Технология производства пеноблоков: делаем сами

Технология производства пеноблока не сложная, надо только соблюдать технологический процесс. Его без проблем можно сделать своими руками в домашних условиях. Но разумеется при наличии свободных площадей.
В данной статье будет рассмотрена технология производства пеноблоков в домашних условиях, так же вы узнаете, какое оборудование понадобится и как это сделать. На видео в этой статье вы получите необходимую дополнительную информацию, которая поможет сделать производство рентабельным.
Технологии производства
Чтобы сделать пеноблок, нужно представлять весь технологический процесс, знать о всех нюансах работы и четко придерживаться рекомендаций профессионалов.

Производство пеноблоков технология
Такое производство может быть поделено на несколько этапов:
- Подготовка раствора для образования пены;
- Замешивание смеси на основе песка и цемента;
- Заливка уже приготовленной пенобетонной массы в специальную форму.
Соблюдая рекомендации и такую последовательность, можно в итоге получить качественное изделие, которое прослужит не один год.
Три варианта получения блоков:
- Пенобетон заливается в кассетные формы, сделанные из металла. На то, чтобы раствор застыл, уходит около десяти часов, после чего форму разбирают и достают уже готовые блоки. За сутки одна форма может быть использована дважды. Это значит, что при производстве двадцати кубических метров пенобетона за день, потребуется десять форм и работа в две смены.
- Во время изготовления формы применяют фрезеровку, а также лазерную резку. Формы являются универсальными, это значит, что в одной заготовке можно сделать перегородочный блок толщиной сто миллиметра и стеновые – двести миллиметров. Обычные размеры — 400х200х200, 600х300х100(200). Также формы могут обладать и другими размерами.
Внимание: Если объемы производства достигают сорока кубических метров в сутки, то технология заливки по формам более целесообразна с экономической точки зрения. К плюсам можно отнести небольшие вложения и простоту производства. К минуса: производство больших объемов затруднено, также существует привязанность к типоразмерам.
- Резка пенобетонных массивов на специальных установках. В самом начале смесь заливают в формы без перегородки, в итоге получается массив объемом в несколько кубов. Спустя четырнадцать часов пенобетон подают на резку, где с помощью пил из него выпиливают заготовки требуемого размера.
Внимание: Отличительной особенностью этого метода является высокая технологичность и производительность. При этом во время резки пенобетона можно добиться любых размеров. Минусы: большая стоимость и отход в виде крошки, которая появляется при пилении.
- Разливка смеси в специальную форму и их дальнейшая распалубка в автоматическом режиме. Вначале пенобетон заливают в формы, оборудованную перегородкой, где во время застывания получают готовый блок. Примерно спустя двенадцать часов формы поставляют в установку, где блоки выдавливают в европоддон, а формы при таких действиях смазываются автоматически.
Такой вариант достаточно производительный и прост. Но есть один большой недостаток: выпускаемые блоки привязывают к одному типоразмеру. Установка для автоматической распалубки не может быть перенастроена на выпуск блока с иными размерами.
Инструменты и материалы для выпуска пенобетона
Чтобы на строительной площадке или у себя во дворе сделать пенобетон, нужно заняться подготовкой. Для того чтобы все компоненты были тщательно перемешаны, нужно воспользоваться бетономешалкой. В противном же случае консистенция будет не однородной.
Для осуществления работ понадобятся следующие материалы:
- Заранее подготовленная форма, в которую в дальнейшем заливают пенобетон;
- Пеногенератор – специальное приспособление, которое создает воздушно-механическую пену;
- Отвердитель;
- Цемент марки М500 или М400.
В зависимости от применяемой пропорции материала получается различная плотность готового блока.
Внимание: Чтобы пеноблок имел среднюю плотность, соотношение песка и цемента должно быть один к одному. Пенообразователь берут так: на один килограмм не более четырех граммов.
При подготовке лучше всего пользоваться цементом высокого качества. Что же касается песка, то его предварительно просеивают, чтобы в нем не было грязи и примеси глины.
Помимо всего прочего, песок должен быть мелки, его фракция не превышает двух единиц. Как только раствор и цемента и песка будет готов, в него постепенно, соблюдая дозировку, вводят пенообразователь.
Для того, чтобы сделать своими силами такое средство, нужно использовать:
- Едкий натрий сто пятьдесят граммов;
- Килограмм канифоли;
- Небольшое количество столярного клея.
Все компоненты нужно измельчить. Нагреваем смесь и доводим ее до однородной консистенции. Чтобы получить рабочий раствор готовую смесь разводим водой. Необходимо отметить, что важным условием является использование пеногенератора.
Особенности и этапы формирования блока
Последним этапом производства считается заливка смеси в готовую форму. В качестве формы можно использовать опалубку или кассеты, которые без особого труда можно сделать своими руками.
Стенки форм смазывают специальным средством, в чьем составе нет жира. Это дает возможность оштукатуривать поверхность стен блоков. На сегодняшний день рассматривают два способа производства блоков: резка и литье.
Технология литья
Под данным методом понимают применение формы, в которую осуществляют заливку готовой смеси. В данном состоянии раствор хранится до того момента, пока не будет достигнута необходимая прочность. Средняя высота таких кассет равняется шестидесяти сантиметрам.
К главным недостаткам такой техники относят:
- Деформация плоскости (такое может случиться, когда для формы был использован тонкий металл, и тяжесть раствора немного изменила первоначальную форму);
- На одном из торцов появляется вероятность появления так называемой горбушки;
- При снятии опалубки углы блока могут повредиться.
Такие моменты могут происходить из-за некачественной смазки металлических стенок или нехватки прочности пенобетона. Главным преимуществом такой технологии является отсутствие дорогого оборудования, необходимого для нарезки блока.
Вариант с резкой
При такой технике выделяют два этапа. Первый – готовый раствор заливается в большую емкость. После того как он достигнет нужной прочности, используя специальной устройство, осуществляют резку блоков по заданным размерам.
Главный плюс этого метода:
- Размеры будут точно совпадать с заявленными;
- Все плоскости ровные;
- Срезается горбушка;
- Эстетическая привлекательность.
К минусам относят резку, а также время застывания. Упустив момент, когда нужно провести разрезку, можно получить плохой конечный вариант.
Преимущества баро-метода
Бароустановка, применяемая для самостоятельного выпуска пенобетона выгодна в том случае, если вы решите поставить производство на поток.
- При данном варианте поры получаются крупными, что оказывает влияние на конечный вес продукта, делая его меньше;
- С помощью установки можно выпускать блоки с любыми характеристиками качества;
- Она позволяет получать различные размеры и конфигурации пеноблоков;
- При помощи агрегата можно добиться получения пенобетонной смеси, которую используют для усиления звукоизоляции и утепления стен.
Блоки, сделанные на баро-установке, сделанные самостоятельно, будут стоить меньше, потому что для их производства не понадобится аренда большого помещения. Такая установка занимает примерно квадрат и может работать под открытым небом.
Также отсутствует необходимость в привлечении дополнительных рабочих из-за того, что агрегат работает полностью в автоматическом режиме.
Оборудование
Пеноблоки технология производства предполагает и закупку необходимого оборудования. На современном рынке промышленного оборудования существует огромное количество профессиональных установок, которые предназначены для выпуска пенобетона.

Внимание: Но стоит учитывать тот момент, что парогенератор можно вполне собрать самому. Работа домашней установки строится на принципе двойных вентилей.
Суть состоит в том, что две крана для регулировки задают плотность пены. Два запорных крана, наоборот, останавливают подачу материала. В самом начале человек задает значения подачи пены, а последующая раздача регулируется с помощью запорного крана.
Рекомендации по изготовлению пеноблоков
Чтобы конечный результат получился хорошим, необходимо соблюдать некоторые правила:
- При создании формы можно воспользоваться листовым прокатом или фанерой. Также в обязательном порядке следят за тем, чтобы геометрия формы была правильной;
- Перед заготовкой раствора песок стоит просеять: такими действиями вы уберете весь мусора и крупные фракции. Цемент и песок хорошо смешиваются в сухом виде, и лишь после этого небольшими дозами вливаем воду. В последнюю очередь добавляют пенообразователь. Все ингредиенты перемешиваются в течение нескольких минут;
- Заготовку из металла необходимо смазать специальным препаратом, что позволяет без особых проблем отделить пенобетон от формы. Если форма изготовлена из фанеры, то ее стенки лучше покрыть полиэтиленом;
- На сушку блоков уходит около сорока восьми часов (при условии, что температура не превышает пятидесяти – шестидесяти градусов);
- Для того чтобы сушка пеноблока проходила быстрее, в его состав вводят добавки, направленные на сокращение время застывания. Наиболее простым вариантом считается хлористый кальций, который добавляют в соотношении один – два процента от общего количества цемента.
Технология изготовления пеноблоков в домашних условиях не такая и сложная. Только перед началом производства стоит все тщательно взвесить. Сразу надо подумать и о подключении трех фаз.
Ведь оборудование довольно энергоемкое. Так же и решить вопрос стеллажей для сушки готового материала. Ведь конечная цена будет зависеть о затрат и инструкция поможет вам их избежать.
Технология изготовления пеноблоков: подготовка сырья, формование пеномассы, заливка в опалубку и твердение массива. Необходимое оборудование
Ячеистый бетон (пенобетон) – это искусственный пористый камень, отлично заменивший кирпич и другие строительные аналоги, вплоть до дерева. В его герметичных ячейках содержится наиболееэффективный теплоизолятор — воздух.
Особая технология изготовления пеноблока делает этот пористый бетон, как и древесину, легким и превосходно сохраняющим температуру в доме, тогда как кирпич– холодный и тяжелый материал.
Изделия из пенобетона
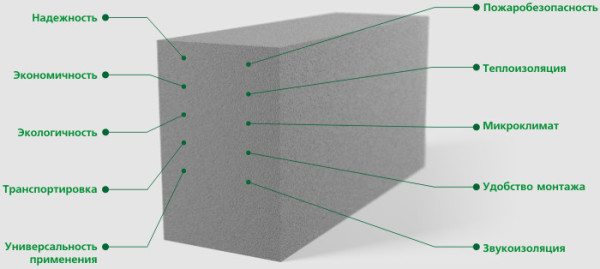
К многочисленным важным преимуществам данных блоков относятся их негорючесть, легкость обработки, долговечность. Но помним, что пенобетон разных марок отличается по плотности, тем самым обеспечиваясвою универсальность.
Например, он подходит для несущих наружных стен, для перегородок внутри дома, для крыш и перекрытий между этажами как идеальный тепло и звукоизолятор.
Особенности блоков
- Пенобетон по качеству лучше газобетона автоклавного твердения.
- Уточним, что технология производства пеноблоков в домашних условиях сделает кв. м стены намного теплее, чем привычный кирпич, но дешевле в 3 раза.
- Пеноблоки экологически чистые, но в отличие от дерева абсолютно не загнивают, в них никогда не поселятся насекомые или грибок.
- Низкая его цена обусловлена рациональной технологией и минимумом оборудования: из цикла исключен помол компонентов в специальных шаровых мельницах, а также не нужна автоклавная обработка. Поэтому стоимость пеноблоков в 2 раза меньше, чем газобетона.
Технологии производства
Новая технология производства пеноблока неавтоклавного твердения дает изделия с плотностью от 250 до 1700 кг/м3, причем как на стационарных, так и на построечных площадях. Производительность: 1,5 — 10 м3/час.
При двухстадийном способе мы обеспечиваем обычное механическое перемешивание цемента, воды, песка с заранее приготовленной в пеногенераторе высококачественной пеной. Пену подаем в смеситель с уже размешанным бетоном.
При одностадийном способе применим баросмеситель, дающий и бетонное тесто, и пену.
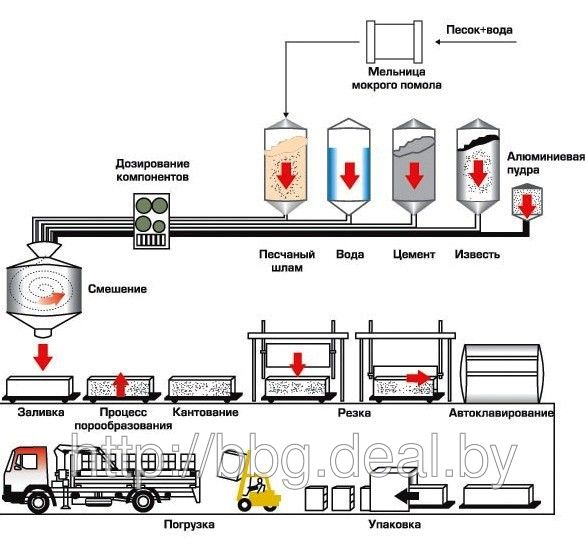
Процесс изготовления пеноблоков
Подготовка сырья
Компоненты производства пеноблоков:
- цемент ПЦ-500 D0 либо ПЦ-400 D0;
- песок с допустимыми 3% глины и модулем до 3 Мкр;
- пенообразователь;
- вода до +25 С.

Портландцемент М400 или М500 и мелкий песок образуют бетонную массу.
На наш выбор — сертифицированные российские пенообразователи:
- СДО из смолы древесной омыленной;
- клееканифольный пеноконцентрат из сосновой канифоли;
- костный клей, едкий натр;
- «Морпен» или «Пеностром».
Если водоцементное соотношение минимум 0,4, можно добавлять пену. Уменьшение воды дает блоки с большой объемной плотностью, разрушая пену.
Приготовление по классической схеме технологической пены
- Современная технология пеноблока рекомендует предварительно отдельно развести пеноконцентрат водой и залить в рессивер пеногенератора.
- Под давлением этот концентрат выходит в пеногенератор, где вспенивается от сжатого воздуха из компрессора.
- Сопроводительная инструкция гарантирует расход пеноконцентрата до 5 грамм на каждый килограмм цемента.
- 1 загрузка пеногенератора DS-60 пеноконцентратом клееканифольным рассчитана на производство пены для 6 м3 пенобетона.
Качественная пена приобретает белый цвет и удерживается в любом положении.
Приготовление пенобетонной смеси
Последовательность приготовления смеси:
- Засыпаем песок.
- Добавляем цемент.
- Перемешиваем до однородности.
- Заливаем водой.
- Перемешиваем до пластичной массы.
- Пеногенератор подает порцию пены в смеситель по шлангу, и за 3 минуты мы получим нужный раствор.
Формование пеномассы
Есть разные способы формования:
- наливное с применением опалубки;
- штучное со специальной формоостнасткой;
- штучное с формоостнасткой и резательным оборудованием.
- Пенобетонную смесь мы выкладываем в собранную, очищенную и смазанную формооснастку с последующим армированием.
- Если подвижность пенобетонного раствора превышает 60 см, то эта текучая консистенция хорошо заполнит пустоты любой конфигурации, а также не нуждается в вибрации и уплотнении.
Подготовительные операции
Обратите внимание!
Даже через какое-то время объем смеси не изменится, она не расслоится, как обычный бетон: поры устойчивы и без пластификаторов, поэтому пеномасса бетононасосом легко проходит по трубопроводу.
Заливка в опалубку
- Подойдет алюминиевая, пластмассовая, металлическая, деревянная опалубка. Кстати, деревянную опалубку за час до бетонирования надо щедро пропитать водой.
- Только герметичная опалубка нужна для литого пористого бетона. Тогда смесь не будет вытекать.
- Давление на вертикальную опалубку возрастает на 30% сравнительно с обычным бетоном, поэтому закрепляем ее максимально прочно.
- Легкий пенобетон вообще не требует вибрации, и опалубка может быть попроще.
Совет!
Для устранения адгезии с бетоном опалубку покроем эмульсионной смазкой, что также сгладит поверхность пенобетона.
При этом даже опалубки криволинейной формы дадут отличный результат.
Операции подачи смеси
- Подаем бетононасосом готовую смесь в приемную воронку или прямо в конструкцию. Можно использовать и бадью.
- Для пенобетона подойдет винтовой или поршневой насос. Но лопастные насосы уничтожат воздушные ячейки.

Твердение массива
Опалубку, заполненную пенобетоном не надо трогать в течение 6 часов, чтобы не нарушить пористость.
Отформованная пеномасса твердеет в обычных условиях (не ниже +7 градусов), но можно ее и прогревать горячим воздухом, паром. Для ускорения процесса применяют специальные добавки.При t +22°С через 7 дней пенобетон набирает 70% прочности.
Рекомендации специалистов для всех, кто хочет сделать блоки своими руками:
- после укладки стоит накрыть пеноблоки полиэтиленовой пленкой;
- в жару целую неделю каждые 4 часа поливать водой поверхность пенобетона.
Оборудование

Предприятия изготовляют оборудование для производства пеноблоков под заказ. Комплектация установок по требованию дополняется формами, резательным агрегатом и прочими аппаратами.
Пенобетоносмеситель турбулентный
![]()
Рациональная комплектность оборудования:
- компрессор;
- смеситель;
- колеса;
- воздушный шланг;
- шланг для пенобетона;
- паспорт, чертежи.
Производительность максимальная — 2 куб.м/час. Стоимость такого вида оснащения окупается за 1 месяц.
Установка типа УПБ

Установка компактна, проста для монтажа и ее эксплуатации. Для получения
Оптимальная производительность такой установки для пеноблоков требует участия 5 человек.
- парогенератор;
- смеситель;
- компрессор;
- насос;
- пульты управления;
- рукав напорный;
- технологические указания, чертежи.
Стоимость агрегата (от 500 000 руб.) окупится за 4 месяца при целесообразной производительности – 5 м3/час.
Дополнительное оборудование

- Новейший поризатор весом 70 кг и габаритами 40х20х20 см. Скорость — 140 вращений в секунду. Инновационный поробетон не дает ни малейшей усадки и очень прочный.
- Резательный комплекс пилит натянутыми струнами с точностью до 1 мм.

- Формоостнастка кассетная: форма металлическая с 7-ю верхними и нижними ячейками для пеноблока 186х197х385 мм (64 блока на 1 заливку), либо для блока 199х299х600 мм (40 блоков за 1 заливку).

Вывод

Пенобетон новейшей технологии (без автоклавного и без парового циклов) улучшил свои качества:
- отличные тепло- и шумозащитные свойства;
- усиление противопожарной устойчивости;
- долговечность;
- его экологическую чистоту подтверждает сертификат Минздрава России;
- очень экономичен: 1 м3 в 2,5 раза дешевле керамзитобетона и кирпича.
Сейчас есть 3 ценные технологии производства ячеистого бетона.
- Классическая: в раствор из цемента и песка добавляем пену из пеногенератора. Органические пенообразователи -гидролизаты протеинов – усиливают прочность пеноблоков.
- Сухая минерализация: в пенобетонную смесь пеногенератор подает низкократную пену с особыми порами, у которых гладкие стенки.
- Баротехнология: пеномасса образуется под давлением. В баросмеситель заливаем воду и все прочие компоненты, в том числе и пенообразователь. А компрессор нагнетает воздух, создавая давление. Синтетический пенообразователь улучшает качество блоков.
- подготовка форм – сборка и смазка;
- приготовление смеси — дозировка, перемешивание и заливка;
Видео в этой статье обеспечит вас дополнительной информацией по данной теме.
Обзор технологий производства пенобетона

В большинстве случаев для производства пенобетона используют одну из двух технологий – баротехнологию или классическую технологию. Далее мы рассмотрим оборудование для этих технологий, а также способы производства пенобетонных блоков.
Все оборудование произведено заводом Строй-Бетон и отличается высоким качеством и надежностью. Оборудование работает не только в России и СНГ, но и в дальнем зарубежье.
Виды оборудования для различных технологий производства пенобетона:
1. Мобильные установки без пеногенератора (пенобетонные установки Санни-014 и Санни-025 ), работающие по принципу баротехнологии. Данные установки позволяют получать пенобетон без пеногенератора. Производительность установок 20 и 40 куб.м. пенобетона в сутки, соответственно. Плюсами данных установок являются дешевизна и простота получения пенобетона. Минусами повышенный расход пенообразователя, сравнительно небольшая производительность и меньшая прочность получаемого пенобетона, по сравнению с оборудованием на базе пеногенераторов.
2. Установки для пенобетона Фомм-Проф, созданные на базе немецкого пеногенератора. Работают по классической технологии пенобетона. Установки смонтированы как единый комплекс и позволяют получать до 100 куб.м. пенобетона в сутки. Плюсами данных установок являются высокая производительность, небольшой расход пенообразователя, легкая встраиваемость в технологические линии производства, получение пенобетона с большей прочностью и более низкой себестоимостью. Минус – более высокая цена по сравнению с мобильными установками.
Вне зависимости от типа установки и вида технологии производства пенобетона, в ней получается пенобетон. Если заливать этот пенобетон на стройке в опалубку, то кроме одной из этих установок и компрессора к ней, более ничего не нужно. Если производить пенобетонные блоки, то понадобится заливать выходящий из установок пенобетон в формы для получения блоков.
Способов получения блоков три:
1. Заливка пенобетона в кассетные металлические формы. Залитый пенобетон застывает в течение 10 часов, после этого форма разбирается, и из нее достаются готовые блоки. Одну форму можно использовать 2 раза за сутки. Соответственно, если производить 20 куб.м. пенобетона в день, то нужно 10 форм и 2-х сменная работа.
Мы производим высокоточные формы для пенобетона с отклонением размеров на блок не более 1 мм. При изготовлении формы применяется лазерная резка и фрезеровка. Формы универсальные, т.е. в одной и той же форме можно производить и перегородочные блоки толщиной 100 мм и стеновые толщиной 200 мм. Типоразмеры форм – 500х300х100(200), 600х300х100(200), 400х200х200. Возможна поставка форм других типоразмеров.
При объемах производства до 40 куб.м. блоков в день технология разливки по формам экономически более целесообразна. Плюсы: сравнительно небольшие вложения и простота производства. Минусы: трудно производить большие объемы, привязанность к типоразмерам.
2. Резка пенобетонных массивов на резательных установках. Сначала пенобетон заливается в формы без перегородок, где получается большой массив объемом 2-3 куб.м. Примерно через 14 часов пенобетон подается на резку, где из него пилами автоматически выпиливаются блоки нужного размера.
Данный метод отличается высокой производительностью и высокой технологичностью. Причем, при резке пенобетона можно получать блоки любых типоразмеров. Минусы: высокая стоимость и отход 0,5% в виде крошки от пиления.
3. Разливка пенобетона в специальные формы и их последующая автоматическая распалубка Сначала пенобетон заливается в специальные формы с перегородоками, где при застывании получаются готовые блоки. Примерно через 14 часов формы подаются в установку автоматической распалубки, где блоки выдавливаются на европоддон, а формы при этом автоматически смазываются.
Данный метод прост и производителен. Большой недостаток: привязанность к одному типоразмеру выпускаемых блоков. Установку автоматической распалубки невозможно перенастроить на производство блоков других типоразмеров.
Добавки для производства пенобетона:
Для производства пенобетона, также понадобится пенообразователь, ускоритель твердения (для производства пенобетона при температуре ниже + 15 или выше + 30) и смазка форм. Все это можно приобрести у нас. Т.к. мы являемся разработчиками и производителями, то продаем качественные продукты по низкой цене. Цены на все добавки можно посмотреть в прайс-листе, описания сертификаты можно посмотреть там же в дополнительном описании позиции.
Себестоимость пенобетона:
Расчет себестоимости пенобетона можно посмотреть в отдельном бизнес-плане. Здесь скажем только, что она получается около 786рублей. Естественно, в разных регионах цены на сырье разные и себестоимость будет меняться. Для этого мы сделали файл с автоматическим расчетом себестоимости. Скачать его со страницы бизнес-планы производства пенобетона.
Необходимые площади для производства:
Естественно, что необходимая площадь зависит от планируемых объемов производства. Если производить пенобетонные блоки весь год, то для производства 10куб.м. пенобетона необходимо около 150кв.м. Если производить пенобетон только в летнее время, то песок и готовую продукцию можно хранить на улице и необходимые площади уменьшаются до 80кв.м.
Расход материалов на 1 куб.м. пенобетона:
Количество материалов зависит от производимой плотности. Плотность пенобетона обозначается цифрой, которая равна весу 1куб.м. Самые распространенные плотности 800 и 600. Приведен расход компонентов для них. Расход материалов для других плотностей есть в паспорте оборудования.
Технология производства пенобетона
Популярность пенобетона значительно возросла при осуществлении строительных мероприятий. Здания, построенные из вспененного бетона, отличаются высокой степенью теплоизоляции, обеспечивают комфортный температурный режим помещения. Производство пенобетона осуществляется растущими темпами, позволяет максимально удовлетворить требования застройщиков.
В настоящее время продукция востребована на рынке строительного сырья и применяется при постройке коттеджей, загородных домов, выполнении перепланировки, утеплении помещений. Если кратко охарактеризовать пенобетон, то это затвердевший массив, включающий пеноконцентрат, портландцемент и воду.

Пенобетон – это разновидность бетона, имеющая ячеистую структуру
Технологический процесс изготовления композита достаточно простой, однако он требует определенных знаний. Для новичков, не сталкивавшихся с производством этого материала, процесс изготовления представляет некоторые сложности. Освоение производства требует значительных финансовых ресурсов для создания качественного композита.
Технология производства пенобетона основывается на применении качественного сырья, выполнении работ с помощью специального оборудования. Это способствует получению экономически выгодной, качественной продукции, удовлетворяющей требованиям заказчиков.
Компоненты для приготовления вспененной смеси
Изготовление пенобетонных блоков осуществляется согласно рецептурам, регулирующим процентное содержание ингредиентов в зависимости от необходимой плотности композита. Все виды рецептур предусматривают наличие следующих составляющих:
- Портландцемента, маркировка которого М400 и выше. Увеличение марки цемента способствует улучшению качественных характеристик вспененного состава.
- Заполнителей, в качестве которых могут применяться крупные фракции керамзита, двукратно повышающие прочность пористого состава. Использование мелкого песка обеспечивает плотность 0,6 т/ м³. Более предпочтителен речной песок, имеющий размер до 0,2 мм, который не содержит инородных включений. Не допускается превышение концентрации глины более 3%.
- Воды, процентная концентрация которой определяется расчетным путем. До введения пены соотношение воды и цемента должно быть не меньше 0,38. Уменьшение водоцементного отношения вызывает увеличение объемного веса изделия. Это вызвано тем, что бетон впитывает воду, частично нарушая пену, вызывая уменьшение ее количества. Оптимальная пропорция отношения воды к цементу – 2:5. Температура воды не должна превышать 25 градусов Цельсия.
- Пенообразователя, в качестве которого используется пеноконцентрат на основе протеина, костного клея или сосновой канифоли. Срок хранения состава не должен превышать две-три недели с момента подготовки. Температурный режим при хранении находится в интервале от 5 до 30 градусов Цельсия.

Пенобетон, технология его изготовления настолько проста, что при желании ее легко воспроизвести даже в домашних условиях
Методы изготовления
Способы производства вспененных блоков могут быть различными. Принимая решение об освоении производства, следует определиться с технологией, которая называется:
- классической, при которой в предварительно подготовленный цементно-водный состав вводится пена, поступающая по магистралям из пеногенератора;
- баротехнологией, позволяющей получать пенобетонный композит без применения пеногенератора. Процесс предусматривает взбивание при высокой частоте рабочего органа смесителя обильной пены, в которую вводятся песок и цемент;
- поризационной, используемой для заливки вспененного массива, заполнения пустот, заливки перекрытий непосредственно в условиях строительной площадки. Изготовление осуществляется с помощью передвижных установок, которые позволяют отдельно приготовить цементно-песчаный раствор, подать насосом воду. Поризатор изготавливает качественную пену, подаваемую по магистрали. При этом готовый пенобетон по специальным шлангам подается в форму, где застывает.
Принимая решение о методе изготовления, оцените экономические стороны, тщательно продумайте, какие преимущества будет иметь изготовленная вами продукции по сравнению с изделиями, предлагаемыми другими поставщиками.

В зависимости от вида используемого пенообразователя и принятой технологии, выбирается метод приготовления пенобетона
Классическая технология
Рассмотрим более детально классический способ производства, который является наиболее распространённым методом изготовления пенобетона.
Производство пенобетона классическим путем предусматривает наличие следующего оборудования и инструмента:
- Устройства для смешивания бетона.
- Просеивателя.
- Соединительных магистралей.
- Парогенератора.
- Устройства для дозировки воды.
- Компрессора.
- Комплекта точных форм для отливки изделий.
- Погрузчика для автоматизированной подачи сырья или инструмента (ведра, лопаты) для выполнения работ вручную.
Этапы выполнения работ включают следующие стадии:
- подготовку необходимых ингредиентов (цемента М500, мелкого песка, воды);
- приготовление вспененной массы путем введения предварительно разведенного пеноконцентрата в емкость пенообразователя;

Приготовленная смесь транспортируется посредством насоса в монолитную конструкцию или форму
- изготовление пенобетонного состава, для чего в миксер загружается песок и цемент, производится их смешивание до обеспечения равномерной консистенции. Затем вводится вода и поступающая из пеногенератора подготовленная пена, которая на протяжении 3 минут интенсивно смешивается с цементно-песчаным раствором;
- формовку изделий в предварительно смазанные специальным формовочным составом емкости, где пенобетонный состав должен отстояться на протяжении 12 часов;
- сушку продукции после разборки опалубки, извлечения готовых изделий на поддоны. Окончательное застывание изделий производится в помещении.
Продолжительность твердения массива определяется температурным режимом помещения и составляет:
- Двое суток при температуре 22 градуса Цельсия. В течение этого времени изделия приобретают до 70% необходимой прочности.
- Восемь часов, если выдерживается на протяжении этого времени температура 50 градусов Цельсия.
Технологический цикл изготовления может осуществляться в помещениях, имеющих источник водоснабжения, хорошую вентиляцию, отопление. Указанная технология производства пенобетона может быть реализована на участке, разбитом на следующие зоны:
- место, где будет осуществляться хранение ингредиентов, площадью порядка 60 м 2 ;
- производственная зона, где осуществляется цикл изготовления – 110 м 2 ;
- сушильная камера – 80 м 2 ;
- склад хранения готового сырья площадью до 100 м 2 .

Отличительные черты данной технологии производства – готовая смесь заливается в заранее подготовленные формы, размеры таких форм могут быть разнообразны
На указанных площадях можно изготавливать до 40 м³ пенобетонных изделий ежесуточно.
Помните, что 1 метр кубический пенобетона позволяет изготовить 28 пеноблоков (размером 600х300х200 мм), которые являются наиболее востребованными видами изделий. Зная стоимость готовой продукции, тщательно проанализировав расходы, можно принять решение о целесообразности изготовление пенобетона по классической технологии.
Методы получения готовой продукции
Различные способы производства блоков позволяют получать готовую продукцию следующим образом:
- Методом заливки жидкого пенобетона в групповые металлические опалубки, в которых процесс твердения осуществляется на протяжении 10 часов с последующей разборкой формы. Технология обеспечивает возможность применения одной формы дважды на протяжении одних суток. Данный способ при небольших финансовых вложениях и простоте изготовления не позволяет выпускать значительные объемы продукции, и привязан к размерам форм.
- Путем резки пенобетонного массива на специальном резательном оборудовании. Предварительно подготовленный состав подается в цельные формы, где отсутствуют перегородки. Он застывает единым массивом. Спустя 12 часов после заливки композит подвергается резке с помощью автоматических пил. Метод позволяет получать готовые блоки необходимого размера, отличается высокой эффективностью, но при этом достаточно затратен и сопровождается наличием отходов, полученных при распиловке.

Готовый пенобетон укладывается в одну большую опалубку, где и набирает свою первоначальную прочность, после чего, этот монолит освобождают от этой формы и разрезают на блоки специальным станком
Преимущества резки массива
Применение специальных пил ленточного типа обладает рядом неоспоримых достоинств, главными из которых являются:
- отсутствие на гранях изделия сколов, значительно уменьшающих трудовые затраты по обеспечению плоскостности поверхности продукции;
- соблюдение заданной геометрии вспененных блоков, позволяющее осуществлять их кладку с небольшой толщиной шва;
- улучшение товарного вида готового изделия, связанное с отсутствием на поверхности следов смазки, что улучшает адгезию, значительно упрощает выполнение штукатурных работ;
- возможность производства пенобетона различной конфигурации, согласно индивидуальным требованиям заказчиков, что упрощает кладку, ускоряет сроки возведения объекта.
Благодаря комплексу этих положительных моментов производители пенобетона уверенно переходят на данную технологию.

Может понадобиться и такое оборудование для производства блоков из пенобетона как автомат для резки пеноблоков (если литье производится в одну общую форму)
Особенности поризационной и баротехнологии
Данные процессы позволяют изготавливать бетонную продукцию без использования пеногенератора. Для реализации методов используется специальное мобильное оборудование, принцип действия которого основан на баротехнологии. Мобильные установки позволяют изготавливать ежесуточно до 100 кубических метров пенобетона, отличаются доступной ценой, легкостью получения продукции.
Положительными чертами данного оборудования является:
- повышенная производительность;
- незначительный расход пенообразующих компонентов;
- возможность встраивания в технологический цикл;
- высокая прочность полученных изделий;
- низкая себестоимость продукции.
Баротехнология предполагает подачу в миксер всех требуемых ингредиентов, согласно рецептуре. Состав под определенным давлением перемешивается на протяжении 5 минут, и готовый раствор во вспененном виде под давлением подается по магистрали для формовки.
Характеристики полученной продукции
Независимо от того, какой технологический процесс используется при изготовлении пенобетонных изделий, они являются достаточно популярными материалами, что связано со следующими характеристиками блоков:
- Значительным уровнем теплоизоляции, связанным с пористой структурой массива и позволяющим значительно уменьшить затраты на поддержание комфортного температурного режима помещения.
- Увеличенной устойчивостью к пониженным температурам, которая составляет порядка 40 циклов замерзания, что является значительным сроком.
- Повышенной стойкостью к воздействию открытого огня, значительной температуры, что позволяет эксплуатировать пенобетонные конструкции даже при экстремальных ситуациях.
- Хорошим уровнем шумовой изоляции, затрудняющим проникновение посторонних шумов во внутреннее помещение здания.
- Отличной проницаемостью воздухом, позволяющей осуществлять воздухообмен и затрудняющей развитие микроорганизмов, грибков на поверхности.
Итоги
Технология производства пенобетона вполне понятна, доступна для практической реализации. При желании самостоятельно организовать производство изделий, необходимо детально ознакомиться с особенностями технологии, выбрать требуемое оборудование и проконсультироваться со специалистами.
Пенобетон своими руками: состав, оборудование
В современном индивидуальном малоэтажном строительстве (зданий, торговых площадей, складов и т.д.) широко применяется пенобетон. Это обусловлено низкой ценой и высокими эксплуатационными характеристиками материала (низкая теплопроводность, небольшой вес и т.д.). По многим техническим параметрам он лучше кирпича и обычного бетона (железобетона). Кроме того, пенобетон выполняет функцию утеплителя.
Благодаря использованию новых технологий производителям удалось сделать данный материал доступным, потому что раньше он дорого стоил. Поэтому сегодня дома из пенобетона можно встретить в любом регионе РФ.
Общее описание материала
Этому материалу свойственна пористая структура из воздушных пузырьков. Благодаря ей пенобетон обладают низкой плотностью и теплопроводностью, что позволяет использовать его как теплоизоляционный, конструкционно-теплоизоляционный и конструкционный материал.
Данный стройматериал поддается различной обработке, в том числе может быстро разрезаться.
Пенобетон характеристики
Основные параметры пенобетона приведены ниже.
| Параметр | Значение |
|---|---|
| Коэффициент теплотпроводности, Вт/(м*С) | 0,09-0,38 |
| Плотность (объемный вес), кг/м3 | 400-1200 |
| Марка по плотности | D400-800, D1000-1200 |
| Класс прочности бетона на сжатие | класс В 2.5 при D700 |
| Паронепроницаемость, мг/мчПА | 0,2 |
| Водопоглощение, % от массы | 10-16 |
| Морозостойкость не менее | 25 циклов |
| Кладка. /толщина кладочного шва, мм | на клей, раствор/10мм |
| Средняя усадка готовой кладки, мм/м | 2-3 |
| Возможность армирования кладки | Нет |
| Средняя толщина однослойной стены, м | 0,63 |
Использование пеноблоков позволяет:
- Уменьшить стоимость строительства (не нужно дополнительно покупать утеплитель) и обслуживания объекта (пеноблоки не требовательны в эксплуатации);
- Повысить теплофизические характеристики строения;
- Понизить нагрузки на несущие конструкции здания;
- Быстро строить различные объекты (дома из пенобетона, гаражи, сараи, торговые площади и т.д.).
Пенобетон и газобетон — не путаем
На отечественном рынке стройматериалов сегодня можно приобрести два искусственных, пористых стройматериала — газобетон и пенобетон ( по ГОСТ 25485-89 Бетоны ячеистые. Технические условия.). По составу они похожи, потому что для их изготовления используют цемент, песок, воду и порообразователь. Благодаря последнему компоненту материал получает пористую структуру.
Но многие не понимают, в чем отличие этих материалов, потому что у них много схожих параметров. Разница в основном заключается в технологии изготовления данных стройматериалов.
При изготовлении газобетона в сухую смесь цемента и песка добавляют алюминиевую пудру, после чего смесь хорошо перемешивают. Далее в нее добавляют воду. После чего алюминиевая пудра вступает в реакцию с цементом, в результате которой выделяются водород и окислы AL. Водород наполняет пузырьками бетонную смесь, структура которой становится ячеистой (пузырьки могут быть крупными — 3 мм и более или мелкими — 1 мм и менее).
При низком качестве материала он имеет неоднородную структуру по высоте, что отражается на многих его параметрах. Качественный газобетон обладает однородной структурой и повышенными характеристиками.
Технология производства пеноблоков
Заполняют бетономешалку песком, портландцементом и водой в требуемых соотношениях. Запускают аппарат, после чего ожидают получения однородной смеси. Далее подготавливают пену в пеногенераторе, после чего её добавляют в состав смеси, а затем насыпают в раствор требуемое количество отвердителя. Далее раствор опять мешают 3–4 мин. При более длительном замешивании пена разрушится, а прочностные и другие характеристики пенобетона уменьшатся.
После приготовления раствора, им заполняют подготовленные заранее формы (деревянные смачивают водой, а железные машинным маслом или отработкой). После заполнения форм, залитые блоки оставляют на сутки для застывания (иногда приходится ждать больше времени). Бетон должен набрать прочность при температуре воздуха 6С и более. Если работы выполняют зимой в холодном цеху, то его нужно прогревать с помощью калорифера или тепловой пушки. Через сутки вынимают готовые пеноблоки из форм и укладывают на поддоны.
Нужно учитывать, что чем качественнее используется отвердитель, тем быстрее застывают пеноблоки.
В общем, на всю процедуру изготовления пеноблоков уходит не более 2-х дней. Для грамотной организации технологического процесса и повышения его продуктивности требуется:
- Использовать для перемешивания раствора подогретую до 30С воду.
- Для ускорения затвердевания пенобетона нужно добавлять в него хлористый кальций (≈1,5 % от общей массы смеси). Кроме того, это позволит уменьшить вероятность растрескивания блоков. Добавку необходимо обязательно использовать при выполнении работ зимой.
- Если вы будете регулярно заливать пеноблоки, то лучше сделать пропарочные камеры для сушки пеноблоков при 60С. Благодаря этому сократится время изготовления изделий.
- Использовать формы с ячейками, размеры которых соответствуют ГОСТам.
- Формы из древесины нужно после заполнения накрывать полиэтиленом, а железные смазывать перед использованием машинным маслом (отработкой).
Оборудование для производства пеноблоков в домашних условиях
Для изготовления пенобетона требуется такое оборудование:
- Бетоносмеситель. Разрешается использовать в этих целях установку для производства ячеистого бетона;
- Компрессор. Необходим для нагнетания воздуха в парогенератор и смеситель;
- Пеногенератор. Позволяет подготавливать пену;
- Форма. Её часто делают самостоятельно из древесины или железа.
Если планируете делать пеноблоки круглогодично, то нужно будет дополнительно купить к перечисленному выше оборудованию пропариватель. Собирать установку можно тоже своими силами, но большой экономии средств это не даст. Причем некоторые элементы могут плохо состыковаться, что повлияет на качестве пеноблоков.

Лучше покупать оборудование в комплекте, который стоит в пределах 100 000- 250 000 рублей. Такая установка позволит выпускать за рабочую смену 10-25 м3 пенобетона.
В процессе выбора оборудования требуется уделять особое внимание мощности и характеристикам электропривода. Кроме того, нужно учитывать на какое расстояние можно будет подавать готовый раствор.
Если вы строите собственный дом и оборудование вам нужно разово, то его лучше арендовать.
В процессе использования оборудования, его необходимо периодически промывать.
Приготовление пенобетонной смеси
Изготавливать пенобетон своими руками в домашних условиях довольно просто, нужно только иметь приведенное выше оборудование и оговоренные ниже материалы.
Пенобетон делают из:
- Цемента;
- Воды;
- Песка;
- Пенообразователя;
- Добавок. Повышают свойства материала. Для повышения морозостойкости в него добавляют модификатор БИО-НМ. Для увеличения воздухововлечения добавляют аэрирующие добавки БИО-Люкс, Сипласт или ПВД-3.
Для изготовления 1 м3 высококачественного пенобетона (плотность 600 кг/м3) нужно использовать следующие количество материалов:
- песок – 200 кг;
- цемент – 320 кг;
- отвердитель – в соответствие с инструкцией завода изготовителя;
- пенообразователь – 1,2–1,5 л;
- вода — 100–110 л.
Нижняя таблица показывает состав пенобетона некоторых марок.
| Состав пенобетонной смеси на кубометр | |||||
|---|---|---|---|---|---|
| Марка пенобетона | Количество цемента М500 (кг) | Количество песка (кг) | Количество воды (л) | Количество пенообразовате- ля (кг) |
|
| Образование пены | Получение раствора | ||||
| D600 | 310 | 210 | 55 | 110 | 1,5-2,0 |
| D800 | 320 | 420 | 45 | 120 | 1,2-1,5 |
| D1000 | 350 | 590 | 40 | 140 | 0,8-1,2 |
Изготавливают пенобетон с помощью следующих технологий:
Двухстадийная (с помощью вспенивателя)
Кроме низкооборотного смесителя, в данную линию включен пеногенератор, позволяющий подготавливать должным образом пенообразователь. После наполнения смесителя пеной, в него насыпают остальные компоненты бетона, после чего все это тщательно перемешивают при скорости вращения смесителя 25 об/мин.
После приготовления раствора, его по трубопроводам подают в формы.

Нужно отметить достоинства данной технологии:
Поры образуются с помощью управляемого процесса, что позволяет делать изделия необходимой плотности и теплопроводности.
Материал получается мелкоячеистым.
За счет принудительного пенообразования повышается качество пенобетона.
К недостаткам нужно отнести:
Большую цену оборудования.
Высокую стоимость пеноблока, потому что требуется пенообразователь.
Меньше возможностей в процессе подачи смеси по трубопроводам, особенно по вертикали.
Метод сухой минерализации
В этом случае воздушные ячейки в растворе образуются за счет физических процессов, а не с помощью вспенивателя. Но такая работа очень ответственная, так как приходиться использовать емкости высокого давления.
Основным элементом установки для изготовления пенобетона является бароустановка, которая выполнена в виде смесителя для сухого смешивания материалов, но работает она на больших оборотах (420 об/мин). Благодаря большой скорости вращения раствор затворяется и перемешивается под высоким давлением. В результате чего пузырьки воздуха не «раскрываются», а их форма, размеры и количество удерживаются. Поэтому готовый материал имеет ровную пористую структуру.
Кроме того, сухая минерализация позволяет подавать раствор по трубопроводу на высоту 10 -30 м. Эта технология является бюджетной, потому что оборудование стоит не дорого.
Чаще всего этот способ применяют на непрерывном производстве. Он позволяет изготавливать очень прочный пенобетон, но у него хуже характеристики теплопроводности.
Производство пенобетона с применением пеногенератора
Производство пенобетона с помощью пеногенератора не сложный процесс. Сначала заранее замешивают смесь, после чего замачивают её в воде (с соблюдением пропорций). Потом жидкий раствор под давлением подается в пеногенератор, где он вспенивается. Что же касается долевого соотношения пеноконцентрата по отношению к бетону, то оно варьируется в пределах 0,5-1,5 кг на 1 м3. Нужно всегда делать одну заправку на 4-6 м3 бетона.

Формовка пеноблоков
Сегодня используется литьевая и резательная формовка.
Первый способ предусматривает заливку пенобетона в ячеистые формы, которые покупают или делают сами. Благодаря этому данный способ считается самым доступным. В строительстве иногда требуются пеноблоки разных размеров, поэтому нужно заранее подготовить формы с ячейками нужных размеров. При извлечении литых блоков из форм на них часто повреждаются кромки.
Во втором случае жидким раствором заполняют большую опалубку, которую после застывания раствора убирают. Далее большой кусок пенобетона режут на мелкие блоки с помощью специальной установки, в которой стоят режущие струны, ленты или пилы. Это позволяет выпускать более ровные блоки нужного типоразмера, причем на них никогда не бывает сколов.
Минус данного способа является резка, так как это довольно сложный и трудоемкий процесс, который требует определенного опыта.
Пеноблоки: размеры, плюсы и минусы для строительства дома
В таблице ниже приведены размеры блоков.
| Размеры блоков, мм | Вес в зависимости от марки пенобетона, кг | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| D300 | D400 | D500 | D600 | D700 | D800 | D900 | D1000 | D1100 | D1200 | |
| Стеновые пеноблоки | ||||||||||
| 200x300x600 | 11,7 | 15,6 | 19.4 | 23.3 | 27.2 | 31.7 | 35.6 | 39.6 | 43.6 | 47.5 |
| Перегородочные блоки | ||||||||||
| 100x300x600 | 5,8 | 7,8 | 9,7 | 11,7 | 13,6 | 15,8 | 17,8 | 19,8 | 21,8 | 23,8 |
Таблица показывает, что каждая марка блока отличается по весу.
Изготавливают и крупноформатные изделия, но для работы с ними нужна грузоподъемная техника. Зато благодаря им удается ускорить любое строительство. Крупноформатные блоки из пенобетона имеют следующие размеры:
- 1000х600х600 мм;
- 1000х600х500 мм;
- 1000х600х400 мм;
- 1000х600х300 мм.
Делают также малоформатные блоки, используемые в основном для утепления, реже для строительства тонких стен в тех местах, где это необходимо. Такие блоки из пенобетона имеют следующие размеры:
- 600х300х100 мм;
- 600х300х150 мм.
Пеноблок обладает такими преимуществами:
- Недорого стоит (кирпич стоит больше);
- Имеет высокие теплоизоляционные параметры.
- Теплопроводность пенобетона – 0.08-0.20 Вт/мС. Эта характеристика позволяет уменьшить теплопотери здания на 30% по сравнению с кирпичным строением;
- Легко обрабатывается и монтируется;
- Мало весит, поэтому нагрузка на несущие конструкции меньше;
Позволяет делать разнообразные привлекательные архитектурные элементы: арки, колонны или порталы; - Является негорючим материалом;
- Долговечный. Срок службы построенного из пеноблоков строения — не менее 35 лет;
- Экологически чистый. Пеноблоки изготавливают из натуральных природных материалов, поэтому они не поддаются гниению, на них не появляется грибок или плесень;
- Имеет высокие звукопоглощающие характеристики, что оградит жилое помещение от любых внешних источников шума.
- Небольшая прочность;
- Впитывает влагу;
- Большая усадка.
Related Posts
Нюансы выбора конструкции погреба из бетона своими руками. Проведение работ по бетонированию, установки вентиляции и…
Еще на этапе закладки фундамента и проектирования дома лестница является элементом, на который следует обратить…
Вы наконец-то решили сделать пол в гараж но не знаете с чего начать? Не знаете…
Организация производства пеноблоков
Изготовление этого строительного материала отличается простотой, так что выпуск пенобетона своими руками в домашних условиях – мероприятие реальное. Придется только приобрести нужное сырье и оборудование. Отметим, что определенные агрегаты изготавливаются самостоятельно. Что же понадобится, чтобы наладить собственное производство пеноблоков?

Краткие сведения о пенобетоне
Это бетонный материал, имеющий ячеистую структуру. Такие свойства достигаются за счет находящихся в материале замкнутых воздушных пузырьков. По этой причине блоки не отличаются требуемой плотностью и теплопроводностью.
Их часто используют в строительстве многоэтажных объектов или при возведении перегородок. Материал легко поддается обработке как ручным, так и механическим способом. Использование пенобетона дает возможность:
- снизить себестоимость материала;
- получить требуемые теплофизические показатели;
- не создавать больших нагрузочных воздействий на несущие конструкции;
- выполнять монтажные работы быстро.

Однако производство пенобетона отличается характерными недостатками. Материал получается недостаточно прочным, поглощает влагу, дает значительную усадку.
Технология производства
Несмотря на приемлемую стоимость пеноблоков от производителя, интересным и доходным считается их изготовление своими руками. Правда, для этого потребуется обустроить мини-завод по производству пеноблоков.
Многие потребители ошибочно полагают, что для изготовления пеноблоков своими руками достаточно в бетонную массу добавить пенообразователь. Это не так.
Производственный процесс проводится, как правило, двумя способами:
- Классический – по рецепту готовится цементная масса. В нее с помощью парогенераторного устройства подают пену, вес тщательно перемешивают и разливают по формовочным кассетам.
- Автоклавный – необходимые компоненты перемешиваются в специальном смесителе при создании нужного давления. Смесь через сопло выдавливают в формы. Как правило, такая технология изготовления пеноблоков применяется для полномасштабного производственного процесса.
Для приготовления пенобетона применяется портландцемент, марка которого начинается от М 400. Так же используется просеянный и промытый песок и пенообразователь. Технология производства пенобетона подразумевает применение добавок, которые ускоряют схватывание, улучшают структуру материала. Песок используется мелкофракционный, потому что осевшие крупные частицы снизят качество готовой продукции.
Чтобы доход от производства пенобетонных блоков считался ощутимым, к этому вопросу подходят ответственно.

Известна еще одна технология – смешивание компонентов в сухом виде и последующая минерализация. Процесс сложный, главным образом применяется в заводских условиях.
Материалы
Основные компоненты для пенобетона и количество представлены в таблице:
| Марка пенобетонного материала | Количество цемента М 500, кг | Речной песок, кг | Вода, л | Пенообразователь, кг | |
| Образование пены | Получение раствора | ||||
| D 600 | 310 | 210 | 55 | 110 | 1.5 – 2.0 |
| D 800 | 320 | 420 | 45 | 120 | 1.2 – 1.5 |
| D 1000 | 350 | 590 | 40 | 140 | 0.8 – 1.2 |

В соответствии с указанными марками, пенобетон обладает следующими характеристиками:
- способность проводить тепло – 0.14; 0.21; 0.29 Вт/мК;
- прочность – 16; 27; 50 кг/кв.м.
Производство блоков из пенобетона подразумевает использование чистой воды.
Профессиональное оборудование для производства
Решив заняться изготовлением пеноблоков в домашних условиях, следует обратить внимание на мини-заводы или стационарное конвейерное оборудование.
Первый вариант включает в свой комплект бетоносмеситель с переходниковым элементом, компрессорную и парогенераторную установки, дозатор и рабочее основание (платформу). Во время работы такого завода готовая масса раствора раскладывается в формы вручную, схватывается, достается и направляется в автоклав. Окончательно высохнув, блочный материал готов к применению. Такая линия по производству пеноблоков поставляется на строительную площадку цельным комплектом. Монтируется она без особых проблем, в пусконаладочных работах не нуждается.
В процессе производства блоки получаются среднего качества. К большому минусу такого оборудования относят большой расход пенообразующего состава. Чтобы получить продукт с оптимальными показателями, следует внимательно соблюдать рецептуру. Неправильный подбор компонентов повлечет за собой понижение качества окончательного продукта.
Стационарная конвейерная линия отличается от небольших заводов большим показателем мощности. Она может функционировать круглые сутки, достигая показателя производительности до пяти – двенадцати кубометров материала в час.
Как правило, такие линии имеют следующие агрегаты:
- смеситель, дополнительно оснащенный насосной установкой и пневмотическим затвором;
- пеногенераторное устройство с компрессором;
- водный дозатор, оснащенный автоматикой для комфортного управления;
- дозатор, распределяющий вяжущие компоненты;
- транспортерные ленты для песка и цемента;
- пульт для осуществления общего управления;
- вибросито.

Производители пеноблоков в России предпочитают именно такие линии.
Оборудование для производства в домашних условиях
Чтобы производить пенобетонные блоки своими руками, необходимо иметь минимальный набор агрегатов. Отметим, что пользоваться простыми бетономешалками будет неэффективно, так как с их помощью не получится изготовить пенобетонное сырье нужного качества.
- пенообразователь;
- компрессорная установка;
- смеситель;
- насосная установка для пенобетона;
- формы.

Если вы задумали изготавливать блоки круглый год, то придется дополнительно приобрести пропариватель. Имея все нужные механизмы, можно собрать установку самостоятельно, но значительной экономии от этого вы не получите. Да и некоторые узлы могут плохо состыковаться, что также сыграет свою роль на окончательном качестве.
Зная, как сделать пеноблок в домашних условиях, лучше для этого купить необходимое оборудование в комплекте. Обойдется это от ста до двухсот пятидесяти тысяч рублей, зато за одну смену вы сможете выпускать от десяти до двадцати пяти кубометров материала.
Выбирая установку для изготовления пенобетона, рекомендуется обратить внимание на показатели мощности и параметры электрического привода. Учитывается также расстояние подачи готовой бетонной массы.
В моменты перерывов в процессе оборудование следует промывать, так что на эту несложную, но важную операцию следует тоже обратить внимание.
Узнав, как делают пеноблоки своими руками, необходимое оборудование можно взять во временное пользование, что особенно выгодно в частном строительстве.

Выполнение работ
От типа выбранного вами оборудования и соблюдения технологического процесса будут зависеть качество материала, себестоимость, производственные объемы и т. п.
Производственный процесс выглядит следующим образом:
Изготовление смеси
Сегодня пользуются популярностью следующие технологии:
- Баротехнология. Наиболее дешевый вариант, не требующий покупки дорогостоящего оснащения, используется на небольших предприятиях. В смеситель закладывают нужные компоненты, подают воздух и все перемешивают. Приготовленный раствор подается в формы, в которых смесь увеличивает свои объемы, достигая нужных размеров. Расходы на единицу материалы небольшие, что сказывается на его окончательной стоимости. Процесс простой, больших вложений не требует. Но при этом имеются и отрицательные моменты. Пеноблоки получаются низкого качества, крупнопористые, что оказывает влияние на несущие способности объекта. Применяемые пенообразователи синтетического происхождения и добавки-пластификаторы оказывают негативное влияние на экологическую сторону блоков.

- Использование парогенератора. В этом случае появляется возможность смешивать все компоненты в правильных соотношениях, улучшая качество и прочность готовых блоков. Смысл технологического процесса в следующем – дозаторы сначала смешивают песок и цемент, потом вводят воду и химические составы. После этого масса перемешивается, вводится пена в готовом виде. Чтобы достичь нужной плотности, пена подается в оптимальном количестве. После этого бетонная масса поступает в формы. Все процессы отрегулированы, что позволяет вывести производственный процесс на иной уровень. Материал получается экологически чистым, отменного качества. Но имеются и свои отрицательные моменты. Оснащение для производственного процесса стоит дорого, и блоки, естественно, отличаются в цене.

Формовка
Чтобы знать, как сделать пенобетон в домашних условиях, следует понимать разницу между литьевым и резательным способами формовки.
Первый метод основан на заливке бетонной массы в формы. Стоимость формовочных кассет не слишком высокая, процесс не вызывает сложностей. Но геометрические размеры готовых изделий могут отличаться. Если есть необходимость производить блоки разных размеров, придется покупать различные кассеты, что увеличит расходы на производство. В процессе извлечения блоков могут произойти частичные повреждения кромок, да и прочность изделий оставляет желать лучшего.

Резательный процесс состоит из двух основных этапов. Сначала бетонный раствор выливается в большие формы, после застывания выполняется распалубка. Теперь можно выполнять разрезку большого куска на необходимые размеры, для чего применяются специальные установки с различными режущими струнами, лентами и пилами. Готовые блоки получаются одинаковыми по размерам, не имеют скольных участков. Минус один – резка представляет собой сложный процесс, требующий большого опыта и внимания.
Сушка
Исходя из вариантов формовки, различаются и технологические процессы сушки готового материала.
В случае с литьевым вариантом сушка проходит двумя методами:
- изделия выдерживаются в формах не менее десяти часов, чтобы могли набраться прочности. После этого выполняется распалубка;
- блоки подвергаются термической обработке в пропарочных камерах, что придает им прочность уже через несколько часов.

Стартовый капитал
Мы уже разобрались, как самому сделать пеноблоки. Осталось понять, сколько придется вложить средств на начальном этапе собственного бизнеса.
Если планируете открыть производственный процесс для своих нужд, не стоит приобретать мощное оборудование. Достаточно будет обычной бетономешалки, которая обойдется в три тысячи рублей. Купите компрессор и парогенераторное приспособление, которые стоят не более двадцати тысяч.
Запланировав открытие малого бизнеса по изготовлению блоков, купите полный комплекс оборудования и блочных форм. В принципе, можно рассмотреть варианты, уже побывавшие в употреблении. Готовые установки даже более удобны в применении. Они не займут много места, достаточно выделить пространство до пяти квадратных метров. Для собственного бизнеса отличным решением будет установка ПБУ 300, стоимость которой составит сто тридцать тысяч рублей.
С материалом уже все ясно, оптовое приобретение понизит цены. Кстати, возможно использование отходов пенопласта для изготовления пеноблоков. Так и на сырье сэкономите, и теплопроводные качества материала улучшите.

Заключение
Подсчитав все расходы на начальном этапе собственного бизнеса, можно определить, во сколько обойдется стоимость одного кубического метра материала. Понижение этой цифры возможно за счет оптовых закупок сырья. Да и сдача производственного оборудования в аренду по завершению строительства вернет вам затраченные деньги достаточно быстро.
Учтя все особенности изготовления блоков для собственного использования или на реализацию, становится ясно, что процесс имеет значительные выгоды.
Технология производства пенобетона
В производстве пенобетонных блоков применяется технология пенобетона, состоящая из 2-х технологических операций:
- Производство пенобетона, т.е. изготовление пенобетонной смеси для заливки в формы.
- Изготовление пенобетонных блоков.
Производство пенобетона.
На практике отлично зарекомендовала себя технология пенобетона сухой минеpализации по баpотехнологии. Производство по данной технологии пенобетона отличается простотой и доступностью для применения в местных условиях.
Технология производства пенобетона предусматривает

Технология пенобетона.
Пpоцесс пеpемешивания пены с цементом и песком осуществляется в геpметичном смесителе, допускающем создание внутpеннего давления пpи помощи компpессоpа. Пенобетонная смесь после пеpемешивания подвеpгается воздействию давления, при этом воздушные пузыpьки сжимаются пpопоpционально величине избыточного давления. В сжатом состоянии пузыpьки упpочняются. В pезультате в смесителе находится стpоительный pаствоp, в котоpом pавномеpно pаспpеделена пена.
В таком состоянии пенобетон можно тpанспоpтиpовать на любое pасстояние без разрушения структуры. На втором этапе герметичный смеситель выполняет сам функцию пневмокамеpного насоса за счет подачи сжатого воздуха.
В данной технологии, получаемая пенобетонная смесь имеет высокую агpегативную устойчивость к усадке и pасслоению, пластичность, а пенобетонные блоки хаpактеpизуются одноpодной мелкопоpистой стpуктуpой. Считается общепpизнанным, что чем pавномеpнее pаспpеделены поpы в матеpиале и меньше их диаметp, тем лучше физико-механические свойства пенобетонных блоков.
Преимущества технологии пенобетона сухой минерализации:
- низкое водотвеpдое соотношение и низкий pасход пенообpазователя, что в сосокупности обеспечивает быстpое твеpдение и улучшение свойств блоков;
- возможность изготовления на одной установке шиpокого диапазона плотностей (400-1200 кг/м.куб.), пpостота и высокая точность ее pегулиpования;
- возможность изготовления блоков без тепловой обpаботки;
- возможность пеpекачки пенобетонной смеси на большие pасстояния ( до 115 м по гоpизонтали и до 40 м по веpтикали);
- возможность монолитного домостpоения, сбоpно-монолитного -400-1400 кг/м.куб..
Предлагаем вместе с технологией производство пенобетона современное оборудование производства пенобетона
Технология пенобетона для производства пенобетонных блоков.
Пенобетонные блоки изготовляют:
- по литьевой технологии пенобетона
- по резательной технологии пенобетона
Литьевая технология пеноблоков

Литьевая технология пеноблоков
Технология пеноблоков — описание
В литьевой технологии пеноблоков пенобетонная смесь разливается в металлические кассетные формы пенобетона с заданными размерами ячеек.
Форма пенобетона состоит из поддона, 4-х откидных бортов, замков и разделительных перегородок. Заливкапенобетона в формы производится без вибрации с последующим разравниванием поверхности металлической линейкой.
Заполненные формы пенобетоном, выдерживаются в естественных условиях до двое суток для набора начальной прочности пенобетона, которая позволит осуществить распалубку с извлечением блоков.
Распалубка формы пенобетона производится поэтапно: выбивание замков, откидывание бортов, извлечение разделительных перегородок с помощью механических средств, снятие вручную готовых блоков и складирование на деревянный поддон.
Технология пеноблоков — пример
Рассмотрим на примере производства пеноблоков 10 куб.м. в сутки по литьевой технологии пеноблоков.
Кассетная форма пенобетона обеспечивает изготовление 28 пеноблоков 200*300*600 мм, состоит из поддона, 4-х откидных бортов, 4-х замков, 9-ти разделительных перегородок и имеет:

Форма для производства пеноблоков
- габаритные размеры формы : 1650*1450*815 мм,
- масса 1380 кг,
- объём 1 куб.м ,
- время для очистки поддона, бортов и перегородок — 20 мин./1 чел.
- время для сборки — 25 мин./2 чел.
- время для протирки смазкой — 20 мин./1чел.
- время для распалубки — 30 мин./2 чел.
- время для снятия блоков — 30 мин./2 чел.
- цена около 50 тыс. руб.
Для производства пеноблоков 10 куб.м в сутки по литьевой технологии пеноблоков необходимо иметь 2 комплекта по 10 форм.
— Затраты на покупку 20 форм составят: 1 000 000 руб.
— Каждый пенобетонный блок в сыром виде (плотности 600 кг/м3 ) весит 23 кг.,
— 10 м3 = 280 блоков общим весом 6500 кг необходимо аккуратно снять вручную с металлических поддонов и перенести на склад.
Возникает вопрос:
Сколько необходимо рабочих и площади для данного производства по литьевой технологии пеноблоков?
Ответ: Минимум 8-10 рабочих и 600 кв.м. полезной площади.
Литьевая технология пеноблоков — недостатки
1. Основными недостатками литьевой технологии пеноблоков являются:
- неоднородность получаемых блоков по плотности и прочности;
- расхождение блоков по геометрическим размерам + 5 мм, (особенно по высоте) и различным качеством поверхностей;
- сложность в самостоятельном изготовлении форм. Для производства пеноблоков с другими размерами требуется приобретение других металлических форм пенобетона.
2. Литьевая технология пеноблоков требует:
- больших площадей и объёмов для размещения оборудования;
- трудоемкость и большого количества ручных операций,
- многочисленного обслуживающего персонала,
- металлоемкость производства пеноблоков.
Всё это увеличивает себестоимость готовой продукции и усложняет перспективы в увеличении производительности , а следовательно в получении дополнительных доходов. Поэтому многие отечественные фирмы перешли нарезательную технологию пеноблоков, производство которое обеспечивает более высокий уровень механизации и производительности.
Технология резки пенобетона

Резательная технология изготовления пеноблоков предусматривает заливку пенобетонной смеси в формы без ячеек с легкосъемной опалубкой. В течение 6-9 часов пенобетон набирает необходимую прочность для снятия опалубки. После этого пенобетонный массив на поддоне переносится траверсой на резательный комплекс для резки пенобетона.
Конструкция комплекса для резки пенобетона обеспечивает изготовление пеноблоков с точностью + 1 мм. Оснащен шнеком для снятия горбушки и витыми струнами для резки пенобетонного массива. Цикл резки пенобетона составляет 5-7 мин.. Струны для резки пенобетона могут устанавливаться на требуемые размеры пеноблоков.
После резки пенобетона поддон с изготовленными блоками переносится траверсой на место сушки. И через 12 (24) часов по мере набора прочности, пеноблоки с помощью захватного устройства снимаются с поддона и переносятся на склад.
Благодаря технологии резки пенобетона обеспечивается изготовление пеноблоков с высокой точностью геометрических размеров, прямолинейностью граней, отличным качеством поверхностей. Это в свою очередь, позволяет выполнять кладку пеноблоков с использованием клея, что существенно повышает теплоэффективность наружных стен из пеноблоков.
Резательная технология изготовления пеноблоков
Поясним технологию изготовления пеноблоков, применяя резку пенобетона:
При резательной технологии изготовления пеноблоков по сравнению с литьевой технологией :
- улучшается качество выпускаемых блоков,
- уменьшается количество трудоемких операций,
- уменьшается количество рабочих,
- уменьшается себестоимость блоков,
- увеличивается объем изготовления пеноблоков и т.д..
Рентабельность производства согласно затратам составляет 75 % .
Для данного производства согласно требованиям достаточно 5-6 рабочих и 400 кв.м. площади.
Баротехнология
Использование метода баротехнологии в производстве пенобетона отличается и преимуществами, и недостатками. Изделия, полученные методом баротехнологии, имеют низкий уровень прочности, но отличаются более простым и менее затратным процессом. Они не требует дорогостоящего оборудования и слишком больших помещений, а время получения условной единицы значительно сокращается. Данный способ получения пенобетонаиспользуется именно из этих экономических соображений. Однако, если для производителей таких стройматериалов вышеназванные качества являются плюсом, то потребитель получает низкокачественную продукцию, которая не должна использоваться в больших объемах строительства.

Установка для производства пенобетона по баротехнологии
При применении баротехнологии, в герметичный смеситель вводят базовые компоненты пенобетона: песок или зола-уноса, цемент, вода, ускорители твердения, пенообразователь, а иногда воздухововлекающие добавки. В технологии изготовления смесей в необязательном порядке внедряются также дополнительные операции, которые направлены на оптимизацию гранулометрического состава компонентов и регулирование пористой структуры, на применение газо- и пенообразователей, а также использование функциональных добавок, которые ускоряют структурообразование.
Затем под давлением, образующемся в смесителе, все эти компоненты тщательно размешиваются и смесь активно насыщается воздухом. Этот процесс принято называть воздухововлечением. Под давлением полученный раствор через трубопровод поступает прямо в литьевые формы. При этом останавливается процесс атмосферного давления, которое нагнеталось в смесителе с помощью компрессора, после чего пенобетонная смесь начинает увеличиваться в объеме. Визуально этот процесс напоминает всход дрожжевого теста, который отличается только скоростью “всхождения”: у пенобетона в момент формовки увеличение происходит моментально.
Достоинства и недостатки метода баротехнологии
А теперь подробнее остановимся на минусах и плюсах баротехнологии производства пенобетона. Данный метод отличается более низкой прочностью продукции, что является главным его недостатком. Конечно лучше и результативней взбивать более жидкие субстанции. Чтобы сравнить, нужно представить консистенцию взбитой 30%-ой сметаны с молоком. В состав затворения производители пеноблоков вынужденно вводят большее количество воды, из-за чего окончательная прочность пеноблоков значительно уменьшается. Для полноценного процесса гидратации при получение цемента большее количество воды нежелательно. Процесс гидратации это присоединение воды, которое происходит в помощью химической реакции клинкерных составляющих цемента с водой. При взаимодействии с водой цемент твердеет и превращается в так называемый цементный камень.
При этом в пенобетоне, который изготавливается методом баротехнологии, образуются довольно крупные поры. Их можно сравнить с порами мелкой пемзы. Воздушные пустоты в структуре пеноблока редко бывает меньше 1-2 миллиметров. Естественно такие крупные поры намного снижают прочность и несущую способность пеноблока в будущих конструкциях зданий.
Недостатком этого метода можно также считать применение синтетических пенообразователей, которые имеют низкую экологичность. Нужная подвижность смеси, без увеличения пропорции воды, получается добавлением пластифицирующих субстанций – суперпластификаторов. Сегодня не одно современное предприятие цементных или бетонных смесей не обходится без специальных добавок в производстве бетона, что существенно улучшает качество смеси и регулирует процессы схватывания и твердения цемента.
Несмотря на безусловное увеличение качества и подвижности пенобетонной смеси, их применение исключает использование натуральных пенообразователей, которые используются для производства ячеистых бетонов. Известно, что натуральный пенообразователь получается в процессе превращения макромолекул натурального протеина гидролизом в водном растворе. Одним словом, если потребитель решается построить дом из экологически безопасных материалов, он изначально должен исключить использование пеноблоков, которые изготовлены методом баротехнологии.
Безусловно, существенным достоинством производства пенобетона данным методом считается более низкая себестоимость, что значительно увеличивает экономическую выгоду для производителя. Основным достоинством баротехнологии является также использование более дешевого технологического оборудования, которое не требует больших вложений и организуется в любом приспособленном для этого помещении.
Если в применении данной технологии получения бетона все плюсы достаются производителям, то описание другого метода, приведенного ниже, может стать достоинством в производстве пенобетона в угоду строителям и покупателям.
Метод пеногенерации
В первой половине 20-го века инженером Байером был изобрел новый метод производства пенобетона, который отличался от баротехнологии тем, что пена продукции подготавливалась отдельно. В производстве пенобетона методом пеногенерации различаются две стадии:приготовление пены при помощи пеногенератора и минерализация полученной пены с цементом и песком. В получении пенобетона с применением пеногенератора основные компоненты замешиваются в правильной дозировке, а процесс не придерживается принципа изменения водоцементного соотношения. Благодаря этому, изделия из пенобетона на выходе отличаются своей технологичностью. Главный элемент – пеногенератор, в данной технологии используется для получения мелкопористой пены из смеси воздуха, воды и пенообразователя. Последний применяется 20-30%-ой экономией. При этом, несмотря на масштабы производства, необходима полная комплектация линии современным и качественным оборудованием, что станет гарантией высокой надежности полученной продукции, а также длительного срока службы.
Вот как происходит производство пенобетона методом пеногенератора. В смеситель вводятся такие точно дозированные сыпучие компоненты, как цемент и песок, иногда в качестве заполнителя можно добавить золу-уноса. При подмене песка на последний компонент, у пеноблоков значительно уменьшается теплопроводность, что, в свою очередь повышает теплосбережение здания. Необходимо знать, что те продавцы, для которых прибыль важнее, чем качество получаемой продукции, при производстве пеноблоков используют минпорошок и золу-уноса в качестве весовой добавки. Стоимость этих компонентов намного меньше стоимости цемента.
После добавления компонентов в смеситель и их смешивание, в пеногенератор подводится сжатый воздух от компрессора. При этом персонал должен постоянно регулировать подачу рабочего пенообразователя и сжатого воздуха, от чего зависит качество пены на выходе. Этот процесс ничем не отличается от производства бетона. После приготовления техническая пена подается в специально изготовленный смеситель – пенобетоносмеситель, частота оборотов которого не более 300 об/мин. Этот этап производиться очень аккуратно без разрушения полученной пены. Затем вводиться цемент и песок. Этот процесс называется технологией «сухой минерализации». А при «мокрой минерализации» пена подается в предварительно приготовленный раствор цемента и песка. Благодаря полному контролируемому процессу активного смешивания пены с цементно-песчаным раствором, производство пеноблоков производится на более качественном уровне.
Достоинства и недостатки метода пеногенерации
Далее приведем некоторые недостатки и достоинства в пеногенераторном процессе производства пенобетона. Данный метод производства отличается достаточно высокой себестоимостью, когда в производстве используется дорогостоящее оборудование и на единицу готовой продукции уходит больше времени. Параллельно этому повышается также стоимость производимых пеноблоков. То есть более высокая цена продукции вытекает из высокой себестоимости производства.
Плюсами производства пеноблоков с помощью пеногенератора является более качественный массив пеноблока. Применение заранее приготовленной пены помогает производить изделие на выходе с правильной структурой, тем самым избегая появления крупных воздушных пор и стремясь к получению более высокой и равномерной прочности.
Нельзя не отметить высокую экологичность в производстве таких пеноблоков, где используются экологически чистые пенообразователи. Их использование в строительстве домов становиться залогом здоровья их будущих жителей.
Обобщая вышеназванные качества “пеногенераторной” технологии, можно сказать, что этот метод скорее “за” потребителя, а производители, в свою очередь стараются его не выбирать. Баротехнология им намного выгоднее и не требует больших вложений.





