Трубогибы для круглой стальной трубы: виды и изготовление своими руками
Домашних дел мастера зачастую сталкиваются с необходимостью реконфигурировать, проще говоря, согнуть трубу под заданный размер. Тогда многие вспоминают о существовании такого инструмента, как ручной трубогиб для круглой трубы, который можно не только купить, но и собрать своими руками. Причём второй вариант предпочтительней, поскольку стоит подобное оборудование фабричного исполнения немало.

Качественно согнуть трубу можно только при помощи специального устройства — трубогиба
Актуальность устройства
Использование трубогибов для круглой трубы не ограничивается сантехническими работами. А уж если быть до конца точными, гнут трубы при их проведении нечасто. Чтобы изменить трассу прокладки инженерной коммуникации используются фитинги и отводы. Последние – это изогнутые в заводских условиях отрезки труб, характеризующиеся стандартным набором параметров со следующими ограничениями:
- количество углов поворота. Помимо прямого есть ещё 180˚, 60˚, 45˚;
- радиусы изгиба (1,5 и 1 Ду);
- метод соединения – сварка.
Но иногда требуются другие радиусы и углы изгибов, да и сварку не всегда можно использовать. В этом случае без ручного трубогиба для круглой трубы точно не обойтись.
Владельцы дач и частных домов занимаются гнутьём труб по другим причинам. Ведь в хозяйстве могут быть теплицы нестандартных форм, сооружения арочного типа под виноград, душевые кабины, ограждения, и т.д. Конструкцию этих объектов формируют холоднокатаные круглые, а нередко и профильные изделия, так что и здесь подобное оборудование пригодится.
При этом даже многие профессионалы предпочитают работать с созданным своими руками трубогибом для круглой трубы. Ведь самодельное устройство разрабатывается обычно с учётом антропометрических особенностей и профессиональных навыков его будущего хозяина. Данный фактор повышает удобство эксплуатации трубогиба, что, в свою очередь, способствует качественному выполнению работ.

Согнутые трубы используются для монтажа конструкций самого разного назначения
Классификация приспособлений
Для подразделения подобных устройств на группы эксперты используют несколько критериев. К основным относятся:
1. Привод — ручной, электрический, гидравлический.
2. Установка – стационарные и переносные.
3. Способ воздействия. Их существует несколько:
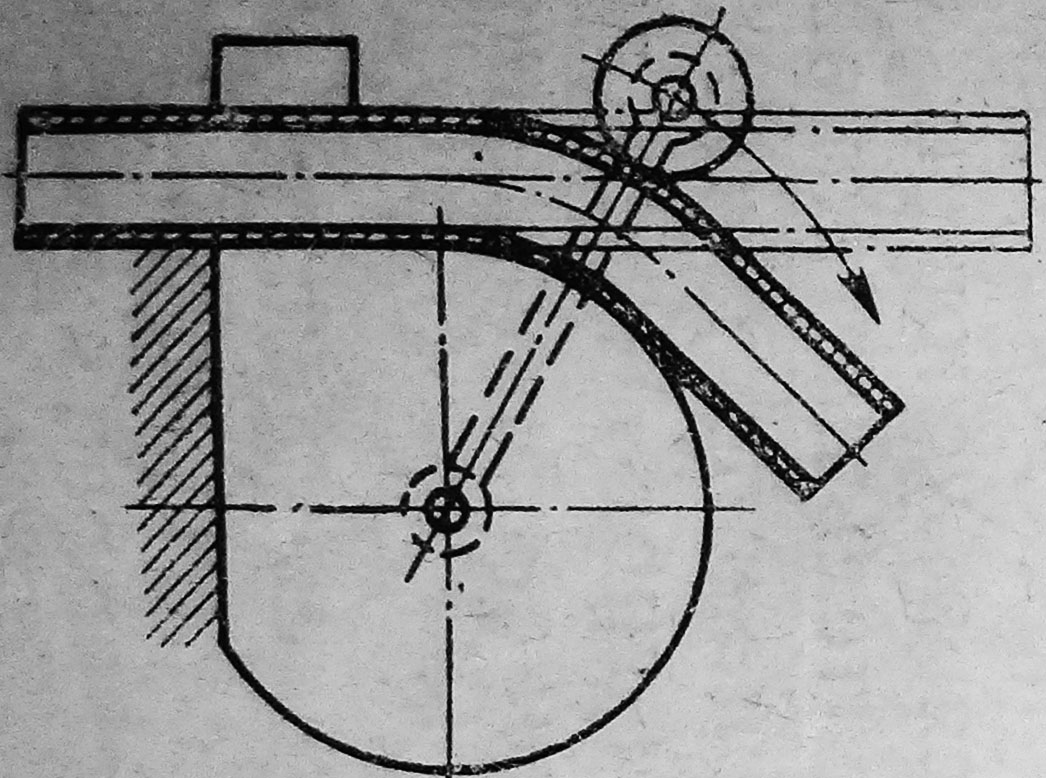
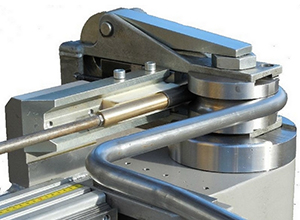
- намотка. Там, где будет начинаться гиб, стоит упор. Труба с помощью зажима прижимается к ролику трубогиба (подвижному шаблону). Вращаясь, ролик протягивает её между упором и собой (шаблон и труба подвижны);
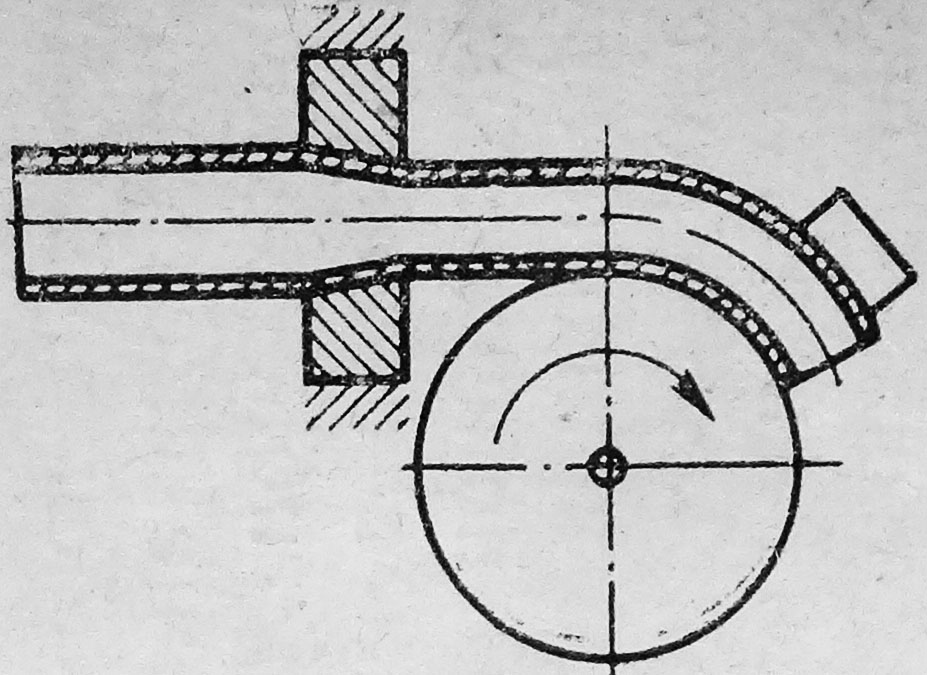
- обкатка. Шаблон неподвижен. Конец трубы зажимается. Перемещаясь, прижимной ролик гнёт её вокруг шаблона;
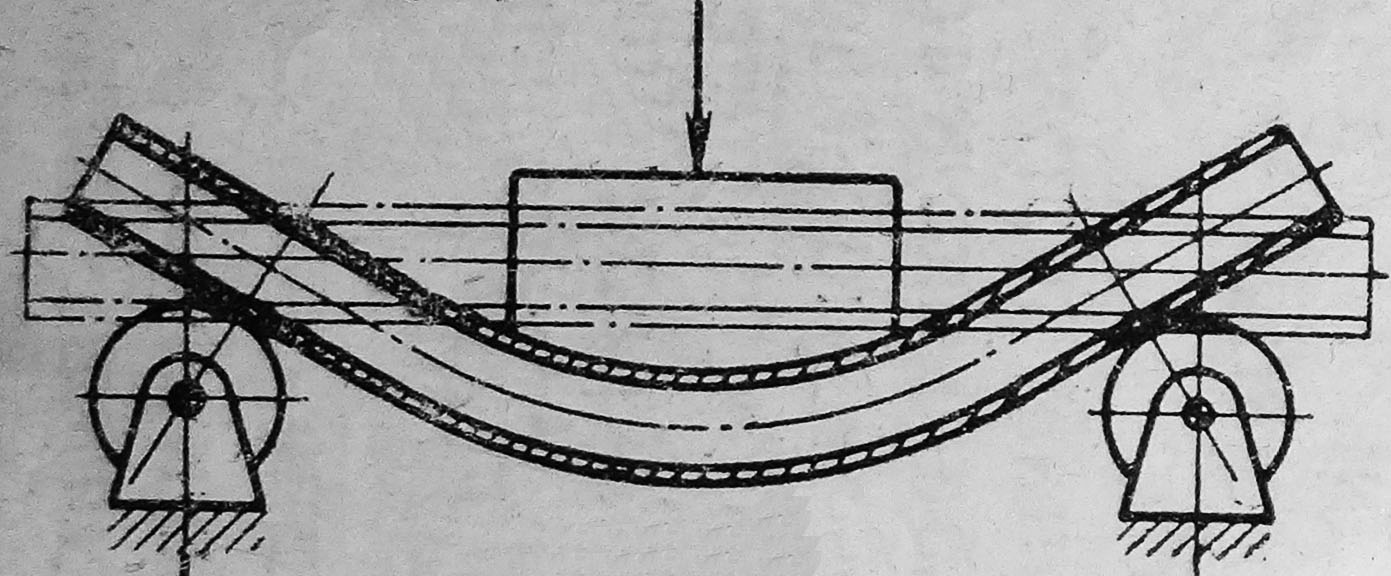
- арбалетный способ (воздействие штоком). Труба опирается на два стационарных ролика. Имеющийся на штоке шаблон давит трубу по центру, и сгибает её между упорами;
- прокатка (вальцовка). Используются один центральный и два опорные, расположенные на одной линии, вращающиеся ролики. Расположение этих деталей по отношению друг к другу и определяет радиус изгиба. Чаще всего на трубу давит именно центральный ролик.
Полезная информация! Недостаток первых трёх способов заключается в том, что радиус изгиба в них задаётся шаблоном.
Реализация способа намотки с помощью самодельного трубогиба для круглой трубы встречается редко. Чаще он используется в промышленных образцах. Арбалетному методу присущ следующий недостаток: практически всё создаваемое штоком давление передаётся на трубу там, где расположена верхняя точка шаблона. В этом месте сталь больше всего подвержена растяжению из-за чего стенка ослабевает, что сопровождается потерей формы вплоть до ёе разрыва, если труба тонкостенная. Последний способ практически лишён недостатков. Отводы стальные производятся в промышленных условиях именно прокаткой.

Прокатка — самый лучший способ сгибания труб, при таком методе риск деформации или разрыва металла минимален
Что рекомендуют профессионалы
Прежде, чем начать изготовление трубогиба своими руками, выбирая определённую модель, следует учитывать общие рекомендации относительно радиусов изгиба стальной трубы. Они представлены в таблице №1.
Таблица 1
| Наружный диаметр трубы, D,мм | Радиус изгиба (наименьший) при толщине стенки | |
| Свыше 2 мм | До 2 мм | |
| 60≤D≤140 | 5D | ———- |
| 35≤D≤60 | 4D | ———- |
| 20≤D≤35 | 3D | 5D |
| 5≤D≤20 | 3D | 4D |
Представленные в этой таблице данные стоит рассматривать, как оптимальные для конкретных сечений стальных трубных изделий. Но это вовсе не означает, что уменьшить радиус нельзя. Однако, чтобы обеспечить требуемое качество гиба, потребуется использовать дорн, а это сложнее с технической точки зрения. Кроме дорна в заводских условиях применяют горячее вальцевание.
В том случае, если трубогиб полностью сделан из металла, и в его конструкцию входит неподвижная станина, то выполнение горячей прокатки возможно в домашней мастерской своими руками. Для этого используется газовая горелка или паяльная лампа.

Самый примитивный трубогиб можно соорудить из шаблона, прикрепленного к верстаку
Самодельные приспособления для гибки труб
Невысокую стоимость подобных устройств обусловливает то, что создавать конструкцию можно, используя б/у запчасти от различной техники и подручные материалы. Причём в некоторых случаях для изготовления трубогиба для круглой трубы своими руками чертежи могут вообще не потребоваться. Лучшей иллюстрацией этого тезиса будет нижеприведенный пример устройства ручного типа.
Его основу составляет бетонная плита. В ней высверливаются отверстия, в которые вколачиваются одно дюймовые металлические штыри (речь идёт об их диаметре).
Важно! Удалённость соседних элементов друг от друга не должна превышать 50 см.
Зафиксировав между штырями один конец трубы, можно приступать к ручной гибке, оказывая давление на другой её конец. После обретения требуемой формы, оставьте её в напряжённом состоянии. А чтобы изделие не вернулось в исходное состояние, проденьте в оба противоположных отверстия по металлическому штырю и приварите к ним временную перемычку.
Всё интуитивно понятно и, как видим, для изготовления самодельного трубогиба для круглой трубы чертеж не потребовался. Конечно, выше описана самая примитивная конструкция. Своими руками можно создать и более сложные изделия. Коротко остановимся на некоторых из них.
Простейший шаблонный ручной трубогиб
Способ – обкатка. Материал – дерево. Привод – ручной.
Из дерева изготавливается шаблон. На чертеже и в реальном исполнении его форма должна соответствовать требуемому радиусу изгиба, а толщина превышать диаметр трубы. Удобству проведения работ будет способствовать профилирование торца шаблона. Создать необходимый профиль можно, использовав 2 доски с линией распила, скошенной внутрь.
Шаблон крепится к неподвижному основанию. С одного бока к этому же основанию прикручивается упор и прикладывается труба. Если рычаг недостаточен, увеличить его можно куском арматуры. Гнуть следует медленно, так, чтобы не допустить соскальзывания трубы с шаблона.
Причислить такой самодельный ручной инструмент к категории высокотехнологичного оборудования тоже невозможно. Однако и он имеет право на жизнь, особенно если необходимо согнуть трубу с большим диаметром изгиба своими руками с наименьшими затратами.

Шаблон для гибки труб необходимо неподвижно закреплять на основании
Стальной обкаточный трубогиб
Среди самодельных устройств такое приспособление получило наибольшее распространение. В качестве заготовок служат б/у шкивы от двигателя. Впрочем, некоторые домашние мастера заказывают такие детали у знакомого токаря или набирают из шайб с различным диаметром. И в этом случае можно обойтись без чертежа трубогиба для круглой трубы, но лучше всё-таки его сделать. Хотя бы для того, чтобы указать токарю размеры требуемой детали.
Созданный своими руками стальной обкаточный трубогиб можно увидеть в гараже или сарае, практически, каждого мастеровитого хозяина дома. Устройства данного типа пригодны для работы с сантехническими трубами всех ходовых размеров. Рычаг можно усилить путём его удлинения до любых разумных пределов.
Ручной станок намоточного типа.
По конструкции он схож с предыдущим изделием. Однако намоточный трубогиб предоставляет возможность изогнуть заготовку в кольцо. С помощью иных вариантов приспособления сделать это сложно. Чертёж устройства вы без труда отыщите во Всемирной Паутине. При его изучении обратите внимание на то, что щеки шаблонного шкива съёмные. Такое конструктивное исполнение позволяет вытащить заготовку, замкнутую в окружность.
Полезная информация! Для изготовления намоточного станка своими руками, в принципе, можно использовать любой материал, от дерева до металла и текстолита.
Особенности изготовления гидравлического трубогиба для круглой трубы
Если вы нуждаетесь в более серьёзном устройстве для профессиональной деятельности, лучше соорудить своими руками гидравлический трубогиб. Сила входящего в его конструкцию гидравлического домкрата позволит избежать значительных физических трудозатрат.

Гидравлический трубогиб можно соорудить на основе домкрата
Формируя чертёж такого приспособления, необходимо учесть, что лучшим вариантом для изготовления боковин будет толстый прут диаметром 18-20 миллиметров и уголок с шириной стороны 25 миллиметров. Кроме того, чтобы сделать эти элементы, вам понадобится листовой металл толщиной 10 мм. В этих пластинах будут высверлены отверстия для крепления эксцентричных опор.
Опорой служит трубка подходящего размера. В неё вваривается болт на 18 миллиметров. Также на чертеже отобразите, что в середине опоры присутствует полукруглое отверстие. В него будет упираться сгибаемая в процессе работы ручного гидравлического трубогиба заготовка.
Чтобы изготовить пуансон, используется лист металла толщиной 4 мм. Из пластины вырезаются заготовки, имеющие форму двух полукругов. Радиус каждой из них должен быть равен предполагаемому радиусу изгиба трубы. Затем трубу с диаметром 32 мм разрезают пополам и одну из половин сгибают в соответствии с подготовленными на предыдущем этапе заготовками, после чего труба и пластины свариваются. Для надёжности, чтобы во время функционирования гидравлического трубогиба пуансон не раздавился, внутри привариваются перемычки. Так будет обеспечена жёсткость конструкции.
В центр станины вваривается трубка. Она будет служить в качестве упора для привода, изготовленного из гидравлического домкрата. Все эти особенности должны быть отображены на предварительно составленном чертеже проектируемого устройства. Так вы сможете сформировать комплект необходимых материалов с заданными размерами, а в случае отсутствия некоторых позиций заказать детали для гидравлического трубогиба у знакомого фрезеровщика и токаря.
Исходя из вышеизложенного, можно сказать, что вариантов, как сделать оборудование для гибки труб, существует много. Главное – наличие инструментов и желание.
Выбираем трубогиб вместе с КАМИ
Практически на каждом производстве присутствует обработка труб и профилей, поэтому Компания КАМИ решила предложить свою линейку оборудования для этих целей на Российский рынок.
Основной областью применения трубогибочных станков являются:
Итак, ниже мы опишем основные тезисы технологии гибки труб, а также для каких целей нужен тот или иной тип станка, чтобы помочь Вам в выборе.
Во-первых, существует два способа, чтобы согнуть металлические трубы:
Горячая гибка – колено трубы в месте изгиба нагревается до высокой температуры. Этот метод используется для гибки труб диаметром более, чем 215 мм.
Холодная гибка – колено трубы в месте изгиба остается при естественной температуре. Этот метод используется для гибки труб от 4 до 215мм, с толщиной стенки от 0,8 мм до 10 мм.
Во-вторых, существуют два вида технологии гибки труб:
1. Простой изгиб по ролику – труба гнется по радиусу в соответствии с параметрами оснастки.
2. Гибка труб с проталкиванием – труба имеет свой ход (проталкивается) во время гибки, за счет чего можно получить радиус гиба более, чем в 6 раз превосходящим диаметр трубы.
Трубогибы компании могут быть использованы для таких типов изделий, как:
Материалы заготовок могут использоваться, такие как конструкционная сталь, нержавеющая сталь, медь, бронза, алюминий и так далее. Другие материалы возможно гнуть после уточнения у брэнд-менеджера данного направления.
Комплект оснастки должен меняться на станке при следующих изменениях в процессе:
- – Внешний диаметр трубы
- – Толщина стенки трубы
- – Радиус изгиба трубы
- – При изменении типа профиля (круглая, квадратная, овальная и т.д.)
Каждый комплект оснастки включает в себя:
- – Гибочный ролик
- – Зажимной пресс
- – Прижимной пресс
- – Дорн
- – Разглаживатель (требуется в зависимости от особенностей гиба)
- – Зажимная цанга (только для ЧПУ)



Компания КАМИ предлагает следующие типы трубогибочных станков:
Одноосевой полуавтоматический трубогиб

Машины такого уровня применяются для выполнения несложных гибов (в одной плоскости) и при небольших объемах производства.
Двухосевой полуавтоматический трубогиб

Машины такого уровня применяются для выполнения более сложных гибов, нежели предидущий тип (гибка в нескольких плоскостях, но при небольших объемах производства, так как подача трубы остается в ручном режиме).
Двусторонние трубогибы
На станках данного типа параллельно установлены два гибочных ролика, для получения изделий с симметричным гибом. Гиб осуществляется автоматически. Также, существуют модели с поворотом гибочного узла для получения гиба в двух плоскостях.
 |
  |
Автоматические трубогибы с ЧПУ, которые делятся на три подтипа:
- – Гидравлического типа (все оси управляются от гидроприводов)
- – Гибридного типа (комплексное применение гидро- и серво- приводов для управления осями станка)
- – Сервоприводного типа (все оси управляются от сервоприводов) – самый точный и производительный тип трубогибочных станков.


Также, автоматические трубогибы бывают двухголовочного типа, машины такого типа являются самым сложным и дорогим оборудованием, их применение целесообразно в случаях, когда изделие гнется в нескольких плоскостях и конструкция одноголовочной машины не позволяет их осуществить. Для утверждения необходимости такого станка применяются современные программы 3D моделирования процесса гибки, которые могут воспроизвести технологию и помочь определить, не будет ли происходить столкновение изделия с узлами станка в процессе обработки.

Подбор автоматического трубогиба с ЧПУ должен начинаться с проработки чертежей и оценки серийности производства. Только обладая этими данными возможно определить:
- – Какие привода целесообразно применять в той или иной технологии
- – Необходимое количество уровней гибочных роликов
- – Необходимость функции проталкивания
- – Наличие бустера
- – Количество гибочных узлов
Самыми основными параметрами при выборе трубогиба являются:
- – Материал трубы / профиль трубы
- – Диаметр трубы / размеры профиля
- – Толщина стенки трубы / профиля
- – Радиус изгиба CLR (Средний радиус по оси трубы)
- – Угол изгиба
Более подробно о разглаживателе:
Применяется при гибке больших диаметров труб с малым радиусом, например, Dтр= 50,8 при радусе гиба, равному 2D трубы или ниже.
Также, его необходимость может возникнуть при определенном состоянии трубы и вида трубы.
Материал, из которого производят разглаживатель – сплав бронзы. Основная функция разглаживателя – сбалансировать взаимное расположение поверхности трубы с поверхностю гибочного ролика для улучшения качества гиба, избегания смятия и появления «гофр» в месте гиба.
После около 500 изгибов разглаживатель нужно заменить на новый.
Что касается дорна.
Разработан стандартный тип для несложных гибов. Если же радиус гиба будет меньше 2-х диаметров трубы, то рекомендуется использовать «шариковый дорн».
На данный момент, ассоциация КАМИ предлагает большой выбор станков разного класса.
Более подробно ознакомиться можно в разделе: Трубогибочные станки Компания КАМИ будет поддерживать, как склад оборудования, так и склад запасных частей, расходных материалов и оснастки.

станет прекрасным участником Вашего производственного процесса, поможет улучшить качество изделий и увеличить объемы производства.
Подробная информация по телефону: 8-800-1000-111 и 8 (495) 781-55-11
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет». Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв. производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно. Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению. Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак. Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний». Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Описание конструкций
Изложенного выше материала достаточно для предварительного выбора конструкции необходимого для данной конкретной работы трубогибочного оборудования. Для уточнения к окончательному решению даем более развернутые описания.
Рычаг
Устройство ручного гибочного рычага – проще некуда, см. рис. Однако таким вот примитивным приспособлением века и тысячелетия выгибались детали, порой ставящие в тупик и современных технологов. Трубу можно уложить и просто на землю, подложив под нее деревянные чурбачки и закрепив вбитыми в грунт скобами. Работать рычагом лучше с придерживающим заготовку подсобником, сверяясь в ходе гибки по заранее подготовленному шаблону.

Ручной гибочный рычаг для труб
Плита
Гибочная плита (опорно-упорный ручной трубогиб) известна так же давно, как и рычаг. Конструкция в некотором роде гениальная: в качестве гибочного рычага используется сама изгибаемая труба, а вместо «дырки» (хомута на рычаге) его противоположность – прочный опорно-упорный штырь или несколько их. В общем, все по законам Мерфи: если никак не получается, как надо, попробуй сделать все наоборот.
Устройство гибочной плиты понятно по рис. (слева):

Гибочная плита (опорно-упорный ручной трубогиб) и ее “грунтовая” модификация для изготовления дуг каркаса теплицы
Наиболее употребительная разновидность – 4х4. На плите можно делать на доомонтаж (с допустимыми дефектами) все общеупотребительные изгибы. Мешающие упоры просто снимаются; недостающие подставляются. Шаг установки опорно-упорных штифтов берется таким, чтобы между ними входила самая толстая из используемых труб. Бетонную плиту можно залить прямо на грунт в каком-то непотребном месте стройплощадки, напр. где будет фундамент сарая (внутри, не под лентой!) или, допустим, выгребная яма. Марка готового раствора – от М250; армирование не менее чем 2-ярусное. Лунки до штифты формируются деревянным палками, обернутыми пленкой или обильно смазанными солидолом (хуже). Штифты для бетонной плиты нужно делать с хвостовиками длиной в толщину плиты; можно применять и простые круглые штифты из отрезков толстостенной трубы или стального прутка.
«Земляная» модификация гибочной плиты показана в центре и справа на рис. Опоры/упоры – вбитые в грунт трубы или деревянные колья. На таком «станке» можно за раз выгнуть до 5-6 тепличных дуг из трубы до 16х15х2. Важная особенность: трубу нужно обводить по упорам медленно, в несколько приемов, иначе вследствие отдачи напряжения возможен брак – обратная волна. Пленка на ней будет все время протираться, а качественно смонтировать поликарбонатное покрытие вряд ли получится. Уложенные дуги оставляют в «станке» на сутки (лучше – до недели), чтобы остаточные напряжения в металле трубы «рассосались» (релаксировали) и профиль дуг не «сплеснул» за допустимые пределы.
Примечание: на основе гибочной плиты можно сделать универсальный опорно-упорный ручной станок для гибки труб и прутков, см. видео:
Видео: самодельный универсальный гибочный станок
Трубогиб для круглой трубы своими руками: 6 инструкций как сделать, чертежи и видео
 Трубогиб — это устройство для загиба труб или других металлических изделий (прут, стойка, профильный трубопрокатный материал и т.д.). Подразделяется по принципу действия и может быть: механическим, гидравлическим или электрическим.
Трубогиб — это устройство для загиба труб или других металлических изделий (прут, стойка, профильный трубопрокатный материал и т.д.). Подразделяется по принципу действия и может быть: механическим, гидравлическим или электрическим.
При сооружении теплиц и навесов на даче, без данного приспособления не обойтись. Покупать такое устройство дорого, поэтому мы сегодня расскажем вам — как сделать различные виды трубогибов для круглых труб своими руками в домашних условиях.
Но если гибку труб приходится осуществлять часто, то лучше приобрести специальное оборудование.
Виды трубогибочных станков
Эти приспособления, дают возможность сгибать профильные или круглые трубопрокатные материалы под нужным углом. Они делятся на:
- гидравлические;



Первый вид справляется со сгибанием больших размеров, механические модели используют для средних по величине, а ручные считаются идеальным вариантом для сгибания круглых труб диаметром до 3 см или профильных до 4 см.
По своим конструктивным особенностям, функционалу и принципу работы они разделяются на:



К основным ручным (механическим) самодельным трубогибам для круглых труб относятся:
- Роликовые — предназначены для изделий, диаметр которых до 40 мм, и применяются, если требуется небольшой угол изгиба;
- Гибочная плита — используется для получения углового загиба малого и среднего радиуса;
- Улиточные — универсальный вид, позволяет производить сгибание круглой трубы по всей длине;
- Арбалетные — устройства похожи на роликовые, но имеют повышенную производительность;
- Рычажные — простые конструкции, они используются при сгибании труб среднего и большого размера под определённым углом.
Модели гидравлических трубогибов для круглых труб или механизмы, работающие от электропривода самостоятельно изготовить сложнее.
Сделать загиб без использования трубогибочного станка не получится, можно попросту испортить изделие или деформировать его.
! Представляем вашему вниманию пошаговою инструкцию, как произвести загиб без профилегиба в домашних условиях.
Технология работы любого трубогиба заключается в возможности правильно согнуть изделие под требуемый радиус.
Если при сгибе не уделяется особое внимание качеству результата, то самодельные конструкции справятся с данной задачей на все 100%.
Необходимые инструменты
Начинать следует с подготовки инструмента, который понадобится в работе. Для сборки любого самодельного гибочного приспособления потребуется:
- сварочный аппарат;
- токарный станок — если детали будите вытачивать сами, а не прибегните к помощи профессионального токаря (хотя есть виды, при изготовлении которых не требуются токарные работы);
- тиски и молоток;
- пила по металлу;
- линейка;
- дрель;
- болгарка.
Это основной инструментарий, который необходим при изготовлении любой модели своими руками, возможно понадобятся другие инструменты, при сборке того или иного вида.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
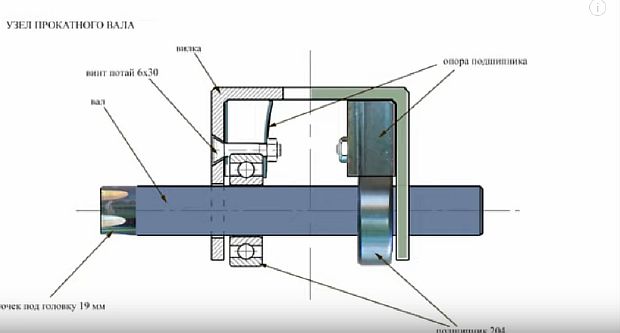 Схема прокатного станка
Схема прокатного станка 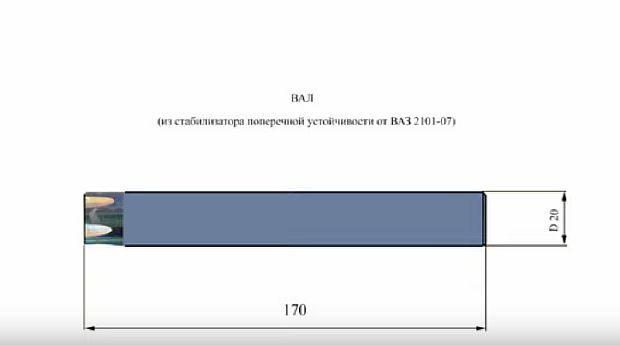 Схема вала
Схема вала 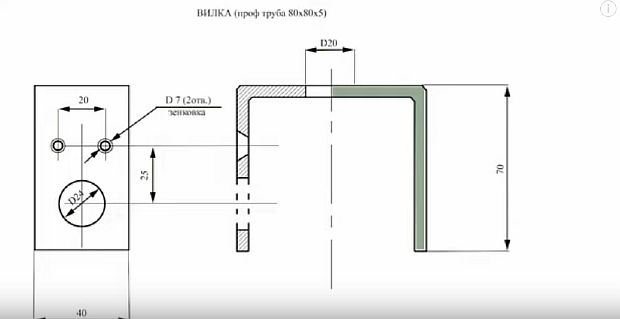 Чертёж вилки
Чертёж вилки 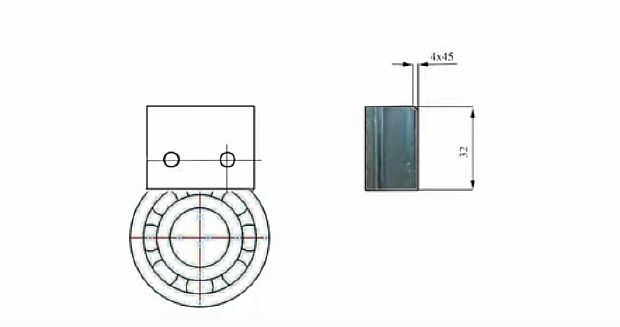 Опоры для подшипников
Опоры для подшипников 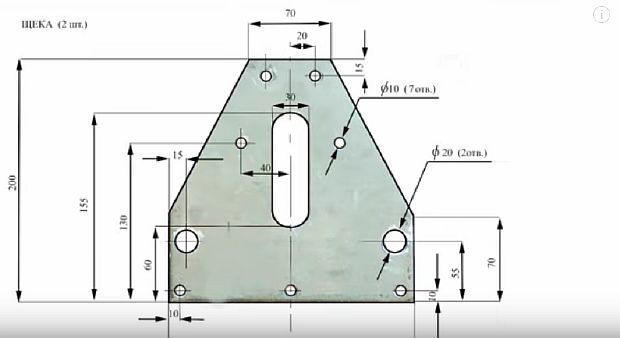 Чертёж щеки
Чертёж щеки 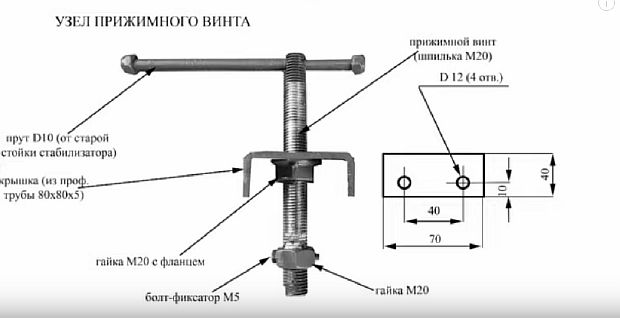 Схема прижимного винта
Схема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
- Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
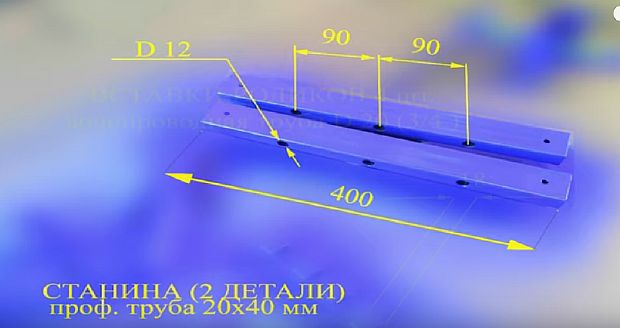 Детали для станины
Детали для станины
- Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
 Вырезаем боковины
Вырезаем боковины
- Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
 Делаем проточки на стабилизаторе
Делаем проточки на стабилизаторе  Одеваем подшипник
Одеваем подшипник
- Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
 Привариваем гайку
Привариваем гайку  Вставляем винт
Вставляем винт
- На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
 Собираем прижимной вал
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
 Вставляем шпильки-ролики
Вставляем шпильки-ролики
- на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
 Устанавливаем профильное основание
Устанавливаем профильное основание
- прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
 Размещаем прижимной вал
Размещаем прижимной вал
- прижимной винт прикручиваем к швеллеру вала гайкой;
 Прикручиваем прижимной винт
Прикручиваем прижимной винт
- накрываем конструкцию второй боковиной и закручиваем гайки.
 Одеваем стенку
Одеваем стенку
Если к валу приварить ручку, то получится механическое устройство, которое будет работать от ваших усилий.
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Как своими руками сделать ручной трубогиб для гибки круглой трубы?
Для выполнения строительных и монтажных работ, особенно, когда речь идет о трубопроводах, часто требуются трубы с различным углом изгиба, причем, применение фитингов может быть совсем не оправданно.
 Ручной трубогиб для круглых труб
Ручной трубогиб для круглых труб
Гибка труб в таких случаях осуществляется с помощью трубогибов. Эти устройства бывают стационарные и переносные, промышленные и для домашнего использования.
Устройство и принцип работы ручного трубогиба
Ручной трубогиб по конструкции и принципу работы достаточно прост, поэтому домашний умелец вполне может справиться с его изготовлением самостоятельно. Главными элементами в любом устройстве для гибки труб считается нажимная пластина. На нее с определенным усилием надавливает специальный механизм, и она передает усилие на обрабатываемую трубу.
В качестве механизма для нажима используют как электрический двигатель или гидравлический насос, так и пружину с фиксаторами.
Для выполнения гибки, гофру устанавливают между нажимной пластиной и несколькими валами, которые выполняют функцию стабилизаторов. Также с помощью валов можно корректировать радиус изгиба, поскольку их положение регулируется.
Так, для изгиба трубы по малому радиусу, валы располагают достаточно близко друг к другу, а если необходимо увеличить радиус, то их переносят подальше друг от друга.
 Главными элементами в трубогибах являются валы в форме полумесяца
Главными элементами в трубогибах являются валы в форме полумесяца
Для изгиба круглой трубы на трубогибы устанавливаются валы в форме полумесяца.
Ручное устройство
Самодельный ручной трубогиб, с помощью которого осуществляется гибка круглых труб, представляет собой два проточенных шкива, один из которых фиксируется неподвижно, а второй вращается вокруг первого на расстоянии диаметра обрабатываемой трубы. Принцип его работы прост: между двумя шкивами закладывают трубу и путем вращения подвижного шкива изгибают круглую трубу до нужного угла.
Ручной трубогиб в руках умелого хозяина может понадобиться в любой момент, потому подходить к его изготовлению стоит основательно, так, чтобы им можно было изгибать трубы различного диаметра.
Для такой конструкции потребуется два тройных шкива вместо одинарных: одна пара будет использоваться для гибки труб 1/2″, другая – для трубы 3/4″, и одна для дюймовых труб.
На рынке вряд ли удастся купить такие приспособления, поэтому заказать их нужно будет в токарной мастерской. На торцах валов делается выточка, которая по размерам совпадает с половинным диаметром гофры.
 Ручной трубогиб состоящий из двух шкивов, один из которых закреплен неподвижно
Ручной трубогиб состоящий из двух шкивов, один из которых закреплен неподвижно
Еще один важный момент, который нужно учесть при изготовлении валов – стационарный шкив по размеру должен быть минимальным, поскольку от этого зависит минимально возможный радиус изгиба изделия. Оптимальный размер подвижного вала превышает в два раза диаметр стационарного.
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
 После изготовления трубогиба, необходимо провести его испытание
После изготовления трубогиба, необходимо провести его испытание
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Как сделать трубогиб своими руками? (видео)
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
 Для тонкостенных труб можно изготовить деревянный трубогиб
Для тонкостенных труб можно изготовить деревянный трубогиб
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
 Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Ручной трубогиб имеет массу преимуществ, однако им нельзя согнуть трубы большого диаметра
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Способ гибки труб определяется способом работы трубогиба, трубогибочного станка или станка для гибки труб. В практике существует множество способов гибки труб. Вот основные из них:
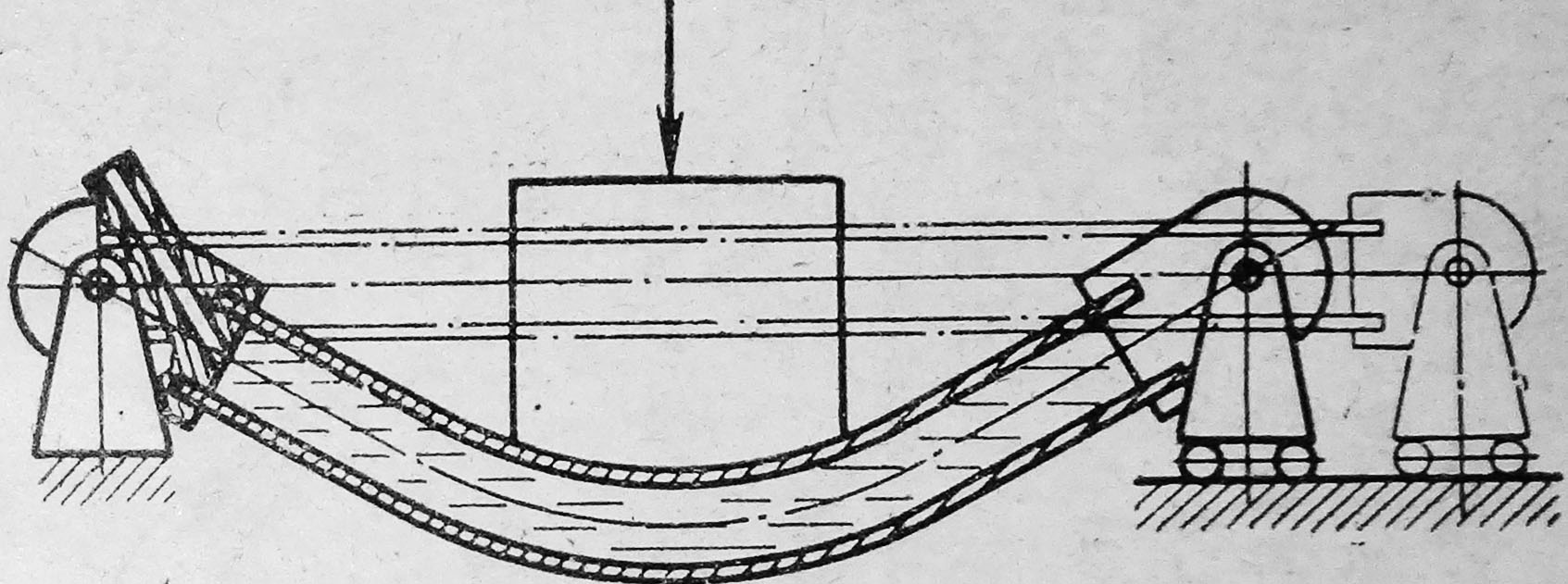
1. Гибка труб способом обкатки
2. Гибка труб способом намотки

3. Гибка труб способом волочения
4. Гибка труб способом вальцовки (3-х роликовая вальцевая гибка)

5. Гибка труб на 2-х опорах
6. Гибка труб способом растяжения

7. Гибка труб с внутренним гидростатическим давлением
8. Гибка труб через фильеру, имеющую кривую ось
9. Гибка труб по копирам
а так же, так называемые “дедовские” способы гибки труб с наполнением песком, заливки специальным легко расплавляемым составом, с установкой легко извлекаемой пружины. Такие “Дедовские” способы гибки применимы при выполнении одного или нескольких гибов, а для производства трубных деталей они не применимы.
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
- Наматывание;
- Обкатка;
- Вальцовка;
- Гибка труб на двух опорах.
Выбор способа гибки труб и соответствующего трубогиба зависит от диаметра трубы, толщины стенки трубы, материала трубы, радиуса гиба, требуемой точности, качества гиба, потребного количества изогнутых деталей, повторяемости изделий и ряда других факторов.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
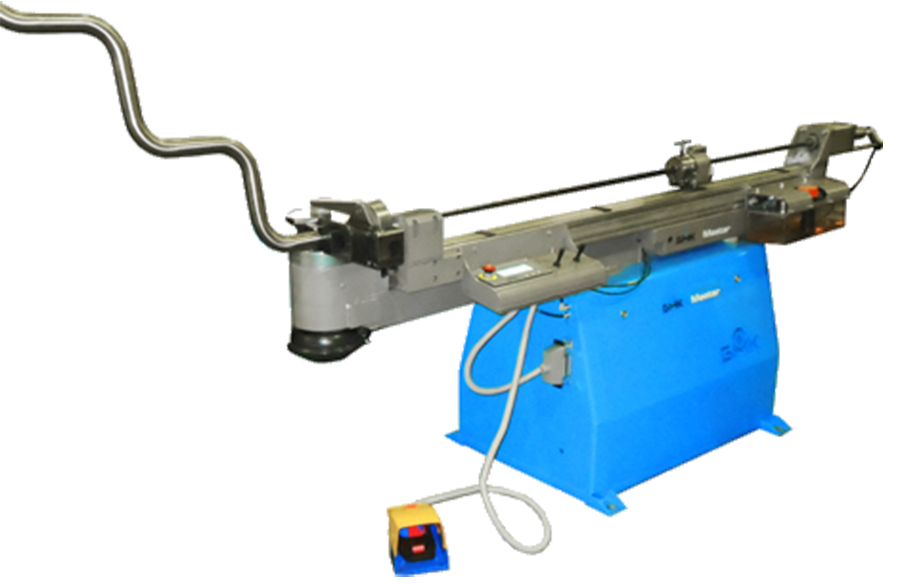
Полуавтоматический трубогиб СЕ-51 серии MASTER
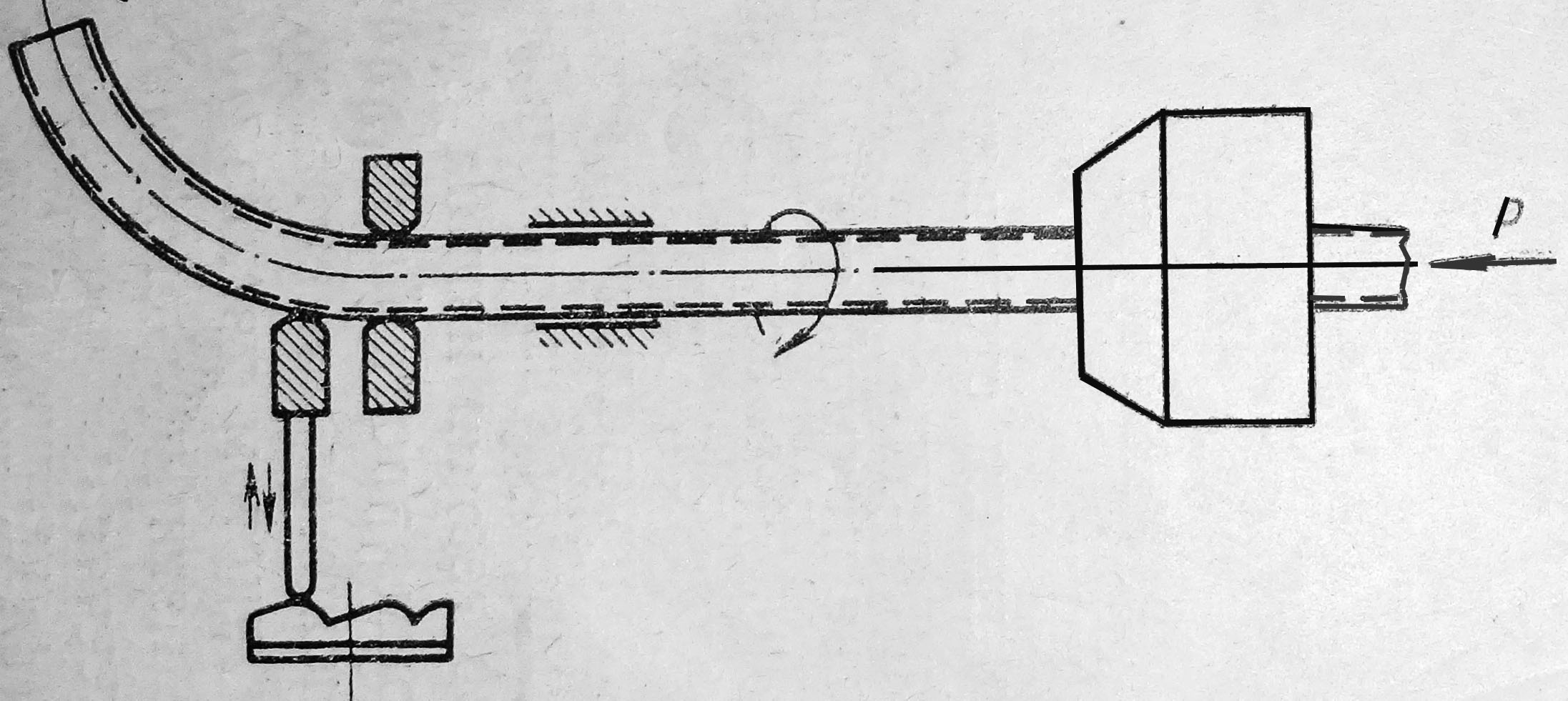
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X – гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО “БМК”, практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
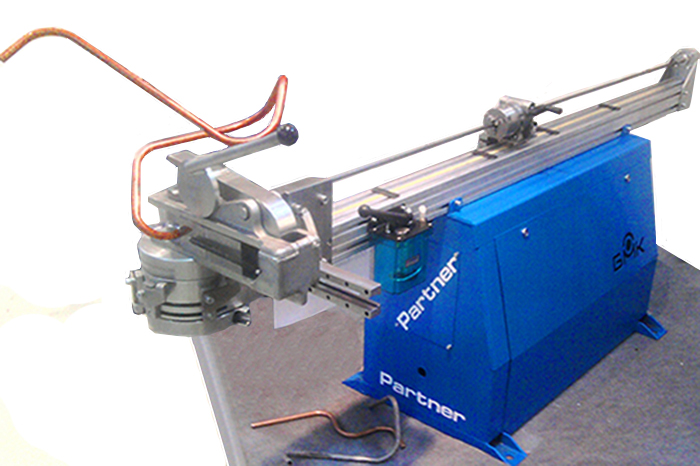
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов – Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
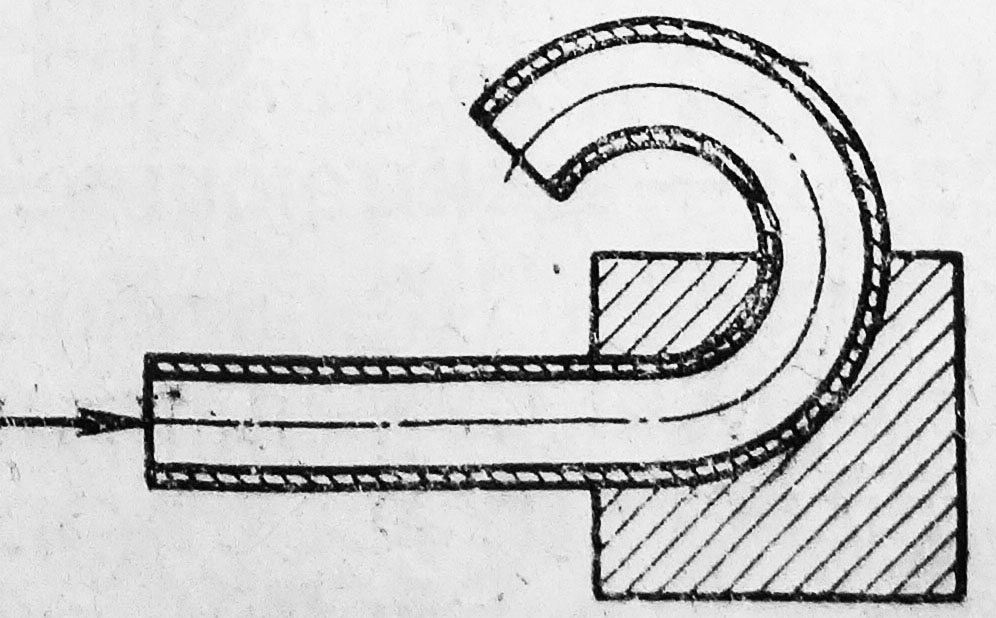
Трубогибочные станки работающие способом обкатки
Трубогибы и трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление )трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.
 Трубогиб бездорновый RE-60 серии TECHNIC
Трубогиб бездорновый RE-60 серии TECHNIC
Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %. Для достижения указанного значения овальности трубы в месте ее гиба на трубогибах и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба – сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала – стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
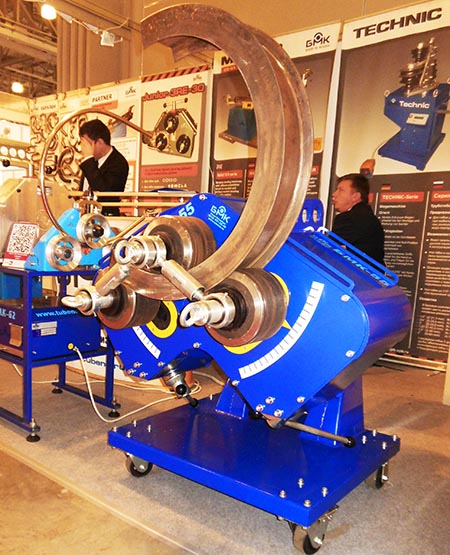 Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап – создание на трубогибочном станке преднатяга – задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап – непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
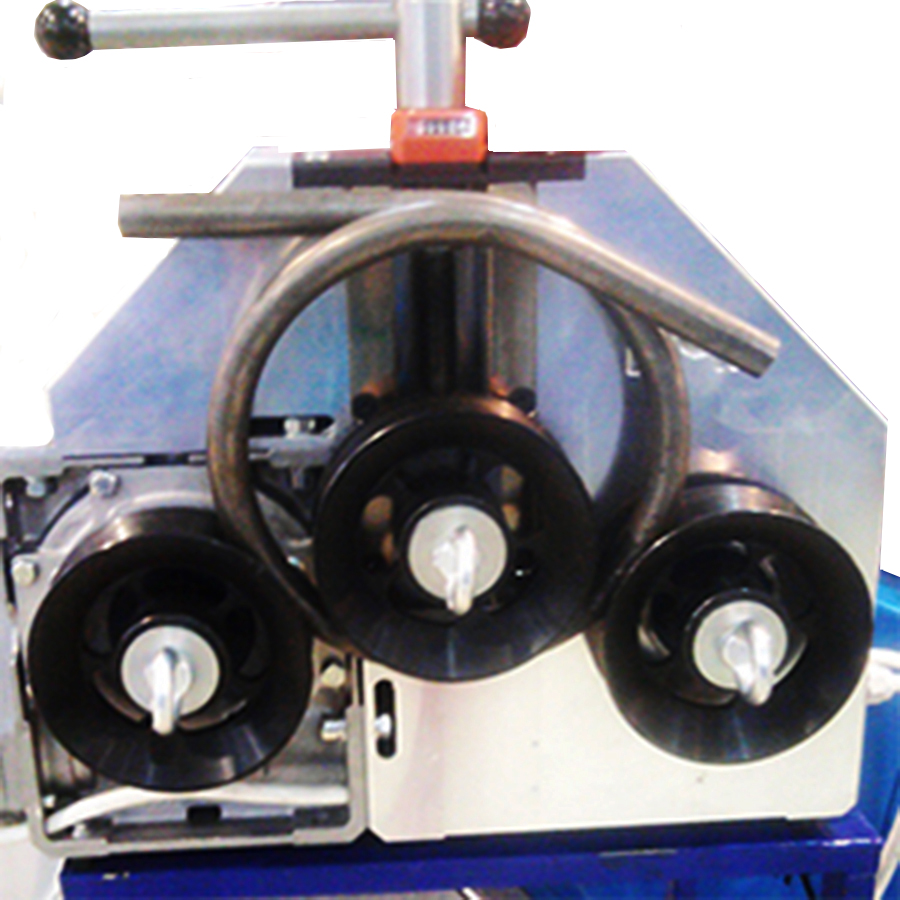 Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО “Балтийской Машиностроительной Компании” – 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах – интеллектуальная собственность ООО “Балтийской Машиностроительной Компания” Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО “Кировский завод”)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-96-88
Виды трубогибов для круглой трубы и правила использования, как сделать самому
При сборке системы отопления или водоснабжения из металлических труб нередко возникает необходимость их изогнуть, чтобы придать ту или иную форму. Для этих целей есть специальный инструмент – трубогиб, который можно как купить, хотя стоит он довольно много, так и изготовить самостоятельно. В настоящем материале мы расскажем о том, как самому сделать трубогиб для круглой трубы, а также какие виды этих изделий встречаются.

Сфера применения инструмента
Стоит отметить, что трубогибы для круглой трубы имеют довольно широкую сферу применения, и это далеко не одни только сантехнические работы. К слову, при монтаже сантехники необходимость видоизменять контур трубы возникает далеко не всегда. Как правило, для создания поворотов в трубопроводах используются поворотные фитинги и отводы. Под отводами подразумеваются согнутые по стандартным шаблонам в заводских условиях участки труб.
Для отводов предусмотрены некоторые ограничения:
- стандартный набор вариантов углов поворота – 45º, 60º, 90º, 180º;
- радиусы изгиба могут быть равны 1 или 1,5 Ду;
- соединение – только сварное.
В некоторых случаях индивидуальную систему отопления или водоснабжения невозможно вписать в такие жесткие рамки, да и сварочным способом крепления воспользоваться не всегда приемлемо. Тогда вам обязательно пригодится самодельный трубогиб для круглой трубы.

В приусадебных и дачных хозяйствах может быть множество ситуаций, когда возникнет необходимость изогнуть трубы. Это и создание теплиц и парников с необычными формами, и установка каркасов для винограда или плетущихся цветов, и строительство летнего душа или небольшого заборчика, словом, вариантов много. В основе всех этих сооружений лежит каркас из круглых труб или профиля, которым необходимо придать ту или иную форму. Вот тут то и пригодятся ручные трубогибы для круглой трубы.
Отметим, что таким ручным инструментом не стесняются пользоваться и профессиональные мастера, ведь он как нельзя лучше отвечает всем требованиям и параметрам хозяина. Созданный вручную инструмент позволяет производить работу качественно, поскольку пользоваться им очень удобно.
Разновидности устройств
С целью классификации изделий на различные категории применяют несколько признаков:
- Тип привода – ручной, автомат, гидравлика.
- Метод установки – портативный или стационарный.
- Принцип действия.

По принципу работы все трубогибы можно разделить на несколько типов:
- Наматывание. Упор расположен в начале места изгиба. Специальными зажимами трубу прижимают к подвижному ролику-шаблону. Этот ролик начинает вращаться, пропуская трубу между собой и упором. Так производится изгиб.
- Обкатка. При таком методе труба фиксируется возле неподвижного шаблона. Прижимной ролик начинает вращаться вокруг нее и постепенно сгибает трубу по размеру шаблона.
- Штоковый или арбалетный метод. Между двух неподвижных роликов фиксируют трубу. Давление на нее производится по центру с помощью шаблона, расположенного на штоке. Он постепенно опускается, сгибая трубу по центру между опорными стойками.
- Вальцовка (прокатка). В данном случае вальцовка труб предполагает, что для изгиба задействуются два вращающихся опорных ролика, размещенные по одной линии, и один центральный шаблон. От того, в каком соотношении расположены эти элементы, будет зависеть радиус изгиба. Как правило, давление на трубу оказывается центральным роликом.
Стоит отметить, что в трех первых способах работы есть один общий недостаток – в них радиус гиба трубы напрямую зависит от шаблона.
Сгибание трубы способом намотки, как правило, выполняют лишь на промышленном оборудовании, поскольку сделанный своими руками трубогиб для круглой трубы для этих целей подходит мало. У изделий, подверженных арбалетному методу обработки появляется слабое место – там, где верхняя часть шаблона воздействует на сталь. Этот участок подвергается сильному давлению и становится хрупким, ослабевает и истончается. В некоторых случаях труба может даже лопнуть – если ее стенки достаточно тонкие.
А вот метод вальцовки используется для формования конфигурации труб чаще всего. Более того, им пользуются на промышленных предприятиях для производства отводов.
Советы мастеров
Для того чтобы правильно изготовить инструмент, нужно выбирать его модель с учетом соотношения между радиусом изгиба и сечением труб. Эти данные можно найти в специальных рекомендациях в виде таблицы. И, хотя, приведенные там цифры являются оптимальными, все же радиус гиба может быть уменьшен.

Однако для этой цели понадобится дорн, который существенно усложнит работу. Если говорить о фабричных условиях, то помимо дорна в производстве часто применяют горячую вальцовку.
Вместе с тем, горячую прокатку можно выполнить и в домашних условиях, если в вашем распоряжении есть стационарный металлический трубогиб с неподвижной станиной. Тогда для прогрева труб используется паяльная лампа или газовая горелка.
Инструменты для изгиба труб, сделанные своими руками
Поскольку изготовить самодельное приспособление для гибки труб можно и из подручных, и б/у комплектующих, стоимость такого инструмента будет довольно низкой (подробнее: “Как сделать самодельный трубогиб – оптимальные способы”). Причем для изготовления самых простых трубогибов для круглой трубы своими руками чертежи не требуются. Для примера рассмотрим довольно простую конструкцию данного приспособления.
Основой для него будет служить плита из бетона, в которой были предварительно просверлены отверстия, а в них вбили штыри из металла, диаметром в 1″. Эти элементы нужно разместить с удалением не более 50 см друг от друга. Читайте также: “Как сделать простой трубогиб своими руками – доступные варианты”.

Для сгибания трубы, один из ее концов фиксируют между металлическими элементами и начинают оказывать давление на противоположный конец, пока она не приобретет нужную форму. После этого трубу оставляют в таком положении еще на некоторое время, чтобы она не разогнулась. Для этого также продевают на торцах трубы штыри из металла, которые приваривают к временной перемычке.
Собственно, это наиболее простой тип трубогиба, изготовить который не представляет проблем. Но есть и более технологичные изделия. О них напишем ниже.
Шаблонный трубогиб с ручным приводом
Таким инструментом производится гибка методом обкатки. Изготавливают его из дерева, оснастив ручным приводом.
Сначала согласно чертежу выполняется деревянный шаблон, форма которого будет совпадать с радиусом изгиба, а толщина должна быть больше, чем диаметр трубы. Профилирование, вырезанное на торцевой части шаблона, позволит упростить дальнейшую работу с инструментом. Чтобы получить нужный профиль, можно взять две доски, линия распила на которых скошена внутрь.

Основание, к которому будет крепиться шаблон, должно быть неподвижным. С одной из сторон к платформе привинчивают упор, после чего примеряют трубу. Если длина рычага окажется недостаточной, в трубу можно вставить отрезок арматуры. Во время гибки не нужно торопиться – важно, чтобы в процессе работы труба не сместилась и четко соответствовала форме шаблона.
Безусловно, такой примитивный механизм не является чем-то замысловатым и технически сложным. Тем не менее, для работы в домашних условиях он вполне приемлем, особенно, если нужно согнуть толстые трубы.
Трубогиб обкаточного типа из стали
Наиболее востребованным среди самодельных инструментов является обкаточный трубогиб. Шаблоны в нем делают из шкивов от двигателей. Хотя, некоторые предпочитают использовать шайбы с различным диаметром или выточить деталь на токарном станке. Рисовать чертеж в данном случае не обязательно, но желательно, например, для того, чтобы токарь мог правильно выточить детали для трубогибов для круглой трубы.
Такой ручной инструмент обкаточного типа изготавливают себе многие рачительные хозяева, которые постоянно что-то мастерят и улучшают в своем жилище. Достоинство такого трубогиба в том, что на нем можно работать с трубами для сантехники любого стандартного диаметра. А чтобы прилагаемое усилие стало больше, можно сделать рычаг длиннее.
Самодельный намоточный станок для гибки труб
По принципу действия такой инструмент похож на обкаточный. Однако с его помощью можно придать трубам форму кольца, что невозможно осуществить на любом другом устройстве. Если детально рассмотреть чертеж приспособления, то можно заметить, что щеки шаблонного шкива можно демонтировать, чтобы вынуть из него заготовку в форме окружности.

Стоит отметить, что трубогиб данной конструкции можно изготовить из любых доступных материалов, включая дерево, металл или текстолит.
Как изготовить трубогиб для круглых труб с гидравлическим приводом
Если речь идет о выполнении не просто каких-то домашних ремонтных работ, а о профессиональной деятельности, то стоит задуматься об изготовлении более сложного гидравлического трубогиба. С его помощью при гибке труб можно будет снизить затраты физических сил, ведь нагрузка придется на гидравлический домкрат.
На этапе составления чертежа устройства нужно предусмотреть, из какого материала будут изготовлены боковины. Оптимально для этого подойдет прут арматуры сечением 18-20 мм, а также уголки со стороной в 25 мм. Кроме того, для боковин понадобится листовое железо толщиной 10 мм с высверленными отверстиями для фиксации опор.
В качестве опоры используют трубку соответствующего диаметра, в которую нужно будет приварить болт сечением 18 мм. По центру опоры будет расположено полукруглое отверстие, что также нужно отразить на чертеже. В эту выемку должна будет упираться заготовка, которую будут сгибать на гидравлическом ручном трубогибе.

Для создания пуансона потребуется листовой металл 4 мм толщины, из которого нужно будет вырезать полукруглые заготовки. Радиус этих деталей должен соответствовать планируемому радиусу сгиба трубы. На следующем этапе берут трубу сечением 32 мм и разрезают ее на две части. Одну из частей загибают по форме пластин-заготовок, а после – все детали сваривают. Для дополнительной прочности пуансона в гидравлическом трубогибе, внутри него приваривают перемычки, обеспечивающие ребра жесткости.
В центральной части платформы приваривают трубку. Ее назначение – упор для гидравлического привода, которым служит домкрат. Все это нужно обязательно проработать и предусмотреть в чертеже, согласно которому будет производиться сборка гидравлического трубогиба. Кроме того, такая схема позволит подготовить перечень материалов и комплектующих, имеющих нужные параметры. При этом ряд элементов для инструмента нужно будет предварительно заказать у токаря.
Таким образом, собрать тот или иной тип ручного трубогиба не так уж сложно. Тем более что существует масса вариантов и чертежей готовых изделий, которые можно взять на вооружение, чтобы изготовить самостоятельно необходимый в хозяйстве инструмент.





