- забор;
- бетоны товарные;
- растворы; Фундаментный блок
- сухая смесь.
 Фундаментный блок
Фундаментный блокАвтоматизированные линии производства блоков
изготавливают такие виды блоков:
- стеновые: размеры 195*195*395 мм, 190х195х395 мм или 205х205х405 мм:
- пескобетонный;
- керамзитобетонный; Перегородочный блок
- бетонный;
- арболитовый;
- полистиролбетонный;
- шлакоблок;
 Перегородочный блок
Перегородочный блокб) цокольные и фундаментные: размеры 195*195*395 мм, 190х195х395 мм или 205х205х405 мм:
- — бетонный;
- — пескобетонный;
- — железобетонный; Керамзитобетонный блок
- — керамзитобетонный;
 Керамзитобетонный блок
Керамзитобетонный блокв) перегородочные: размеры 95*195*395 мм:
- пескобетонный;
- керамзитобетонный;
- бетонный;
- арболитовый;
- полистиролбетонный; Тротуарный блок
 Тротуарный блок
Тротуарный блокг) перегородочные размеры: 105*195*395 мм:
- пескобетонный;
- керамзитобетонный;
- бетонный;
- арболитовый;
- полистиролбетонный;
д) перегородочные размеры 145*195*395 мм:
 Арболитовый блок
Арболитовый блок
- пескобетонные;
- керамзитобетонные;
- бетонные;
- арболитовые;
- полистиролбетонные.
Поддоны не нужны, а все матрицы входят в комплект.
Формовочный комплект линии для производства блоков предназначается для работы с любым цементом, даже с самым низким качеством. Также есть возможность применения любого вида песка и наполнителя. Хорошо перерабатывается строительный отход.
 Полистиролбетонный блок
Полистиролбетонный блок
- Вибропресс.
- Комплекты для изготовления тротуарной плитки.
- Бетоносмеситель.
- Ленточный транспортер с приемочным бункером.
- Бункеры-дозаторы на один вибропресс.
Стоимость автоматизированного оборудования достаточно невысокая. Линии по производству блоков, цена которых порядка 250 000 рублей, являются очень рентабельным оборудованием и пользуются большим спросом у производителей разного рода блоков.
Стеновые блоки
Стеновые блоки на сегодняшний день являются самым удобным строительным материалом для постройки частных домов и иных сооружений. Стеновые блоки производятся на цементе, который становится связующим с любым видом наполнителей:
- песчаногравийная смесь (ПГС);
- зола;
- керамзит;
- отсев щебня;
- шлак;
- полистирол (крошка);
- опилки.
| Материалы для изготовления стеновых блоков | |||
| Цемент | Заполнители | Вода | Химические добавки к бетону |
Цемент
Для стеновых блоков цемент становится самым лучшим связующим. Цемент имеет достаточно большую скоростью затвердения, которая обеспечивает высокую надежность и устойчивость к влаге. Для производства блоков можно применять все виды цемента, марка прочности которых от 450 до 550.
Заполнители
В качестве заполнителя, как правило, используется:
- песок;
- щебень;
- шлаки;
- зола;
- керамзит;
- опилки;
- древесная щепа
- иные инертные материалы и их комбинации.
В заполнителях должна отсутствовать пыль, так как ее обычно чрезмерное количество. Также мягкое глинистое включение, лед, смерзшаяся глыба. Чтобы разморозить смерзшийся кусок заполнителя в его постоянном хранилище необходимо поместить его в теплой зоне помещения или снабдить выходным люком бункера с устройством парового подогрева. Данный подогрев будет способствовать максимально быстрому затвердению бетона в холодный сезон года.
 Щебень один из лучших наполнителей для строительных блоков
Щебень один из лучших наполнителей для строительных блоков
Мелкие заполнители, кроме золы по гранулометрическому комплекту, необходимо относить к группам «средний» и «крупный». Используют заполнители меньшей крупности, при этом допускают сочетание с крупными заполнителями. Не допускается в песке наличие зерен размером выше 11 мм. Количество пылевидных, глинистых, илистых частиц в самородном песке не должно превышать 4%. Мелкие заполнители необходимо складировать в бункере, который является закрытым от атмосферных осадков. В зимний период он должен оснащаться подогревом заполнителя.
Исследованиями показано, если щепа или стружка очень длинные (большее 45 мм), тогда ухудшается характеристика прочности на сжатии. Если стружка или опилки мелкие это означает резкое ухудшение характеристик прочности на изгиб. Дерево становиться наполнителем, не неся, при этом никакой полезности и не улучшает материал.
Заполнители, как правило, разделяются на два типа:
- Мелкие.
- Крупные.
Мелкий заполнитель
Имеет размер зерна от 0,02 до 2,1 мм. Рядовой песок – это особенно широко применяемый мелкий заполнитель. Маленькое содержание ила, суглинков или глины в песке позволительно, но если их количество не превысит 11% от общего веса. Отходами щебеночного производства являются: мелкая частица гранита, доломит, мрамор, зола, мелкий союз шлака. Мелкие заполнители обеспечивают эластичность примесей, уменьшают количество расселин в продукции и делают их плоскость максимально гладкой. Все же остаток мелких заполнителей, а именно пылевидного составляющего, снижает долговечность продукции.
Крупные заполнители
Крупным заполнителем является сырье, которое имеет размер зерна 6 и больше миллиметров. В составе бетонной смеси крупные заполнители необходимы, чтобы создать пространственную раму внутри продукции. От ее прочности зависит долговечность продукта. Как правило, недостаточно прочное изделие объясняется недостаточным количеством крупного заполнителя в бетоне. Излишек крупного союза заполнителя в примеси гарантирует получение пористых граней неровной формы на поверхности изделия. При транспортировке готовой продукции, в крупном заполнителе прибавляется количество боя. С расширением размера зерна крупных заполнителей долговечность продукции возрастает вдвое.
В воде, которая используется для изготовления бетона, должна отсутствовать смесь некоторых масел, кислоты, мощных щелочей, органического вещества, производственные отходы. Приемлемой считают воду питьевого качества, а также воду из бытовых водопроводов. Вода гарантирует схватывание (гидратацию) цемента. Любая примесь в воде может очень снизить твердость бетона, а также создать преждевременную, нежелательную и замедленную градацию цемента. Также грязная вода может образовать пятна на поверхности готового продукта. Температура воды должна быть не ниже 16°С, потому что пониженная температура приведет к умножению времени гидратации бетона. Воду рекомендуют подавать в смесители через перфорированные трубы.
Химические добавки к бетону
В последнее время, отечественное производство достигло значительного прогресса в сфере исследований разной химической присадки к бетонной смеси. Она используется для уменьшения расхода цементной смеси, для увеличения темпа его градации, для сокращения продолжительности теплой и влажностной обработки продукции. А также для усиления способности бетона затвердевать в зимней период, для увеличения его морозостойкости и твердости.
Хлористый кальций (СаСl) применяют как в виде раствора, так и в сухом виде. В сухом виде его добавляют в заполнитель, в виде раствора же его вносят в воду, которая предназначена для приготовления смеси, при этом сохраняя суммарное количество воды в смеси. Добавление хлористого кальция немного увеличивает цену на исходные материалы. Однако, быстрый набор твердости гарантирует производителю строительной продукции экономию электроэнергии на обогрев территории. Изделие должно вылежаться перед отгрузкой клиенту. Это значительно превышает расход на хлористый кальций, однако, уменьшает количество боя продукта при транспортировке.
Большое преимущество линии для производства блоков дает употребление воздухововлекающей добавки:
 Станок для формовки блока
Станок для формовки блока
- древесная опыленная смола (СДО);
- нейтрализованная воздухововлекающая смола (СНВ);
- тепловой пековый клей (КТП);
- сульфитнодрожжевая бражка (СДБ).
Воздухововлекающая добавка улучшает активность смеси в заполнении матриц вибропресса, повышая при этом качество плоскости изделия, и минимизирует количество боя. Основным преимуществом воздухововлекающей добавки является большая морозостойкость бетона. Эффект увеличения морозостойкости поясняется избытком пузырьков воздуха в порах бетона, это минимизирует случаи попадания в них воды. А также препятствует появлению разрушающего напряжения в бетоне при охлаждении капиллярной воды из-за демпфирующего стягивания пузырьков воздуха.
Производство стеновых блоков и линии для их изготовления используют поддонный или альтернативный метод, с помощью цементного связующего и любого вида наполнителя. Блоки получаются с прямоугольной пустотой.
Данное оборудование при небольшом размере, невысокой цене, идеально подходит для частных застройщиков.
- Вибратор на 180 ватт (220 вольт) с уровнем вибрации, который не регулируется. Мощность данного вибратора: 1,4 кН. Размер блока на выходе: 395х195х190 мм.
- Пустотообразователь с параметрами: 85х115 мм (съемный).
Пустотообразователь предназначается для формировки пустоты в блоке. Это позволит сэкономить бетонную смесь на треть. Пустота также необходима для увеличения теплоизоляции сооружений. Пустотообразователь и установленная накладка на пуансон, которая входит в комплект формируют полнотелые, фундаментные блоки.
 Линия нарезки блоков
Линия нарезки блоков
Линии по производству блоков, цена которых никогда не превышает запланированную предпринимателем сумму, имеет в наличии очень важную технику для производства. А именно прижимную верхнюю планку формовки пуансона (верхняя плоскость блока). За счет него изготавливаемый блок имеет необходимую геометрию со всех сторон, это очень упростит и сделает работу качественной. Пуансон (прижим планки) реализовывается вручную. Производительность линии: 155–305 блоков за смену. Время, которое необходимо для формировки одного блока, и переустановки оборудования для формировки следующего блока составляет 35–45 секунд, с момента загрузки бетона в приемный лоток. При надобности может быть в работе как формовочный, так и расформовочный вибростол. Он необходим для производства цокольной и тротуарной плитки, отливов, облицовочного камня.
Полная масса оборудования составляет 21 кг. Масса линии, которая поднимается оператором при съеме и перестановке, без верхних прижимов, составляет 15 кг. Параметры упакованной для эксплуатации линии составляют: 655 Х 650 Х 400мм (ДхШхВ).
Видео: Оборудование для производства блоков
Особенности и методы производства бетона
Особенности и методы производства бетона
Содержание
- Общая информация о бетоне
- Заводы для производства бетона
- Технология производства бетонных смесей
- Материалы, необходимые для производства бетона
Общая информация о бетоне

Строительные смеси на основе цемента имеют давнее происхождение, но не потеряли актуальности и сегодня. Такое стало возможно, благодаря удачному соотношению компонентов и простоты технологии использования. Строительная сфера в нашей стране всегда выгодно отличалась от других отраслей. Её развитие идёт большими темпами, поэтому требуется огромное количество самых различных материалов.
Собственное производство бетона для многих предпринимателей становится хорошим стартом для успешного развития. Для начала деятельности достаточно приобрести небольшой завод. Оборудование доступно по стоимости и всегда можно подобрать оптимальный комплект.
Исследование рынка показало, что такие бизнес-проекты в большинстве случаев оказываются удачными, ведь бетонные смеси всегда нужны на рынке и пользуются стабильным спросом, чего не скажешь о других видах стройматериалов. Материал широко применяется в строительстве жилого фонда и развитии инфраструктуры населённых пунктов.
Наши города, как губки, потребляют огромное количество цементных смесей. С наступлением тепла это особенно заметно – на всех объектах усиливается активность и появляются новые, требующие материалов.
Производство цемента основано на простом технологическом процессе, но является довольно трудоёмким делом. Для получения материала однородного состава необходимо тщательно перемешать несколько компонентов, согласно предусмотренной рецептуре.
При этом конечный продукт не может храниться долго, а используется сразу на различных строительных объектах. Если для мелкого частного строительства можно готовить смеси прямо на месте ручным способом, то более крупным объектам такой вариант не подходит. Необходимо производить бетон в промышленных масштабах.

Для обеспечения готовыми смесями крупных строительных проектов используется кооперация с мощными компаниями. Малому бизнесу также находится своя ниша – небольшие партии для малых и средних объектов.
Розничная торговля бетоном быстро окупает затраты и приносит хорошие дивиденды. С увеличением количества компаний, занимающихся возведением зданий и сооружений, повышается спрос на материалы для работы. Большую роль для удовлетворения такой потребности играют заводы по производству бетона.
Бизнес-проекты в этой сфере отличаются высокой конкурентоспособностью и быстрой окупаемостью.
Заводы для производства бетона
Для повышения эффективности и упрощения обслуживания заводы, предназначенные для производства бетона, оснащаются системами автоматизации. Это способствует снижению участия человека и уменьшает количество возможных ошибок. Небольшой по размеру завод, при обычном рабочем цикле, может выдавать 30-60 куб.м смесей в час.
Стоимость комплектов оборудования может значительно отличаться. Конечная цена завода зависит от выбранного покупателем типа, производительности и дополнительных устройств. Самый доступный вариант можно приобрести за 1,5 млн. рублей. За полностью автоматизированный завод, высокой производительности, компании нужно выложить около 8-12 млн рублей.
Мобильное оборудование для производства бетонных смесей, в отличие от полностью стационарного, можно при необходимости за очень короткое время демонтировать, погрузить на платформы, перевести на новый объект и там запустить в работу. Таким образом предприниматель может обеспечить строительный объект нужным материалом прямо на месте. Перед выбором комплекта оборудования нужно учитывать сферу его применения и необходимые объёмы. Кроме самих бетоносмесительных узлов мы также предлагаем ряд комплектующих.
Автоматизированные линии не требуют большого количества работников, исключают ошибки и являются отличной инвестицией на будущее. Опыт реализации подобных заводов показывает, что бизнесмены могут зарабатывать на них ежемесячно до 1 млн рублей и более. Для обслуживания производства вполне достаточно содержать штат из трёх работников.
Специалистам, занимающимся изготовлением бетона на автоматизированных заводах, не нужны особые знания и длительное обучение. Работодателям выгоден такой вариант, потому что можно значительно сократить расходы.
Готовые смеси, приготовленные стационарным заводом, необходимо вовремя доставить заказчику. Груз является специфическим и во избежания расслоения бетонной смеси, он требует быстрой доставки, поэтому нужно приобрести подходящую технику. Если выбирать отечественный автобетоносмеситель, на базе грузовой платформы КАМАЗ, то придётся затратить сумму от 2,8 млн рублей. Импортные миксеры значительно дороже.
Принцип работы всех бетонных заводов, по сути одинаков. Чтобы лучше понять процессы, происходящие внутри бетонного завода, которые скрыты от глаз наблюдателя, посмотрите этот короткий ролик. Благодаря анимации, стены станут прозрачными, а процессы понятными.
Технология производства бетонных смесей
Современный вариант технологии применения строительных смесей на основе цемента ведёт своё происхождение с 1824 года, когда британский строитель Д. Аспдин взял первый патент на изготовление портландцемента. В названии материала фигурирует городок Портленд, отличающийся живописной местностью и серыми скалистыми горами, так похожими по цвету на новый строительный материал. С этого времени цемент стал широко распространяться по Европе и миру, постоянно набирая популярность и завоёвывая рынки.
Отечественные бетонные смеси изготавливались по ГОСТ 25192. В нормативном документе перечислены различные классы, химические и физические параметры, марки.
Хиты продаж
Материалы, необходимые для производства бетона
В зависимости от сферы использования, погодных условий и предполагаемых нагрузок, необходимы различные по составу и качеству смеси. Наибольшей популярностью и востребованностью обладает тяжёлый бетон. Он сегодня необходим в огромных количествах для возведения опорных конструкций, фундаментов, монолитных строений и других ответственных объектов.

Для производства тяжёлого бетона применяется следующее сырьё:
- Цемент. Самый важный и ответственный компонент. Он применяется во всех марках бетона и должен отвечать нормативным требованиям. Материал имеет порошкообразную сыпучую структуру и серый цвет. Оттенки могут отличаться и зависят от исходного сырья и технологии производителя;
- Крупный заполнитель. Выполняет одновременно несколько функций: сокращает расход самого дорогого компонента, снижает стоимость, создаёт нужную заказчику структуру и прочность. Чаще всего в качестве наполнителя применяются мелкие и средние фракции щебня и гравия. Для увеличения механических свойств лучше подходит наполнитель, имеющий острые углы и грани. В этом случае получается лучшая адгезия и повышается плотность материала. Лучше всего подходит щебень с размером фракций 5-20 мм. Материал добывают механическим способом из природных источников. Он состоит из горных пород различного состава и плотности. Строительные технологии постоянно развиваются и сегодня всё чаще на замену натуральной щебёнке приходят искусственные заменители: подготовленные шлаки, керамзит и другие. Они удешевляют материал, но несколько снижают прочностные характеристики;
- Мелкий заполнитель – это, как правило, песок. Для использования в качестве компонента строительных смесей необходим однородный хороший песок без большого количества примесей и солей. Морской песок для этой роли не подходит, поэтому материал обычно добывают карьерным способом на суше. Средний размер песчинок должен находится в диапазоне 0,65-2,5 мм;
- Вода. Обязательный компонент готовой бетонной смеси. Жидкость должна соответствовать необходимым требованиям и содержать ограниченное количество примесей и солей.
Для большинства строительных нужд применяется следующий состав смеси:
- Цемент марки 400 – 3 части;
- Песок – 5 частей;
- Наполнитель – 8 частей.
Чтобы стройматериал получился качественным и не было претензий от заказчиков нужно придерживаться следующих требований:
- Не нарушать рецептуру составления смесей. Каждый компонент нужно строго дозировать;
- Качественный материал можно получить только при хорошем перемешивании компонентов;
- Количество воды может немного варьироваться и зависит от характеристик цемента, песка и наполнителя. В этом стоит ориентироваться на опыт и внешний вид, либо иметь в штате компании технолога;
- Не нужно экономить на качестве основного компонента – цемента.





