Производство пластиковых окон: заглянем одним глазком за кулисы цеха


От профиля до готового окна – целая очередь разных по сложности процессов
Технология изготовления металлопластиковых конструкций сложна и проста одновременно. Неподготовленному человеку разобраться во всех тонкостях процесса будет почти невозможно, но после прочтения подходящей инструкции (такой, как эта статья) вопросов будет возникать на порядок меньше.
Кроме того, ознакомившись с методиками работы, вы сможете более наглядно представить себе устройство окна. Это, в свою очередь, позволит вам заказывать конструкции более осмысленно, понимая, какой элемент за что отвечает.
Исходные материалы
Для того чтобы изделия получились максимально качественными, важны не только современное оборудование для производства пластиковых окон и профессионализм мастеров-сборщиков, но и правильный подбор материалов. Эта статья носит обзорный характер, потому я приведу лишь основной список, не касаясь нюансов выбора и производства сырья – все равно эта информация будет для вас актуальной только в том случае, если вы сами займетесь процессом производства.
Итак, из чего же делают металлопластиковые окна?

- ПВХ-профиль – основное сырье, без которого, естественно, никакого окна не получится. Как правило, цех работает с несколькими видами профиля, соответственно, на складе должны быть все элементы системы, начиная от рам и створок и заканчивая штапиками и доборными элементами.
- Армирующий профиль – поставляется отдельно, устанавливается в пластиковый профиль непосредственно на этапе монтажа. Номенклатура армировки не такая обширная, но все равно с десяток наименований (разная толщина + разные конфигурации) должен присутствовать.
- Остекление – либо готовые стеклопакеты, собранные на отдельном предприятии по нужным размерам, либо листовое стекло и дистанционные рамки. Во втором случае материалы доставляются в отдельный цех, в котором производится прирезка стекла и сборка стеклопакетов.

Фото готовых стеклопакетов на складе
- Фурнитура – ее в любом случае закупают, поскольку процесс производства фурнитуры очень сложен и трудоемок. Фурнитурные комплекты хранятся на складе и по мере необходимости поставляются на участок сборки для обвязки створок.
Естественно, это лишь основные группы комплектующих, с которым работает оборудование для производства ПВХ окон. В этот список я не включил многочисленные расходные материалы – крепеж, подкладки, герметизирующие шнуры, упаковку и т.д. – в общем, все, без чего чех не сможет нормально функционировать.

Работа с профилем
Подготовка к сборке
Описание процесса сборки окна я начну в той последовательности, в которой детали поступают в цех и попадают на обработку. И на первом месте в этом списке будет целый комплекс операций, который можно условно назвать подготовкой профиля к сборке.

На такой пиле режется армирующий профиль
Работы ведутся в такой последовательности:
- Сначала на отдельном участке выполняется нарезка армирующего профиля. Стальные заготовки нарезаются на стационарной дисковой пиле либо точно в размер изделия, либо – при больших масштабах производства – с шагом в 50 мм. Вторая методика менее трудоемка, при этом качество изделия почти не страдает – все равно арматуру делают чуть короче пластиковой части окна.
- Параллельно на распиловочном станке выполняется нарезка ПВХ-профиля для рам, створок и импостов. Здесь уже ведется работа в соответствии с заданием, сформированном расчетным отделом: точность подрезки составляет +/- 1 мм. Современные распиловочные станки позволяют выставлять размер детали путем считывания штрих-кода с листа задания, что дает возможность минимизировать количество брака.

Автоматическая пила для порезки профиля
- После подрезки заготовки из ПВХ подаются на фрезерный станок. Это устройство, работающее под управлением компьютерной программы, выполняет фрезеровку дренажных отверстий для отведения влаги из полостей профиля.
- Далее армирующий профиль и заготовки рам и створок собираются на одном участке. Здесь выполняется вкладка армира и его фиксация. Для фиксации металлического вкладыша используются саморезы с буром, которые закручиваются либо с помощью пневмошуруповерта, либо на специальном станке.
- Иногда на этом же этапе на рамный профиль устанавливают ответные планки, которые играют роль зацепов для запорных цапф фурнитурного механизма.

Чтение бирки и монтаж ответных планок
- Заготовки импоста после армирования и установки ответных планок попадают на участок фрезеровки. Здесь торцы импостов фрезеруются для плотного соединения с рамой — согласно ГОСТ 30674-99 «Блоки оконные из поливинилхлоридных профилей» перепад лицевых плоскостей при этом не должен превышать 1 мм. В торцы импоста вкладывают и закрепляют механические соединители.
- На рамных профилях фрезеруют отверстия для установки ручки.
Сварка рам и створок
На следующем этапе происходит превращение набора деталей в каркас окна. При этом используются профессиональные сварочные станки для производства окон.
Сварочный станок представляет собой конструкцию с двумя либо четырьмя нагревательными элементами (так называемые двух- и четырехголовочные модели). Работает он так:
- В процессе работы мастер укладывает четыре детали в направляющие станка, после чего угловые срезы профиля стыкуются с нагревательными пластинами.
- Головки станка нагреваются до температуры 240 – 2550С – именно при таком нагреве ПВХ плавится и становится текучим.

Четырехголовочный сварочный станок
- После нагревания панели профиля складываются и зажимаются в автоматических струбцинах до полного остывания шва и полимеризации пластика.
Качественное сварочное оборудование для изготовления окон обеспечивает равномерный нагрев пластика и гарантирует высокую прочность шва за счет его однородности. При использовании кустарных сварочных агрегатов (без преувеличений, доводилось мне видеть модели, собранные из нескольких пар обычных утюгов) пластик плавится неравномерно, и потому при малейшей нагрузке шов дает трещину.
- Сваренный каркас подается на зачистной станок (иногда зачистка выполняется прямо на сварочном станке в автоматическом режиме). При этом специальные приспособления снимают наплыв пластика с лицевой поверхности профиля, оставляя ровный и чистый шов.

Зачистка угла на станке
Участок сборки
Рамы и створки после сваривания попадают на сборочный участок. Здесь большинство работ мастера выполняют своими руками: операции требуют высокой точности, которую сложно обеспечить при автоматизированном производстве.

Так ставится базовый профиль
Типовой алгоритм включает в себя такие операции:
- Зачистка внутренних углов рам и створок с использованием режущего инструмента.
- Установка импостов по разметке с креплением механического соединителя к раме: снаружи – с помощью длинного болта, изнутри – с использованием нескольких саморезов.
- Установка подставочного профиля на раму. Подставочный профиль комплектуют герметизирующим шнуром из вспененного полиэтилена, после чего устанавливают его на нижнюю часть рамы, защелкивая на креплениях. Для повышения прочности базовый профиль фиксируется саморезами.
- Установка петель на раму. Для крепления петлевых частей в раме просверливаются отверстия (обязательно используется шаблон, конфигурация пазов в котором соответствует конфигурации опорных стержней у петли выбранной фурнитурной системы). Петли устанавливаются в отверстия и фиксируются саморезами.

Монтаж петель на раму
- Монтаж угловых ответных планок – тоже выполняется по шаблону.
Типовая инструкция предполагает параллельную обвязку створки фурнитурой:
- Створка после первичной обработки (зачистки внутренних углов) поступает на участок обвязки.
- Фурнитурный комплект подгоняется по размерам под габариты створки. При этом выполняется его обрубка на специальном станке.
- Подогнанная фурнитура устанавливается в фурнитурный паз, после чего ее отдельные элементы фиксируются саморезами.

Далее рамы и створки «встречаются» на стенде, где выполняются такие операции:
- Навешивание створки на петли. При этом на раму часто ставятся транспортировочные клипсы, предотвращающие повреждение фурнитуры при перевозке, а положение створки регулируется с помощью петель.
- На этом же этапе мастер обязательно проверяет, насколько легко открывается и закрывается створка.

Так створка навешивается на петли
Для проверки подвижных частей обычно используется так называемая «дежурная» ручка. Ручка, которая будет установлена на окне впоследствии, чаще всего поставляется в запакованном виде и монтируется непосредственно на объекте, во избежание повреждения.
- Установка дополнительных элементов фурнитуры – микролифта, микропроветривания /пошагового проветривания, фрамужных ножниц и т.д.
На этом работа с каркасом окна завершается. Рама с обвязанной створкой поступает на следующий участок, где осуществляется ее остекление.
Работа со стеклопакетами
Изготовление стеклопакетов
Большинство компаний, занимающихся производством окон из ПВХ-профиля, предпочитают работать с уже готовыми стеклопакетами. Т.е. размеры необходимых изделий они передают производители, и тот делает остекление по заказу.
Но так цена изделия получается несколько выше, потому для экономии средств (и для получения дополнительной прибыли) создается отдельный цех, в котором стеклопакеты собирают из отдельных деталей. Последовательность действий при этом такова:

Стенд для порезки стекла
- Стекло (обычное листовое, энергосберегающее или мультифункциональное) раскраивается на специальных столах.
- После раскроя выполняется обработка торцов специальными абразивными материалами – так удаляются мелкие сколы, которые могут спровоцировать появление трещин.
- Порезанные в размер стекла моют для удаления пыли, загрязнений, следов абразивного порошка, отпечатков ладоней и т.д.

Дистанционная рамка собирается из таких деталей
- После мойки выполняется сушка. Лучше всего это делать с помощью сжатого воздуха: его поток отлично сдувает налипшие на влажную поверхность пылинки и волоски.
- Затем собирается дистанционная рамка. Рамочный профиль обрезают в размер, заполняют специальным гранулированным осушителем, после чего соединяют на углах с помощью специальных переходников.
- После этого выполняется сборка стеклопакета на специальном столе. На края дистанционной рамки наносится бутиловый герметик, который обеспечивает первичную фиксацию стекол.

Сборка и герметизация
На этом этапе камера между стеклами может быть заполнена осушенным воздухом, который подается из шланга. Если планируется заполнение пакета аргоном или криптоном, то в дистанционную рамку устанавливаются специальные клапаны, через которые и закачивается инертный раз.
- В процессе сборки и прессования стеклопакета внутри него могут помещаться декоративные профили – так называемые шпроссы. Их применяют для имитации оконных переплетов.
- Когда первичная герметизация будет выполнена, торцы стеклопакета обмазывают вторичным герметиком.
- Затем конструкция устанавливается в пирамиду, где находится в вертикальном положении до полной полимеризации бутиловой ленты и других герметизирующих веществ.
![]()
Пакеты большого размера могут транспортироваться специальными лебедками
Готовые стеклопакеты либо упаковываются и отправляются заказчику, либо транспортируются на участок остекления.
Участок остекления
Остекление – завершающий этап. Выполняется он достаточно просто:
- Конструкции устанавливаются на наклонный стенд – так, чтобы установленные стеклопакеты не выпадали.
- В рамы и створки усаливаются специальные прокладки, равномерно распределяющие вес стеклопакетов.
- На прокладки усаливается остекление, которое фиксируется с помощью штапиков.

Каждый стеклопакет фиксируется штапиками
- Штапики, как правило, подрезаются непосредственно на участке остекления по размерам, снятым с конструкции. Такой подход позволяет минимизировать количество брака, поскольку допустимая погрешность по длине штапика составляет +/- 1 мм, иначе есть риск либо получить щель в углу, либо спровоцировать растрескивание всей рамы.
Остекленные конструкции упаковываются в полиэтилен и отправляются на склад. Там выполняется формирования заказа — к самим окнам добавляют дополнительные профили, подоконники, отливы, москитные сетки, ручки и другие детали.

Станок для точной нарезки штапиков
Заключение
Станки для производства пластиковых окон бывают самыми разными, и выполняют они огромный перечень функций. И все же общая схема изготовления подобных конструкций остаётся неизменной – во всяком случае, большинство компаний работают именно по алгоритму описанному выше (конечно, с поправками на особенности предприятия).
Видео в этой статье даст вам возможность более подробно ознакомиться с описанным мной процессом, а если вас заинтересуют нюансы – я с радостью пообщаюсь с вами либо в комментариях, либо на форуме проекта.
Этапы производства пластиковых окон

Некоторым заказчикам хочется лучше понимать, как производятся пластиковые окна. В этой статье мы расскажем о процессе и признакам надежного производства.
Где и как?
Современные металлопластиковые окна имеют модульную конструкцию (конструктор, как Лего), собирать которую некоторые умельцы умудряются даже в гараже или в подвале. Качественное производство окон предусматривает подготовку и обработку всех комплектующих в автоматизированном или полуавтоматическом режиме на специальных производственных линиях. В большинстве цехов сегодня используется оборудование австрийского, итальянского или немецкого производства со встроенным электронным управлением (ЧПУ).
Для изготовления окон используют заготовки ПВХ-профиля, который поступает на завод или в цех в виде хлыстов длиной 6 метров. Профиль предварительно проходит контроль качества на ровность и четкость краев, пазов, плотность структуры и правильность геометрии. В дальнейшем они разрезаются в соответствии с размерами, указанными в наряде. Это значит, что когда вы заказываете окна, то замерщик все снятые параметры ваших проемов вносит в спецификацию и отправляет ее в цех. По ней и изготавливаются ваши изделия. Поэтому корректность снятия размеров напрямую зависит на то, какая в итоге конструкция будет изготовлена.
В том же цеху, где нарезают профили, производится и нарезка армирующих элементов. Они могут быть замкнутыми или другой (незамкнутой) формы, но обязательно оцинкованные или покрытые антикоррозийным слоем. После армирования части окна сваривают, устанавливают в них стеклопакеты и фурнитуру.
Все комплектующие должны соответствовать требованиям отдельных ГОСТ:
- Фурнитура – ГОСТ 30777-2001.
- Профили ПВХ – ГОСТ 30673-99.
- Стекло – ГОСТ 30698-2000.
- Стеклопакеты – ГОСТ 24866-99.
Готовые ПВХ-окна сверяют по качеству с ГОСТ 30674-99.
В производственном и складском помещении должен поддерживаться определенный микроклимат. Температура воздуха должна быть не ниже +18℃ во избежание возникновения деформаций и изменения свойств ПВХ.
Этапы производства пластиковых окон
Весь процесс изготовления остекления состоит из 6 этапов:
- Нарезка и армирование профиля.
- Сваривание заготовок в одну конструкцию.
- Укладка уплотнителей.
- Монтаж фурнитуры.
- Установка стеклопакета и штапиков.
- Навешивание и фиксация створок.
Каждый из этапов имеет свою специфику. Рассмотрим подробнее все части процесса.
Подготовка ПВХ-профиля
Нарезка ПВХ-заготовок осуществляется по заданной программе в соответствии со спецификацией каждого заказа. Профиль нарезается двухголовочными усорезными пилами: для импостов под углом 90 градусов, а для рам – под углом 45 градусов. При этом оставляется припуск в 3 мм для сваривания соединяющихся сторон. На полностью автоматизированных линиях станок сам отмеряет и разрезает профили в соответствии с заданной программой.
Далее производится фрезерование отверстий для дренажа и под фурнитуру. В цехах с не самым современным оборудованием этот процесс осуществляется вручную с помощью дрели.
Армирующий профиль также разрезают на отрезки соответствующего размера и вставляют внутрь пластиковых заготовок, закрепляя их саморезами по металлу. Импост и подставочный профиль монтируются вручную.
Далее готовую раму сваривают по углам на четырехголовочном сварочном комплексе при температуре 250 ℃. После сварки углы и швы обрабатываются на другом станке для получения ровной поверхности без наплывов пластика. Арочные или круглые окна производятся путем сгибания нагретого профиля под нужным углом. Впоследствии он фиксируется для застывания в заданной форме.
Укладка уплотняющего контура
Уплотнитель под каждый вид профиля, как правило, применяется фирменный или подобранный производителем. Эластичный шнур укладывается в два контура: по всему периметру рамы и створки. На морозостойких моделях предусмотрено трехконтурное уплотнение. Некоторые производители поставляют профили сразу с уплотнителем, который прокладывается в пазы на автоматическом оборудовании. Такой контур держится крепко и обладает повышенной износостойкостью.
Установка фурнитуры
Монтаж фурнитуры в рамы производится вручную на специальных отдельных стендах: дрелью просверливаются крепежные отверстия, укладываются приспособления и механизмы и поочередно фиксируются шурупами.
Установка стеклопакета
Стеклянные коробы зачастую поставляются на завод по производству окон с других предприятий, которые специализируются именно на изготовлении стеклопакетов. Однако существуют заводы полного цикла, которые производят свои стеклопакеты.
Для изготовления стеклопакетов стекло сначала раскраивают и моют, затем подготавливают дистанционные рамки и приклеивают к ним стекла на первичный герметик, и на последнем этапе конструкцию герметизируют вторично. Камеры могут заполняться инертным газом. Таким образом создается полностью изолированный стеклянный короб с заданными параметрами.
Стеклопакеты устанавливают в рамы на рихтовочные пластины в тщательно очищенную от пыли и стружек раму. Уплотнители перед установкой протираются, стекла с внешних сторон – тоже. В ровном положении стеклопакет фиксируется с помощью штапиков. Эти пластиковые заготовки имеют определенную форму с защелкой для прижимной фиксации. Штапики вставляют в пазы, защелкивают по всей длине и проверяют плотность прижима.
Навешивание створок
Это завершающий этап производства окон, когда готовые створки со стеклопакетами аккуратно навешиваются на петли, фиксируются. Петли могут маскироваться декоративными пластиковыми накладками. После сборки мастер проверяет работу фурнитуры на открывание-закрывание и фиксацию всех элементов.
Окно готово к транспортировке и установке!
Собранные конструкции отправляются на склад готовой продукции и в дальнейшем транспортируются на специально оборудованных автомобилях к заказчикам в пункт доставки.
Контроль качества
На производстве полного цикла в обязательном порядке работает отдел технического контроля и, в частности, лаборатория, в которой проверяется качество ПВХ-профиля. По регламенту каждые 4 часа на производстве отбираются образцы для тестирования на устойчивость к повреждениям и деформациям, по органолептическим показателям, на прочность сварных швов.
Кроме того, ежедневно на заводе производится проверка профилей и готовых окон по следующим показателям:
- Внешний вид профиля (целостность, глянец, цвет);
- Масса погонного метра;
- Ацетоновая проба на способность деформироваться;
- Габариты, вплоть до сотой доли миллиметра;
- Правильность установки фурнитуры и ее функциональность;
- Термоустойчивость при температуре 100 °С;
- Герметичность и теплоизоляция;
- Светопрозрачность;
- Ветроустойчивость.
Все крупные производства, имеющие сертификацию ISO, проводят указанные испытания и строго контролируют качество своих изделий. Соответствие стандартам и нормам фиксируется в сертификатах соответствия на готовую продукцию.
 Читайте по теме Какие ГОСТы применяются к изготовлению и монтажу пластиковых окон? Через функционал нашего сервиса Вы можете за считанные минуты выбрать себе качественную и надежную оконную компанию.
Читайте по теме Какие ГОСТы применяются к изготовлению и монтажу пластиковых окон? Через функционал нашего сервиса Вы можете за считанные минуты выбрать себе качественную и надежную оконную компанию.
Технология изготовления пластиковых окон
Описание процесса производства пластиковых окон и стеклопакетов.

Компания «ОКНА РОСТА» предлагает вам узнать особенности создания пластиковых оконных систем, какая технология производства стеклопакета используется на нашем заводе и как проходит сам процесс. Для изготовления конструкций нами применяется профиль Veka. Высокое качество пластика дополняется продуманным инженерным дизайном и замкнутым армированием из стали.
Процесс нарезки, армирования, фрезерования
Изготовление пластиковых окон ПВХ начинается с подготовительных мероприятий:
- Профиль поступает на склад в виде длинных шестиметровых хлыстов.
- Для того чтобы на окнах не возникали деформации, транспортировка осуществляется с помощью металлических паллет.
- Все стеклопакеты характеризуются качественным армированием. Применяемый металлический профиль имеет толщину не менее 1,5 мм. В толщину внешние стенки достигают 3 мм, что оптимально для климатических условий нашей страны.
Для многих, кого интересует вопрос, из чего делают пластиковые окна ПВХ, будет интересно узнать, что применяемая технология во многом схожа с созданием деревянных систем. Вначале пластиковые элементы, как и их деревянные аналоги, нарезаются по длине, а потом нужно сделать запил под углом в 45º. Для последующего сваривания углов потребуется вставить и зафиксировать металлические армирование. В конструкции придется еще делать отверстия для ручек и других навесных элементов. Все современные процессы по изготовлению осуществляются в автоматическом режиме и контролируются компьютером.
Особенности применяемой технологии
Технология изготовления стеклопакетов для пластиковых окон состоит из нескольких этапов и предполагает:
- Крепление армирования. На нашем заводе для этого используются современные немецкие станки.
- Сварка конструкции. Нарезанный профиль отправляется на 4-х головочный сварочный комплекс, где проходит первичную обработку.
- Сварка углов. Под температурой в 250°С изготавливают углы будущей оконной системы.
- Обработка углов. Происходит обработка сварочных швов по углам системы. Для того чтобы всё было сделано точно, применяется автоматическое оборудование.
Современные технологии производства основываются на компьютерном управлении всеми процессами. Вручную изготавливаются только нестандартные модели, например, арочные окна. Вначале профили нагреваются до эластичного состояния, после чего ПВХ легко придать любой формы, в данном случае — арки.
Монтаж уплотнителя и фурнитуры
Отвечая на вопрос, как изготовить пластиковое окно, нужно отметить и процесс установки уплотнителя. Эта операция проводится вручную. Если же для изготовления окна применяется система Veka Euroline Pro, уплотнитель не устанавливается. Данный вид профиля уже идет вместе с необходимыми уплотнительными контурами.
На данном этапе производства происходит установка:
- Фурнитуры в оконную систему.
- Механизмов (ножниц) для откидывания на створку.
- Заполнителя газа. Его дополнительной функцией является защита от пыли.
Производство пластикового окна завершается полной комплектацией заказа. В соответствии с размерами подоконников проводится нарезка конструкции, монтаж откосов, создание водоотливов. Для последующей защиты помещения от пыли, аллергенов и надоедливых насекомых устанавливается противомоскитная сетка.
Подбор материалов для монтажа
Перед тем, как конструкция будет полностью укомплектована и отправлена заказчику, формируется набор необходимых материалов. Включаются, например, крепежные элементы, силикон и монтажная пленка. На этом этапе стеклопакет считается готовым, осталось его установить и зафиксировать створки на рамах. Для того чтобы конструкция прослужила долго и полностью выполняла возложенные на нее функции, очень важна ее профессиональная установка. Заказать оконные системы и их монтаж всегда можно в нашей компании!
Деревянные евроокна своими руками
Первая ассоциация, которая возникает при упоминании евроокон – однокамерные или двухкамерные ПВХ-конструкции белого цвета. Именно такие окна стоят в большинстве квартир и частных домов, придя на смену устаревшим рамным конструкциям. Альтернатива пластиковым окнам, уступающим деревянным по экологичности, но выигрывающим по эксплуатационным характеристикам – евроокна из дерева. У них и параметры впечатляющие, и внешний вид на уровне, и с экологией они «дружат». В отличие от пластикового, деревянный оконный короб с гордой приставкой «евро» можно сделать самостоятельно. Изготовление окон из дерева своими руками – обычное дело для многих пользователей FORUMHOUSE.
- Евроокно – что это и как делается
- Деревянные окна своими руками
- Материалы, инструменты, чертежи, соединение элементов
- Шаблоны из уголка
- Фаски, сборка, доводка
Евроокно – что это и как это делается
Периметральная фурнитура – это сборная обвязка, комплектуемая из нескольких деталей, монтируемых по всему периметру профиля. Она обеспечивает запирание створки по нескольким точкам, посредством одной ручки, что позволяет добиться максимально плотного прилегания и исключает продувание. Благодаря этой фурнитуре окно, имеющее открывающуюся створку, может работать в двух режимах – поворотном и поворотно-откидном. При поворотном режиме окно открывается только поворотом, при комбинированном – оконная створка открывается и откидывается.
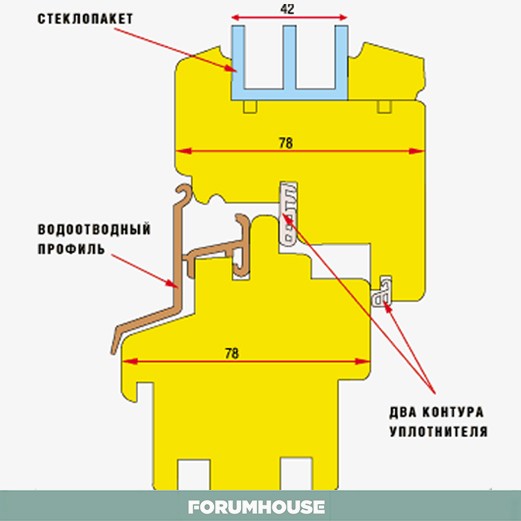
Принципиальное конструктивное отличие «евро» от обычных окон – это одна рама, в которой может стоять несколько стеклопакетов. Главная из технических характеристик «евро» – полная герметичность, достигаемая посредством различных уплотнителей. Теплопроводность же будет зависеть и от количества воздушных камер, и от типа стекол в стеклопакете, и от правильности монтажа окна. Поэтому материал, из которого изготавливается профиль, не играет существенной роли, важен функционал конструкции и ее характеристики.
Деревянные окна своими руками
Процесс изготовления деревянного евроокна потребует определенных финансовых вложений – затраты на древесину, комплектующие, оборудование. Оконные стеклопакеты тоже проще заказать у профессионалов, хотя некоторые умельцы и этот узел умудряются собирать самостоятельно. Но и с учетом впечатляющей стоимости готового изделия, относящегося к элитной, а потому достаточно дорогой продукции, экономия будет солидной. Если речь идет о том, чтобы построить новый дом или о полном остеклении старого, разница может составить десятки тысяч.
Материалы, инструменты, чертежи, соединение элементов
Окна постоянно подвергаются внешнему воздействию и разнице температур внутри помещения и снаружи, что неизбежно приводит к изменению геометрии конструкции, когда речь идет о древесине. Чтобы минимизировать возможное коробление, рамы и створки изготавливают не из цельного бруса, а из клееного. Можно приобрести готовый, если есть надежные поставщики, а можно склеить самостоятельно. Во втором случае набирается заготовка минимум из трех ламелей, так, чтобы волокна были направлены в противоположные стороны. По возможности, выбирают древесину радиальной распилки, тангентальную «ведет» сильнее. Для склеивания следует использовать специальные, влагостойкие составы.
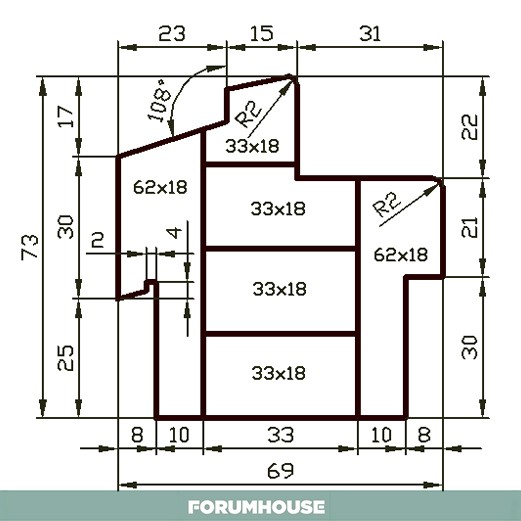
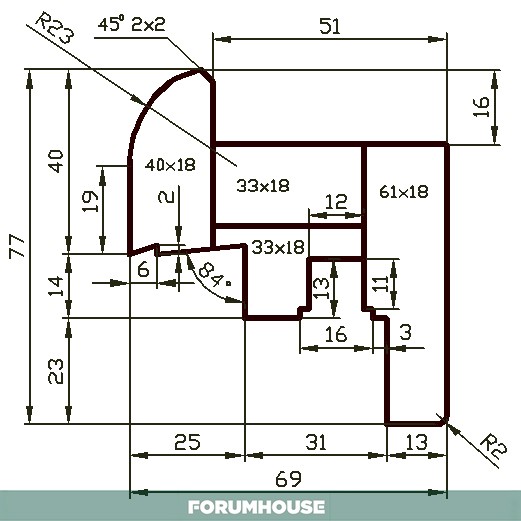
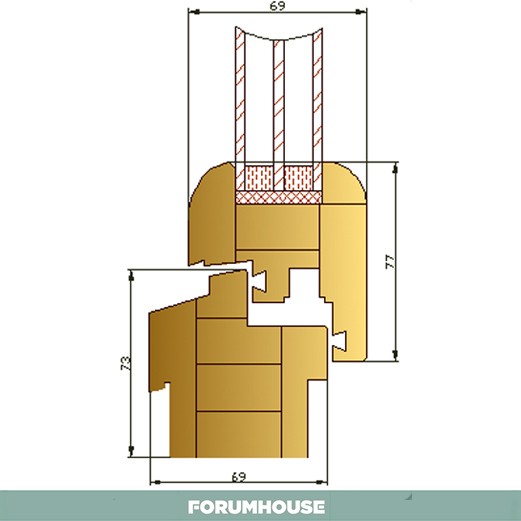
Сечение бруса выбирают, исходя из количества стеклопакетов – для окна с одной камерой обычно используют брус 6×4 см. В условиях производства в раме выбирают пазы не только под стеклопакет и внешние уплотнители, но и под внутренние. Один из бывших производителей деревянных евроокоон поделился своими чертежами, упростив которые можно получить высококлассные конструкции, практически не уступающие готовым. Для того, чтобы сделать окно своими руками, чертежи вполне подходят.
Используют для этих целей фрезер, циркулярную пилу, ручной инструмент для доводки. Участники нашего портала оснащены всеми необходимыми приспособлениями и Равильдон решил изготовить окно вместе с братом (ник Халвастарший) для его дома.

У нас были ручные инструменты, станки и прочие приспособления. Сварили стол, приладили к нему ручной фрезер, купили фрезу микрошип и подвижную каретку, решили набирать профиль в длину и толщину. Покупной профиль стоит от 1600 рублей за шесть метров, поэтому мы будем торцевать готовый брус, склеивать его, потом набирать в толщину.

Вот такой пепелац сделали: завалялись у меня направляющие с каретками, сварили каркас, на подвижный стол прикрепили ручную циркулярку, получился простейший импостник. Пазы прямоугольные, поэтому можно обойтись без фасонных фрез. Глубина прорезания регулируется подвижным упором, высота – набором пластин и прямоугольных труб. Паз прорезал в пять заходов, меняя подкладки, довел напильником.
Тренировались братья на отходах, полученные результаты записывались в журнал, чтобы в дальнейшем выбрать самый удачный вариант. А как набили руку, приступили к изготовлению самих рам.

Другой наш форумчанин воспользовался готовым клееным брусом. Фото подробно показывают весь этот большой процесс.
Купленный брус пропустил через рейсмус и торцовку, на циркулярке с самодельной приспособой (высокий параллельный упор с направляющими и линейками по 0,5 мм) сделал шипы и профиль, склеил, фрезером выбрал фурнитурные пазы, навесил фурнитуру – проверил, как работает, снял, отшлифовал под покраску. Хитростей особых нет, но надо или иметь опыт столярной работы, или сделать сначала несколько рам на выброс – потренироваться.
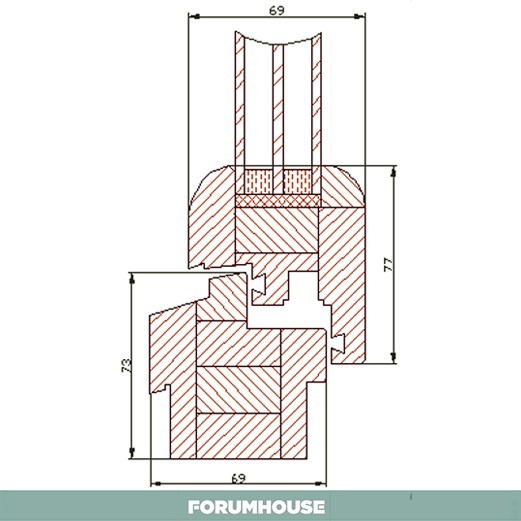
Так как стеклопакет запланирован двухкамерный, общее сечение бруса получилось 80×78 мм.

Если позволяет оборудование и опыт, элементы рамы отрезаются наискось, под углом 45⁰, можно стыковать и без скоса, так хоть и менее декоративно, но технически легче. Детали собираются на соединение шип-паз, причем вертикальные части – проушины, а горизонтальные – шипы. Проще изготовить одинарное соединение, но двойное более прочное и долговечное, так как увеличивается площадь склейки, еще прочнее –тройной шип. Когда один шип, стоит дополнительно усилить раму уголком, поскольку стеклопакет значительно утяжеляет конструкцию.
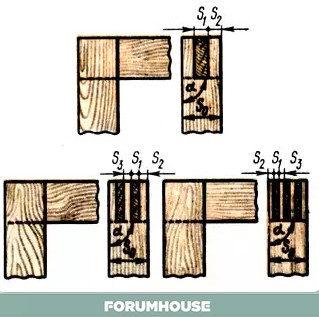
Участник нашего портала cyan__ рассказывает, как сделать деревянное окно, используя соединение на три шипа.
Себе делал три шипа и сажал на клей ПУ D4, на другой клей и один шип под стеклопакет, поставил бы, наверное, уголок. В качестве проверки можно склеить один угол и протестировать его на прочность и деформацию, нагрузив по гипотенузе массой в полтора стеклопакета. Тогда станет понятно, нужно ли дополнительное усиление.
Шаблоны из уголка
Халвастарший набирал коробку из двух ламелей, чтобы было проще выбирать четверти и пазы под уплотнители циркулярной пилой. Сушеного бруса необходимой толщины, ни массива, ни клееного, в продаже на тот момент не было, пришлось обойтись материалом с меньшим сечением. Зато брус попался сухой, уже фугованный со всех сторон. Клеились рамы на гладкую фугу из-за отсутствия гребенки подходящей ширины. Чтобы подстраховаться, конструкция была усилена саморезами – наискосок, от края к центру (головки крепежа в дальнейшем скроются четвертью). После заключительной продувки пневматикой готовые рамы были отданы на доводку старшему сыну – на шпаклевку

Окна, изготовленные промышленным способом, ничем не лучше, чем так называемые окна своими руками – фото это подтверждает.
Пазы под фурнитуру в створках выбираются, исходя из ее разновидности и габаритов. Чтобы упростить себе работу, Халвастарший сделал металлические шаблоны, по которым и выбрал все необходимые пазы.
Перед тем, как резать шип-паз, подготовил пазы для замков – сделал шаблон из гнутого стального уголка. Отверстия – диаметром 8 мм, отверстие под завертку – диаметром 10 мм. Сначала разметка центров, потом сверлим 8 отверстий – глубина 26 мм. Выставил упор и ручным фрезером объединил отверстия в паз, размеры: глубина 28 мм, ширина 8 мм. Обошелся без ограничителей по длине – границы паза чувствуются на ощупь.

Фаски, сборка, доводка
Срезанный или скругленный угол покрывается более толстым слоем лакокрасочных материалов, чем острый, следовательно, устойчивее ко всем внешним воздействиям. Форумчанин Сухов76, делавший себе деревянные окна, советует свой способ.

Вместо фасок под 45⁰, лучше скруглять угол на радиус 3 мм – смотрится эстетичнее и под краской лежит хорошо. Краски и лаки «боятся» острых граней, по закону поверхностного натяжения, на острых поверхностях слой ЛКМ тоньше, а по закону подлости, именно грани – самые уязвимые в эксплуатации, и покрытие стирается быстрее, на радиусе же слой ровный и повредить его тяжелее.
Собранные оконные рамы и створки шлифуются и обрабатываются специальными пропитками, после лакируются или красятся. Чтобы каждый последующий слой хорошо ложился и долго держался, все используемые составы должны быть на одной основе, водной и т.п. Стекло в раме крепится с помощью штапиков.
Мало сделать окно своими руками – видео на нашем портале научит, как его правильно покрасить, чтобы защитить поверхность на долгие годы!
Для второго этажа своего дома cyan__ делал деревянные окна тоже сам, по уже приведенной технологии. После того, как заготовки были нарезаны, выбраны пазы и шиповые соединения, отверстия под фурнитуру и рамы были собраны, осталась финальная часть – отделка и установка стекла.
Загрунтовал и покрасил наружную белую сторону. Затем, убрав шлифовкой потёк краски по малярной ленте в паре мест – внутреннюю, полупрозрачную. Морилка – не краска, её с белой стороны, если что, легко стереть мокрой тряпкой. Установил стекло на дистанционные подкладки и прибил штапики – меднёный гвоздь через ровные десять см хорошо смотрится. Заделал нейтральным (это важно) силиконом, кислый может разрушить герметик пакета. Перевернул на лист поролона и загерметизировал обратную сторону, смонтировал фурнитуру, монтажные пластины и вставил в проём. Заключительным этапом отрегулировал створку и вставил в пазы уплотнители.

Вывод
Изготовить деревянное окно своими руками – это возможность не столько сэкономить, сколько проявить себя. Долгие годы красивая, экологичная конструкция будет напоминать не о потраченных средствах, а о собственном мастерстве.
Все, что связано с техническими параметрами и особенностями евроокон, а также пошаговые инструкции, схемы, тонкости монтажа и характеристики изделий разных производителей обсуждаются в разделе «Окна, профили, остекление». Подробности изготовления упомянутых в статье деревянных окон пошагово выложены в теме «Отчет о создании деревянных окон». Изучив статью о технологии склеивания доски, вы узнаете, как получить качественный и прочный брус для будущих рам. Как без демонтажа старой рамы заменить деревянные окна своими руками – видео о новой технологии отвечает на этот вопрос.

“У них там”, где будущее уже наступило, за деревяшки лобзиком берут нехилые деньги, это во первых, а во вторых для некоторых это не столько способ сэкономить, как интересное хобби.
PS: Сравните цены деревяных евроокон с пластиком. И почему деревянные дороже, наверно потому что древний артефакт.
А про такие окна читал. Пластик это вчерашний день.
Окна в стиле Hi Tech (хайтек) были разработаны заводом РЕТА еще 2 года назад.
Долгое время компания доводила технологию до требований стиля и современных технологий.
Чем же отличаются эти окна хайтек от уже имеющихся типов остекления :
1) Стильный дизайн.
Дизайн окна Hi Tech превращает обычное окно в стильный и современный предмет интерьера. Конструкция остекления по контуру створок и рамы может быть декорирована ценными породами дерева или стальными хромированными вставками любого цвета и рисунка.
2) Впервые изготовлены конструкции остекления со встроенной подачей очищенного воздуха.
Механизм открывает клапан на нужное количество воздушного потока. Все манипуляции
воздушного потока включаются дистанционно от пульта управления.
При данной системе подачи свежего воздуха в помещение поступает уже очищенный и если надо
увлажненный воздух.
3) Впервые изготовлены конструкции остекления с дворниками автоматической очистки стекла.
Технология окна РЕТА позволила разместить, специальный механизм для автоматической очистки стекла.
4) Впервые изготовлены окна с 3 камерным стеклопакетом.
В раме использован стеклопакет состоящий из 4 стекол со свойствами энергосбережения шумопоглощения. Толщина 3 камерного стеклопакета (4 стекла)- 86мм.
Энергоэффективность окна увеличена – за счет применения теплой дистанционной рамки и энергосберегающего стекла. В раме 4 контура.
Шумоподавление уличного шума сравнимо с полной тишиной.
5) Автоматические жалюзи-шторы .
В створках окна одной из камер стеклопакета вмонтированы жалюзи –рольшторы с автоматическим управлением с пульта. На полотнах жалюзи возможно нанесение любого рисунка что превращает оконный проем в элемент интерьера.
6) Безопасная ручка открывания створок.
Ручка в оконной раме скрытая. Для открывания створок следует разблокировать ручку, произвести манипуляции с открываниями, привести в исходное положение путем нажатия.
Завод также выпускает упрощенный вариант окна хайтек – RETA.
Во всех типах рам применяется фурнитура скрытого типа.
Завод РЕТА зарегистрировал 5 патентов на данные окна .
Как производят пластиковые окна?

Технология производства пластиковых окон с каждым годом усовершенствуется. Благодаря этому, существенно улучшаются эксплуатационные характеристики оконных конструкций. Несмотря на изменения технологии, этапы производства пластиковых окон неизменны уже на протяжении нескольких десятилетий. Данный процесс состоит из 5 основных этапов:
Распил ПВХ-профиля

Отвечая на вопрос как делают пластиковые окна, необходимо сказать, что данный процесс всегда начинается с нарезки профиля. Для этого используются специальные станки. Они обеспечивают распил пластикового окна под углом 45 градусов. Нарезанный профиль затем сваривается в раму или створку.
Особенностью ПВХ-профиля для пластиковых окон является наличие внутренних полостей. Они необходимы для придания данной конструкции высокого уровня морозоустойчивости. Также стоит отметить важность точности и чистоты поверхности среза. У оконных профилей не должно быть повреждений.
Монтаж стального вкладыша

Для придания оконной конструкции упругости и устойчивости к нагрузкам в камеру профиля устанавливается армирующий каркас из стали. Армирование – это обязательный этап производства пластиковых окон. Наличие армирующего каркаса делает профиль устойчивым к колебаниям температуры и механическим воздействиям.
Скрепление профиля
Те, кто интересуются, как производят пластиковые окна, должны знать, что нарезанные ПВХ-профили, усиленные армирующим вкладышем, обязательно скрепляются в единую оконную коробку. Это может быть либо рама, либо створка. Для этого используется сварочный аппарат, в который в необходимой последовательности вкладываются заготовки. Там происходит нагрев краев заготовок до температуры плавления. После этого они сжимаются между собой.
В результате соединения формируется сварной шов. Прочность этого шва превышает даже прочностные характеристики самого профиля. Об этом свидетельствуют многочисленные лабораторные испытания.
Учитывая, что оконные профили с наплывами пластика выглядят не слишком эстетично, потребуется их очистка. Для устранения наплывов применяются углозачистные станки, оснащенные пилящими дисками и сверлами. С их помощью происходит устранение излишков пластмассы. Причем данный процесс выполняется таким образом, чтобы не допустить порчи основной конструкции.
Установка фурнитуры

На следующем этапе устанавливается фурнитура пластикового окна. Это набор элементов, необходимых для открытия и запирания оконной створки. Учитывая, что без фурнитуры пользователь не сможет регулировать положение окна, это один из важнейших этапов производственного процесса. К оконной фурнитуре принято относить:
- петли;
- запирающие устройства;
- ручки;
- защелки;
- заглушки т.д.
Перечисленные элементы фурнитуры могут быть установлены на створку или раму. В ходе установки следует предусмотреть необходимость соответствия элементов на створке фурнитуре на раме. Поэтому установка выполняется по предварительно размеченным эскизам и в соответствии с рекомендациями производителя фурнитуры.
После установки фурнитуры на окно, данная конструкция примет фактически будет иметь завершенный внешний вид. Но ей будет не хватать стекольного заполнения. Монтаж стеклопакета осуществляется на следующем этапе производственного процесса.
Установка стеклопакета

Стеклопакет отличается от традиционного стекла наличием сразу нескольких стеклянных листов. Они скреплены на определенном расстоянии и герметично запаяны. Из-за этой конструктивной особенности и появилось название стеклопакет.
Для изготовления стеклопакета могут использоваться разные виды стекол. Пустоты между этими стеклами заполняются плотным инертным газом – аргоном. За счет этого обеспечиваются энергосберегающие качества стеклопакета. Аргон также защищает помещение от чрезмерно жарких летних солнечных лучей. Данная особенность аргона обусловлена тем, что он тяжелее воздуха.
Иногда могут понадобиться стеклопакеты с отверстием под кондиционер или вентилятор. Необходимость в установке подобного стеклопакета обусловлена нежеланием портить внешний вид сооружения. Отверстия в стеклопакетах обычно вырезаются в соответствии с размером шланга кондиционера. При этом очень важно сохранить герметичность и целостность стекла. Поэтому изготовление и установка таких стеклопакетов требуют ювелирной точности. Следовательно, для выполнения данных работ потребуется профессиональная помощь. Стеклопакеты с отверстием ни в коем случае не нужно устанавливать самостоятельно.
Чтобы проверить качество изготовленного стеклопакета, на любом оконном производстве есть такой специалист, как контроллер ОТК. Именно он оценивает качество защитной пленки и функциональность готового стеклопакета.
Качественным считается стеклопакет, на котором нет следов повреждений. К тому же на стеклопакете не должна быть содрана защитная пленка. Также стоит отметить, что функциональность готового изделия должна соответствовать листу заказа. Изготовление такого стеклопакета позволяет рассчитывать на то, что у заказчика не будет нареканий к данной продукции.
В ходе технического контроля специалист должен проверить работу створок, качество установки уплотнительной резины, обвязку фурнитуры и т.д. Только после того, как контроллер ОТК убедится в соответствии окна всем требованиям, оно отправляется к заказчику.
Изготовление арочных окон
Разобравшись с тем, как изготовляют пластиковые окна, следует поговорить об особенностях производства арочных оконных конструкций. Для изготовления арочных окон выполняется на порядок больше операций. Ключевым этапом производственного процесса является гнутье пластикового профиля. Для этого используются специальные столы. Также для гнутья пластикового хлыста потребуется его предварительный разогрев до температуры 150 градусов. За счет этого процесса ПВХ-профиль становится податливым для изгиба. При этом он сохраняет форму и необходимую геометрию ребер жесткости.
Остается добавить, что пластиковое окно – это лишь часть конструкции. Параллельно с производством окон осуществляется изготовление подоконников, водоотливов, откосных панелей и других элементов оконной конструкции. Для установки пластикового окна также понадобится монтажная пена, крепежные элементы, силикон и прочие материалы.
Открытие цеха по изготовлению пластиковых окон

Производство окон – это довольно большое производство, на котором занято много людей, задействовано тяжёлое оборудование и сложные технологические линии. Но спрос на пластиковые окна только растёт и, если постараться занять этот сегмент производства, то можно построить прибыльное дело, способное развиваться и расширяться многие годы.
Организация предприятия
Для организации предприятия по производству пластиковых окон следует учесть несколько важных аспектов.
Во-первых нужно собрать все необходимые документы на получение разрешения на данный вид деятельности. Для этого можно нанять специалиста, знающего законы и делопроизводство или всё сделать самому.
Во-вторых, необходимо арендовать помещение для установки оборудования. Складирования материалов и готовой продукции.
В-третьих, нужно набрать людей на самые разные должности. От главного бухгалтера и начальника производства до разнорабочих.
В-четвёртых, необходимо приобрести и смонтировать линии производства и другое оборудование. Его можно купить в кредит или по другой форме оплаты. Установкой и пусконаладочными работами, как правило, занимается сам производитель станков.
В-пятых, обязательно ознакомиться с технологией производства, рам и сопутствующих им элементов.
Важно ознакомится с рынком сбыта. Лучше всего заключить предварительный договор о поставке готовой продукции строительным компаниям в регионе. Это сразу определит необходимый объём производства.
Документация
Перед открытием производства следует подать заявление в ЕГРИП с указанием необходимых кодов по ОКЭВД;
- Производство изделий из ПВХ, используемых в строительстве – 25.23.
- Производство плотницких и столярных работ – 45.42.
- Реализация строительных материалов оптом – 51.53.24.
- Работы со стеклом – 45.44.1
Далее, указанные коды оформляются в регистрации налогоплательщика по ЕНВД. После этого предприниматель сможет работать с НДФЛ и НДС.
Необходимо будет провести испытание материалов и изделий для получения сертификатов. Каждый из которых выдается для определённый продукт в той или иной климатической зоне. Такие сертификаты могут выдавать в России, опираясь на ГОСТ 30674-99 и СНиП или в Германии, там руководствуются системой – DIN.
Для работы производственной линии необходимо оформить лицензию в Госстрое и санитарно-эпидемиологической службе.
Особенности выбора помещения
Помещение для производства пластиковых окон лучше всего подбирать на окраине города в промышленной зоне. Там территория будет стоить дешевле, чем в центре. А вот офис для встреч с клиентами лучше всего арендовать именно в деловой части города. Там же можно расположить бухгалтерию и руководство.
При расчёте помещения под линию производства нужно учитывать возможность его расширения, а значит, потребуются дополнительные площади. Для производства 15-20 оконных рам за смену необходимо минимум 200 м 2 . Также необходимо предусмотреть склады для готовой продукции, сырья, технические помещения для персонала, душевую, туалет в непосредственной близости от линии.
Для обеспечения помещения воздухом, высота потолков не должна быть меньше 3 метров. Оно должно быть хорошо освещено и иметь возможность проветриваться. Обычно в цехах монтируется система вентиляции.
Нужно помнить, что разрешение на работу цеха подписывает также и пожарная охрана. Она требует организации в цеху пожарного щита со всем необходимым инструментом и наличия плана эвакуации в случае пожара.

Персонал
Для нормальной работы производства окон из ПВХ понадобится целый ряд специалистов. В первую очередь – это руководитель. Обязательна помощь технолога, причём, по одному на каждую смену.
Для обеспечения станков материалами и сырьём понадобится по 2-3 человека на смену. Для поддержания работоспособности оборудования и линии производства нужен будет инженер-наладчик.
Сырье, поступающее на производство, и готовая продукция, выходящая из него, должны будут проходить через склад, а значит, через кладовщика.
Для снятия размеров на объектах и последующей установки готовых окон понадобятся 2-3 бригады монтажников, по 3-4 человека в каждой.
В управлении будут заняты менеджеры по продажам в количестве 2-3 человек. Учитывать передвижение материалов и денежных средств будет 1 или 2 бухгалтера.
Закупка сырья и материалов
Для расчёта затрат на сырьё, необходимого для производства 1 м 2 стеклопакета, нужно:
- стекла 2 м 2 – 600 руб.;
- 4 м обечайки – 400 руб.;
- 100 г бутила – 3,5 руб.;
- другие материалы – 200 руб.
То есть, на материалы для производства 1 м 2 стеклопакета понадобится примерно 1203,5 рубля.
Для создания ПВХ рамы понадобятся:
- профиль из ПВХ – 500 руб.;
- металлопрокат – 580 руб.;
- фурнитура – 2000 руб.
Всего 3080 рублей за раму площадью 1 м 2 . Целое окно в 1м 2 со стеклом будет стоить 4280 рублей.
Приобретение и монтаж оборудования
Цена на оборудование зависит от страны изготовителя, бренда и производственной мощности. Например, линия по производству 20 окон в смену включает в себя примерно 12 станков общей стоимостью от 145 000 до нескольких миллионов долларов.
В перечень необходимых устройств для производства пластиковых окон входят:
- пила для нарезки ПВХ профиля;
- рольганги;
- станок для сварки ПВХ элементов;
- копировально-фрезерный станок;
- углозачистной станок;
- фрезеровальный станок, для обработки торца;
- пила для обрезки штапиков;
- вырубная пила;
- гибочный станок;
- стенд остекления;
- вытяжка;
- моечная машина;
- экструдер;
- деминерализатор;
- подъёмное устройство.
Наибольшей популярностью у производителей окон пользуются станки таких фирм, как Yilmaz, NISSAN, KABAN и Nikmak. Есть аналоги данной продукции и у российских станкостроителей.

Технология изготовления окон
Технология производства пластиковых окон включает в себя ряд обязательных операций. От каждой из них зависит качество конечного продукта:
- Резка хлыстов ПВХ и профиля. Проводится она с запасом в 2-3 мм под различными углами.
- Устройство дренажных отверстий. Они необходимы для отвода влаги и компенсации давления на окно ветра. Отверстия продолговатые, вырезаются специальной фрезой в строго указанных местах.
- Размещение в ПВХ профиле металлических полос. Крепятся они саморезами. Это придаёт всей конструкции необходимую жёсткость.
- Устройство отверстий под ручки и другие элементы фурнитуры. Данная операция проводится на копировально-фрезерном станке, так как необходима повышенная точность.
- Подготовка и монтаж импоста. Процедура проводится с помощью фрезерного станка.
- Сварка элементов из ПВХ. Проводится на специальном стенде. Заготовки перед этим очищаются от пыли и грязи.
- Удаление наплава после сварки. Проводится вручную или с помощью специального инструмента на соответствующем стенде.
- Установка в готовые рамы резиновых уплотнителей. Данная операция проводится вручную.
- Подготовка штапиков для крепления стекла в раме.
- Сборка стеклопакета в готовую раму. Проводится на специальном стеллаже.
Продажи и маркетинг
Производство и установка окон из ПВХ считается сезонным бизнесом, так как зимой продажи резко падают. Для того, чтобы производство зимой не простаивало, требуется грамотная маркетинговая программа реализации продукции. В неё входит сезонная скидка для клиентов, работа с застройщиками больших жилых комплексов – в них можно устанавливать окна круглый год. Частникам можно предлагать в зимний период остекление балконов.
Грамотный маркетинг предполагает подписание договоров на поставку больших партий окон ещё до начала производства. Это позволит предприятию работать без простоев.
Рассчёт в данном случае простой. Квадрат готового окна на рынке данных изделий составляет примерно 9500 рублей. При производстве 20 окон в день общий доход составляет 4 180 тыс. руб. в месяц. При этом затраты на сырьё, зарплату рабочим, аренду помещений и налоги составляют примерно 3 168 тыс. руб.
То есть, чистая прибыль равна 669 000 руб. в месяц. И это учитывая, что производство работает в одну смену 22 дня в месяц. При росте производства и при работе в 2 смены без выходных прибыль естественно вырастает.
Учитывая первоначальные вложения на производственную ленту и станки, инвестиции оправдаются уже через 9-12 месяцев.

Конкуренция
При планировании бизнеса нельзя забывать о конкуренции. На рынке производства пластиковых окон уже есть ряд больших предприятий с многолетним стажем работы. Они смогли закрепиться на рынке не только благодаря окнам из ПВХ но и другой продукции из пластика – трубы и отделочные материалы.
Но даже они не могут перекрыть весь возникающий спрос на пластиковые окна, и бороться с ними можно, производя продукцию такого же качества, или лучше. При этом не обязательно выпускать столько же окон, как у конкурентов. Нужно просто тщательнее искать рынок сбыта и налаживать с каждым клиентом доверительные отношения. Делу помогает система скидок и возможность покупать товар в кредит. Рекомендуем посмотреть существующих производителей окон и произвести конкурентную разведку.
Ниша для штор в натяжном потолке: достоинства и разнообразие конструкций
Отправим материал на почту


























- Плюсы и минусы маскировки штор
- Параметры ниши и карниза
- Расчёт габаритов ниши
- Разновидности ниш для скрытых карнизов
- Коротко о главном
Натяжной потолок остаётся наиболее популярным вариантом отделки; его ценят за практичность и бюджетность, и применяют для всех комнат. Один из вариантов монтажа – устройство ниши под шторы в натяжном потолке. Он подходит в случае, если нужно скрыть потолочное крепление штор. Разбираемся, какие плюсы имеются у данного решения, и чем отличаются разные виды карнизных ниш.
Плюсы и минусы маскировки штор
Ниша, сформированная в натяжном потолке, обладает следующими достоинствами:
- Детали механизма и крепления надёжно спрятаны внутри конструкции; взору предстаёт только поверхность полотна и текстиль – все выглядит элегантно и гармонично.
- Использование ниши избавляет вас от необходимости выбирать карниз и крепления, подходящие к стилю интерьера. Вы экономите время и средства.
- Если полотно глянцевое, получается интересный эффект. Шторы отражаются в потолке и выглядят длиннее; это делает комнату зрительно выше, что всегда приятно.
Недостатком конструкции является необходимость предусмотреть её заранее и включить в дизайнерский проект до начала монтажных работ. После того, как полотно натянуто на профиль, никакие дополнения внести не удастся. Установка потолочного карниза без ниши рискованна, так как существует вероятность повреждения декоративного покрытия.
Параметры ниши и карниза
Габариты ниши в потолке для штор рассчитываются по нескольким исходным данным. В первую очередь необходимо определиться с тем, какой карниз будет удерживать текстиль. Поскольку декоративные качества не играют роли, карниз выбирают с учётом сложности (многослойности) драпировки и её веса.
Например, если окно будут украшать лёгкие хлопковые шторы и тюль, можно ограничиться струнным карнизом, а ширина технологического зазора будет минимальной. Если в качестве декора предполагаются тяжёлые портьеры в комбинации с прозрачной кисеей и ламбрекеном, ниша будет намного шире.

Дизайнеры рекомендуют выбирать карниз на всю ширину стены, а не только на оконный проем, и соответственно закладывать размер ниши. Такая предусмотрительность позволит красиво драпировать шторы вдоль стены, а не спрессовывать их вокруг окна, когда хочется впустить в комнату солнце. При выборе карниза можно воспользоваться следующими рекомендациями:
- Если текстиль слишком тяжёлый (вельвет, велюр, бархат), лучше выбирать алюминиевый карниз. В остальных случаях лучшим вариантом будет прочный и бюджетную модель из пластика.
- Ширина ниши зависит от ширины карниза, а тот, в свою очередь, от количества рядов текстиля. Стандартные модели двухрядные, но может потребоваться трёх- или четырёхрядный вариант.
Расчёт габаритов ниши
Ширину конструкции (от стены) определяют путём сложения следующих параметров:
- Определяют величину выноса подоконника или батареи отопления (в зависимости от того, что выступает дальше от плоскости стены). В среднем вынос находится в пределах 15-18 см.
- Измеряют расстояние между направляющими карниза, если он двухрядный. Если рядов больше, берут расстояние между крайними направляющими.
- В расчёты вводят поправку на сбоку шторы. Поправка (не путать с коэффициентом сборки, влияющим на количество складок) зависит от длины карниза, и обычно не превышает 10-15 см.

Длина конструкции может совпадать с длиной стены, в которой находится окно. Иногда её делают короче, а размер определяют, складывая ширину проёма окна, вынос подоконника за ширину окна и поправку на сборку шторы (от 20 до 50 см с каждой стороны, что зависит от особенностей гардин и типа карниза).
Чтобы рассчитать глубину ниши, складывают высоту карниза, ширину драпировочной ленты и поправку на угол зрения, которая составляет 8-12 см.
Разновидности ниш для скрытых карнизов
Иногда углубление под гардины по каким-либо причинам организовать невозможно (например, прикрутить карниз мешают коммуникации, проходящие по потолку). В этом случае карниз монтируется прямо на натяжной потолок, на основу, в роли которой может выступать брус, размещённый выше полотна на 5 мм. Снаружи (со стороны комнаты) конструкция закрывается декоративной накладкой.
В других случаях в конструкции натяжного потолка формируют нишу. Натяжные потолки с нишей для штор могут выполняться несколькими способами. Технические решения отличаются степенью сложности, что влияет на сроки изготовления и стоимость. Возможны следующие варианты карнизных углублений (в порядке удорожания):
- Бюджетная ниша. Упомянутый выше малозатратный способ, при котором ниша формируется при помощи бруса, принимающего на себя основную нагрузку (он крепится к бетонному основанию). Со стороны комнаты наблюдается ровное полотно, отделанное декоративным кантом. Достоинства заключаются в простоте монтажа. Минусов два – видимый кант, который не всегда выглядит достойно, а также возможность ознакомится с конструкцией, заглянув на неё со стороны окна.

- С устройством гипсокартонного короба. Ниша, сформированная из гипсокартона, разделяет карниз и натяжной потолок. Благодаря тому, что она конструктивно чуть ниже полотна, повредить его, подвешивая гардины, вы не сможете. Преимущество способа – смета на монтаж потолка не возрастает. Недостаток – отделка выглядит неоднородной, а в стоимость включаются гипрочные работы.
- Алюминиевый профиль с перегибом. Использование специального профиля позволяет получить аккуратное углубление с перегибом полотна наверх. Профиль – труба квадратного сечения, в отличие от деревянного бруска позволяет завести полотно через отбойник и закрепить его в предусмотренном под гарпун месте. Плюс конструкции – простой монтаж и эстетичный внешний вид (отсутствие канта), Минус – при большом опуске полотна зазор в нише может превысить 4-5 см.
Видео описание
О нише с подсветкой на натяжном потолке в следующем видео:

Коротко о главном
При монтаже натяжного потолка не обойтись без обустройства места крепления карниза. Для этого формируют нишу, которая позволит эффектно закрепить шторы, сэкономить на приобретении карниза в стиль интерьеру и устроить декоративную подсветку.
Габариты карнизной ниши рассчитываются до начала ремонтных работ. На её размеры влияет модель карниза, а также ширина батареи или подоконника, пышность штор и некоторые поправки.
Для устройства ниши пользуются несколькими методиками. Популярно использование алюминиевого профиля с перегибом, гипсокартонного короба, устройство парящего потолка, или перегиб полотна ПВХ (или из ткани) до потолка.





