Формы для колодезных колец своими руками
Область применения железобетонных колец довольно обширна. Если есть необходимость сэкономить, их можно сделать своими руками. Но для этого требуются формы для бетонных колец. Покупка такого оборудования — дорогое удовольствие, для частного применения оно себя не оправдает. Но и формы тоже можно сделать самостоятельно.
Для чего нужны бетонные кольца
Чаще всего бетонные кольца нужны для устройства колодца, но также их используют при устройстве автономной канализации — делают септики или фильтрационные колодцы. Еще одна область применения — смотровые колодцы при устройстве ливневой и дренажной системы. Делают из бетонных колец даже погреба. Причем есть разные варианты — вертикальные, горизонтальные. В общем, область применения широка.
 Бетонные кольца используются для строительства разных сооружений
Бетонные кольца используются для строительства разных сооружений
Есть кольца разного размера под разные нужды, имеют они еще и разную толщину стенок, могут быть с армированием или без. Несмотря на такое обилие выбора, многие задумываются о том, чтобы сделать железобетонные кольца своими руками. Все дело в том, что при обустройстве участка может понадобиться не одно кольцо, и даже не десять. У некоторых только на колодец уходит больше десятка. Себестоимость изготовления железобетонных изделий намного ниже их розничной цены. Даже с учетом того что придется изготовить формы для бетонных колец. А если еще учесть еще стоимость доставки, то экономия получается очень даже солидной.
Разновидности и размеры бетонных колец для колодцев
Промышленно изготовленные бетонные и железобетонные кольца должны отвечать нормам, прописанным в ГОСТу 8020-90. Их размеры можно взять из таблице, так же как и примерный вес и цену (указана с учетом доставки по Москве).
| Наименование | Высота | Толщина стенки | Внутренний диаметр | Масса | Цена без замка/с замком |
|---|---|---|---|---|---|
| КС-6 | 7 см | 12 см | 58 см | 60 кг | 390 руб |
| КС-7-1 | 10 см | 8 см | 70 см | 46 кг | 339 руб |
| КС-7-1,5 | 15 см | 8 см | 70 см | 68 кг | 349 руб |
| КС-7-3 | 35 см | 8 см | 70 см | 140 кг | 589 руб |
| КС-7-5 | 50 см | 8 см | 70 см | 230 кг | 800 руб |
| КС-7-6 | 60 см | 10 см | 70 см | 250 кг | 830 руб |
| КС-7-9 | 90 см | 8 см | 70 см | 410 кг | 1230 руб |
| КС-7-10 | 100 см | 8 см | 70 см | 457 кг | 1280 руб |
| КС-10-5 | 50 см | 8 см | 100 см | 320 кг | 1110 руб |
| КС-10-6 | 60 см | 8 см | 100 см | 340 кг | 1130 руб |
| КС-10-9 | 90 см | 8 см | 100 см | 640 кг | 1530 руб / 1700 руб |
| КС-12-10 | 100 см | 8 см | 120 см | 1050 кг | 2120 руб |
| КС-15-6 | 60 см | 9 см | 150 см | 900 кг | 2060 руб |
| КС-15-9 | 90 см | 9 см | 150 см | 1350 кг | 2670 руб |
| КС-20-6 | 60 см | 10 см | 200 см | 1550 кг | 3350 руб |
| КС-20-9 | 90 см | 10 см | 200 см | 2300 кг | 4010 руб |
| КС-25-9 | 90 см | 12 см | 250 см | 2200 кг | 16100 руб |
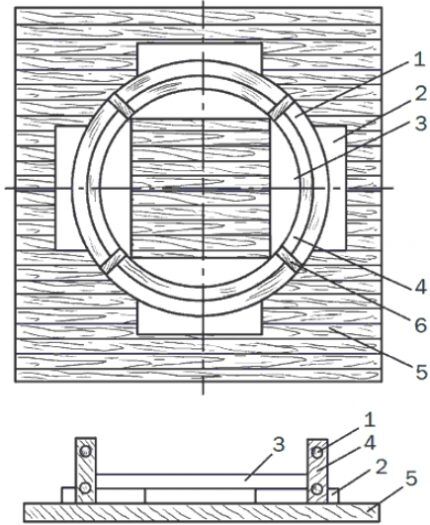
Для изготовления изделий каждого типа должно быть две части опалубки — наружная и внутренняя. Расстояние между ними прописано в ГОСТе, зависит от размеров кольца. Для армированных колец для колодца диаметром 70 см или 100 см это 7 см и 8 см соответственно, при изготовлении колец без закладки арматуры толщина стенок намного больше — 12 см и 14 см.
 Для изготовления ж б колец требуются специальные формы
Для изготовления ж б колец требуются специальные формы
Кроме разных размеров есть еще разный профиль торцевой части колец — ровный и с замком. Замок — это выступ типа гребень-паз. Называют такие кольца пазогребневыми или замковыми. Поставленные друг на друга они хорошо сцепляются, их сложно сдвинуть при боковых нагрузках, что очень важно при устройстве колодцев любого назначения. Минус этого варианта — более сложные формы для бетонных колец — необходимо сформировать соответствующие ступеньки в торцах.
Технология изготовления бетонных и железобетонных колодезных колец
Для изготовления бетонных колец на производстве используют жесткий раствор с малым количеством воды, после заливки он обязательно подвергается вибрированию. Без этого процесса добиться однородности и высокой прочности невозможно. На производстве вибраторы встраиваются в стенки форм, при частном изготовлении можно воспользоваться погружными вибраторами для бетона. Это относительно небольшие устройства, корпус которых удерживают в руках, а вибробулава опускается в бетон. Длинна этой насадки должна быть достаточной чтобы достать практически до дна кольца.
Какой бетон использовать
Бетон для колодезных колец по прочности на сажтие используют не ниже B15 (класс M200). Состав жесткого бетона, который используют на производстве:
- цемент ПЦ500Д0 — 230 кг:
- песок средней зернистости (модуль крупности 1,5-2,3) — 900 кг;
- щебень фракции 5-10 мм — 1100 кг;
- пластификатор С-3 — 1,6 кг;
- вода — 120 литров.
На выходе получается кубометр бетона. Количество воды указано для песка влажность 4%. Если песок влажный, количество воды значительно уменьшается.
 Как может выглядеть форма для производства жби колец
Как может выглядеть форма для производства жби колец
Что надо сказать, что в обычной бытовой бетономешалке типа «груша» такой сухой бетон вы не перемешаете. Для замеса надо использовать смеситель принудительного типа. Если его нет, делать более текучий бетон. Недостаток такого решения — необходимо выдерживать бетон в опалубке некоторое время (от 4 до 7 дней в зависимости от температуры). При наличии одной формы для бетонных колец, изготовление десятка бетонных колец может растянуться на месяца. Выход — сделать раствор настолько жестким, насколько это возможно и иметь не одну пару опалубки.
Армирование бетонных колец
Можно по всем правилам связать армирующее кольцо из ребристого прутка толщиной 8-10 мм — окружности, соединенные между собой вертикальными отрезками арматуры. Количество колец арматуры зависит от высоты кольца. Оптимальное расстояние между ними — 20-30 см. При высоте колодезного кольца 90-100 см делают три-четыре пояса армирования. Вертикальные отрезки устанавливают с шагом в 30-40 см. Их привязывают специальной вязальной проволокой.
К верхнему поясу армирования можно привязать петли, за которые можно будет бетонное кольцо кантовать при помощи подъемного оборудования.
 Пример армирования железобетонного кольца
Пример армирования железобетонного кольца
При установке армирующего пояса помните одну деталь: арматура должна располагаться в толще бетона. От металла до края изделия должно быть не менее 3-4 см. Потому на рисунке выше показано, что пояса армирования находятся не на поверхности, а значительно ниже. Примерно так и надо располагать арматуру.
 Арматуру можно и сварить, но лучше — связать — более прочная получается конструкция
Арматуру можно и сварить, но лучше — связать — более прочная получается конструкция
Самодельные бетонные кольца чаще армируют готовой стальной сеткой — толщина прутка не менее 4 мм, шаг 20 см. Ее отрезают нудной высоты и длинны, загибают в кольцо, края связывают проволокой. Такое армирование несколько хуже стандартного, но вполне достаточно для придания большей прочности.
Что дает вибрирование
Процесс вибрирования повышает прочность бетона на несколько классов (без изменения рецептуры). При обработке бетона он на глазах «садиться» из него выходят пузыри воздуха, более равномерно распределяется заполнитель и цемент. Обойтись без этой процедуры не получится — стенки будут рыхлые, будут протекать и быстро разрушатся.
Однако нельзя и переусердствовать — может произойти расслоение. Останавливают обработку тогда, когда усадка раствора прекратиться, поверхность станет гладкой и сверху появится цементное молочко.
Процесс изготовления
На ровную площадку или лист железа устанавливается наружная (внешняя) часть опалубки. Если изготавливается пазогребневое кольцо, вниз укладывается формирователь паза. На расстоянии 3-4 см от края опалубки выставляется армирующая сетка. Ставится внутренняя часть опалубки, фиксируется при помощи винтов к выступающим частям внешней опалубки (пальцам).
В установленную форму лопатами или каким-то приспособлением закидывается бетон. После того как кольцо заполнено, проводят вибрирование (в готовых формах это занимает 1-2 минуты). При необходимости (смотрят по усадке) бетон добавляют. После окончания вибрации поверхность кольца заглаживается мастерком. Если необходимо, устанавливают и вдавливают гребневое кольцо.
В промышленных условиях сразу же проводится разопалубка — для этого и используют жесткий бетон, чтобы можно было сразу же использовать комплект для изготовления следующего кольца. Для этого снимают пальцы, вынимают опалубку. Формирующий нижний паз пустотообразователь остается до схватывания бетона.
Как и из чего сделать формы для бетонных колец
Заводские формы делают из листового металла, усиливают ребрами жесткости. Толщина металла — 3-8 мм в зависимости от габаритов кольца.
 Формы для колодезных колец чаще всего делают из металла
Формы для колодезных колец чаще всего делают из металла
Из бочек с толстыми стенками
В домашних условиях выгнуть листовой металл с требуемым радиусом кривизны совсем непросто. Намного легче найти две толстостенные бочки с разными диаметрами. Диаметры должны отличаться на 14-16 мм. В таком случае толщина стенки получится 7-8 мм. Для колодезного кольца с армированием — то, что требуется.
 Чтобы проще было с формой для железобетонных колец работать, можно две половинки скрепить дверными петлями
Чтобы проще было с формой для железобетонных колец работать, можно две половинки скрепить дверными петлями
У бочек обрезают дно, внутреннюю часть делают выше примерно на 10 см — так удобнее. Чтобы можно было снимать опалубку с готового кольца, бочки распиливают вдоль на две части. Половинки надо надежно соединять. Сделать это можно по-разному:
- приварив уголки с просверленными дырками, стягивать болтами;
- сделать «ушки» в которые забивать клинья.
Чтобы внутреннюю часть не повело, к каждой половинке надо приварить несколько распорок, которые будут удерживать стенки от искривления.
Вставив одну часть опалубки в другую, выставляют их на одинаковом расстоянии одну относительно другой (замеряя зазор по кругу). В нескольких местах сверлят отверстия — под шпильки, которыми они будут фиксироваться. Шпильки — отрезки прутка с обоих сторон которых нарезана резьба. Отверстия располагают одно напротив другого, чтобы можно было надежно зафиксировать части опалубки.
В просверленные отверстия вставляют шпильки, затягивают гайками. При не очень большой толщине стенок формы для бетонных колец, скорее всего, придется подкладывать под гайки большие шайбы или вырезанные из металла пластины с отверстием — чтобы при заливке бетона форму не погнуло.
Из листового металла
При желании можно сделать формы для бетонных колец и из полосы листового металла и деревянных брусков, которые будут придавать опалубке жесткость. Отрезаете полосу нужной длинны — по длине окружности + 10 см на соединение. Ширина полосы — равна высоте кольца + 10 см. Внизу и вверху загибаете бортики по 5 см, по краю полосы делаете такой же бортик. В боковом бортике просверливаете отверстия под стягивающие болты. Верхний бортик надрезаете каждые 20-25 см (меньше, если диаметр кольца небольшой). Теперь полосу можно согнуть — получиться кольцо. Но оно очень нестабильное — «играет». Жесткости можно придать при помощи деревянного каркаса.
 Формы для бетонных колец можно сделать из листовой стали
Формы для бетонных колец можно сделать из листовой стали
Из бруска нарезаете куски по 20-25 см длиной. Их крепите под бортик сверлите отверстие в металле, прикручиваете на саморезы отрезки брусков. При длине брусков в 20-25 см форма получится не круглой, а многогранной. Если для вас это критично, можно сделать надрезы чаще, короче напилить бруски. Укрепить также надо высоту. Для этого тоже используют бруски. Крепить их надо почаще — чтобы стенки не прогибались.
Если умеете пользоваться сваркой, можно пойти другим путем. Кроме листового металла понадобится профилированная труба квадратного сечения. Подойжет 15*15 мм или 20*20 мм. Сначала требуется согнуть по четыре одинаковых полудуги из профильной трубы. Четыре больших — для наружной опалубки и четыре поменьше — для внутренней. К дугам приварить вырезанные полосы металла.
 Как основу использовать дуги из профильной трубы
Как основу использовать дуги из профильной трубы
Из деревянных досок или брусков
Если с деревом работать вам проще, можно собрать формы для жб колец из древесины. Их собирают из нешироких планок, внизу и вверху фиксируют при помощи кольца. Кольцо может быть из металла, например, из согнутой профилированной трубы. Ее на трубогибе можно выгнуть с требуемым радиусом кривизны.
 Формы для производства колец можно сделать из древесины
Формы для производства колец можно сделать из древесины
Если бондарное искусство — ваш конек, можно дуги сделать тоже из древесины. Материал не столь важен. Важна прочность и жесткость полученной формы. Обратите внимание, что бортик крепится снаружи большей опалубки и изнутри меньшей.
Важно! Чтобы снималась опалубка легко, перед заливкой формы надо смазать. Если планируете использовать бетонные кольца для колодца с питьевой водой, использовать можно подсолнечное масло. Если предполагается какое-то техническое сооружение, можно в качестве смазки использовать отработку смешанную с машинным маслом или с ДТ (или чистое машинное масло).
Технология изготовления бетонных колец
Предлагаемое нами оборудование позволяет быстро и с минимальными затратами организовать производство колодезных железобетонных колец диаметром 0.7 метра, 1 метр, 1.5 метра и 2 метра. Наиболее востребованы кольца диаметром 1.5 метра. Кольца этого диаметра популярны среди частных застройщиков для устройства локальных очистных сооружений частных домов, т.н. септиков. Следующие по популярности кольца имеют диаметр 1 метр. Они используются для устройства самых разнообразных коммуникаций – от водопроводных до телефонных. Кольца диаметром 2 метра покупают также для строительства септиков, если у покупателя есть желание сделать его емкость максимальной. Кольца диаметром 0,7 метра – доборные, для устройства входа в подземные сооружения, в том числе септики.
Для организации производства необходимо:
1. Виброформа кольца (для каждого диаметра отдельная виброформа);
2. Виброформа перекрытия (для каждого диаметра отдельная виброформа);
3. При желании виброформа днища (для каждого диаметра свой размер);
4. При желании форма бетонного люка (люк одинаковый для всех видов колец).
5. Смеситель гравитационный, если бетон будет выпускаться на основе щебня. Смеситель роторный (он дороже гравитационного), если выпуск бетона для колец будет вестись на основе отсева дробления щебня, шлака, крупного песка.
6. При отсутствии в цеху кран-балки, тельфера, необходимо отдельное подъемное устройство по принципу исполнения и действия напоминающее козловой кран.
Требования к помещению:
1. Положительная температура зимой, для того чтобы не перемерзала вода. Бетон может производиться и при отрицательной температуре. Для этого используются противоморозные добавки, тепловлажностная обработка бетона и другие мероприятия.
2. Летом, осенью и весной возможно производство колец на открытых полигонах. Обычно для этого используется открытая площадка с козловым краном.
3. Бетонные полы. Если полы отсутствуют, Вам потребуются отдельные поддоны для формования каждого кольца.
Технология производства колодезных колец:
1. Сначала дозировуем сырьевые компоненты в бетоносмеситель. Там они перемешиваются и приготавливается бетонная смесь.
2. Затем бетонная смесь подается в зазор между наружным и внутренним кольцом виброформы. Может производиться либо вручную при малой производительности, либо при помощи кран-балки и бадьи для бетонной смеси.
3. Затем бетонная смесь уплотняется в форме в течение 3 минут при использовании вибрации.
4. Сразу после виброуплотнения виброформа снимается кран-балкой, тельфером, подъемным устройством. Кольцо остается на месте для твердения (8-12 часов), а виброформа переносится на новый участок цеха или полигона для формования следующего изделия.
Сырьевые компоненты для производства колец:
1. Вяжущее портландцемент, шлакопортландцемент любых марок.
2. Песок кварцевый для строительных работ (мелкозернистый).
3. Щебень (гранит, кварцитопесчаник, железняк и пр.) фракции 10-20 мм. (Допускается работа с щебнем фракции 20-40 мм, при наличии опыта).
4. Песок крупнозернистый с размерами частиц до 5 мм. При его использовании можно отказаться от щебня, но качество колец будет хуже.
5. Отсев дробления щебня. При его использовании также можно отказаться от применения щебня с ухудшением качества колец.
6. Различные местные материалы – зола-уноса, доменные гранулированные шлаки, отходы пиления каменных пород и прочее.
7. Сетка арматурная с ячейкой 200*200 мм из проволоки диаметром 4 мм.
Армирование колец
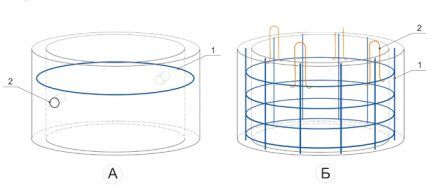
При изготовлении колец премиум категории (рис. Б) используется их армирование во всему объему арматурным каркасом-сеткой из проволоки диаметром 3-4 мм с сечением 200*200 мм. Каркас может изготавливаться самостоятельно, либо покупаться на стороне. В армирование каркаса входят также подъемные петли, которые делают из проволоки диаметром 5-8 мм. Для колец диаметром 0,7 и 1 метр надо две петли, для колец диаметром 1,5 и 2 метра по четыре петли. Петли гнут по шаблону из мягкой проволоки, это несложно.
При изготовлении колец эконом-класса петли в них не делают – они заменяются монтажными отверстиями. Армируются такие кольца кольцом из проволоки над петлями, как показано на рисунке А.
Бетонные кольца – домашнее производство
 Так сложилось, что строительство – наиболее прибыльное дело, но при этом и далеко не самое простое. Особенно сложно «раскрутиться» начинающему предпринимателю, не имеющему профильного образования. И, все же, для желающих проявить свой предпринимательский талант существует почти беспроигрышная ниша – производство бетонных колец.
Так сложилось, что строительство – наиболее прибыльное дело, но при этом и далеко не самое простое. Особенно сложно «раскрутиться» начинающему предпринимателю, не имеющему профильного образования. И, все же, для желающих проявить свой предпринимательский талант существует почти беспроигрышная ниша – производство бетонных колец.
![]()
- Некоторые нюансы производства бетонных колец
- Какое оборудование выбрать для производства?
- Формы для ЖБИ колец
- Технология производства бетонных колец
Без этого элемента практически невозможно смонтировать колодец. Они применяются для строительства канализационных, смотровых и водоотводных колодцев. Рассмотрим производство ЖБ изделий немного более подробно.
Некоторые нюансы производства бетонных колец
В целом все ЖБ кольца подразделяются на три основных диаметра (размера):
- 1 метр;
- 1,5 метра;
- 2 метра;
При стандартной высоте в девяносто сантиметров. В качестве материала, для изготовления ЖБ изделий необходим бетон. Производство бетонных колец начнет окупаться намного быстрее, если в процессе изготовления применять бетонный раствор под маркировкой М 200. Конечно, использование материала лучшего качества даст вам дополнительные преимущества, но прибыльность бизнеса значительно снизится и ваше производство может стать вообще нерентабельным.
Кроме того для изготовления бетонных колец дополнительно потребуется и закупка арматуры, необходимой для создания петель. Но, так как на долю ЖБИ колец не приходится чрезмерных нагрузок, то и особых требований к ней не предъявляется. Как армирующий каркас можно применять дорожную сетку 15*15. Между собой она крепится при помощи стальной проволоки.
Какое оборудование выбрать для производства?
Производство любых ЖБ колец не потребует слишком многих приспособлений. Вам будут необходимы:
- бетономешалка;
- форма для ЖБ колец (можно купить, а можно сделать своими руками);
- любое подъемное устройство (лебедка либо кран-балка).
Кроме перечисленного будут также необходимы лопаты, ведра, емкости под воду, качественная полиэтиленовая пленка. Она будет служить как подложка под заполняемую форму. Также непременно понадобится эмульсол. Это специализированная готовая смазка, придающая готовым изделиям товарный вид.
Формы для ЖБИ колец
Формы для ЖБИ, в частности колец, могут быть разными. Но рассмотрим самый простой вариант. Желая наладить действительно рентабельное производство, формы лучше всего иметь нескольких видов.
Такие формы представляют собой пару цилиндров: наружный и внутренний. В качестве материала для них можно использовать дерево. Цилиндры имеют разные диаметры. Размер внутреннего находится в прямой зависимости от толщины готовых колец. Стенки цилиндра представляют собой два кольца, каждое из которых также поделено на несколько частей. Такая довольно сложная конструкция формы необходима, что было удобнее их снимать с уже готового ЖБ изделия. Внешний цилиндр формы также представляет собой пару колец, поделенных на несколько составляющих. Это кольцо формы ЖБИ обшито досками лишь с внутренней стороны.
Технология производства бетонных колец
Производство всех ЖБ колец выглядит одинаково. Вначале на ровном щите устанавливается первый (наружный) цилиндр. Вовнутрь помещается второй, но таким образом, чтобы получившийся между ними зазор оказался равным по всей окружности. Далее в полученный промежуток устанавливается арматурный каркас.
Следующий этап – производство бетона, основными компонентами которого являются щебенка, цемент и песок. При этом соблюдается пропорция 4:1:2. Можно, как уже было сказано ранее, приобретать уже готовый раствор. Полученная смесь укладывается в форму постепенно по всему диаметру.

ЖБ изделия можно освобождать от формы примерно на 5 день. Внимательно осмотрите поверхность. Если где-то на поверхности ЖБ кольца образовалась так называемая раковина, то ее необходимо замазать цементной смесью. После того, как форма удалена, кольцо должно еще не менее 5 дней пролежать на щите. В этот период поверхность ЖБИ нужно периодически увлажнять.
Необходимо помнить, что ЖБИ кольцо готово к реализации при достижении бетоном прочности не менее 75% от ее номинала. Для достижения этого показателя продукция должна «выстояться» не меньше 7 дней. В качестве дополнительной меры, стимулирующей спрос на ваши ЖБ изделия, может стать покрытие поверхности праймерами. Это специальные вещества, гарантированно обеспечивающие прекрасную гидроизоляцию.
Пропорции бетона м200 для колец жби
Особенности производства колодезных колец
Колодезные кольца могут быть армированными или нет, ГОСТ допускает оба варианта изготовления, чаще всего арматура не используется. Однако изделия, усиленные сталью внутри, имеют срок службы гораздо более продолжительный, так как она обеспечивает равномерное распределение нагрузки от вышележащих деталей. Монтажные петли есть, они необходимы для монтажа.
Изготавливаются кольца из бетона методом вибропрессования. Его суть заключается в следующем: в виброформу засыпается песок и заливается цемент, добавляются химические компоненты. Затем начинается вибрация, в результате которой из исходных материалов образуется готовое кольцо.
Бетон, входящий в состав, имеет марку от 200 до 500. Иногда вместо песка при производстве используются полимерпесчаные смеси, которые придают изделию большую устойчивость к факторам внешней среды. В ходе процесса вибропрессования материал приобретает прочность, а также становится водонепроницаемым за счет добавления в бетон химических веществ.
Влагостойкость – основное свойство, которым должны обладать стенки колодца. Поскольку они находятся в постоянном контакте с водой, то не должны разрушаться под ее воздействием, а также влиять на ее состав.
Технология изготовления бетонных колец
Обзор оборудования для изготовления жби колец
Для изготовления колодезных жби колец используются виброформа или вибропресс:
Виброформа — это две отдельных опалубки: наружная обечайка и сердечник. На внешней обечайке закреплены вибраторы, которые выполняют поверхностное виброуплотнение полусухой бетонной смеси, загруженной в виброформу. Виброформа мобильна. В процессе формования колец обе опалубки виброформы поочередно переставляются кран-балкой. Место формования очередного кольца постоянно смещается, что создает определенные неудобства с доставкой приготовленной бетонной смеси от смесительного узла, особенно, если формование очередного кольца жби производится на удалении от бетоносмесителя.
Вибропресс — оборудование стационарное. Обычно поставляется в комплекте с бетоноукладчиком и бетоносмесителем принудительного типа (или сразу бетонным заводом). Чтобы минимизировать временные потери при изготовлении жб колец, предварительно, до начала монтажных работ разрабатывается оптимальный план размещения оборудования, с привязкой к производственному помещению. Для наших покупателей эта услуга бесплатна.
Вибропресс имеет два существенных преимущества по сравнению с виброформой, которые прямым образом влияют на качество выпускаемых железобетонных колец:
- Мощное прессование гидравлическим пуансоном (гидроцилиндром), закрепленным на поворотной балке вибропресса;
- Качественное виброуплотнение бетонной смеси, при котором разночастотная вибрация, поочередно воздействует на крупную и мелкую фракцию заполнителя.
Дополнительно, в момент формования изделия, вибропресс затирает поверхность кольца и формирует прочный замок на торце. В виброформе подобный замок может затираться только вручную и иметь исключительно декоративный характер. Жби кольца, изготовленные в вибропрессе, имеют лучшие прочностные характеристики и гладкую внешнюю поверхность, по сравнению с кольцами, изготовленными в виброформе.
Стеновые бетонные кольца КС с пазом имеют преимущество на рынке железобетонных изделий, по сравнению с изделиями без возможности фальцевого соединения между собой. Наличие замка на колодезных кольцах выгодно прежде всего монтажникам и конечным покупателям. Пазо-гребневого соединение на торцах колец, при монтаже, придает им устойчивость, препятствует смещению и позволяет добиться более герметичного шва на стыках между кольцами, что немаловажно при устройстве обычных колодцев на воду. Торцы бетонных колец с четвертью, на этапе монтажных работ, промазываются цементным раствором. Это препятствует попаданию грунтовых вод внутрь колодца.
Приготовление жесткой бетонной смеси
Для формования колодезных колец применяется жесткая бетонная смесь Ж-3. Класс бетона В15 (Марка M200). Состав смеси должен подбирается технологом бетонного производства. Примерное соотношение в расчет на 1 кубометр готовой смеси:
- цемент ПЦ500Д0 — 230 кг:
- песок с модулем крупности 1,5-2,3 (средней зернистости) — 900 кг;
- щебень фракции 5-10 мм — 1100 кг;
- пластификатор С-3 — 1,6 кг;
- вода — 120 литров (при влажности песка 4%)
Если песок мокрый, количество воды необходимо уменьшить.
Армирование колодезных колец
Для придания бетонным кольцам дополнительной прочности, на этапе формования, изделия армируются. Укладка арматуры производится перед заполнения формы вибропресса или виброформы бетонной смесью. Как правило, для армирования используется сетка Вр с ячейкой 200х200мм, диаметром 4мм. Перед укладкой в форму, арматурная сетка вяжется в кольцо. Высота арматурного кольца должна быть меньше высоты готового изделия. Арматуру может прижать бетонной смесью к стенке формы, что в дальнейшем неизбежно приведет ее к коррозии и разрушению. Чтобы этого не произошло, на проволоку одеваются специальные пластиковые центраторы, называемые фиксаторами арматуры “Звездочка”.
Изготовление футерованных колец жби
Для изготовления футерованных бетонных колец, перед формованием, на сердечник формы вибропресса одевается специальное, заранее подготовленное кольцо из полимерного листа с анкерными ребрами. Благодаря ребрам пластиковый лист, после окончания формования, будет надежно удерживаться внутри бетонного кольца. Футерованные полимерным листом жб кольца не вступают в реакцию со щелочью, кислотой или нефтепродуктами.
После установки обечайки и сердечника виброформы на место формования, в форму закладывается арматура. Бетонная смесь доставляется к виброформе механизированной бетоновозной тележкой или переносным бункером. С помощью кран-балки тележка или бункер поднимаются и выгрузка смеси осуществляется на сердечник виброформы. После этого, вручную, при включенных вибраторах, смесь укладывается в форму. Распалубку можно производить немедленно, сразу по окончанию формования.
Изготовление колодезного кольца начинается с подготовки арматурного каркаса, который закладывается в подготовленную к формованию виброформу.
Смесь выгружается на сердечник виброформы из шиберного переносного бункера.
Остатки смеси укладываются и разравниваются вручную с помощью мастерка.
После завершения процесса виброуплотнения, который продолжается пару минут, производится немедленная распалубка. Сначала извлекается сердечник виброформы.
Затем извлекается наружная обечайка
Готовое изделие остается набирать прочность, необходимую для транспортирования, на месте его формования.
Изготовление жб колец в вибропрессе
В отличие от виброформы, стационарный вибропресс позволяет механизировать подачу бетонной смеси при помощи наклонного ленточного конвейера или бетоноукладчика с разбрасывателем. Бетонную смесь, поданную конвейером, необходимо укладывать в форму вручную. Разбрасыватель бетоноукладчика укладывает бетонную смесь в форму вибропресса без участия рабочих.
Мы предлагаем несколько способов подачи и укладки бетонной смеси в форму вибропресса: шиберный переносной бункер, механизированная тележка, наклонный поворотный конвейер для бетона, бетоноукладчик с разбрасывателем. Рассмотрим самый эффективный способ укладки бетонной смеси в форму вибропресса — бетоноукладчиком с разбрасывателем БР-20.
Съемная наружная обечайка вместе с формовочным поддоном устанавливается в вибропресс. В форму вибропресса закладывается арматура.
К форме подводится разбрасыватель бетоноукладчика Конвейером, из бункера укладчика, смесь подается и выгружает на сердечник формы вибропресса. Разбрасыватель, вращаясь, равномерно укладывает бетонную смесь в форму. После завершения укладки смеси в форму, разбрасыватель отводится в сторону, чтобы не мешать работе поворотной балке с пуансоном вибропресса. Поворотная балка вибропресса устанавливается над формой и начинается процесс вибропрессования кольца. Редуктор с эксцентриком заставляет затирочное кольцо вибропресса совершать поворотные движения. После завершения формования, балка отводится в сторону от формы вибропресса. Форма вместе с формовочным поддоном, на котором удерживается готовое бетонное кольцо, извлекается из вибропресса. Кран-балкой форму перемещают и ставят на пол. Для освобождения поддона с кольцом, по периметру формы открывают все замки, после чего форму снимают с кольца, в нее устанавливают другой поддон и возвращают назад в вибропресс.
Подача смеси от бетоносмесителя осуществляется переносным бункером. Укладка бетонной смеси в форму вибропресса производится вручную.
Пропаривание колодезных колец после формования — достаточно важный этап производства железобетонной продукции. Суть ее заключается в том, что при повышении температуры, скорость гидратации вяжущих веществ увеличивается. Изделие быстрее набирает распалубочную прочность, по достижению которой возможно его снятие с поддона и безопасное транспортирование к месту хранения. Пропаренные жб изделия получаются прочнее, чем изделия, не прошедшие тепло-влажностную обработку (ТВО).
Железобетонные кольца помещается в пропарочную камеру сразу после формования. Камеру закрывают и температуру в ней повышают, причем происходит это постепенно, не более 20-25°С/час. Называется этот этап — стадия разогрева. При резком подъеме температуры во время разогрева, в бетоне возникают избыточные напряжения, которые ведут к образованию трещин, как следствие браку и убыткам. Основной процесс пропарки жби происходит при температуре 70-90°С, за которым следует стадия медленного остывания.
Пропарочные камеры, в зависимости от принципа действия, делятся на периодические и непрерывные. Интересную конструкцию имеют раздвижные (мобильные) пропарочные камеры. В сложенном состоянии раздвижная пропарочная камера практически не занимает места.
Железобетонные кольца могут храниться до момента отгрузки как на открытом, так и на закрытом складе. В целях экономии складских площадей, изделия могут выставляться в несколько рядов, кроме того кольца жби меньшего диаметра могут помещаться в кольца большего диаметра.
Правила монтажа
Рассмотрим монтаж шахты на примере колодца для частного дома. Все операции осуществляются с помощью спецтехники.
1. Вам понадобится вырыть яму нужной глубины диаметром большим, чем диаметр деталей. Расстояние между бетоном и грунтом должно превысить 30 см. 2. На дно засыпается песчаная подушка, а далее последовательность действий зависит от типа конструкции. Кольцо с днищем ставится в первую очередь, а вот готовое круглое дно опускается сверху после завершения монтажа стенок шахты, заливка дна также происходит последней. 3. Затем следует ставить кольца друг на друга, пока готовые стены шахты не достигнут поверхности земли. Швы соединяются цементом или металлическими пластинами. 4. Сверху лучше всего установить опорное кольцо, оно хорошо защищает канал от попадания грязи и мусора с земли. Применяется также и крышка колодца. 5. Все стыки обрабатываются изнутри герметиком, а снаружи устанавливается гидроизоляция. Внутрь шахты обычно помещается цилиндр, который обеззараживает воду и делает ее безопасной для питья. 6. После завершения монтажа самой шахты закапывается зазор между ее стенками и грунтом.
Альтернативный метод строительства осуществляется с помощью подкопа. При этом сначала устанавливаются верхние кольца, а в последнюю очередь заливается бетонное дно.

Как и из чего сделать формы для бетонных колец
Заводские формы делают из листового металла, усиливают ребрами жесткости. Толщина металла — 3-8 мм в зависимости от габаритов кольца.
Формы для колодезных колец чаще всего делают из металла
Из бочек с толстыми стенками
В домашних условиях выгнуть листовой металл с требуемым радиусом кривизны совсем непросто. Намного легче найти две толстостенные бочки с разными диаметрами. Диаметры должны отличаться на 14-16 мм. В таком случае толщина стенки получится 7-8 мм. Для колодезного кольца с армированием — то, что требуется.
Чтобы проще было с формой для железобетонных колец работать, можно две половинки скрепить дверными петлями
У бочек обрезают дно, внутреннюю часть делают выше примерно на 10 см — так удобнее. Чтобы можно было снимать опалубку с готового кольца, бочки распиливают вдоль на две части. Половинки надо надежно соединять. Сделать это можно по-разному:
- приварив уголки с просверленными дырками, стягивать болтами;
- сделать «ушки» в которые забивать клинья.
Чтобы внутреннюю часть не повело, к каждой половинке надо приварить несколько распорок, которые будут удерживать стенки от искривления.
Вставив одну часть опалубки в другую, выставляют их на одинаковом расстоянии одну относительно другой (замеряя зазор по кругу). В нескольких местах сверлят отверстия — под шпильки, которыми они будут фиксироваться. Шпильки — отрезки прутка с обоих сторон которых нарезана резьба. Отверстия располагают одно напротив другого, чтобы можно было надежно зафиксировать части опалубки.
В просверленные отверстия вставляют шпильки, затягивают гайками. При не очень большой толщине стенок формы для бетонных колец, скорее всего, придется подкладывать под гайки большие шайбы или вырезанные из металла пластины с отверстием — чтобы при заливке бетона форму не погнуло.
Из листового металла
При желании можно сделать формы для бетонных колец и из полосы листового металла и деревянных брусков, которые будут придавать опалубке жесткость. Отрезаете полосу нужной длинны — по длине окружности + 10 см на соединение. Ширина полосы — равна высоте кольца + 10 см. Внизу и вверху загибаете бортики по 5 см, по краю полосы делаете такой же бортик. В боковом бортике просверливаете отверстия под стягивающие болты. Верхний бортик надрезаете каждые 20-25 см (меньше, если диаметр кольца небольшой). Теперь полосу можно согнуть — получиться кольцо. Но оно очень нестабильное — «играет». Жесткости можно придать при помощи деревянного каркаса.
Формы для бетонных колец можно сделать из листовой стали
Из бруска нарезаете куски по 20-25 см длиной. Их крепите под бортик сверлите отверстие в металле, прикручиваете на саморезы отрезки брусков. При длине брусков в 20-25 см форма получится не круглой, а многогранной. Если для вас это критично, можно сделать надрезы чаще, короче напилить бруски. Укрепить также надо высоту. Для этого тоже используют бруски. Крепить их надо почаще — чтобы стенки не прогибались.
Если умеете пользоваться сваркой, можно пойти другим путем. Кроме листового металла понадобится профилированная труба квадратного сечения. Подойжет 15*15 мм или 20*20 мм. Сначала требуется согнуть по четыре одинаковых полудуги из профильной трубы. Четыре больших — для наружной опалубки и четыре поменьше — для внутренней. К дугам приварить вырезанные полосы металла.
Как основу использовать дуги из профильной трубы
Из деревянных досок или брусков
Если с деревом работать вам проще, можно собрать формы для жб колец из древесины. Их собирают из нешироких планок, внизу и вверху фиксируют при помощи кольца. Кольцо может быть из металла, например, из согнутой профилированной трубы. Ее на трубогибе можно выгнуть с требуемым радиусом кривизны.
Формы для производства колец можно сделать из древесины
Если бондарное искусство — ваш конек, можно дуги сделать тоже из древесины. Материал не столь важен. Важна прочность и жесткость полученной формы. Обратите внимание, что бортик крепится снаружи большей опалубки и изнутри меньшей.
Важно! Чтобы снималась опалубка легко, перед заливкой формы надо смазать. Если планируете использовать бетонные кольца для колодца с питьевой водой, использовать можно подсолнечное масло. Если предполагается какое-то техническое сооружение, можно в качестве смазки использовать отработку смешанную с машинным маслом или с ДТ (или чистое машинное масло).
Преимущества использования колодезных колец заводского производства
Как строительный материал ЖБ кольца обладают следующими преимуществами:
Кольца для колодца своими руками: пошаговая технология изготовления железобетонных колец

Для строительства колодезных шахт когда-то использовали только природные материалы: камни и бревна. С появлением железобетонных изделий технология возведения объектов автономного водоснабжения намного упростилась.
Сейчас для укрепления стенок шахты в ход идут железобетонные кольца для колодцев, которые выпускаются в заводских условиях. Однако изготовить такие элементы можно и самостоятельно – технология достаточно проста, не требует особых навыков и дорогостоящих материалов.
Мы подскажем вам, какой размер колец лучше выбрать для колодца, опишем методику изготовления бетонной смеси и способы сооружения разъемных форм для заливки конструкции. Пошаговую технологию мы дополнили наглядными фото-инструкциями, схемами и видео-роликами.
Типовые размеры железобетонных колец
Если по каким-то причинам готовыми изделиями воспользоваться нельзя, то владельцу загородного или дачного участка стоит подумать о вариантах их самостоятельного изготовления.
Для этого необходимо из подручных материалов сделать форму, установить в нее арматурную сетку, а затем залить бетонный раствор, замешанный в строго определенных пропорциях.
На заводах, выпускающих железобетонные изделия и конструкции, используется специальная маркировка продукции. Типовые размеры колодезных колец:
- высота стандартна и составляет 900 мм;
- толщина – 70-140 мм;
- диаметр – 100-200 мм .
Толщина стенки цилиндра и его диаметр могут быть разными.
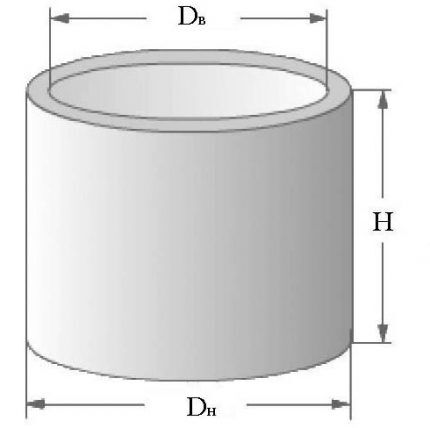
С увеличением диаметра кольца и толщины его стенок повышается расход бетона. Масса изделия также зависит от данных размеров. Для уменьшения массы готового изделия стараются снизить только высоту жб-кольца, а стенки делают как можно толще.
В продаже можно увидеть изделия высотою 350, 450 или 500 мм. Их называют еще доборными кольцами и устанавливают при завершении работ, когда изделие стандартных размеров уже не входит целиком во выкопанный колодец.
Еще один способ “законного” снижения массы колодезного кольца заключается в обязательном использовании армирующей сетки. При этом толщина стенок может быть 6-8 см, что не ухудшает прочностные характеристики изделия. Поэтому своими руками лучше делать жб кольца с армированием для строительства колодца на участке.
Снижать вес колодезного кольца приходится для того, чтобы не использовать грузоподъемную технику во время проведения монтажных работ. Это важно для дачников и садоводов, решивших не только изготовить изделия своими руками, но и перемещать их по участку без привлечения спецтехники.
Самодельные кольца – практичное и доступное решение не только для обустройства колодца, но и для решения других задач. Например: создания дренажного колодца или сливной ямы.
Замешивание бетонной смеси
Для приготовления бетона, идущего в дальнейшем на изготовление колец, понадобится:
- цемент (вяжущий материал);
- песок (мелкий заполнитель);
- щебень (крупный заполнитель);
- вода.
Для получения качественного бетона покупают цемент марки «400», упакованный в бумажные мешки по 25 кг. Если сразу использовать строительный материал не предполагаете, то побеспокойтесь о его правильном хранении.
Мешки складируют в сухом месте. Еще лучше пересыпать цемент в закрытые железные емкости. При возможности используйте приобретенный цемент сразу же после покупки.

Для замеса бетона запаситесь кварцевым песком, который считается идеальным мелким наполнителем. Илистые, глинистые и иные виды примесей, содержащиеся в привезенном сыпучем материале, негативным образом скажутся на качестве бетонной смеси. Поэтому такой песок промывают водой, избавляя его от ненужных примесей.
Не всякий щебень подходит для замеса бетона, идущего на отливку колец. Выбирают гранитный щебень с зернами, имеющими кубическую форму, способствующую лучшей сцепке материала с другими ингредиентами бетонной смеси.
Не следует использовать щебень пластинчатой (игольчатой) формы. Щебень, загрязненный глиной, также до замеса промывают водой.
Для отливки железобетонных колец приобретается гранитный щебень с размером фракций, не превышающих четверти толщины изделия. Для кольца с 10-сантиметровой стенкой подойдет щебень, размер зерен которого не будет превышать 20 мм.

Соотношение ингредиентов в бетонном растворе
Свойства бетонного раствора напрямую зависят от количества компонентов, входящих в его состав, а также от их объема и массы. При составлении соотношения между тремя основными ингредиентами, необходимыми для получения качественного бетона, исходят из того, что количество цемента равно единице.
Для отливки колодезных колец затворяют бетонную смесь, взяв цемент, песок и гравий в пропорциональном соотношении по объему 1:2:3 или по массе 1:2,5:4.
Например, в емкость засыпают ведро цемента, два ведра песка и три ведра гравия. Добавляют полведра воды. Или берут 100 кг цемента (4 мешка), добавляют 250 кг песка и 400 кг щебня. Добавляют 50 литров воды.
На приготовление одного кубометра бетона уходит 300 кг цемента М-400, 750 кг песка и 1200 кг щебенки. Смесь разбавляется 150 литрами воды.
Как высчитывается количество воды?
Вода влияет на подвижность бетонной смеси и на прочность изделий после ее затвердевания. Соотношение воды и цемента в растворе называют водоцементным отношением и обозначают В/Ц.
Для железобетонных колец данное значение должно составлять не более 0,5-0,7. В рассмотренных выше примерах В/Ц равнялось 0,5. При этом массу или объем взятого цемента делят пополам и получают необходимый литраж воды.
Более жидкий раствор легче заливать в формы и трамбовать, но его придется дольше держать в заготовке. Увеличивается время на первичное затвердевание раствора.
Смесь, не расползающаяся после сжатия ее ладонью в комок, позволяет сразу же снимать заготовку и использовать ее для штамповки следующего изделия. Правда, трамбовать ее удобнее с помощью вибраторов.
Способы замеса бетонного раствора
Ручной способ перемешивания компонентов бетонной смеси сейчас используется редко. Бетономешалки заводского и кустарного производства лучше справляются с этим трудоемким занятием.

В бетономешалку засыпают песок и цемент, далее добавляют воду, а потом щебень, предварительно смоченный водой. Получив однородную массу, оборудование выключают и переливают раствор в емкость на колесах. Это позволяет довезти тяжелый бетон до места заливки кольца.
Изготовление разъемных форм
Перед тем как заняться изготовлением колец для строительства колодца своими руками, надо сначала смастерить металлическую разъемную форму для заливки бетона или деревянную опалубку из составных частей. И то, и другое делается из подручных материалов, имеющихся на участке или позаимствованных у друзей.
Готовые формы для изготовления ж/б колец предлагают многие компании. Приобретать их для одного раза нерентабельно, лучше взять в аренду. Можно посмотреть, как они сконструированы, и позаимствовать некоторые элементы для сборки собственной формы.
Как сделать металлическую форму?
Самодельная разборная форма, состоящая из двух колец разного диаметра, изготавливается из металлических бочек, труб, воздуховодов и других металлоконструкций, подходящих для этой цели.
Два цилиндра, вставляют один в другой так, чтобы между ними оставалось одинаковое расстояние, равное толщине колодезного кольца. Чтобы внешнюю и внутреннюю часть формы можно было легко снимать после схватывания бетона, надо разрезать их на две части болгаркой.
Внутренний цилиндр удобнее снимать, если он будет состоять из трех отдельных частей. Хотя и с двумя можно управиться, только придется дольше повозиться внутри кольца.
На всех составных частях формы необходимо предусмотреть наличие крепежных элементов, не позволяющих форме раздвигаться во время заполнения межкольцевого пространства бетоном.
В качестве крепежа используют:
- дверные или оконные навесы;
- приваренные ушки, стягивающиеся болтовым соединением;
- другие приспособления, способные справиться с поставленной задачей.
На стенки цилиндров желательно приварить ручки, чтобы было удобнее отрывать форму от бетона. Чтобы максимально облегчить процесс съемки формы, надо поверхности цилиндров, соприкасающиеся с бетоном, выстилать полиэтиленовой пленкой. Можно смазывать их отработанным машинным маслом, но это не приветствуется экологами.

Чтобы выдержать одинаковые расстояния между цилиндрами, используют деревянные или металлические распорки, надежно фиксирующие положение двух кольцеобразных частей формы.
Важно добиться того, чтобы наружная заготовка формы опалубки для железобетонных колец легко открывалась наружу, а внутренняя – также свободно отодвигалась в противоположную сторону.

Как собрать деревянную опалубку?
Хорошему плотнику нетрудно сделать опалубку для отливки бетонных колец из обрезков пиломатериала. Две цилиндрические поверхности получают из деревянных колец, к одной стороне которых прибивают доски. Их толщина должна быть не менее 20 мм, но не более 40 мм.
С обеих сторон доски хорошо остругивают, делая поверхность максимально гладкой. Для удобства разборки деревянный цилиндр разрезают на четыре части. Для скрепления соседних заготовок используют деревянные планки, засовы, крючья, стальные скобы и другие приспособления.
Внутренняя стенка деревянной опалубки, имеющая меньший диаметр, собирается аналогичным образом. Только за основу берутся два деревянных кольца меньшего диаметра и такая же доска (20-40 мм) для обшивки. Если в первом случае доски прибивают по внутреннему кругу, то во втором – по внешнему.
В итоге получается два приставных цилиндра, образующие между своими поверхностями пространство, заполняющееся впоследствии бетоном. Меньший цилиндр распиливают на три части. Если распилить пополам, то необходимо предусмотреть наличие небольшого зазора (1,5-2 см), облегчающего съемку внутренней опалубки.

Методика изготовления деревянных колец
Деревянные кольца для опалубки выпиливают из квадратного щита, сбитого из 20-миллиметровых досок, уложенных в два слоя перпендикулярно друг другу. Первый слой укладывается поперек, а второй – вдоль.
Сторона квадратного щита высчитывается с учетом:
- внутреннего диаметра бетонного кольца (1000 мм);
- толщины его стенки (80 мм);
- толщины доски опалубки (20 мм);
- ширины деревянного кольца опалубки (150 мм).
В скобках приведены примерные числа, позволяющие посчитать сторону квадратного щита. Итак, к 1000 мм прибавляем два раза по 20 мм, затем два раза по 80 мм и два раза по 150 мм. В итоге получаем: 1500 мм или 1,5 м.
Из одного щита выпиливают сразу большое кольцо для внешней опалубки и малое кольцо для внутренней опалубки. Кольца размечают на щите с помощью карандаша и веревки, заменяющей циркуль.
Гвоздь вбивают в точку пересечения диагоналей квадрата, которую находят путем пересечения двух натянутых бичевок, соединяющих противоположные углы щита.
К гвоздю привязывают веревку и, отмеряя необходимые расстояния, вычерчивают карандашом четыре концентрические окружности. Радиус самой большой окружности равен 750 мм, второй – 600 мм, третьей – 500 мм, а четвертой – 350 мм.
Далее ножовкой, электролобзиком или бензопилой пилят по вычерченным окружностям, получая два кольца опалубки. То же самое проделывают еще раз, получая вторую пару колец.
Остается прибить к кольцам с нужной стороны доски, толщина которых составляет 20 мм, а длина – один метр (высота бетонного кольца). Доски располагают друг к другу как можно плотнее.
После изготовления цилиндрических стенок внешней и внутренней опалубок, приступают к их распиливанию на четыре части. Так получают разъемную деревянную форму для изготовления железобетонных колец в домашних условиях.
Изготовление армирующего каркаса
Использование армирования позволяет уменьшить толщину кольца, а следовательно и его вес. При этом прочностные характеристики изделия и срок его эксплуатации увеличиваются.
Для армирующего каркаса потребуется:
- стальные стержни диаметром 8-10 мм (10 штук);
- стальная проволока диаметром 8-10 мм (около 5 м);
- тонкая проволока.
Высчитываем длину каркаса. Для этого вспоминаем формулу расчета длины окружности: число Пи (равное 3,14, округляем до 3) надо умножить на диаметр. Диаметр окружности берем равный 104 см, чтобы каркас проходил посередине бетонного кольца.
Умножаем это число на 3, получаем 312 см. Делим это число на 10, получаем при 31,2 см. Округляем до 31 см. Итак, раскладываем стальные стержни на ровной поверхности на расстоянии 31 см друг от друга.
Далее привариваем к ним куски проволоки длиной 315-318 см через 160 мм. Проволоку берем чуть длиннее рассчитанной длины каркаса, чтобы при свертывании заготовки в кольцо, можно было сварить ее концы или скрутить.
Из стальной толстой проволоки вручную изгибаем монтажные петли и привариваем их к каркасу (можно прикрутить тонкой проволокой). Все, каркас готов. Если нет сварочного аппарата, то все элементы каркаса можно скрутить тонкой проволокой.
Заливка бетонной смеси в форму
Когда все подготовительные работы завершены, приступают к изготовлению колодезного кольца.
- Подготовка основания. На ровную поверхность укладывают лист железа или деревянный щит.
- Сборка формы. Устанавливают заготовки (одна в другую), тщательно закрепляют части опалубки.
- Армирование формы. Между внешней и внутренней стенками опалубки опускают армирующий каркас, фиксируя его положения клиньями.
- Заливка конструкции. Густой бетонный раствор (В/Ц=0,5) укладывают в межкольцевое пространство небольшими слоями (около 100 мм) и уплотняют, используя стальной штырь диаметром 20 мм. С метанообразный раствор (В/Ц=0,7) сразу заливают в форму до краев, а затем уплотняют смесь штырем.
- Выравнивание колец. После заполнения всей формы, приступают к разравниванию торца бетонного кольца, докладывая мастерком раствор, где его не хватает. И зделие накрывают полиэтиленом или плотной тканью.
- Снятие опалубки. К распалубке приступают через 3-4 дня (если бетон был густой), через 5-7 дней (если раствор был жидкий), оставляя кольцо на металлическом листе или деревянном щите.
- Дозревание бетона. Железобетонное кольцо обматывают упаковочной пленкой, чтобы состав дозревал равномерно в течение 2-3 недель, набирая окончательную прочность.
Рекомендуется смачивать изделие водой через каждые 4-5 дней во время дозревания бетона.
По такой же технологии делают кольца для выгребной ямы. Подробную информацию о классификации и методах изготовления бетонных колец для канализации можно узнать из этой статьи.
Полезное видео по теме
В видео-ролике мастер самостоятельно собирает металлическую форму, обмазывает ее стенки отработанным маслом, готовит бетонный раствор и заполняет опалубку. С помощью специального оборудования смесь в форме тщательно уплотняют, чтобы не было в стенках колодца дефектов.
В видео показано, как легче снимать опалубку, начиная с внутреннего кольца. Кстати, колодезное кольцо изготавливается без армирующего каркаса, поэтому толщина изделия составляет не менее 15 см.
В этом видео-ролике форма рассчитана на отливку более тонкого железобетонного кольца. В качестве армирования мастер использует стальную проволоку. В сюжете более подробно показан процесс закладывания ингредиентов в бетономешалку.
Как видите, сделать железобетонные кольца для колодца вполне под силу любому здоровому мужчине. Особых навыков в изготовлении форм и замешивании бетонного раствора не требуется.
Маленькие хитрости можно посмотреть в видео-сюжетах на эту тему. За месяц человек своими силами может отлить до десяти железобетонных колец, используя одну форму. Этого вполне хватит для обустройства шахты колодца. Его глубина зависит от уровня залегания водоносного слоя на вашем участке.
Имеете опыт изготовления бетонных колец? Пожалуйста, поделитесь информацией с нашими читателями, расскажите об особенностях своего метода. Оставлять комментарии и задавать вопросы по теме статьи можно в форме, расположенной ниже.
Технология изготовления железобетонных колец
Существуют две основные технологии изготовления бетонных колец – это изготовление колец методом вибролитья и изготовление колец методом вибропрессования. Каждая из технологий имеет свои достоинства и недостатки.
Изготовление ЖБИ колец методом вибролитья
Технология изготовления железобетонных колец, методом вибролитья, предельно проста и не требует каких-то специальных знаний. Для полноценной работы, достаточно усилий 2-3-х человек и 4-5-ти часов рабочего времени в смену. Минимальные требования для начала работы – это наличие площадки (полигона) для заливки форм и источник электрического тока в 220 вольт.
Требования к площадке (полигону):
Площадка должна быть ровной и желательно с твердой поверхностью, лучше всего с асфальтовым или бетонным покрытием. Можно ограничится и грунтовой, но возникнут проблемы в дождливую погоду. Размеры площадки напрямую зависит от количества изделий (от количества форм для изготовления железобетонных колец) заливаемых за 3 рабочих дня и от того, какой бетон планируется использовать (привозной или самодельный). При незначительной экономии средств, в случае использования самодельного бетона, всетаки рекомендуется использовать бетон промышленного производства. Это позволит, при необходимости, проводить контроль качества готовых изделий и выдавать клиенту паспорта качества на готовые изделия. К примеру, если используется 10 – 15 форм для заливки железобетонных колец, то оптимальный размер площадки составит примерно 20 х 50м.

















2. Смазываются смазкой (используется любое доступное масло от специального “эмульсола” до отработки) и собираются формы железобетонных колец на месте заливки.
3. Устанавливаются арматурные каркасы и окончательно центруются формы.
4. В формы заливается бетон. Если используется привозной бетон, то заливка происходит сразу из автобетоносмесителя в формы, что значительно уменьшает трудозатраты и экономит время.
5. Залитый бетон уплотняется с помощью глубинного вибратора и окончательно выравнивается в формах.
6. В зависимости от погодных условий, если есть большая вероятность дождя в ближайшие 3-4 часа, формы крышек и днищ укрываются полиэтиленовой пленкой, во избежании размыва верхнего слоя бетона.
7. После некоторой выдержки готовых изделий в формах, производится распалубка. Обычно формы разбираются на следующее утро, но при необходимости, если работы ведутся в две смены, формы можно разбирать после того как бетон “встанет” и будет держать форму (обычно через 5-6 часов, при температуре воздуха 20 градусов). Для ускорения схватывания бетона, можно использовать различные химические добавки к бетону. Для повышения прочности готовых изделий, в бетон можно добавлять фибровое волокно, металлическое или пластиковое. После распалубки, формы переносятся на новое место и собираются для следующего цикла.
Готовые изделия (при условии соблюдения технологии изготовления бетона и соответствии бетона заявленной марке) можно поднимать и реализовывать уже через день после заливки. Для доставки готовых колец до клиента, используются автоманипуляторы “сам гружу-сам вожу” доставка оплачивается клиентом.
Технология производства бетонных блоков
Производство бетонных блоков как массового строительного материала даже при современных объемах выпуска не в состоянии покрыть все потребности рынка. Стеновой блок, пустотелый, блок для внутренних перегородок и облегченный вид материала выпускается не только на промышленном оборудовании, но и даже на самодельных станках. Привлекательность этого вида бизнеса настолько велика, что многие выбирают именно его для начала деятельности, ведь для первого шага достаточно ровной площадки и формы для заливки бетона.

Технология производства
Для отливки стандартных бетонных блоков из песчано-бетонной смеси чаще всего применяется самая примитивная технология, не требующая при этом значительных капиталовложений и сложного оборудования. Технология производства бетонных блоков основывается на принципе равномерного застывания бетонной смеси в естественных условиях при нормальной температуре воздуха.
Моделью, иллюстрирующей процесс приготовления и застывания бетонного раствора, будет описание процесса заливки формы фундамента или монолитной плиты:
- Подготовка формы;
- Приготовление бетонного раствора;
- Заливка раствора в форму;
- Уплотнение раствора;
- Усадка смеси;
- Снятие опалубки;
- Окончательное высыхание смеси и набор рабочей твердости бетона.

В принципе такая схема вполне подходит для заливки большого объема бетона, но для бетонного блока для возведения стен она подходит лишь частично. Дело в том, что для формирования правильного прямоугольника с четкими гранями сторон, и гладкой поверхностью наружных граней необходимо применение бетонного раствора с минимальным содержанием воды. Таким образом, получается рассыпчатый бетон, который при попадании в форму и последующем уплотнением при помощи вибрации и давления пресса сбивается в плотную массу, способную держать форму.
Использование бетона с большим содержанием воды наоборот влечет за собой не формирование жесткой формы, а выдавливание из массы влаги, которая не способна выдерживать приданную ей жесткость, она попросту плывет.
При приготовлении раствора соблюдается очередность добавления компонентов — наполнитель, цемент, вода, пластификатор.
Технология изготовления предусматривает оптимизацию процесса производства за свет использования оборудования для производства бетонных блоков в виде вибростанка или виброплиты. В первом случае сформованный элемент остается сохнуть на площадке после снятия формы вибростанка, во втором случае силиконовая форма остается на элементе до окончания процесса высыхания.
При помощи вибропресса формируются:
- Блок стеновой цельный;
- Блок стеновой с пустотами усиленный;
- Блок стеновой пустотелый облегченный;
- Половинчатый блок или полублок;
При использовании вибростола и силиконовых форм изготавливаются:
- Облицовочный блок;
- Блок имитирующий камень;
- Декоративную плитку или элементы для оформления фасада, дорожек, заборов.
Однако сам технологический процесс не будет завершенным без последней стадии, в которой остатки влаги испаряются из бетона, и он постепенно начинает набирать свою прочность. Высыхание играет одну из важных ролей, ведь кроме испарения влаги одновременно происходит и второй не менее важный процесс — поэтапное затвердение цемента.
Для производства в нормальных условиях, высыхание происходит при нормальной температуре с минимальной суточной амплитудой колебания, а для экстремальных условий, например, для температуры ниже +5 градусов Цельсия нужно применять синтетические добавки и присадки для бетона в условиях низких температур.
Для контроля качества и определения готовности блоков к транспортировке и применению в строительстве используют стандартную шкалу набора прочности бетона — 3,5,7 суток форму можно поднимать и переносить, на 9-11 сутки складывать в штабели, на 28 сутки использовать в постройке.
Необходимые материалы

Для строительного материала прочность всегда была одним из наиболее значимых качеств. Но использование только цемента и песка сделает производство бетонных блоков нерентабельным, блоки получаются дорогими.
Выходом из такой ситуации выступает использование в качестве основных материалов для изготовления еще и дополнительных видов сырья как наполнителя. Такие наполнители дают возможность получить продукцию, обладающую дополнительными качествами — легкостью и уменьшенной теплопроводностью.
Для приготовления бетонного раствора используются:
- Цемент марки 400 или 500;
- Натуральный наполнитель;
- Пластификаторы;
- Вода.
Цемент предпочтительнее именно марок 500 и 400, это не только самый популярный, но и наиболее приемлемый для приготовления рецептуры раствора материал. Все рецептуры, рекомендуемые для приготовления бетона основаны на пропорциях именно цемента этой группы.

В качестве наполнителя используется:
- Речной или карьерный песок;
- Щебень гранитный мелкой и средней фракции;
- Гранитный отсев;
- Граншлак;
- Опилки и стружка;
- Керамзит;
- Продукты переработки бетонных изделий и кирпичный бой;
- Химические наполнители, используемые для изготовления утеплителей;
- Доменный шлак.
Приготовление бетонной смеси требует правильной дозировки цемента и пропорций наполнителя. Для качественного бетона стеновых элементов несущих стен берется пропорции:
- Цемент — 1 мерная часть;
- Наполнитель — 7-9 мерных частей;
- Вода — 12 мерной части цемента;

Пластификатор, при нормальных температурных условиях, когда температура воздуха стабильно выше +15 градусов не применяется. При понижении температуры, при сушке в неотапливаемых помещениях или на улице добавление пластификатора желательно, но если температура не опустилась ниже +5 его можно и не применять. При температуре ниже +5 такой пластификатор применять обязательно.
Для получения бетона применение пластификатора должно быть максимально точным и дозированным. Большинство производителей добавок рекомендуют делать добавку из расчета 5 грамм на один условный объем формы блока.
Промышленное оборудование
Минимальным набором оборудования для производства бетонных блоков в домашних условиях является наличие формы и пресса. Для приготовления бетона подойдет строительное корыто, а для дозирования ингредиентов и перемешивания смеси подойдет совковая лопата. Правда, этого набора хватит на 20-40 отлитых блоков за смену, производство такими темпами обеспечит строительство дома или добротного гаража только через 6-8 месяцев.

Интенсифицировать производство можно при помощи использования средств малой механизации — электрический вибропресс на 1 форму и бетономешалка на 120-140 литров обеспечит повышение производительности в разы! Правда, здесь придется искать и большую площадку чтобы оборудование для изготовления бетонных блоков можно было использовать на полную.
Для начала успешного бизнеса в производстве строительных материалов нужно не только изготавливать большие объемы продукции, но и предлагать потребителю ассортимент, отличающийся от ассортимента конкурентов. Для этого нужно наладить выпуск материалов для несущих стен, простенков и перегородок, блоков нестандартной формы. Изготавливать такой ассортимент, можно только использовав промышленные образцы оборудования для производства бетонных блоков. В состав установки обычно входит емкость для приготовления раствора, вибропресс и пульт управления. Сама установка делается мобильной, так, чтобы после изготовления одной партии форм она могла переместиться на другое место, чтобы блоки начали сохнуть.
Для мини-завода, применяется оборудование с большей степенью автоматизации и сокращением доли ручного труда. Для линии по производству бетонных блоков необходим миксер для приготовления раствора, формовочные емкости и отдельное помещение с климатическим оборудованием для ускорения процесса сушки. Производительность линии, кроме того потребует еще и линию для упаковки и склад для хранения продукции, готовой к отправке потребителю.
Планируя изготавливать блоки из ячеистого бетона производство нужно дополнить автоклавом, для сушки материала под давлением. Линия в таком случае позволит производить ячеистый бетон специфической формы и назначения, поставляя заказчику готовый комплект блоков для возведения дома или гаража.
Оборудование для самостоятельного изготовления
Самостоятельно изготовить оборудование для приготовления раствора и формовки пустотелого стенового блока в домашних условиях несложно. Достаточно иметь навыки работы со сварочным аппаратом и болгаркой, уметь правильно рассчитать и разрезать металл.
Форма для блока представляет собой правильный прямоугольник с размерами:
- Высота 200 мм;
- Ширина 200 мм;
- Длина 400 мм.
Форма сваривается из листа железа толщиной 4-5 мм. И усиливается снаружи каркасом из уголка или профильной трубы. Для вибропресса для производства бетонных пустотелых блоков лучше использовать сменные элементы для формирования внутренних пустот:
- для несущих конструкций круглые диаметром 100мм;
- для внутренних простенков многопрофильные элементы из квадратной трубы;
- для простенков и полублоков прямоугольные элементы из нескольких профильных труб, сваренных в один элемент.

В качестве вибратора используется стандартный электродвигатель с установленным на вал эксцентриком.
Собранный своими руками вибропрес имеющий привод от электродвигателя обязательно должен быть безопасным от поражения электрическим током — двигатель должен крепиться к корпусу через резиновую прокладку, рукоятки должны иметь резиновые защитные элементы, а используемый кабель двойную изоляцию токопроводящих жил.





