ГОСТ 30245-2003
Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. Технические условия



















Наши события –>
Разделы
- Главная
- Новости
- Статьи
- Объявления
- Форум
- Организации
- Справочники
- Документы
- Мероприятия
- Издания
- Лица отрасли
О портале
Сервисы
- СКЛАД, Тендеры, Маркет
- Расчёт веса кабеля
- Расшифровка марки кабеля
- Расчёт схемы погрузки КПП
- Фото,Видео
- На карте
- ГОСТы, СНиП
- Вакансии, резюме
- Рейтинг сайтов
- Мобильные приложения
- Версия для мобильных
- RSS-ленты
- English version
Медиахолдинг «РусКабель»
- Портал «RusCable.Ru»
- RusCable Insider Digest
- ЭНЕРГОСМИ
- ElektroPortal.Ru
- Поисковая система «1EL.ru»
- Премия RCWA
- Желтая страница электротехники
- Проект «ПУНП.РФ»
- Проект «ОГНЕСТОЙКОСТЬ.РФ»
- Хроники Cabex
- Совещание 8 декабря
- «RusCableCLUB» (гимн клуба)
- Производственный
календарь 2018 (pdf, 1.4 МБ)
- Главная
- Новости
- Статьи
- Объявления
- Форум
- Организации
- Справочники
- Документы
- Мероприятия
- Издания
- Лица отрасли
- О RusCable
- Отзывы
- Медиа-кит (pdf, 4,8 МБ)
- Презентация (pdf, 6 МБ)
- Корпоративный календарь (pdf, 15 МБ)
- Реклама на портале
- Спецпроект «Выживет сильнейший»
- Карта сайта
- Поиск по сайту
- Сообщение администрации
-
FacebookВКонтактеTwitterYouTubeInstagramTelegram+7 (999) 003-33-36
- СКЛАД, Тендеры, Маркет
- Расчёт веса кабеля
- Расшифровка марки кабеля
- Расчёт схемы погрузки КПП
- Фото,Видео
- На карте
- ГОСТы, СНиП
- Вакансии, резюме
- Рейтинг сайтов
- Мобильные приложения
- Версия для мобильных
- RSS-ленты
- English version
- Портал «RusCable.Ru»
- RusCable Insider Digest
- ЭНЕРГОСМИ
- ElektroPortal.Ru
- Поисковая система «1EL.ru»
- Премия RCWA
- Желтая страница электротехники
- Проект «ПУНП.РФ»
- Проект «ОГНЕСТОЙКОСТЬ.РФ»
- Хроники Cabex
- Совещание 8 декабря
- «RusCableCLUB» (гимн клуба)
- Производственный
календарь 2018 (pdf, 1.4 МБ)
 Онлайн-приёмная секции «Кабельная промышленность» Консультативного Совета при председателе Комитета по энергетике ГД РФ
Онлайн-приёмная секции «Кабельная промышленность» Консультативного Совета при председателе Комитета по энергетике ГД РФ
ГОСТ 30245-03: Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций
ГОСТ 30245-03
Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. Технические условия
1. Область применения
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций.
Профили изготовляют на специализированных станах путем формирования круглого трубчатого сечения с продольным сварным швом и последующим обжатием валками в квадратный или прямоугольный профиль.
Обязательные требования качества продукции изложены в пунктах 3.3-3.6, 4.3-4.5, 4.7, 4.11, 5.2, 5.4, 5.5, 5.8-5.10, 5.12.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия.
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение.
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066-94 Прокат толстолистовой из стали повышенной прочно-сти. Технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие техни-ческие условия
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
СТО ММК 220-99 Прокат горячекатаный рулонный из низколегированной стали марки 09ФСБ для электросварных труб. Техниче-ские условия
ТУ 39-0147016-109-00 Прокат рулонный из низколегированной стали класса К-48 – К-65 для хладостойких и коррозионно-стойких труб. Технические условия
3. Сортамент
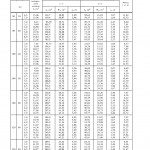
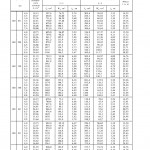
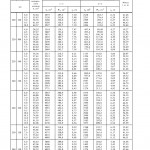
3.1 Размеры профилей, площадь поперечного сечения, справочные величины для осей и масса для 1 м профиля должны соответствовать для квадратных профилей таблице 1; для прямоугольных профилей – таблице 2
Предельные отклонения по толщине стенки профилей должны соответствовать предельным отклонениям по толщине исходной заготовки шириной 1250 мм нормальной точности прокатки Б по ГОСТ 19903. Предельные отклонения по толщине не распространяются на места изгиба.
Предельные отклонения по высоте и ширине профиля должны соответствовать,
– при высоте (ширине) профиля до 100 мм . ±1,0, но не менее
– при высоте (ширине) профиля свыше 100 мм . ± 0,8.
3.2 Допуски на радиусы наружного закругления должны соответствовать:
– при t ≤ 6,0 мм . от 1,6t до 2,4t
– при 6,0 о не должны превышать ± 1 о 30′.
3.4 Профили изготавливают длиной от 4,0 до 12,2 м:
– немерной длины;
– мерной длины;
– кратной мерной длины.
Предельные отклонения по длине профилей мерной и кратной мерной длины не должны быть более + 60,0 мм.
Пример условного обозначения гнутого сварного профиля высотой 180, шириной 100, толщиной стенки 5 мм из стали С245 по ГОСТ 27772:
4. Технические требования
4.1 Профили изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.2 Профили следует изготавливать из листового проката, поставляе-мого в рулонах по ГОСТ 19903, из стали:
– углеродистой общего назначения и низколегированной толщиной 3 мм и более по ГОСТ 27772
– углеродистой общего назначения толщиной 4 мм и более по ГОСТ 14637; толщиной 3 мм – по ГОСТ 16523;
– низколегированной толщиной 4 мм и более – по ГОСТ 19281; толщиной 3 мм – по ГОСТ 17066.
Марка стали и категория поставки укладываются в заказе на профили;
– низколегированной марок: Ч-20Ф; Ч-0,9СФ; Ч-20ХМФА по ТУ 39-0147016-109-00; 09ФСБ по СТО ММК 220-99.
4.3 Местная кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать 1 мм на 1 м длины профиля.
Общая кривизна не должна превышать произведения допускаемой местной кривизны (на 1 м длины) на длину профиля в метрах.
4.4 Скручивание профилей вокруг продольной оси не должно превышать величины 2,0 мм плюс 0,5 мм на каждый метр длины профиля.
4.5 Выпуклость и вогнутость стенок профилей не должна превышать 0,01 размера профиля.
4.6 Профили должны быть обрезаны под прямым углом. Отклонение от перпендикулярности плоскости реза к оси профиля не должно выводить профиль за номинальные размеры по длине.
Допускается огневая обрезка торцов отдельных профилей в количестве не более 7% от массы партии.
4.7 Трещины, закаты, глубокие риски и другие повреждения на поверхности профилей не допускаются. Незначительная шероховатость, забоины, вмятины, мелкие риски, тонкий слой окалины и отдельные волосовины не должны препятствовать выявлению поверхностных дефектов и выводить толщину стенки поперечного сечения профиля за пределы допускаемых отклонений.
4.8 Заусенцы на торцах профилей должны удаляться механическим способом по требованию заказчика.
4.9 Продольный сварной шов выполняют автоматической высокочастотной сваркой, и он должен располагаться на расстоянии от грани профиля не ближе 4t.
4.10 Грат с продольного шва снимают с наружной стороны профиля, при этом высота грата, выступающего над поверхностью профиля, не должна превышать:
– при толщине стенки профиля до 4 мм . 0,5 мм;
– при толщине стенки профиля более 4 мм . 1,0 мм.
4.11 Непровары (несплавления) продольного шва не должны превышать 50 мм на 1 м длины профиля. Длина отдельного местного непровара не должна быть более 20 мм.
Дефектные участки должны быть исправлены при помощи ручной или полуавтоматической сварки по ГОСТ 5264 и ГОСТ 8713 с применением сварочных и присадочных материалов, соответствующих механическим свойствам стали профиля. После исправления швы должны быть зачищены.
4.12 Для профилей, изготовляемых из низколегированных сталей, должна производиться нормализация сварного соединения.
4.13 Комплектность
4.13.1 В комплект поставки входят: профили, упакованные в пачки по типоразмерам и партиям и документ о качестве.
4.13.2 Документ о качестве должен содержать следующие данные:
– наименование предприятия-изготовителя или его товарный знак;
– наименование потребителя;
– обозначение профиля;
– номер плавки, химический состав и механические свойства стали (по данным документа о качестве со штампом ОТК завода-поставщика листового проката в рулонах);
– длину профиля;
– количество пачек;
– количество профилей;
– номер заказа и штамп ОТК;
– дату оформления документа о качестве.
4.14 Упаковка
4.14.1 Профили увязывают в пачки с учетом требований ГОСТ 7566.
Профили в пачке должны быть плотно уложены и прочно обвязаны в поперечном направлении через каждые 2-3 м длины.
Профили в пачке длиной до 6 м включительно должны быть обвязаны не менее чем в двух местах.
Профили поставляют по теоретической массе.
Масса пачки – не более 10 т.
4.14.2 Упаковка профилей в пачки должна обеспечивать возможность производить погрузочно-разгрузочные работы грузоподъемными механизмами без повреждения профилей и с соблюдением мер техники безопасности.
4.15 Маркировка
4.15.1 Маркировка профилей по ГОСТ 7566.
4.15.2 Маркировка должна содержать:
– наименование или товарный знак предприятия-изготовителя;
– обозначение профиля;
– номер плавки;
– длину профиля;
– количество профилей;
– массу и номер пачки;
– клеймо ОТК.
5. Правила приемки и методы контроля
5.1 Профили принимают партиями. Партией считают профили одного профилеразмера и одной марки стали, сопровождаемые одним документом о качестве. Количество профилей в партии должно быть не более 200 шт.
5.2 При наличии автоматического контроля сварки продольного шва проверке внешнего вида подлежат 3% профилей от партии.
При отсутствии автоматического контроля профили подвергают сплошному контролю по ГОСТ 3242.
5.3 При проверке качества поверхности профилей партию считают соответствующей требованиям настоящего стандарта, если масса профилей с неудовлетворительной поверхностью не превышает 3% от массы партии.
5.4 Участки профилей с поперечными швами должны быть вырезаны и отбракованы. Допускается заварка поперечных швов профиля полуавтоматической сваркой при условии обеспечения равнопрочности шва основному металлу. Стык должен быть отмечен несмываемой краской.
5.5 Размеры, имеющие предельные отклонения, должны быть проверены на профилях, отобранных через каждые 1000 м профилирования.
5.6 Если при проверке отобранных профилей окажется хотя бы один не соответствующий требованиям настоящего стандарта, следует отобрать удвоенное количество профилей от той же партии и произвести их повторную проверку.
При неудовлетворительных результатах повторной проверки производят поштучный контроль.
5.7 Марка, химический состав и механические свойства материала профилей должны быть удостоверены документом о качестве предприятия-поставщика листового проката в рулонах.
5.8 Геометрические размеры проверяют при операционном контроле измерительной металлической линейкой по ГОСТ 427, штангенциркулем МЦ-3 по ГОСТ 166, радиусным шаблоном, угловым шаблоном, угломером по ГОСТ 5378. Длину профилей замеряют рулеткой РЗ-20 по ГОСТ 7502.
Поперечные геометрические размеры профилей проверяются на расстоянии от торцевого сечения профиля не менее ширины большего размера сечения.
Допускается замена указанных мерительных инструментов другими, аналогичными по назначению, классом точности не ниже предусмотренных указанными стандартами.
5.9 Местную кривизну измеряют металлической линейкой по ГОСТ 427. Общую кривизну профиля измеряют при помощи струны, натянутой по концам профиля, и линейкой.
5.10 Скручивание и отклонение от перпендикулярности плоскости реза профилей определяют угломером по ГОСТ 5378.
5.11 Качество резки профилей проверяют внешним осмотром.
5.12 Сварные швы контролируют в соответствии с ГОСТ 3242 без испытаний на плотность.
5.13 Комплектность проверяют сличением подготовленной к отправке партии профилей с наряд-заказом.
5.14 Упаковку и маркировку профилей проверяют внешним осмотром на соответствие требованиям настоящего стандарта.
6. Транспортирование и хранение
6.1 Профили перевозят транспортом всех видов в соответствии с правилами перевозки, действующими на данном виде транспорта.
6.2 Транспортирование профилей в части воздействия климатических факторов внешней среды – по условиям 7, хранение – по условиям 4 ГОСТ 15150.
7. Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие профилей требованиям настоящего стандарта при соблюдении потребителем условий транспортирования и хранения.
7.2 Гарантийный срок хранения профилей – 24 мес с момента отгрузки с завода-изготовителя.
ГОСТ 30245-03: Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций
ГОСТ 30245-03: Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций
ГОСТ 30245-03
Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. Технические условия
1. Область применения
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций.
Профили изготовляют на специализированных станах путем формирования круглого трубчатого сечения с продольным сварным швом и последующим обжатием валками в квадратный или прямоугольный профиль.
Обязательные требования качества продукции изложены в пунктах 3.3-3.6, 4.3-4.5, 4.7, 4.11, 5.2, 5.4, 5.5, 5.8-5.10, 5.12.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты и технические условия.
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение.
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066-94 Прокат толстолистовой из стали повышенной прочно-сти. Технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие техни-ческие условия
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
СТО ММК 220-99 Прокат горячекатаный рулонный из низколегированной стали марки 09ФСБ для электросварных труб. Техниче-ские условия
ТУ 39-0147016-109-00 Прокат рулонный из низколегированной стали класса К-48 – К-65 для хладостойких и коррозионно-стойких труб. Технические условия
3. Сортамент
3.1 Поперечное сечение профилей должно соответствовать нормам
3.2 Размеры профилей, площадь поперечного сечения, справочные величины для осей и масса для 1 м профиля должны соответствовать для квадратных профилей таблице 1; для прямоугольных профилей – таблице 2
Предельные отклонения по толщине стенки профилей должны соответствовать предельным отклонениям по толщине исходной заготовки шириной 1250 мм нормальной точности прокатки Б по ГОСТ 19903. Предельные отклонения по толщине не распространяются на места изгиба.
Предельные отклонения по высоте и ширине профиля должны соответствовать,
– при высоте (ширине) профиля до 100 мм . ±1,0, но не менее
– при высоте (ширине) профиля свыше 100 мм . ± 0,8.
3.5 Допуски на радиусы наружного закругления должны соответствовать:
– при t ≤ 6,0 мм . от 1,6t до 2,4t
– при 6,0 о не должны превышать ± 1 о 30′.
3.7 Профили изготавливают длиной от 4,0 до 12,2 м:
– немерной длины;
– мерной длины;
– кратной мерной длины.
Предельные отклонения по длине профилей мерной и кратной мерной длины не должны быть более + 60,0 мм.
Пример условного обозначения гнутого сварного профиля высотой 180, шириной 100, толщиной стенки 5 мм из стали С245 по ГОСТ 27772:
4. Технические требования
4.1 Профили изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.2 Профили следует изготавливать из листового проката, поставляе-мого в рулонах по ГОСТ 19903, из стали:
– углеродистой общего назначения и низколегированной толщиной 3 мм и более по ГОСТ 27772
– углеродистой общего назначения толщиной 4 мм и более по ГОСТ 14637; толщиной 3 мм – по ГОСТ 16523;
– низколегированной толщиной 4 мм и более – по ГОСТ 19281; толщиной 3 мм – по ГОСТ 17066.
Марка стали и категория поставки укладываются в заказе на профили;
– низколегированной марок: Ч-20Ф; Ч-0,9СФ; Ч-20ХМФА по ТУ 39-0147016-109-00; 09ФСБ по СТО ММК 220-99.
4.3 Местная кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать 1 мм на 1 м длины профиля.
Общая кривизна не должна превышать произведения допускаемой местной кривизны (на 1 м длины) на длину профиля в метрах.
4.4 Скручивание профилей вокруг продольной оси не должно превышать величины 2,0 мм плюс 0,5 мм на каждый метр длины профиля.
4.5 Выпуклость и вогнутость стенок профилей не должна превышать 0,01 размера профиля.
4.6 Профили должны быть обрезаны под прямым углом. Отклонение от перпендикулярности плоскости реза к оси профиля не должно выводить профиль за номинальные размеры по длине.
Допускается огневая обрезка торцов отдельных профилей в количестве не более 7% от массы партии.
4.7 Трещины, закаты, глубокие риски и другие повреждения на поверхности профилей не допускаются. Незначительная шероховатость, забоины, вмятины, мелкие риски, тонкий слой окалины и отдельные волосовины не должны препятствовать выявлению поверхностных дефектов и выводить толщину стенки поперечного сечения профиля за пределы допускаемых отклонений.
4.8 Заусенцы на торцах профилей должны удаляться механическим способом по требованию заказчика.
4.9 Продольный сварной шов выполняют автоматической высокочастотной сваркой, и он должен располагаться на расстоянии от грани профиля не ближе 4t.
4.10 Грат с продольного шва снимают с наружной стороны профиля, при этом высота грата, выступающего над поверхностью профиля, не должна превышать:
– при толщине стенки профиля до 4 мм . 0,5 мм;
– при толщине стенки профиля более 4 мм . 1,0 мм.
4.11 Непровары (несплавления) продольного шва не должны превышать 50 мм на 1 м длины профиля. Длина отдельного местного непровара не должна быть более 20 мм.
Дефектные участки должны быть исправлены при помощи ручной или полуавтоматической сварки по ГОСТ 5264 и ГОСТ 8713 с применением сварочных и присадочных материалов, соответствующих механическим свойствам стали профиля. После исправления швы должны быть зачищены.
4.12 Для профилей, изготовляемых из низколегированных сталей, должна производиться нормализация сварного соединения.
4.13 Комплектность
4.13.1 В комплект поставки входят: профили, упакованные в пачки по типоразмерам и партиям и документ о качестве.
4.13.2 Документ о качестве должен содержать следующие данные:
– наименование предприятия-изготовителя или его товарный знак;
– наименование потребителя;
– обозначение профиля;
– номер плавки, химический состав и механические свойства стали (по данным документа о качестве со штампом ОТК завода-поставщика листового проката в рулонах);
– длину профиля;
– количество пачек;
-количество профилей;
– номер заказа и штамп ОТК;
– дату оформления документа о качестве.
4.14 Упаковка
4.14.1 Профили увязывают в пачки с учетом требований ГОСТ 7566.
Профили в пачке должны быть плотно уложены и прочно обвязаны в поперечном направлении через каждые 2-3 м длины.
Профили в пачке длиной до 6 м включительно должны быть обвязаны не менее чем в двух местах.
Профили поставляют по теоретической массе.
Масса пачки – не более 10 т.
4.14.2 Упаковка профилей в пачки должна обеспечивать возможность производить погрузочно-разгрузочные работы грузоподъемными механизмами без повреждения профилей и с соблюдением мер техники безопасности.
4.15 Маркировка
4.15.1 Маркировка профилей по ГОСТ 7566.
4.15.2 Маркировка должна содержать:
– наименование или товарный знак предприятия-изготовителя;
– обозначение профиля;
– номер плавки;
– длину профиля;
– количество профилей;
– массу и номер пачки;
– клеймо ОТК.
5. Правила приемки и методы контроля
5.1 Профили принимают партиями. Партией считают профили одного профилеразмера и одной марки стали, сопровождаемые одним документом о качестве. Количество профилей в партии должно быть не более 200 шт.
5.2 При наличии автоматического контроля сварки продольного шва проверке внешнего вида подлежат 3% профилей от партии.
При отсутствии автоматического контроля профили подвергают сплошному контролю по ГОСТ 3242.
5.3 При проверке качества поверхности профилей партию считают соответствующей требованиям настоящего стандарта, если масса профилей с неудовлетворительной поверхностью не превышает 3% от массы партии.
5.4 Участки профилей с поперечными швами должны быть вырезаны и отбракованы. Допускается заварка поперечных швов профиля полуавтоматической сваркой при условии обеспечения равнопрочности шва основному металлу. Стык должен быть отмечен несмываемой краской.
5.5 Размеры, имеющие предельные отклонения, должны быть проверены на профилях, отобранных через каждые 1000 м профилирования.
5.6 Если при проверке отобранных профилей окажется хотя бы один не соответствующий требованиям настоящего стандарта, следует отобрать удвоенное количество профилей от той же партии и произвести их повторную проверку.
При неудовлетворительных результатах повторной проверки производят поштучный контроль.
5.7 Марка, химический состав и механические свойства материала профилей должны быть удостоверены документом о качестве предприятия-поставщика листового проката в рулонах.
5.8 Геометрические размеры проверяют при операционном контроле измерительной металлической линейкой по ГОСТ 427, штангенциркулем МЦ-3 по ГОСТ 166, радиусным шаблоном, угловым шаблоном, угломером по ГОСТ 5378. Длину профилей замеряют рулеткой РЗ-20 по ГОСТ 7502.
Поперечные геометрические размеры профилей проверяются на расстоянии от торцевого сечения профиля не менее ширины большего размера сечения.
Допускается замена указанных мерительных инструментов другими, аналогичными по назначению, классом точности не ниже предусмотренных указанными стандартами.
5.9 Местную кривизну измеряют металлической линейкой по ГОСТ 427. Общую кривизну профиля измеряют при помощи струны, натянутой по концам профиля, и линейкой.
5.10 Скручивание и отклонение от перпендикулярности плоскости реза профилей определяют угломером по ГОСТ 5378.
5.11 Качество резки профилей проверяют внешним осмотром.
5.12 Сварные швы контролируют в соответствии с ГОСТ 3242 без испытаний на плотность.
5.13 Комплектность проверяют сличением подготовленной к отправке партии профилей с наряд-заказом.
5.14 Упаковку и маркировку профилей проверяют внешним осмотром на соответствие требованиям настоящего стандарта.
6. Транспортирование и хранение
6.1 Профили перевозят транспортом всех видов в соответствии с правилами перевозки, действующими на данном виде транспорта.
6.2 Транспортирование профилей в части воздействия климатических факторов внешней среды – по условиям 7, хранение – по условиям 4 ГОСТ 15150.
7. Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие профилей требованиям настоящего стандарта при соблюдении потребителем условий транспортирования и хранения.
7.2 Гарантийный срок хранения профилей – 24 мес с момента отгрузки с завода-изготовителя.
Сортамент квадратных труб и требования ГОСТ 30245-2003
Сварная квадратная труба, разнообразный сортамент которой позволяет подобрать изделие с требуемыми геометрическими параметрами, производится по требованиям, которые содержит ГОСТ 30245-2003. Заменяя устаревший ГОСТ 30245-94, этот нормативный документ определяет требования к сортаменту и геометрическим параметрам не только квадратных, но и профильных прямоугольных труб, также относящихся к категории сварных.

Труба стальная квадратного профиля
Ознакомиться и скачать ГОСТ 30245-2003 и ГОСТ 30245-94
Ознакомиться с содержанием документа государственного стандарта 30245-2003, регламентирующего основные параметры, нюансы изготовление и эксплуатации квадратных труб, а также скачать данный ГОСТ можно ниже.












Довольно часто, задавшись целью ознакомиться с сортаментом квадратных труб, люди ищут ГОСТ 30245-94, который на данный момент уже утратил актуальность в связи с тем, что на смену ему пришел более новый документ государственного стандарта. Но если все-таки есть желание сравнить их и выяснить, какие были внесены изменения, то данный ГОСТ можно бесплатно скачать ниже.
Производство труб квадратного профиля по ГОСТу
ГОСТ 30245-2003 является официальным нормативным документом, в котором оговариваются не только размеры квадратных труб, но и технологические особенности их производства. Естественно, что профильные трубы, которые произведены кустарным способом, категорически запрещено использовать в капитальном строительстве. Такие изделия чаще всего не соответствуют требованиям ГОСТа не только по геометрическим параметрам, но и по прочностным характеристикам. Кроме того, они не маркируются и не считаются товаром, допущенным к открытой продаже.

Линия по изготовлению профильных труб
Основные геометрические параметры изделия
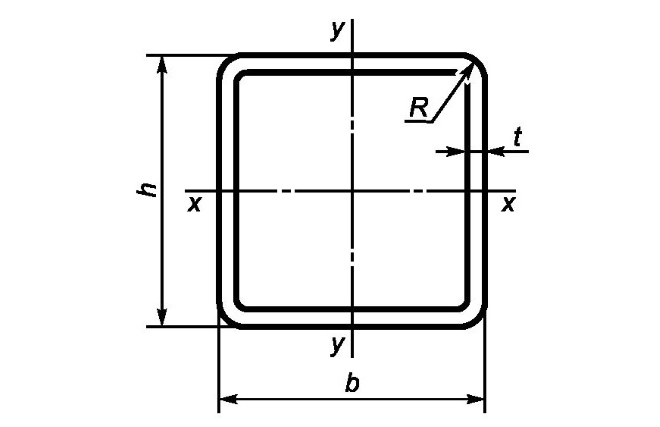
Государственным стандартом оговаривается целый перечень геометрических параметров, которым должны соответствовать металлические профильные трубы, имеющие квадратное сечение. К таким параметрам относятся:
- h – размеры сторон или высота профиля;
- b – ширина профиля (данный параметр может отличаться от высоты, если труба имеет прямоугольное сечение);
- t – толщина стенки;
- R – радиус закругления (наружный), измеряемый в месте пересечения стенок.
Параметры поперечного сечения квадратных профилей по ГОСТу 30245-2003
В нормативном документе указано, что геометрические параметры профильных квадратных труб могут иметь отклонения, которые должны находиться в представленных ниже пределах.
По наружному радиусу закругления
- для изделий с толщиной стенки до 6 мм – 1,6t–2,4t;
- для изделий с толщиной стенки 6–10 мм – 2,0t–3,0t;
- для труб, толщина стенки которых больше 10 мм, – 2,4t–3,6t.
По высоте/ширине сторон стальной трубы
- для труб, высота / ширина сторон которых составляет 100 мм и менее, – от ±0,5 мм до ±1%;
- для изделий с размерами сторон, превышающими 100 мм, – ±0,8%.
По углу пересечения сторон трубы (900), измеряемому в поперечном сечении профиля
Размеры сторон и толщина стенки квадратной трубы
Согласно требованиям ГОСТа, размеры сторон профильных труб, имеющих квадратное сечение, могут варьироваться в интервале 50–300 мм. В сортаменте этой продукции каждому размеру профиля соответствует определенная толщина стенки: чем больше размеры сторон стальной квадратной трубы, тем с большей толщиной стенки (этот параметр варьируется в интервале 2–14 мм) они производятся.
Все параметры, которым должны соответствовать трубы квадратного сечения, приведены в таблице.
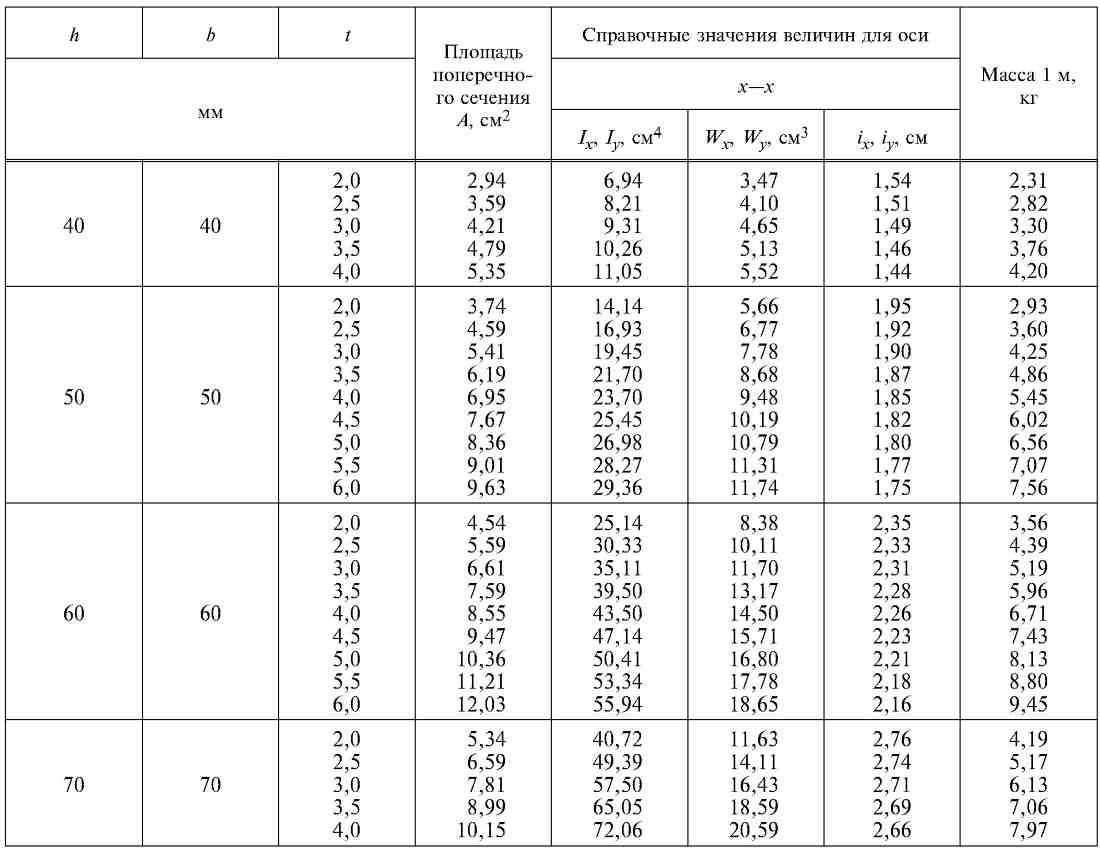
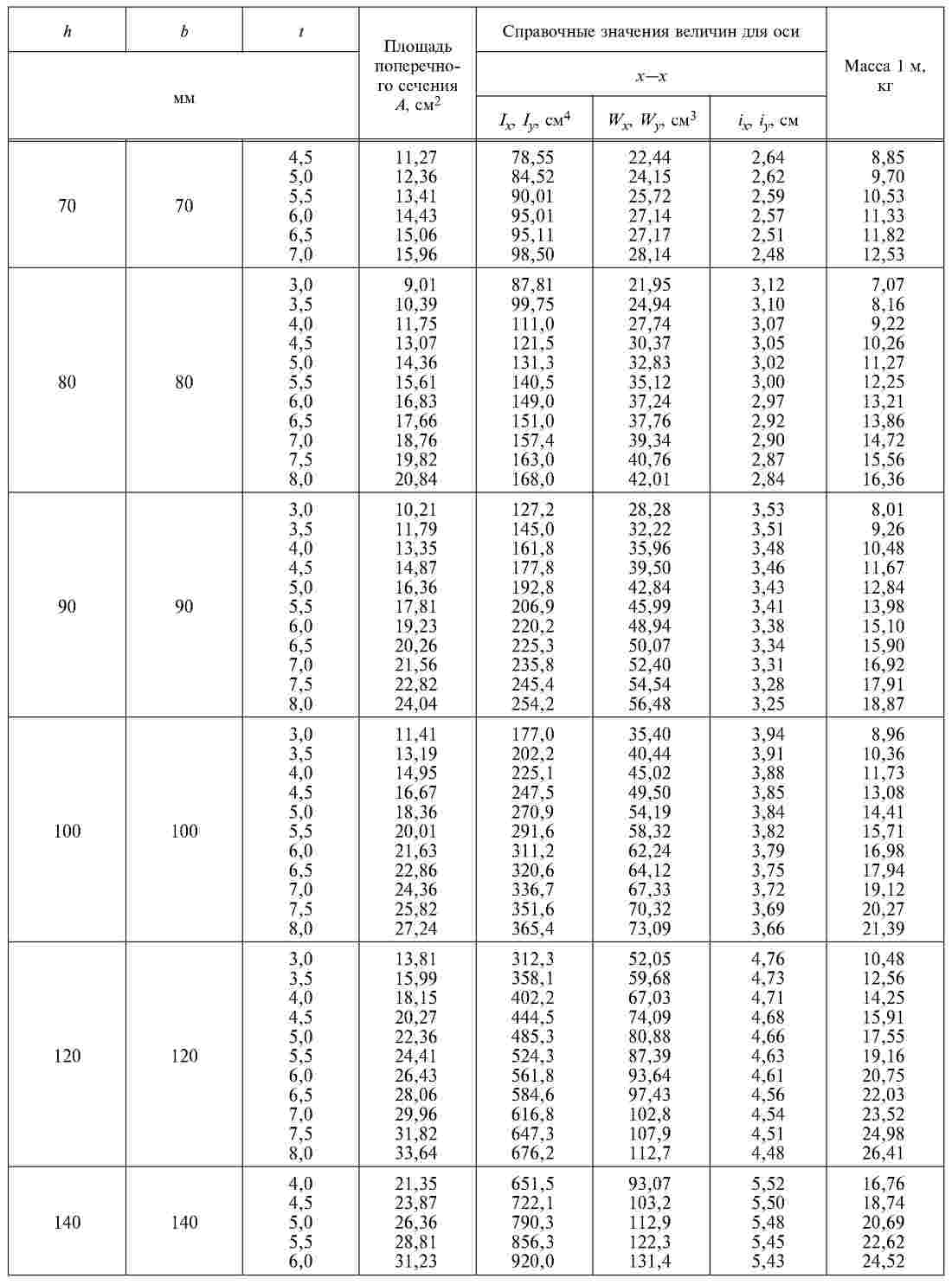
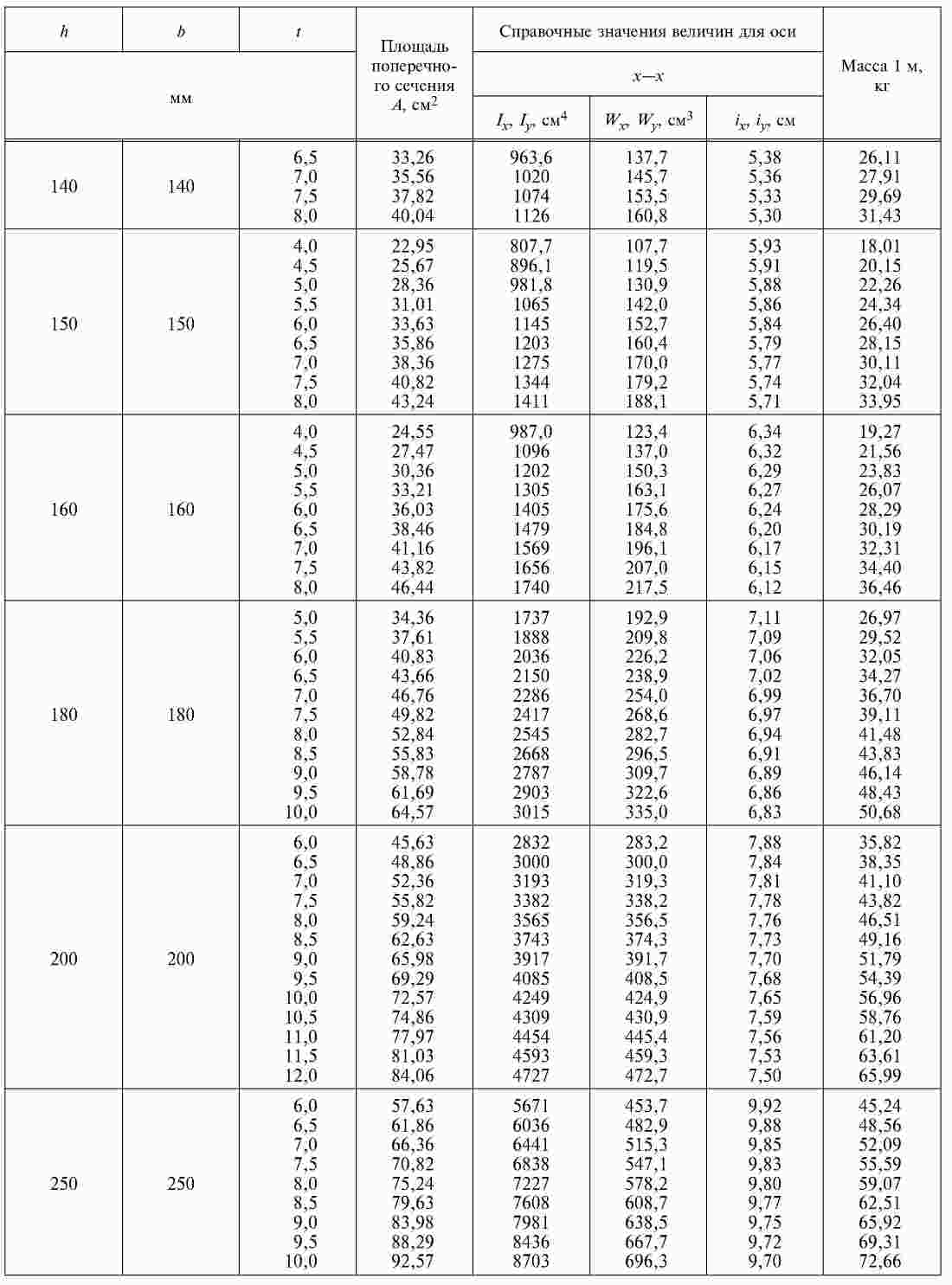
Основные параметры квадратных труб
Стальные профильные трубы, имеющие квадратное сечение, могут производиться не только по ГОСТу, но и по ТУ – это специально разработанные Технические условия. В соответствии с требованиями данного документа, утверждением которого занимается государственный нормирующий орган, трубы с квадратным профилем могут производиться в нестандартных размерах (длина, размеры стенок и их толщина). Такие изделия, в маркировке которых присутствует аббревиатура ТУ, производятся преимущественно по специальным заказам.
При рассмотрении и утверждении Технических условий государственный контролирующий орган оценивает степень безопасности продукции с нестандартными размерами, предусматривает ее обязательные испытания, а также определяет, возможен ли ее выпуск на оборудовании, которым оснащено предприятие.
Требования к длине трубы квадратного сечения
Стальные профильные трубы, имеющие квадратное сечение, в соответствии с требованиями нормативного документа, могут выпускаться немерной, мерной, а также кратной мерной длины. При выполнении нарезки следует придерживаться следующих требований, которые регламентирует ГОСТ.
- Длина нарезанных профильных изделий должна находиться в интервале 4–13 м.
- Наиболее распространенными длинами труб, отпускаемых со склада производителя, являются 6 и 12 метров.
- Изделия мерной и кратной мерной длины не должны иметь отклонения по ней более 60 мм.
- Длина труб, отпускаемых со склада производителя, определяется заказчиком, но она должна находиться в пределах, оговоренных в нормативном документе.

Длинные квадратные трубы
Как разобраться в маркировке
В маркировке стальных труб квадратного профиля, требования к которой также оговариваются в ГОСТе, отражаются следующие характеристики.
В верхней части маркировки (числитель):
- геометрические параметры продукции маркируемой партии (высота, ширина, толщина стенки);
- номер нормативного документа, в соответствии с которым производится изделие.
В нижней части маркировки (знаменатель):
- марка стали, из которой изготовлена профильная труба;
- номер нормативного документа, которому соответствует материал изготовления изделия.

Маркировка квадратных труб содержит информацию о параметрах изделия
В качестве примера рассмотрим, как маркируется профильная труба квадратного сечения с размерами сторон 100 мм и толщиной стенки 6 мм, изготовленная из стали С390К:
100х100х5 ГОСТ 30245-2003/С390К ГОСТ 2772-88.
Эксплуатационные характеристики и сферы применения квадратных труб
Эксплуатационные характеристики, которыми обладают стальные трубы с квадратным профилем, определяются как материалом их изготовления, так и особенностями их конструкции, которая представляет собой замкнутый профиль, сформированный из металлической полосы. В результате создается труба, обладающая незначительным весом, но способная выдерживать значительные нагрузки на изгиб и кручение. Требования к ее прочностным характеристикам, а также методы испытаний, при помощи которых они контролируются, также оговорены в ГОСТе.

Профильные трубы часто используются в несущих каркасах различных сооружений
Благодаря исключительным прочностным характеристикам, незначительному весу и технологичности профильные металлические трубы с квадратным сечением нашли широкое применение во многих отраслях человеческой деятельности. Так, эти изделия наиболее активно используются при:
- возведении строений различного назначения (из таких труб монтируются облегченные несущие конструкции для складов, магазинов, теплиц, зимних садов, ферм, навесов и др.);
- реконструкции строительных объектов (с помощью квадратных стальных труб создаются каркасы кровельных конструкций и перекрытий, входных групп и др.);
- производстве мебели (шкафов, стеллажей, полок, столов, стульев и др.);
- производстве различных механизмов и устройств в машиностроении;
- создании и монтаже рекламных конструкций.
В отличие от труб круглого сечения, которые при воздействии значительных изгибающих нагрузок могут не только согнуться, но и разрушиться, изделия с квадратным профилем при таком же значении и направлении нагрузки только изгибаются, а при ее снятии возвращаются в первоначальное состояние.
Выбирая трубу квадратного профиля для решения определенной задачи, необходимо предварительно произвести все необходимые расчеты. В результате станет понятно, изделие с какими геометрическими параметрами профиля будет в состоянии выдержать нагрузки, которые будут на него приходиться.
Особенности производства
Трубы с квадратным профилем, соответствующие требованиям ГОСТа 30245-2003, могут производиться из различных сортов листовой стали, к которым относятся:
- стали углеродистой группы общего назначения и низколегированных марок, выпускаемые с толщиной листа 3 мм по ГОСТу 27772;
- стали углеродистых марок общего назначения, производимые по ГОСТу 14637 (толщина листа 4 мм и более) и по ГОСТу 16523 (толщина листа 3 мм);
- углеродистые качественные стали марок 10, 15 и 20, выпускаемые по ГОСТу 1050;
- стали низколегированных марок, выпускаемые по ГОСТу 19281 (толщина листа 4 мм и более) и по ГОСТу 17066 (толщина листа 3 мм).

Подготовленные для транспортировки профильные трубы хранятся на складе завода
Производство стальных квадратных труб данной категории осуществляется в несколько этапов.
- Листовой прокат, изначально находящийся в рулонах, разматывают и нарезают на полосы требуемой ширины.
- Концы полученных полос свариваются для формирования длинной ленты.
- Стальная полоса подается на формовочный станок, где при помощи специальных вальцов из нее формируется изделие с квадратным профилем.
- Соединительный продольный шов, полученный в результате гибки, проваривается.
- Со сварного шва снимается грат (его высота не должна превышать 0,5–1 мм в зависимости от толщины стенки изделия).
- Осуществляется контроль качества сварного шва, а также поверхности полученной трубы. После устранения недостатков, если они выявлены, трубы нарезаются на отрезки требуемой длины и отправляются на упаковку.

Готовые трубы проходят проходят инструментальный контроль соответствия требованиям ГОСТа
Кроме вышеописанной технологии, стальные трубы с квадратной формой профиля могут производиться методом холодного и горячего деформирования.
Что еще следует знать о стальных трубах квадратного сечения
На каждую партию труб, отгружаемую со склада производственного предприятия, должны выдаваться сопроводительные документы, основным из которых является сертификат качества. В таком документе, заверенном штампом ОТК изготовителя продукции, должна содержаться следующая информация:
- наименование производителя и его торговая марка;
- данные о материале изготовления (марка стали и ее физико-химические свойства);
- объем партии (количество труб и их длина);
- номер партии;
- количество упаковок в партии товара;
- дополнительная информация о заказе;
- дата изготовления продукции.
Паспорт на профильную трубу должен содержать всю необходимую информацию
Для хранения и дальнейшей транспортировки трубы упаковываются в пачки, вес каждой из которых не должен превышать 10 тонн. Если трубы имеют длину 3 м и менее, то пачку с ними обвязывают в одном месте (посередине), если больше 3 метров – то в двух. Обвязка пачек труб должна обеспечивать не только компактность их хранения и транспортировки, но и возможность их подъема и перемещения с помощью механизированных устройств.
В ГОСТе 30245-2003 оговариваются не только требования к стальным трубам квадратного сечения, но и период, в течение которого они полностью сохраняют свои технические и эксплуатационные характеристики. Такой период, согласно указанному нормативному документу, составляет 2 года.
Естественно, стальные профильные трубы полностью сохранят все свои характеристики только в том случае, если при их производстве, хранении и транспортировке соблюдены все необходимые условия.
ГОСТ 30245-2003 Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций. Технические условия
ПРОФИЛИ СТАЛЬНЫЕ ГНУТЫЕ ЗАМКНУТЫЕ СВАРНЫЕ КВАДРАТНЫЕ И ПРЯМОУГОЛЬНЫЕ ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Технические условия
Steel bent closed welded square and rectangular section for building.
Дата введения 2003-10-01
1. Область применения
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций.
Профили изготовляют на специализированных станах путем формирования круглого трубчатого сечения с продольным сварным швом и последующим обжатием валками в квадратный или прямоугольный профиль.
Обязательные требования качества продукции изложены в пунктах 3.3 – 3.6, 4.3 – 4.5, 4.7, 4.11, 4.12, 5.2, 5.4, 5.5, 5.8 – 5.10, 5.12.
2. Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общиетехнические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы,конструктивные элементы и размеры
ГОСТ 5378-88 Угломеры с нониусом. Технические условия ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка,транспортирование и хранение
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17066-94 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 27772-88 Прокат для строительных стальных конструкций. Общие технические условия
3. Сортамент
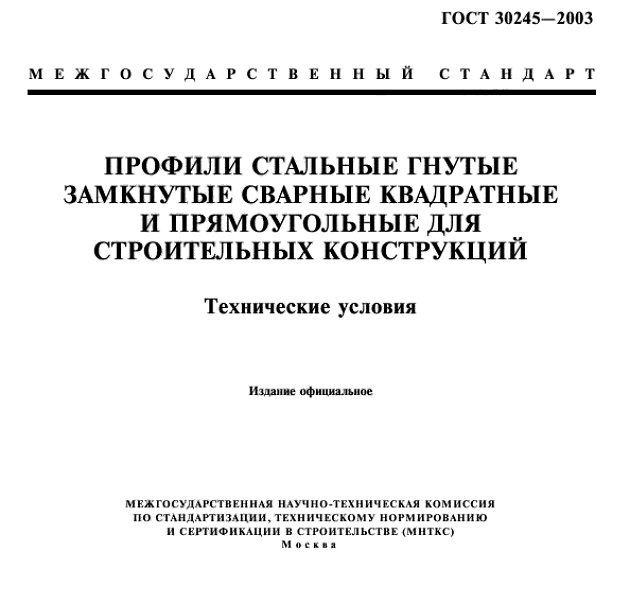
3.1 Поперечное сечение профилей должно соответствовать указанному на рисунке 1.
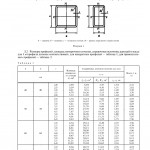
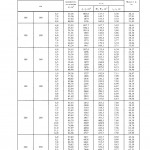
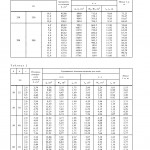
3.2 Размеры профилей, площадь поперечного сечения, справочные величины для осей и масса для 1 м профиля должны соответствовать: для квадратных профилей -таблице 1; для прямоугольных профилей – таблице 2.

Рисунок 1. h – высота; b – ширина; t – толщина стенки; R – радиус наружного закругления
3.3 Предельные отклонения по толщине стенки профилей должны соответствовать предельным отклонениям по толщине исходной заготовки шириной 1250 мм нормальной точности прокатки Б по ГОСТ 19903. Предельные отклонения по толщине не распространяются на места изгиба.
3.4 Предельные отклонения по высоте и ширине профиля должны соответствовать, %:
при высоте (ширине) профиля до 100 мм – ±1,0, но не менее ±0,5 мм;
3.5 Допуски на радиусы наружного закругления должны соответствовать:
при t 10,0 мм – от 2,4t до 3,6t.
3.6 В поперечном сечении профиля отклонения от угла 90° не должны превышать ±1°30′.
3.7 Профили изготавливают длиной от 6,0 до 12,0 м, а по согласованию потребителя с изготовителем – длиной от 4,0 до 13,0 м:
– кратной мерной длины.
3.8 Предельные отклонения по длине профилей мерной и кратной мерной длины недолжны быть более +60,0 мм.
3.9 Пример условного обозначения гнутого сварного профиля высотой 180, шириной 100, толщиной стенки 5 мм из стали С245 по ГОСТ 27772:

.png)










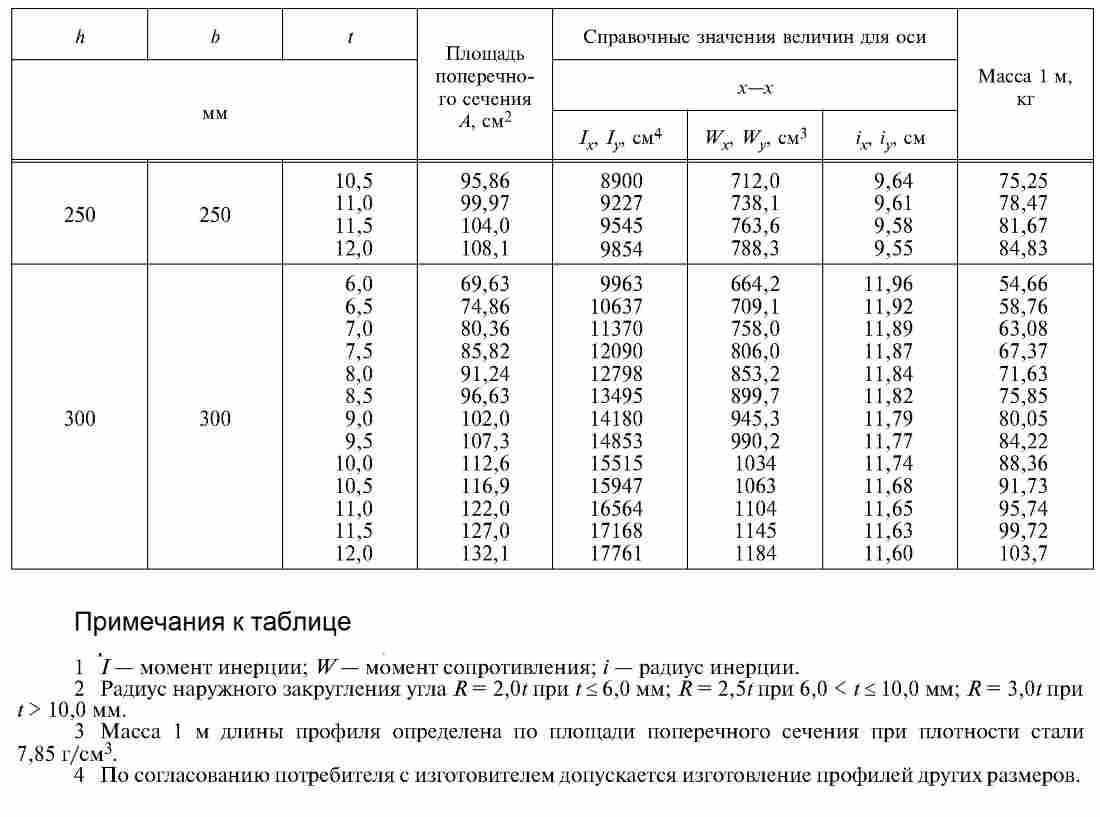
Примечания к таблицам 1 и 2
1 I – момент инерции; W – момент сопротивления; i – радиус инерции.
2 Радиус наружного закругления угла R = 2,0/ при t 10,0 мм.
3 Масса 1 м длины профиля определена по площади поперечного сечения, при плотности стали 7,85г/см 3 .
4 По согласованию потребителя с изготовителем допускается изготовление профилей других размеров.
4. Технические требования
4.1 Профили изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
4.2 Профили следует изготавливать из листового проката, поставляемого в рулонахпо ГОСТ 19903, из стали:
– углеродистой общего назначения и низколегированной толщиной 3 мм и более – по ГОСТ 27772;
– углеродистой общего назначения толщиной 4 мм и более – по ГОСТ 14637;толщиной 3 мм – по ГОСТ 16523;
– углеродистой качественной марок 10, 15 и 20 – по ГОСТ 1050;
– низколегированной толщиной 4 мм и более – по ГОСТ 19281; толщиной 3 мм – поГОСТ 17066.
Марку стали и категорию поставки указывают в заказе на профили.
4.3 Местная кривизна профилей в горизонтальной и вертикальной плоскостях не должна превышать 1 мм на 1 м длины профиля.
Общая кривизна не должна превышать произведения допускаемой местной кривизны (на 1 м длины) на длину профиля в метрах.
4.4 Скручивание профилей вокруг продольной оси не должно превышать величины 2,0 мм плюс 0,5 мм на каждый метр длины профиля.
4.5 Выпуклость и вогнутость стенок профилей не должны превышать 0,01 размерапрофиля.
4.6 Профили должны быть обрезаны под прямым углом. Отклонение от перпендикулярности плоскости реза к оси профиля не должно выводить профиль заноминальные размеры по длине.
Допускается огневая обрезка торцов отдельных профилей в количестве не более 7 % массы партии.
4.7 Трещины, закаты, глубокие риски и другие повреждения на поверхностипрофилей не допускаются. Незначительная шероховатость, забоины, вмятины, мелкиериски, тонкий слой окалины и отдельные волосовины не должны препятствовать выявлению поверхностных дефектов и выводить толщину стенки поперечного сечения профиля за пределы допускаемых отклонений.
4.8 Заусенцы на торцах профилей должны удаляться механическим способом потребованию заказчика.
4.9 Продольный сварной шов выполняют автоматической высокочастотной сваркой,и он должен располагаться на расстоянии от грани профиля не ближе 4t.
4.10 Грат с продольного шва снимают с наружной стороны профиля, при этомвысота грата, выступающего над поверхностью профиля, не должна превышать:
– при толщине стенки профиля до 4 мм – 0,5 мм;
– »»»» более 4 мм – 1,0 мм.
4.11 Непровары (несплавления) продольного шва не должны превышать 50 мм на 1м длины профиля. Длина отдельного местного непровара не должна быть более 20 мм.
Дефектные участки должны быть исправлены при помощи ручной или полуавтоматической сварки по ГОСТ 5264 и ГОСТ 8713 с применением сварочных и присадочных материалов, соответствующих механическим свойствам стали профиля.После исправления швы должны быть зачищены.
4.12 Временное сопротивление разрыву продольного сварного шва должно быть неменее 0,95 временного сопротивления разрыву основного металла.
4.13. Комплектность
4.13.1 В комплект поставки входят: профили, упакованные в пачки по типоразмерами партиям, и документ о качестве.
4.13.2 Документ о качестве должен содержать следующие данные:
– наименование предприятия-изготовителя или его товарный знак;
– номер плавки, химический состав и механические свойства стали (по даннымдокумента о качестве со штампом ОТК завода – поставщика листового проката врулонах);
– номер заказа и штамп ОТК;
– дату оформления документа о качестве.
4.14. Упаковка
4.14.1 Профили увязывают в пачки с учетом требований ГОСТ 7566.
Профили в пачке должны быть плотно уложены и прочно обвязаны в поперечном направлении через каждые 2 – 3 м длины.
Профили в пачке длиной до 6 м включительно должны быть обвязаны не менее чем в двух местах.
Профили поставляют по теоретической массе.
Масса пачки – не более 10 т.
4.14.2 Упаковка профилей в пачки должна обеспечивать возможность производитьпогрузочно-разгрузочные работы грузоподъемными механизмами без повреждения профилей и с соблюдением мер техники безопасности.
4.15. Маркировка
4.15.1 Маркировка профилей – по ГОСТ 7566.
4.15.2 Маркировка должна содержать:
– наименование или товарный знак предприятия-изготовителя;
– массу и номер пачки;
5. Правила приемки и методы контроля
5.1 Профили принимают партиями. Партией считают профили одного профилеразмера и одной марки стали, сопровождаемые одним документом о качестве.Количество профилей в партии должно быть не более 200 шт.
5.2 При наличии автоматического контроля сварки продольного шва проверкевнешнего вида подлежат 3 % профилей от партии.
При отсутствии автоматического контроля профили подвергают сплошному контролю по ГОСТ 3242.
5.3 При проверке качества поверхности профилей партию считают соответствующей требованиям настоящего стандарта, если масса профилей с неудовлетворительной поверхностью не превышает 3 % массы партии.
5.4 Участки профилей с поперечными швами должны быть вырезаны и отбракованы.Допускается заварка поперечных швов профиля полуавтоматической сваркой приусловии обеспечения равнопрочности шва основному металлу. Стык должен бытьотмечен несмываемой краской.
5.5 Размеры, имеющие предельные отклонения, должны быть проверены на профилях, отобранных через каждые 1000 м профилирования.
5.6 Если при проверке отобранных профилей окажется хотя бы один не соответствующий требованиям настоящего стандарта, следует отобрать удвоенное количество профилей от той же партии и произвести их повторную проверку.
При неудовлетворительных результатах повторной проверки производят поштучный контроль.
5.7 Марка, химический состав и механические свойства материала профилей должны быть удостоверены документом о качестве предприятия – поставщика листового проката в рулонах.
5.8 Геометрические размеры проверяют при операционном контроле измерительной металлической линейкой по ГОСТ 427, штангенциркулем МЦ-3 по ГОСТ 166,радиусным шаблоном, угловым шаблоном, угломером по ГОСТ 5378. Длину профилей
замеряют рулеткой РЗ-20 по ГОСТ 7502.
Геометрические размеры сечения профиля проверяются на расстоянии не менее большего размера сечения от торца профиля.
Допускается замена указанных мерительных инструментов другими, аналогичными по назначению, классом точности не ниже предусмотренных указанными стандартами.
5.9 Местную кривизну измеряют металлической линейкой по ГОСТ 427. Общуюкривизну профиля измеряют при помощи струны, натянутой по концам профиля, и линейкой.
5.10 Скручивание и отклонение от перпендикулярности плоскости реза профилей определяют угломером по ГОСТ 5378.
5.11 Качество резки профилем проверяют внешним осмотром.
5.12 Сварные швы контролируют в соответствии с ГОСТ 3242 без испытаний наплотность.
5.13 Комплектность проверяют сравнением подготовленной к отправке партии профилей с наряд-заказом.
5.14 Упаковку и маркировку профилей проверяют внешним осмотром насоответствие требованиям настоящего стандарта.
6. Транспортирование и хранение
6.1 Профили перевозят транспортом всех видов в соответствии с правилами перевозки, действующими на данном виде транспорта.
6.2 Транспортирование профилей в части воздействия климатических фактороввнешней среды – по условиям 7, хранение – по условиям 4 ГОСТ 15150.
7. Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие профилей требованиям настоящего стандарта при соблюдении потребителем условий транспортирования и хранения.
7.2 Гарантийный срок хранения профилей – 24 мес. с момента отгрузки с завода-изготовителя.
Сортамент и характеристики водосточных оцинкованных труб
Водоотводная система — важный элемент построек, которому часто не уделяется должного внимания. Если вода с крыши не будет отводиться, может произойти разрушение кровельного материала, повысится сырость в помещениях. Водосточная оцинкованная труба — лучший выбор при сборке трубопроводов для отвода жидкости с крыши.

Водосточные оцинкованные трубы
Назначение
Оцинкованные изделия используются для сборки разных сливов. Чаще они используются при монтаже водосточных трубопроводов для отведения воды с крыш промышленных предприятий, частных домов, хозяйственных построек, многоэтажек.
Характеристики
Характеристики, которые нужно учитывать при покупке:
- длина;
- наружный диаметр;
- толщина стенок.
Характеристики, которым должны следовать производители комплектующих к сборке водоотводных систем, указаны в ГОСТ 7623-84.
Классификация
- Внешний. Трубы закрепляются с внешней стороны стен здания. Они фиксируются хомутами, закрепленными на металлических штырях, уходящих в бетон. Главные недостатки монтажа — замерзание воды в водостоках.
- Внутренний. По конструкционным элементам не отличаются от внешних конструкций. Монтаж проводится внутри фасада или стен.
Сортамент
- Наружный диаметр — от 100 до 220 мм.
- Толщина стенок — от 0,7 до 1 мм.
- Толщина оцинковки — от 15 до 30 мкм.
- Длина — от 1 до 3 метров.
Размеры могут изменяться зависимо от назначения изделий, требуемых индивидуальных характеристик.
Принципы выбора
Перед выбором оцинкованных комплектующих для сборки системы водоотведения рекомендуется изучить их особенности, которые помогут избежать многих проблем. Выбор диаметра труб зависимо от площади крыши:
- Площадь 50 м2— 75 мм.
- Площадь 100м2— 90 мм.
- Площадь 150 м2—120 мм.
Также нужно уделить внимание внешнему осмотру трубок. На поверхности изделий не должно быть повреждений, трещин, глубоких царапин. Из-за таких дефектов появляется ржавчина.
Преимущества и недостатки
- минимальный шум при попадании осадков на оцинкованные поверхности;
- сохранение натурального оттенка даже при эксплуатации в агрессивных условиях;
- устойчивость к воздействию влаги, перепадам температуры, солнечных лучей и химических элементов;
- долговечность, высокая прочность, износоустойчивость;
- небольшой вес;
- простой монтаж;
- невосприимчивость к воздействию открытого пламени;
- низкая цена.
Серьезных недостатков нет.
Производители и цены
- «ЭЛСАН»;
- «МосВодостоки»;
- ELEMENT EKB;
- «Водосток Групп».
Цена за 1 метр трубы диаметром 130 мм — 230 рублей.
Принципы монтажа
Прежде чем начинать сборку системы водоотведения, нужно изучить ее основные элементы:
- Горизонтальный желоб с полукруглой или квадратной формой лотка. Закрепляется по периметру крыши. Лоток нужен, чтобы собирать воду с поверхности крыши.
- Воронки. Дополнительные части водосточной системы. Нужны, чтобы принимать водяной поток, направлять его дальше. По форме воронка напоминает сужающуюся лейку.
- Вертикальные трубы. Нужны для перемещения водяного потока с крыши вниз.
- Колена. Дополнительные комплектующие для изменения направления трубопровода. Применяются, если невозможно продолжить прямую систему.
- Сливные патрубки. Нужны, чтобы задать направление водяному потоку в месте окончания трубопровода.
Инструменты для монтажа:
- Рулетка, уровень, маркер.
- Клещи, пассатижи, ножницы по металлу, гибочные устройства, молоток, лобзик, ножовка по металлу.
- Шуруповерт, дрель с оснасткой, болгарка.
- Кисти для промазывания стыков защитным, уплотнительным составом.
- Стремянка, лестница.
Внешний монтаж трубопровода:
- Нанести разметку в области расположения крепежей.
- Просверлить отверстия в стенах, вбить анкера.
- Соединить элементы хомутами.
- Промазать места соединений защитным составом.
- Навесить трубопровод на крепления.
- Установить дополнительные элементы системы.
Собрать систему для отведения воды с крыши может любой человек. Из всех доступных вариантов расходных элементов лучшим считается трубы и другие части трубопровода из нержавеющей стали. Этот материал неприхотлив в обслуживании, устойчив к воздействию агрессивных факторов.
Диаметры оцинкованных труб

Основные виды диаметров оцинкованных труб: внешние электросварные по госту 10704 и внутренние водогазопроводные по госту 3262. Основные размеры диаметра трубы оцинкованной — диаметр условного прохода (ду) в дюймах и миллиметрах и внешний в миллиметрах. Диаметры стальных оцинкованных труб представлены в таблице ниже:
| внутренний диаметр оцинкованной трубы, мм | внутренний диаметр оцинкованной трубы в дюймах | внешний, наружный диаметр оцинкованных труб, мм | толщина стенки | вес метра, кг в 1 мп |
| ду Ø 6 | ¼″ | Ø 10,2 мм | 1.8, 2.0, 2.5 | 0,37, 0,40, 0.47 |
| ду Ø 8 | ⅓″ | Ø 13,5 мм | 2.0, 2.2, 2.8 | 0,57, 0.61, 0.74 |
| ду Ø 10 | 2/5″ | Ø 17 мм | 2.0, 2.8 | 0.74, 0.98 |
| ду Ø 15 | ½″ | Ø 21,3 мм | 2.5, 2.8, 3.2 | 1.16, 1.28, 1.43 |
| ду Ø 20 | ¾″ | Ø 26,8 мм | 2.5, 2.8, 3.2 | 1.50, 1,66, 1.86 |
| ду Ø 25 | 1″ | Ø 33,5 мм | 2.8, 3.2, 4.0 | 2.12, 2.39, 2.91 |
| ду Ø 32 | 1 ¼″ | Ø 42,3 мм | 2.8, 3.2, 4.0 | 2,73, 3,09, 3.78 |
| ду Ø 40 | 1 ½″ | Ø 48 мм | 3.0, 3.5 | 3,33, 3,84 |
| ду Ø 50 | 2″ | Ø 60 мм | 3.0, 3.5, 4.5 | 4.22, 4,88, 6.16 |
| ду Ø 65 | 2 ½″ | Ø 75,5 мм | 3.2, 4.0, 4.5 | 5.71, 7,05, 7.88 |
| ду Ø 80 | 3″ | Ø 88,5 мм | 3.5, 4.0, 4.5 | 7.34, 8,34, 9.32 |
| ду Ø 90 | 3 ½″ | Ø 101,3 мм | 3.5, 4.0, 4.5 | 8.44, 9.6, 10.74 |
| ду Ø 100 | 4″ | Ø 114 мм | 4.0, 4.5, 5.0 | 10.85, 12,15, 13.44 |
| ду Ø 125 | 5″ | Ø 140 мм | 4.0, 4.5, 5.5 | 13.42, 15.04, 18.24 |
| ду Ø 150 | 6″ | Ø 165 мм | 4.0, 4.5,5.5 | 15.88, 17.81, 21.63 |
Диаметры стальных оцинкованных труб
 Трубы оцинкованные производятся по ГОСТу 3262-75 и ГОСТу 10704-91. Длиной от 6 до 12 метров.
Трубы оцинкованные производятся по ГОСТу 3262-75 и ГОСТу 10704-91. Длиной от 6 до 12 метров.
Трубы по госту 3262 называются водогазопроводными оцинкованными. Измеряются по внутреннему диаметру в дюймах и миллиметрах. Пример обозначения: Труба ВГП оцинкованная 50х3.5 ст3сп дл6м ГОСТ 3262-75.
Трубы по госту 10704 называются оцинкованными круглыми электросварными прямошовными. Измеряются по внешнему диаметру в миллиметрах. Пример обозначения: Труба оцинкованная 89х4 ст3сп дл12м ГОСТ 10704-91.
В нашей таблице представлены основные диаметры стальных электросварных оцинкованных труб.





