Сварка полиэтиленовых труб — способы, инструкция по монтажу

- Раструбный;
- Электромуфтовой;
- Стыковой.
Обратите внимание! ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
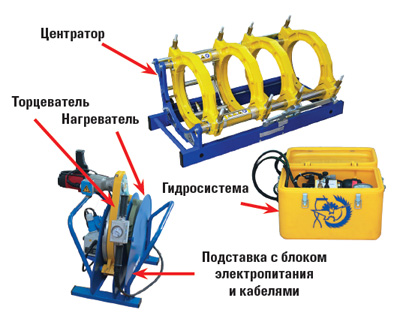
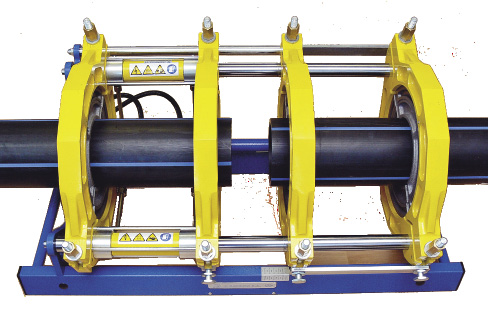
- Центратор. Это станина с 4 металлическими зажимами для труб, два из которых подвижны, а два жестко зафиксированы на основании;
- Торцеватель. Представляет собой отдельное дисковое устройство для точной механической обрезки концов свариваемых труб. Устройство крепится к направляющим сварочного аппарата;
- Нагревательное зеркало. Представляет собой покрытую тефлоном округлую пластину, к которой придавливаются стыки труб для расплавления ПЭ. Имеет встроенный термометр;
- Гидравлический или механический привод. Устройство для регулирования силы сдавления труб при их нагреве и последующем соединении;
- Редукционные вкладыши. Это набор сменных полуколец для фиксации труб различного диаметра;
- Блок управления. Входит в комплекты оборудования с автоматизацией процесса сварки.
- Электросварочный аппарат;
- Ножницы-труборезы;
- Подставка;
- Калибратор и фаскосниматель;
- Насадки для разогрева соединяемых элементов.
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
- После всего необходимо очистить края соединяемых деталей от стружки.
Обратите внимание! Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы


Обратите внимание! Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата

Обратите внимание! Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Обратите внимание! Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
Обратите внимание! Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
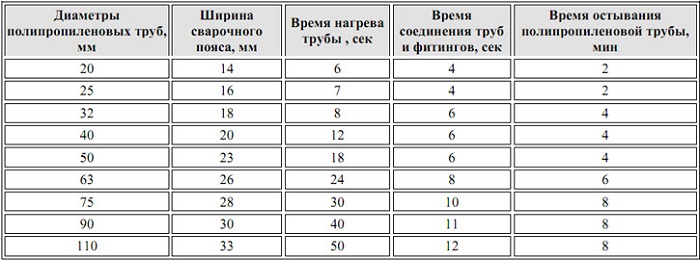 |
| Таблица параметров раструбной сварки |
Обратите внимание! Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
Обратите внимание! При соединении нагретых деталей их оси должны располагаться максимально параллельно, так как через 20-25 секунд выправить кривизну будет невозможно


- Очистка и механическая обработка фитинга и концов труб;
- Центрирование и вставка трубы в электромуфту;
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.

Обратите внимание! Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
Как выполняется стыковая сварка полиэтиленовых труб: инструктаж по проведению работ

Трубы из полиэтилена диаметром 2-120 см часто используют для прокладки водопроводов, газопроводов, оборудования ливневой канализации. Они являются долговечными, стойкими к коррозии, мало весят, легко монтируются. Для соединения изделий применяется сварка. Она может быть разных видов. Наиболее популярна стыковая сварка труб из полиэтилена. Она обеспечивает получение герметичного и эстетичного на вид шва.
Обычно для прокладки магистрали нанимают специалистов. Но, согласитесь, услуги профессионала стоят недешево? К тому же, не все мастера являются добросовестными и ответственно подходят к выполнению заказа. Если имеются определенные знания и навыки, то можно проделать работу самостоятельно. Это позволит сэкономить деньги и гарантирует качественный результат.
Мы расскажем о технологии проведения сварки полиэтиленовых труб стыковым методом, приведем подробный алгоритм действий, дадим ссылки на нормативные документы и советы, которыми стоит руководствоваться при выполнении подобной работы.
Как выполнить стыковую сварку?
Стыковая сварка сегодня популярна. Этот метод используется не только в промышленности, но и в быту. Ее применяют для соединения однородных заготовок. Сварка встык имеет ряд преимуществ, по сравнению с другими технологиями.
Для ее проведения не нужны муфты и прочие элементы. Это позволяет неплохо сэкономить деньги на покупке дополнительных материалов. Применяемая технология обеспечивает сохранение показателей гибкости и прочности. С ее помощью можно соединить отрезки изделий разной длины. При этом прочность в месте сварки не будет ниже, чем на других цельных участках.

Стыковая сварка может выполняться путем оплавления и сопротивления. Каждый из вариантов имеет свои особенности, плюсы и минусы.
Сварка методом оплавления
Суть сварки данным методом заключается в том, что стыки трубы оплавляются под воздействием нагретого инструмента до вязкотекучести. Затем торцы соединяются под давлением и выдерживаются до полного остывания. В результате получается герметичный шов.
Чтобы соединение было качественным, необходимо плотно прижимать отрезки изделия после нагрева. Применение современного оборудования позволяет частично автоматизировать и упростить такую работу. С его помощью операция по соединению труб методом оплавления проводится в кратчайшие сроки.
Сварка методом сопротивления
Суть стыковой сварки сопротивлением в том, что края труб прижимаются к электродам, которые оснащены специальными губками. Это обеспечивает высококачественный электрический контакт. Исключено проскальзывание материала между электродами.
Затем две трубы плотно друг к другу прижимают и фиксируют. Далее подают сварочный ток. Контактирующие участки материала расплавляются и под давлением соединяются в одно изделие. Полученная конструкция обладает невысокой стойкостью к окислению в ходе эксплуатации. Это существенно ограничивает ее сферу применения.

Сварка сопротивлением подходит только для труб с малым сечением. Поэтому на крупном производстве, для прокладки больших магистралей ее применяют редко.
Что выбрать для полиэтиленовых труб?
Часто для прокладки трубопровода используют полиэтиленовый материал. Это объясняется его невысокой ценой и отличными эксплуатационными характеристиками.
Стоит помнить о том, что полиэтилен является диэлектриком. Поэтому он, в отличие от металла, не проводит ток. Для соединения изделий из него рекомендуется применять метод оплавления. Способом стыковой сварки сопротивлением на полиэтилене сделать шов не получится. Нужно использовать оборудование, которое нагревает срезы двух деталей.
Сварка методом оплавления полиэтиленовых труб имеет ряд особенностей. Во-первых, детали подводятся друг к другу на небольшой скорости. Во-вторых, напряжение в течение всего процесса остается неизменным. В-третьих, исчезают все микронеровности благодаря равномерной подаче соединяемых элементов. В-четвертных, для обеспечения максимальной контактной площади происходит оплавление поверхности заготовки.
Можно ли выполнить сварку самостоятельно?
Прокладка полиэтиленовой магистрали путем стыковой сварки имеет свои особенности и отличия от других методов соединения двух изделий.
Для ее проведения нужны определенные знания и опыт. В противном случае, конструкция выйдет низкокачественной и недолговечной.

Стыковой метод сварки непростой в реализации. Не у каждого получается выполнить соединение труб качественно с первого раза. Если нет знаний и навыков в сфере сварки, то лучше для прокладки магистрали обратиться к профессиональному мастеру. Но за работу ему придется заплатить внушительную сумму.
Если человек ранее проводил сварку другими методами, например, электромуфтовым, то он, скорее всего, сможет освоить и стыковую технологию. Поэтому имеет смысл попытаться провести соединение полиэтиленовых труб самостоятельно. Но нужно учитывать, что технология стыковой сварки сложнее, чем в случае соединения полиэтиленовых труб электромуфтой.
Чтобы выполнить работу качественно своими руками, нужно иметь специальное оборудование. Его можно взять напрокат. Это будет гораздо дешевле, чем покупать новый или б/у аппарат. Важно знать пошаговую инструкцию сварки встык оплавлением и четко ее придерживаться.
Инструкция по стыковой сварке
Сварка встык по технологии оплавления используется для соединения полиэтиленовых изделий, в частности труб. С ее помощью также производят монтаж фитингов и прочих деталей.
Для труднодоступных, сложных участков подобный метод не используется. В подобных случаях больше подходит электромуфтовая сварка.

Чтобы сварка встык прошла успешно и шов получился аккуратным и прочным, необходимо придерживаться определенного алгоритма действий.
Пошаговая инструкция приведена ниже:
- Подготовить сварочное оборудование.
- Организовать необходимые условия.
- Подготовить трубы.
- Провести сварочные работы.
- Дождаться остывания материала и фиксации результата.
Каждый из этих этапов имеет свои особенности, правила проведения. О них мы расскажем ниже более подробно.
Подготовка сварочного оборудования
Для сварки двух отрезков полиэтиленовых труб методом стыкования необходимо специальное оборудование. Оно центрирует, торцует, расплавляет и соединяет под нужным давлением края изделий.
Современный рынок предлагает широкий выбор таких аппаратов. Есть устройства с механическим, гидравлическим приводом и те, которые оснащены программным управлением. Последние более удобны в использовании.
Аппараты для стыковой сварки имеют стандартную конструкцию. Они в обязательном порядке включают такие составляющие: центратор, торцеватель, нагревательный элемент, редукционные вкладыши, привод.
Центратор предназначен для фиксации заготовок в нужном положении и закреплении соединяемых концов полиэтиленовых труб. Он оснащен двумя передвигающимися и двумя неподвижными зажимами.

Торцеватель позволяет обработать срез так, чтобы концы двух деталей полностью соприкасались. По правилам допускается зазор не более 0,05 см для средних и малых по диаметру труб.
Для изделий большого размера данное значение увеличивается до 0,07 см. Если после первой обработки при стыковке зазор больше установленного норматива, тогда вновь применяют торцеватель.
Нагревательный элемент имеет вид пластины, покрытой тефлоном. Он повторяет форму трубы. Привод сближает и соединяет нагретые и расплавленные стыки двух изделий. Редукторные вкладыши препятствуют деформации изделия.
В автоматизированном оборудовании есть блок управления, оснащенный кнопками. Такие аппараты обеспечивают простоту и точность сварочного процесса. Это позволяет исключить вероятность допущения ошибки.
Достаточно лишь правильно расположить две трубы, которые надо соединить, и нажать на соответствующую кнопку. Современное оборудование отличается высокой производительностью, но стоит дорого.
Создание необходимых условий
Технология стыковой сварки методом оплавления в использовании несложная. Но применять ее можно далеко не во всех случаях. Важно выполнение ряда условий.
Стыковая сварка возможна лишь в отношении труб, которые изготовлены из одного вида полиэтилена и которые имеют идентичный диаметр. Толщина стенок изделия не должна быть меньше 0,5 см. Выполнять работу допустимо лишь при определенном температурном диапазоне: от -15 до +45 градусов.

Реализовывается метод стыковой сварки лишь, если имеется возможность надежно зафиксировать и прижать друг к другу концы соединяемых труб. При наличии специального аппарата с этим проблем не возникает.
Подготовка полиэтиленовых труб
Чтобы получить качественный, герметичный и эстетичный шов при соединении полиэтиленовых труб сварным стыковым методом нужно сначала подготовить изделия. Следует проверить овальность полиэтиленовых трубопроводов. Рекомендуется сравнить толщину стенок. Она должна быть одинаковой.
Также изделия стоит подготовить механически. Для этого применяют обрезку, фрезерование. Это позволит соединить трубы в нужном положении.
Рекомендуется использовать электроторцеватель. Он сделает обрезку трубы под нужным углом. Важно, чтобы края заготовок были ровные и полностью соприкасались друг с другом.

С поверхности деталей необходимо удалить загрязнения – пыль, грязь и т.п., влагу. Для этого может потребоваться две мягкие, сухие тряпки, специальное очищающее средство.
Проведение стыковой сварки
Сварку встык путем оплавления и последующего соединения двух деталей своими силами лучше проводить в автоматическом режиме. Это обеспечит получение желаемого результата.

Независимо от того, автоматическое или механическое используется оборудование для проведения стыковой сварки, алгоритм действий будет одинаковым.
Процесс выполняется в следующей очередности:
- расположить две трубы, которые надо соединить сваркой, в центраторе и закрепить их. Между изделиями должно быть расстояние около четырех сантиметров;
- снять фаску и провести зачистку изделий;
- концы трубопроводов одновременно нагреть сварочным зеркалом. Полиэтиленовый материал обычно расплавляют на 2 мм. Это происходит достаточно быстро;
- аккуратно убрать нагревательный элемент;
- плотно соединить нагретые стыки трубопроводов и зафиксировать их в таком положении;
- выдержать под давлением.
В итоге должно получиться ровное герметичное соединение с внешним наплавлением в области шва.
Время на выполнение процесса
На сварку полиэтиленовых труб оплавлением с последующим стыкованием может уходить разное количество времени. Многое зависит от наружного диаметра заготовок. Чем он больше, тем дольше нагревается и остывает материал, тем больше времени дается на соединение.

Для получения прочного, герметичного и аккуратного шва важно знать, сколько нужно нагревать концы труб, выдерживать состыкованные изделия. Подобная информация приведена ниже в таблице.
| Диаметр трубопровода в сантиметрах | Время на нагревание концов заготовок в секундах | Время, которое отводится на соединение в секундах | Время на охлаждение состыкованных труб и получение надежного шва в минутах |
| 11,0 | 50 | 12 | 8 |
| 9,0 | 40 | 11 | 8 |
| 7,5 | 30 | 10 | 8 |
| 6,3 | 24 | 8 | 6 |
| 5,0 | 18 | 6 | 4 |
| 4,0 | 12 | 6 | 4 |
| 3,2 | 8 | 6 | 4 |
| 2,5 | 7 | 4 | 2 |
| 2,0 | 7 | 4 | 2 |
| 1,6 | 5 | 4 | 2 |
Чаще всего стыковая сварка применяется в отношении полиэтиленовых труб с диаметром более 5 см.
Общие рекомендации по сварке
При выполнении сварки полиэтиленовых труб путем оплавления очень важно соблюдать инструкцию. Отход от технологии может привести к перегреву материала и появлению внутреннего наплыва. Это будет нарушать движение жидкостей по трубам.
Также шов может получиться кривым, неоднородным. В любом случае, подобная конструкция будет считаться бракованной и неподходящей для эксплуатации.
Есть ряд рекомендаций, которых нужно придерживаться, чтобы добиться желаемого результата. Важно, чтобы стенки во время стыковки не сдвигались больше, чем на 10% их толщины. При остывании материала соединенные детали должны быть надежно зафиксированы. Время, затраченное на удаление нагревательной пластины и стыковку двух концов изделия, должно быть минимальным.
Сварку безнапорных канализационных труб из полимера стыковым методом проводить не рекомендуется. В месте соединения образуется валик, на котором могут скапливаться твердые частицы, приводя к засорению магистрали.

Решив прокладывать трубопровод и проводить сварку стыковым методом, рекомендуется сначала ознакомиться с положениями соответствующих ГОСТов. Эти документы содержат правила, требования к качеству работ, продукту.
При монтаже водопроводных и газопроводных магистралей стоит ориентироваться на ГОСТ Р 55276. В нем описана технология стыковой сварки полиэтиленового трубопровода.
В отношении оборудования для соединения изделий подобным методом применяется ГОСТ Р ИСО 12176-1.
Выводы и полезное видео по теме
Порядок и особенности проведения стыковой сварки труб из полиэтилена с использованием механического аппарата:
Стыковая сварка полиэтиленовых труб с помощью автоматического оборудования:
На практике стыковая сварка полиэтиленовых труб своими руками не особо распространена. Это связано с тем, что для выполнения подобной работы требуется специальное оборудование, определенный уровень знаний, навыков.
Стыковую сварку полиэтиленовых труб стоит проводить в соответствии с установленными требованиями и правилами. Это обеспечит получение качественной и долговечной конструкции. Сварка стыковым методом имеет свою технологию, особенности и отличия.
Реализовать метод можно своими руками, но для этого важно создать необходимые условия, подготовить должным образом трубы. Если аппарата для сварки нет, то целесообразнее его арендовать. Рекомендуется предварительно ознакомиться с видео по теме стыковая сварка. Наглядно будет проще понять суть метода и особенности его реализации.
У вас есть опыт проведения стыковой сварки полиэтиленовых труб? Хотите поделиться своими знаниями в данной сфере или задать вопросы по проведению сварочных работ? Оставляйте, пожалуйста, комментарии, принимайте участие в обсуждениях – ниже расположена форма для обратной связи.
Правила и особенности сварки полиэтиленовых труб встык, необходимое оборудование и режимы сварки
Полиэтиленовые трубы завоевали заслуженную популярность в качестве материала для холодных водопроводных и канализационных систем. Высокая прочность в сочетании с морозостойкостью (до -70℃) позволяет использовать их в любых регионах на относительно малых глубинах. Но если стальные трубы легко соединить с помощью резьбовой фурнитуры, полиэтиленовые допускают лишь одно надежное соединение — сварку. Причем этот процесс протекает достаточно легко, ведь материал сохраняет вязкость на очень широком температурном диапазоне.
Что представляет собой стыковая сварка полиэтиленовых труб
Основным способом монтажа полиэтиленовых труб стала сварка встык. Она предполагает локальный нагрев торцевых частей труб и последующее их соединение под осевыми нагрузками. Данный метод целесообразно использовать при диаметре трубы не менее 50 мм, так как:
- толщина стенки достигает 5 мм, что обеспечивает надежное соединение и снижает вероятность осевого сдвига;
- исчезает риск перегрева и термической деформации торцевых частей;
- величина внутреннего грата шва слишком мала, чтобы препятствовать движению жидкости в трубе.
Сварка встык используется для соединения труб равного диаметра. Желательно, чтобы и толщина стенки была одинаковой. Если у одной из труб стенка толще, с ее торца снимают фаску под углом 12-18°, обеспечивая этим равную площадь контактных поверхностей.
Образующийся при стыковой сварке полиэтиленовых труб двойной шов имеет отличные показатели твердости и жесткости. Если сварка проводилась с соблюдением всех норм и правил, в процессе испытания участка трубы на растяжение повреждается основной материал труб, шов же остается нетронутым. Аналогичная ситуация наблюдается и при испытании соединения «на излом».
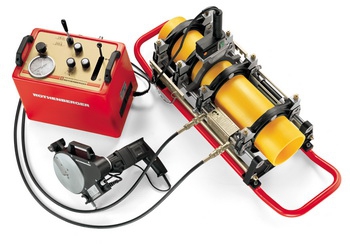
Необходимое оборудование
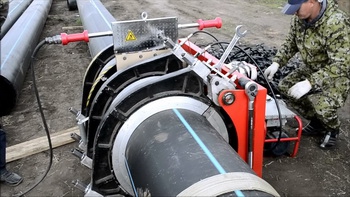
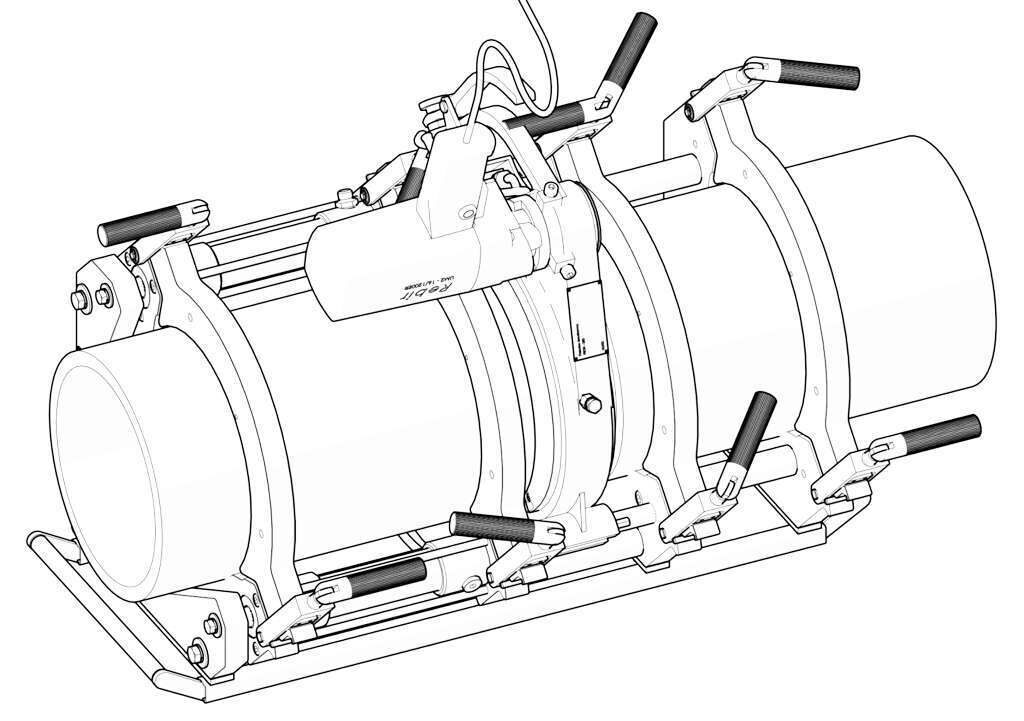
Для стыковой сварки полиэтиленовых труб используют узкоспециализированные сварочные аппараты. Эти устройства имеют модульную конструкцию, которая включает:
- Центратор с одной или двумя парами статичных и динамичных хомутов. Необходим для фиксации, осевого центрирования и сведения труб.
- Торцеватель. Служит для обработки кромок и формирования контактных поверхностей непосредственно перед свариванием.
- Сварочное зеркало. Играет роль нагревательного элемента, его задача — перевести пластик в торцевых частях труб из твердого в жидко-вязкое состояние.
- Привод (ручной или электрический). Необходим для формирования и сохранения усилия сжатия в момент соединения торцевых частей труб.
Для труб небольшого диаметра выпускают и более примитивные системы, которые предполагают ручное механизированное соединение элементов с заранее подготовленными кромками. При работе с подобным оборудованием не обойтись без внешних труборезов.
Параметры режима сварки
Каждая сварочная операция имеет свою технологическую специфику, без знания которой не удастся получить качественное и долговечное соединение. Так, при стыковой сварке полиэтиленовых труб необходимо учитывать:
- температуру нагрева сварочного зеркала;
- силу прижатия торцевых частей труб к зеркалу;
- силу прижатия нагретых торцевых частей друг к другу;
- продолжительность каждой операции.
Эти факторы зависят, в первую очередь, от толщины стенок труб. Основные расчетные параметры даны в таблице ниже. Очевидно, что для контроля точности соблюдения установленных норм требуется использование специализированного измерительного оборудования, в том числе:
- промышленного термометра;
- манометра, установленного на формирующий давление насос;
- интервального секундомера.
Вот некоторые нормативные показатели, которое стоит неукоснительно соблюдать новичкам в стыковой сварке полиэтиленовых труб.
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

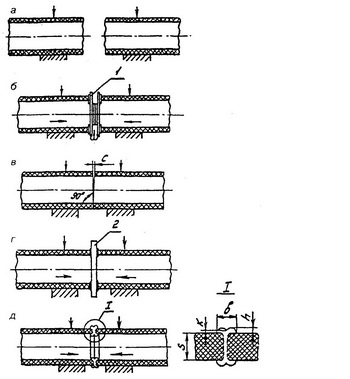
Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Сантехник .
Телефон Сантехника 8 (495) 235-25-21, 8 (963) 626-40-67
вторник, 14 января 2020 г.
Сварка полиэтиленовых труб — способы, инструкция по монтажу
- Раструбный;
- Электромуфтовой;
- Стыковой.
Обратите внимание! ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
- Центратор. Это станина с 4 металлическими зажимами для труб, два из которых подвижны, а два жестко зафиксированы на основании;
- Торцеватель. Представляет собой отдельное дисковое устройство для точной механической обрезки концов свариваемых труб. Устройство крепится к направляющим сварочного аппарата;
- Нагревательное зеркало. Представляет собой покрытую тефлоном округлую пластину, к которой придавливаются стыки труб для расплавления ПЭ. Имеет встроенный термометр;
- Гидравлический или механический привод. Устройство для регулирования силы сдавления труб при их нагреве и последующем соединении;
- Редукционные вкладыши. Это набор сменных полуколец для фиксации труб различного диаметра;
- Блок управления. Входит в комплекты оборудования с автоматизацией процесса сварки.
- Электросварочный аппарат;
- Ножницы-труборезы;
- Подставка;
- Калибратор и фаскосниматель;
- Насадки для разогрева соединяемых элементов.
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
- После всего необходимо очистить края соединяемых деталей от стружки.
Обратите внимание! Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
Обратите внимание! Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата
Обратите внимание! Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Обратите внимание! Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
Обратите внимание! Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
| |
| Таблица параметров раструбной сварки |
Обратите внимание! Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
Обратите внимание! При соединении нагретых деталей их оси должны располагаться максимально параллельно, так как через 20-25 секунд выправить кривизну будет невозможно
- Очистка и механическая обработка фитинга и концов труб;
- Центрирование и вставка трубы в электромуфту;
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.
Обратите внимание! Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
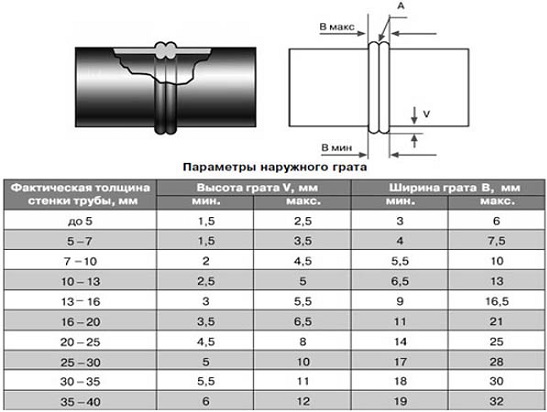 |
| Таблица параметров сварного шва. Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода |
- Симметричность и равномерность по всей окружности стыка;
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины;
- Цвет валиков должен быть идентичен окрасу трубы;
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
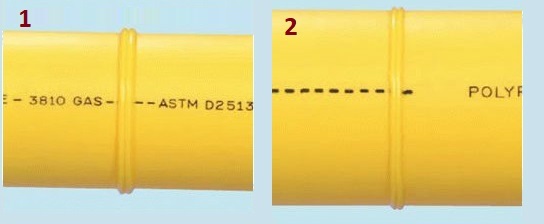 |
| 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке |
 |
| 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки |
Стыковая сварка пластиковых труб
Пластиковые трубы – один из самых востребованных материалов в современном строительстве. Благодаря уникальным свойствам они идеальны для создания трубопроводов, предназначенных для транспортировки воды, газообразных веществ, различного топлива и жидкостей. Эластичность, малый вес и легкая обработка – все это облегчает процесс монтажа коммуникаций. При этом главную роль в их укладке играет не только сам материал, но и технология крепления элементов между собой.
Стыковая сварка – наиболее популярный, надежный и недорогой способ монолитного соединения пэ труб. Прогрессивная и высокопроизводительная методика позволяет легко монтировать коммуникации любой конфигурации и степени сложности. Конструкции, созданные по такой технологии, отличаются безупречным качеством, высокой прочностью и стабильностью соединений.
Сварка труб встык – технология и нюансы
 Технически стыковая сварка пластиковых труб – это одновременно простой и сложный процесс. С одной стороны, он требует специального оборудования и квалификации, с другой стороны – его методика отработана до малейших подробностей, что упрощает монтаж пластиковых труб без сварки и в определенных ситуациях позволяет выполнить работы самостоятельно.
Технически стыковая сварка пластиковых труб – это одновременно простой и сложный процесс. С одной стороны, он требует специального оборудования и квалификации, с другой стороны – его методика отработана до малейших подробностей, что упрощает монтаж пластиковых труб без сварки и в определенных ситуациях позволяет выполнить работы самостоятельно.
Суть стыковой сварки пэ труб заключена в следующем. Торцы скрепляемых заготовок нагреваются до вязкого (расплавленного) состояния при помощи специального оборудования. После этого соответствующие элементы максимально быстро состыковываются между собой. Результатом процесса сварки становится сеть пластиковых труб заданной конфигурации с монолитными и высокопрочными швами.
Расчетные нормативы продолжительности нагрева, необходимых усилий для соединения и времени охлаждения готового изделия зависят от диаметра и толщины стенок заготовок. Инструкция, учитывающие все эти требования, создается производителями устройств для сварки пластиковых труб конкретно для каждого вида оборудования.
В общем виде сварка пэ труб может быть описана следующим образом:
- Непосредственно перед началом процесса выполняется обрезка, очищение и обезжиривание стыков элементов.
- Детали монтируются и позиционируются в удерживающее устройство, после чего фиксируются в специальных зажимах.
- Выполняется разводка скрепляемых заготовок на расстояние, необходимое для подвода нагревательного механизма.
- Осуществляется контроль точности совпадения стыкуемых элементов. По отзывам опытных мастеров, на данном этапе сварки особенно важно проверить величину зазоров пластиковых труб.
- Подводится нагреватель и осуществляется сварка пластиковых труб видео – под давлением, соответствующим площади их поверхности.
- Через определенный промежуток времени, указанный в инструкции, механизм для нагрева удаляется. Это делается предельно аккуратно и быстро.
- Расплавленные торцы вдавливаются один в один и фиксируются в таком положении до полного застывания. Материал обеих труб взаимопроникает друг в друга и формирует единую коммуникацию.
На этом работа по сварке пластиковых труб для водопровода или любой другой конструкции считается законченной. В итоге должен получиться монолитный, равномерный и симметричный стык. Если он имеет дефекты и не соответствует требованиям, значит в процессе были допущены ошибки.
Контроль качества шва позволяет выявить брак сразу. В большинстве случаев погрешности определяются визуально. Как правило, это обугленный полипропилен или чрезмерно блестящая поверхность шва. Попадание грязи, неправильное охлаждение, перегрев соединения, нарушение центровки осей предполагают переделку сварки.
Стыковая сварка пластиковых труб
Соблюдение всех нюансов технологии играет главную роль в обеспечении надежности соединений труб, созданных стыковой сваркой. Если придерживаться всех установленных требований, качество швов ни в чем не будет уступать электромуфтовым аналогам.
При сварке пнд деталей в зоне контакта нагревательного элемента и торцов формируется разогретая среда, состоящая из расплавленных полимеров. Соответственно, адгезия и пластичность материала на стыках увеличиваются в несколько раз, благодаря чему можно создавать швы на уровне молекулярной решетки. По оценкам экспертов, прочность таких стыков в разы больше, чем прочность самой трубы.
Преимущества стыковой сварки полипропиленовых труб
- Производительность
Современные агрегаты позволяют осуществлять стыковую сварку пэ труб в кратчайшие сроки. С их помощью можно строить коммуникации из элементов разного диаметра и разных видов полимера. - Надежность
Применяемая технология обеспечивает настолько качественное скрепление, что характеристики созданных швов превосходят показатели основной части трубы. - Универсальность
Монтаж посредством стыковой сварки считается наиболее универсальным и эффективным, поскольку сохраняет присущую пнд трубам гибкость. Благодаря этому можно прокладывать коммуникации любым способом – традиционным, бестраншейным или открытым. - Автоматизация процесса
Помогает избавиться от большого количества рабочего персонала и тяжелой техники, чем оптимизирует и ускоряет работы. В зависимости от сложности процесса, для соединения необходим лишь агрегат и команда максимум из 2 человек. - Экономия
Стыковая сварка позволяет монтировать полиэтиленовые трубы легко, быстро и при минимуме трудовых ресурсов. Особенно это касается элементов длинного типоразмера, у которых необходимость создания соединений сокращается в 50-100 раз. Соответственно, снижается стоимость готовых коммуникаций.
Правила стыковой сварки пнд труб
Несмотря на отточенность используемой технологии, стыковая сварка труб предусматривает определенные ограничения, а, следовательно, и соблюдение следующих правил:
- Применяется только для соединения заготовок одного диаметра и марки полимера;
- Производится на ровных и высокопрочных основаниях, например, асфальтовых, деревянных или железобетонных плоскостях;
- Затруднительна, а потому нежелательна для проведения в стесненных условиях;
- В начале работ проводится пробный пуск нагревателя для удаления с рабочей поверхности грязи, пыли;
- Осуществляется только при наличии возможности свободно перемещать как минимум одну заготовку.
Аппарат для стыковой сварки труб
 Линейки аппаратов стыковой сварки, представленные ведущими зарубежными и отечественными производителями, позволяют удовлетворить профессиональные запросы любых компаний и частных пользователей, чьи интересы включают создание и ремонт трубопроводов. Предлагаются как дорогостоящие узкоспециализированные установки, так и доступное многофункциональное оборудование.
Линейки аппаратов стыковой сварки, представленные ведущими зарубежными и отечественными производителями, позволяют удовлетворить профессиональные запросы любых компаний и частных пользователей, чьи интересы включают создание и ремонт трубопроводов. Предлагаются как дорогостоящие узкоспециализированные установки, так и доступное многофункциональное оборудование.
В основе работы всех машин стыковой сварки труб лежит единый принцип. Специальный механизм обеспечивает нагревание торцов заготовок до определенного уровня плавления. Вспомогательные устройства осуществляют их плотное прижимание и удержание до абсолютного застывания (полного охлаждения).
Виды аппаратов для стыковой сварки пэ труб
По типу привода эти агрегаты классифицируются на два основных класса: механические и гидравлические.
1. Сварочные аппараты с механическим приводом
Устройства приводятся в движение посредством мускульной силы рабочего при помощи винта или рычага. Поэтому машины данного класса используются для стыковой сварки труб небольшого диаметра (до 160 мм). Как правило, это малонапорные и безнапорные коммуникации. Агрегаты этой категории характеризуются невозможностью автоматизации процесса.
Их главные преимущества – надежность, малый вес и относительно невысокая стоимость. Это идеальный вариант, когда нужно провести разовые работы незначительного объема и собрать коммуникации со стандартными эксплуатационными требованиями.
2. Сварочные аппараты с гидравлическим приводом
 В отличие от механических собратьев, данная техника требует минимального участия оператора в сварочном процессе и обеспечивает превосходное качество соединений. Такие аппараты применяют для стыковой сварки труб пэ с диаметром от 160 мм. Все они долговечны, имеют разную степень автоматизации, достаточно высокую стоимость и широкий функционал.
В отличие от механических собратьев, данная техника требует минимального участия оператора в сварочном процессе и обеспечивает превосходное качество соединений. Такие аппараты применяют для стыковой сварки труб пэ с диаметром от 160 мм. Все они долговечны, имеют разную степень автоматизации, достаточно высокую стоимость и широкий функционал.
По степени автоматизации гидравлические стыковые установки разделяются на три категории:
- Ручные
Используются, когда необходимо проложить и установить трубопроводные коммуникации среднего и низкого давления. Управление температурой нагревания и гидравликой осуществляется вручную. Оператор выбирает и задает параметры, руководствуясь специальными таблицами. - Полуавтоматические
Агрегаты с электронной системой управления. Применяются для монтажа сетей из труб со средним или большим диаметром. В процессе сварки электронный модуль управления регистрирует информацию и сверяет ее с параметрами программы. По окончанию работы выдается протокол. - Автоматические
Самый современный и высокотехнологичный класс аппаратов для стыковой сварки труб. Весь процесс осуществляется в автоматическом режиме. Электронный модуль управляет всеми этапами, регистрирует сбои, указывает на ошибки. Оператор только вводит необходимую информацию, после чего агрегат сам выбирает наилучший режим работы в данных условиях.
Осуществляем бесплатную доставку до транспортной компании с дальнейшей отгрузкой в города: Воронеж, Пенза, Волгоград, Астрахань, Краснодар, Сочи, Петрозаводск, Мурманск, Архангельск, Вологда, Ижевск, Уфа, Пермь, Сыктывкар, Ухта, Тюмень, Нижневартовск, Сургут, Челябинск, Омск, Барнаул, Кемерово, Новокузнецк, Абакан, Красноярск, Иркутск, Чита, Хабаровск, Благовещенск, Владивосток и другие города России.
Данный сайт носит исключительно информационный характер и не является публичной офертой, определяемой Статьёй 437 (2) ГК РФ. Актуальную информацию о внешнем виде, технических характеристиках, наличии на складе и стоимости товаров запрашивайте в отделе продаж. Каждый раз, оставляя свои данные в любой форме обратной связи на нашем сайте, Вы даёте своё согласие на обработку персональных данных.
Стыковая сварка труб ПНД
Сварка встык полиэтиленовых труб нагретым инструментом – общий принцип
Процесс сварки пластиковых труб нагретым инструментом заключается в следующем: при помощи специального сварочного оборудования необходимо разогреть концы свариваемых элементов до температуры плавления материала, затем соединить трубы под давлением и охладить, пока сварной шов не достигнет достаточной прочности.

Преимущества сварки ПНД встык по сравнению с другими способами
Главным плюсом данной технологии по сравнению с другими вариантами сварки ПЭ труб является отсутствие затрат на дополнительные соединительные детали (фитинги) – свариваются сами торцы труб. При этом прочность сварного шва не уступает прочности трубы. И чем больше диаметр монтируемого трубопровода, тем более ощутимой становится экономия на каждом сварном соединении.
Еще одним принципиальным преимуществом сварки встык является возможность использования данного метода при прокладке трубопроводов с помощью горизонтально-направленного бурения, а также при восстановлении старых трубопроводов методом протяжки внутри пластиковых труб: при стыковой сварке, в отличие от муфтовой, наружный диаметр трубопровода не увеличивается.
Краткая инструкция по процессу стыковой сварки ПЭ труб
Российский ГОСТ Р 55276 (в основе – европейский стандарт ISO 21307) допускает выбор из трех вариантов процедур сварки встык: сварку при при единственном низком давлении, сварку при двойном низком давлении и сварку при единственном высоком давлении. Однако на сегодняшний день (2020 г.) наиболее употребимым на практике вариантом остается процедура сварки при единственном низком давлении (близкая к традиционно использовавшимся немецким нормам DVS 2207-1).
Диаграмма процедуры сварки труб ПНД встык

Время t, сек:
tw – подготовка (крепление заготовок, определение давления перемещения и т.д.);
tf – торцовка;
t1 – выравнивание (длится, пока не образуется валик, высотой соответствующий табличному значению);
t2 – прогрев;
t3 – технологическая пауза (для снятия нагретого инструмента с центратора);
t4 – подъем давления;
t5 – охлаждение под давлением РО.
Давление p, бар:
p1 – перемещение;
pf – торцовка;
PI – выравнивание;
PII – прогрев;
p2 – табличное значение давления для свариваемой трубы*;
Pо = PI – охлаждение под давлением.
* Табличные значения давления в гидросистеме сварочного аппарата приводятся производителем аппарата. Для каждой модели оборудования они будут отличаться, т.к. разные аппараты при одном и том же значении давления на манометре будут создавать разное усилие прижима.
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Перед тем, как закрепить свариваемые элементы в центраторе, необходимо очистить их внутренние и наружные поверхности – протереть чистой безворсной тканью. Удалите все загрязнения из зоны сварки. Также очистите поверхности торцевателя и нагревателя. Для обезжиривания поверхности нагревателя используйте соответствующее средство, например, пропитанные этанолом салфетки.
Если монтируются трубы в защитной оболочке, предварительно необходимо снять внешний слой так, чтобы трубу можно было правильно зафиксировать в центраторе (если иное не предусмотрено изготовителем трубы).
Фиксация свариваемых элементов
После крепления труб в центраторе устраните смещение кромок, если оно присутствует. Чтобы правильно отцентрировать трубы используйте роликовые опоры или подставки. Это также уменьшит трение труб о грунт и снизит давление перемещения.

Торцевание труб
Процесс торцовки свариваемых элементов (срезание стружки с торцов труб с помощью специального инструмента) выполняется для создания параллельных поверхностей при выполнении сварки. Процедуру необходимо выполнять, пока не будет получена непрерывная стружка шириной в толщину стенки свариваемых элементов.
Давление прижима не должно существенно превышать давления перемещения – необходимо только создать достаточное усилие для врезания ножей в трубы. Дальнейшее увеличение давления не ускоряет процесс, но при этом ведет к быстрому износу оборудования. Выполняйте торцовку труб непосредственно перед сваркой, после чего не трогайте их руками.
Оценка качества подготовки труб
Удалите стружку из зоны сварки. Осмотрите свариваемые элементы на наличие следов неправильно выполненной торцовки – пустот либо других дефектов. При необходимости протрите торцы заготовок чистящим и обезжиривающим составом.

Определение давления перемещения
Перед началом сварки необходимо определить, какое давление в гидравлической системе сварочного аппарата позволит преодолеть силы трения, действующих на трубы и подвижные элементы центратора. В каждом конкретном случае давление будет разным из-за различной массы труб, сопротивления грунта, углов наклона и т.д. Значение давления, которое отобразится на манометре в момент, когда зажим с подвижным участком трубы начнет перемещаться, нужно будет далее добавлять ко всем табличным значениям давления на последующих этапах процесса сварки.

Оплавление торцов свариваемых элементов
Чтобы процесс прогрева торцов труб прошел правильно, поверхности нагревателя и свариваемых элементов должны идеально прилегать друг другу. Даже после правильно выполненной торцовки на трубах остаются некоторые неровности, также они присутствуют и на поверхности нагревателя.
Чтобы убрать все воздушные прослойки, необходимо сначала прижать трубы к нагревателю со значительным усилием – тогда оплавленный материал заполнит все пустоты.

При этом некоторая часть материала будет выдавлена наружу и внутрь в виде валиков (грата). После формирования грата высотой, соответствующей табличному значению, давление должно быть уменьшено до давления прогрева. При этом важно, чтобы контакт между нагретым инструментом и торцами труб не прерывался.
Температура поверхности нагревателя должна выбираться в соответствии с материалом свариваемых труб.
Технологическая пауза для извлечения нагревателя
После окончания времени прогрева торцов труб следует отвести свариваемые элементы от нагревателя, снять нагреватель и максимально быстро свести трубы обратно. Время технологической паузы не должно превышать табличного значения: если оно будет больше, то на концах труб образуется слой охлажденного материала, что негативно скажется на прочности готового соединения.

Если сварка выполняется при низких температурах (особенно ниже 0°C), охлаждение поверхностей происходит быстрее, чем в нормальных условиях. Это сокращает допустимое время технологической паузы: увеличивающийся слой охлажденного материала на торцах может сделать качество шва неудовлетворительным. К этому эффекту также может привести отсутствие укрытия зоны сварки от ветра. Другим фактором, который может отрицательно повлиять на качество сварки, является влага, которая также ускоряет охлаждение поверхностей труб. Кроме того, при значительной влажности частицы пара могут попасть внутрь соединения и создать пустые пузырьки, влияющие на прочность шва. Таким образом, необходимо защищать зону сварки от неблагоприятных погодных условий (например, с помощью защитной палатки с установленным внутри обогревателем).
Зона сварки также должна быть защищена от пыли. Прилипающая к поверхности нагретого материала во время технологической паузы пыль не будет полностью удалена при сведении труб, что также негативно повлияет на прочность полученного соединения.
Охлаждение сварного соединения
Расплавленные торцы труб должны сжиматься в сварочном аппарате под давлением в течение заданного процедурой сварки времени.

Давление требуется поддерживать до момента, пока температура не упадет до температуры кристаллизации полиэтилена. Далее охлаждение шва может быть произведено вне центратора сварочного аппарата.
Смотрите также:
 8 (800) 550-08-85
8 (800) 550-08-85
+7 (812) 992-52-87





