Технология производства вибропрессованной тротуарной плитки, плюсы и минусы
Вибропрессованная тротуарная плитка – один из наиболее популярных и оптимальных вариантов оформления тротуаров, садовых дорожек и других участков придомовой территории. Часто плитку используют для мощения городских площадей и улиц, где ежедневно проходит огромное число людей. Это говорит о том, что материал способен выдерживать серьезные нагрузки и сохранять первоначальный внешний вид на протяжении многих лет.

Несмотря на то, что метод вибропрессования более сложный и требует немалых финансовых затрат, специального оборудования, высокое качество итогового материала полностью оправдывает все расходы и трудности. Прежде, чем сделать выбор в пользу вибропрессованного производства или материала, желательно изучить плюсы и минусы, особенности метода.
Способы производства тротуарной плитки
Стандартная тротуарная плитка производится с использованием двух основных методов –


Достоинства способа вибропрессования изделий
При условии соблюдения рецептуры смеси и всех важных этапов технология производства тротуарной плитки вибропрессованием более предпочтительна и дает возможность получать стойкие к морозу, высокой температуре, воде, износу плитки, которые соответствуют ГОСТу 17608-91.

Основные преимущества вибропрессования:
- Очень высокий показатель прочности плитки (М200-М400) при условии меньшего расхода цемента
- Получение плитки, стойкой к морозу – показатель находится в пределах Мрз 200-300 циклов
- Существенная экономия на модифицирующих добавках, пластификаторах
- Возможность сэкономить на оплате труда сотрудников (процесс на многих этапах автоматизирован)
- Возможность организовать масштабное производство, снизив общие расходы за счет двусменной работы и сокращения технологического цикла
- Наличие возможности дооснащать вибропресс разными устройствами и приспособлениями с целью получения разной плитки, увеличения производительности
- Получение изделий со строго обозначенными геометрическими формами, цветом, размером
- Шершавая поверхность плитки – благодаря чему ее можно класть на городских территориях, терминалах, складах, полосах торможения и разгона транспорта и т.д.
- Возможность обработки поверхности вибропрессованной плитки – материал допускает бучардирование, полировку, шлифовку
Оборудование и материалы
Вибропрессование тротуарной плитки в промышленных масштабах требует покупки серьезного оборудования. В первую очередь, это вибропресс, который используется для уплотнения смеси. Вибропресс может отличаться по мощности, степени автоматизации, мобильности, быть с разными размерами формовочной площадки. Также понадобятся специальные формы из полиуретана, пластика, резины, силикона, формопласта и т.д. В массовом производстве используют стальные формы.

Для организации процесса производства тротуарной плитки понадобятся бетономешалки для приготовления смеси, вибросита для просеивания сыпучих материалов, штабелеры для подъема и укладки форм с плиткой. Если производство осуществляется в холодное время года, понадобится обеспечить еще и источник тепла для быстрой и качественной сушки изделия.
Материалы для производства плитки:
- Цемент марки М500
- Крупный наполнитель – щебень мелкой фракции, отсев, галька или шлак
- Мелкий наполнитель – песок фракции 0.5-0.6 миллиметров
- Вода
- Пигмент – чтобы придать плитке нужный цвет
- Смазка для форм, что упрощает процесс работы
Технология производства

Вибропрессованная тротуарная плитка производится в соответствии с технологией под воздействием давления и вибрации. Метод автоматизирован, высокопроизводителен, позволяет делать плитку с нужными характеристиками (цвет, размер, вес изделия).
Процесс производства плитки:
- Приготовление бетонной смеси – в бетономешалке принудительного действия. Если слоев у плитки два, смеси для них готовятся в разных емкостях.
- Формовка – бетон заливается в поддон, прижимается матрицей вибропресса к площадке, потом пуансон опускается и запускается процесс вибрирования. В течение 3-5 секунд материал уплотняется под давлением и вибрацией, после чего паунсон и матрица поднимаются, поддон с изделиями снимается и отдается на сушку, вместо него устанавливается следующая форма.
- Сушка – изделия проходят обработку теплом и влагой (обычно водяным паром). Если же есть место для установки плиток, их могут сушить и без обработки теплом. Изделия снимают с поддонов, как только бетон достигает показателя прочности в 1.5-2 МПа, после чего поддоны можно использовать дальше. В среднем бетон твердеет в течение 6-7 часов.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.

От чего зависит качество будущего тротуара
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.

Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Что же касается качества материала, то тут есть некоторые нюансы.

Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.
Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
Технология изготовления тротуарной плитки методом вибропрессования
Основные свойства вибропрессованной тротуарной плитки
Вибропрессованная брусчатка – прекрасный материал для мощения тротуаров, улиц, площадей, пешеходных дорожек, автостоянок и др., так как обладает рядом достоинств, а именно:
Технология производства тротуарной плитки методом вибропрессования позволяет получить изделия, устойчивые к высокой влажности и колебаниям температур.
Такая плитка выдерживает значительные механические, а также локальные нагрузки. Поэтому ее используют не только для мощения пешеходных зон, но и для площадей с интенсивным движением транспорта.
Благодаря точности геометрических размеров и форм, вибропрессованная брусчатка легко укладывается, имеет ровные стыки.
Шершавая структура плитки более безопасна для передвижения.
Возможно производить как однослойную, так и двухслойную тротуарную плитку. Изготовление двухслойной брусчатки вибропрессованием позволяет снизить себестоимость изделия за счет введения красящего пигмента только в верхний облицовочный слой бетона.

Устойчивость к истиранию, сохранение насыщенности цвета на протяжении многих лет эксплуатации.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).

Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
Формование происходит на специальном оборудовании – вибропрессе (о видах вибропрессов мы говорили в этой статье).
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
Секреты производства тротуарной плитки с помощью вибролитья
Дороги и тротуары при помощи брусчатки выглядят намного красивее, чем асфальтированные. Ранее мастера по созданию дорог пользовались необработанным камнем, но он имел острые края, сколы и асимметричную форму. Дорожки, которые выкладывались из такого камня, не приносили удобства. Со временем люди начали придумывать различные методы его обработки, в современном мире популярностью пользуется технология производства тротуарной плитки методом вибролитья.
Производство тротуарной плитки – одна из самых крупных промышленных отраслей, где осуществляют свою деятельность большие заводы и фабрики, а также частные предприятия. Этот результат получился потому, что плитка пользуется огромным спросом.
Методика производства тротуарной плитки
Существуют следующие способы производства тротуарной плитки:
- производство тротуарной плитки методом вибропрессования;
- выполнение изделий вибролитьем.
В процессе производства тротуарной плитки методом вибропрессования и вибролитья всегда используется компонент, который отвечает за прочность и долговечность готового изделия. С помощью добавления красителей плитка получается различных цветов.

Технология производства тротуарной плитки вибропрессованием отличается от процесса литья. В этом случае оборудование потребуется сложной конфигурации и функциональности.
Пресс-формы с готовым раствором обязаны находиться в вибропрессе, но в большинстве случаев это условие выполняет технологическая установка. Производство вибропрессованной тротуарной плитки исключает ручной труд, изготовление иного вида очень сложное.
Технология производства тротуарной плитки методом вибролитья потребует механизмы, приобрести их мастера могут по доступным ценам, а некоторые из них специалисты рекомендуют сделать самостоятельно в домашних условиях. Многие предприниматели начинали свою деятельность именно с такого процесса.
Технология вибролитья
Технология вибролитья подразумевает заливание пресс-форм бетонным раствором, который представляет собой высокое водоцементное соотношение.

Процесс вибролитья тротуарной плитки образуется следующими операциями:
- Замес бетонного раствора – эта операция подразумевает перемешивание всех компонентов: цемента, песка, щебня, пластификатора и красителя. С помощью красителя специалисты добиваются подходящего цвета. Пластификатор повышает подвижность раствора без добавления воды. Обычно применяется 2 состава бетона. Один из них нужен для фактурного слоя. Что касается красителя, то он добавляется только в туда.
- Формирование в вибростоле – бетонная смесь заливается в пресс-формы, установленные на виброуплотнителе. После чего включается электрический мотор, стол начинает подавать вибрации. Смесь уплотняется, образуя пустоту и избыток. Задача мастера по регулировке всей работы, чтобы в дальнейшем плитка была одинаковая.
- Процесс вызревания – залитые пресс-формы обязаны стоять на ровном столе несколько дней без движения. Сокращать сроки не рекомендуется, в противном случае прочность изделия будет низкая, плитка начнет крошиться. Поэтому необходимо приготовить несколько комплектов форм, чтобы свободные участки технологической линии не оставались без работы.
- Распалубка и выбивание из пресс-формы готовое изделие. Для интенсивной работы формы необходимо поместить в горячую воду на несколько минут. После чего их переносят на отдельный стол, который предназначен для распалубки. Принцип его работы аналогичен вибростолу. С помощью вибрации плитка постепенно отходит от формы.
- Отмывание форм от раствора. Для этого необходимо сделать слабый раствор соляной кислоты. После чего поместить туда формы. С помощью этой процедуры пресс-формы специалисты могут использовать для следующей заливки.

Плитка, которая была изготовлена методикой вибролитья, по итогу становится гладкой. Ее применение не предусмотрено для температуры ниже нуля. Но ее преимущество заключается в том, что оформленные ею дорожки и тротуары довольно оригинальны.
У такой методики также имеются свои достоинства:
- готовая плитка имеет разные формы;
- тротуарную плитку специалисты могут сделать разного цвета;
- мастера также могут сделать материал с роскошной глянцевой поверхностью.
Производство тротуарной плитки
Состав бетона
С помощью состава бетонного раствора есть возможность определить эстетику готового покрытия и эксплуатационные особенности изделий. Тротуарной плиткой пользуются не только в частных загородных домах для сооружения дорожек, но и при оформлении городских улиц.
Бетонный раствор, из которого будет изготовлена плитка, обязан соответствовать требованиям ГОСТа. По этому принципу все бетонные изделия обязаны производиться из мелкозернистого и тяжелого бетона, обладать прочностью. А также они обязаны быть надежны в эксплуатации при низких температурах и поглощать влагу.
Состав для смеси тротуарной плитки, которая производится вибролитьем, имеет отличие – огромное число заполнителя, в качестве него часто используют щебень. В таком случае размер зерен принимается от 5 до 20 мм. Производство этим методом предусматривает присутствие подвижности раствора, поэтому здесь присутствуют эффективные стабилизаторы и пластификаторы.
Если в состав входят такие породы щебня, как гранит, количество цемента часто уменьшается, ведь с помощью каменного каркаса структура будет плотной и прочной.
Основные пропорции по этой технологии очень похожи с рецептом тяжелого бетона. Если имеются особенные формы, то плитку мастера могут изготовить запросто самостоятельно. Это относится и к раствору, который специалисты замешивают гравитационным смесителем.
Подборка соотношения компонентов
При производстве тротуарной плитки самостоятельно не рекомендуется использовать классическую схему. Для простоты производства плитки своими руками необходимо повысить подвижность раствора. В таком случае быстрота вибрации станет меньше, соответственно, состав бетонной смеси немного изменится.
Главные пропорции бетонного раствора, которые используют для заливания тротуарной плитки, могут быть следующие: часть массы цемента, 1,5 части массы песка, 2,5 части массы щебня, 0, 35 части массы воды, пластификатор и пигмент.

Если повысить класс бетона, то пропорционально увеличится расход цемента, а пропорции заполнителей станут ниже. По итогу состав раствора будет изменен, но искусственный камень останется плотным, сохраняя полный набор свойств.
Подбор материала
Чтобы готовая плитка была гарантированно плотной, стойкой по отношению к морозам и водонепроницаемой, главное – подобрать материалы качественные.
Главный компонент любого бетона – цемент. В таком случае необходимо выбрать среднеалюминатный, который содержит минеральные добавки не больше 5%, а класс надежности должен быть 42,5.
Мытый карьерный песок будет в виде мелкого заполнителя. Модуль крупности должен составлять 2–2,5. Он относится к строительному песку 1 класса. С помощью этого компонента расход раствора становится меньше и, соответственно, стоимость его намного ниже при довольно высоких коэффициентах качества.
Гранитный щебень применяется вместо крупного заполнителя. Размер его зерен должен быть от 3 до 10 мм.

При высокой подвижности раствора этот материал становится очень прочным, надежным и долговечным. По цене он довольно дорогой, поэтому лучше купить обычную смесь, диаметр зерен которого составляет от 5 до 20 мм. При этом крупный заполнитель необходимо убавить.
При помощи этого способа при образовании каменного каркаса будет большая подвижность и однородность.
Производство в домашних условиях
Перед тем как начать производство тротуарной плитки, требуется подготовить место для хранения и формирования готовых изделий. Уплотнение обязательно даже при довольно высокой подвижности раствора. Вибраторы подходят как собственного изготовления, так и погружные.
В процессе перемешивания всех составляющих, для получения необходимой смеси для начала засыпается песок, после чего вода с добавками и цемент. Последним компонентом необходимо добавлять щебень. По времени смешивание компонентов занимает не более 3 минут. Раствор обязан соответствовать однородной массе.
После того как смесь будет расформирована по пресс-формам, ее нужно обязательно закрыть пленкой, она не даст влаге испаряться из изделия. Спустя 3 дня нужно начинать распалубку и переносить изделие на стеллаж с влажными опилками.

Преждевременно доставать тротуарную плитку, вибролитье которой претерпело нарушений процесса, не стоит.
Эта технология изготовления тротуарной плитки подразумевает поддержания температуры на отметке 17 градусов. Через 28 дней плитка будет довольно прочной и готовой к использованию, но в течение всего этого времени ее необходимо регулярно увлажнять. Процесс вибролитья, технология которого подразумевает усадку смеси в форме, затягивается на целый месяц, но результат такого производства радует мастеров.
Видео по теме: Технология производства тротуарной плитки
Как изготовить и уложить тротуарную плитку своими руками

Дорожки и площадки на загородном участке, вымощенные тротуарной плиткой, смотрятся эстетично. Такое покрытие прочное, надёжное, с большим сроком эксплуатации, за ним легко ухаживать. Но если приобрести материал на рынке, то затраты по отделке дорожек могут оказаться значительными. Поэтому многие владельцы загородных домов занимаются производством тротуарной плитки самостоятельно, её же сами и укладывают. Благо для этого сегодня на рынке есть всё. В рамках сегодняшнего обзора мы постараемся разложить по полочкам весь технологический процесс изготовления тротуарной плитки своими руками, а также рассмотрим способы её укладки.

Технологии производства тротуарной плитки
Сегодня в основном используются две технологии:
- вибропрессование;
- вибролитьё.
Чем они отличаются друг от друга.
Технология вибропрессования
Это промышленный способ производства тротуарной плитки, в котором используется специальное оборудование, состоящее из пресса и вибростола. Форма плитки укладывается на стол, в неё засыпается цементный раствор с добавлением пигментов, после чего смесь подвергается большому давлению со стороны пресса. В процессе давления тут же происходит вибрация стола, которая равномерно распределяет засыпанный раствор по всему объёму формы.
Плиточный материал получается точным по форме и размерам, плотность у него повышенная, а значит, и прочность будет большой. Данная технология в зависимости от типа используемого оборудования практически лишена ручного труда, нет проблем с расформовкой. Ещё совсем недавно для этого использовали пропарку готовой продукции, чтобы вытащить её из форм. Это увеличивало себестоимость изделий. Сегодня всё это не используется, поэтому цены на тротуарную плитку резко понизились.

Но тема статьи – как сделать своими руками тротуарную плитку, поэтому об этом способе её производства больше говорить не будем. Единственное, отметим, что изготовленные по этой технологии изделия по качественным характеристикам превосходят самодельные. А, соответственно, у них будет больший срок эксплуатации.
Технология вибролитья
Это способ производства можно отнести к категории «своими руками». Правда, для этого придётся изготовить вибростол. О нём чуть ниже, а сейчас рассмотрим, принцип производства тротуарной плитки этим методом. Во-первых, для производства плитки надо приобрести формы. Что сегодня предлагает рынок?
Формы для тротуарной плитки, изготавливаемой своими руками
Здесь нет надобности говорить о размерах и геометрической форме. В этом плане выбор огромен, и каждый потребитель для себя найдёт тот вариант, который его удовлетворит по всем параметрам. В основе выбора лежит материал, из которого формы изготовлены. Сегодня производители предлагают три разновидности:
- Это полиуретановые формы для изготовления плитки или брусчатки, которые можно использовать до 100 циклов. Они хорошо подойдут для тех, кто решает выполнять небольшой объём плиток.
- Пластиковые. Эти формы могут выдержать до 250 оборотов.
- Изготовленные из специальной резины пластичного типа, выдерживающие более 500 циклов.

Формы для вибролитья
Купить сегодня формы для тротуарной плитки не проблема. Главное – определиться с выбором. Для небольших объёмов подойдут именно полиуретановые. К примеру, если приобрести пять штук, то можно изготовить 500 плиток, а это немалый объём. К тому же формы из этого полимера очень дешёвые, так что на себестоимость конечного продукта они сильно не повлияют.
Технология производства тротуарной плитки вибролитьём
Итак, для этого нужен вибростол, на который устанавливаются формы. В них заливается стандартный цементный раствор, в который добавляют пластификаторы и пигменты. Основное требование к тротуарной плитке – окрас во всё тело.
Включается вибростол. Внутри формы раствор равномерно распределяется по всему объёму, при этом все компоненты ещё лучше перемешиваются, воздух выходит, а ведь именно он становится причиной ухудшения качества изделия. Цементное молочко движется и концентрируется у стенок формы. В процессе вибрации плитка получается гладкой и ровной в плане геометрии. Самое сложное – это извлечь готовое изделие из опалубки. Поэтому предлагается такой способ – плитку вместе с формой погружают в горячую воду (не ниже +40°С), пластик или резина становятся мягкими, что и даёт возможность без проблем извлечь готовый тротуарный материал.

Вибростол для производства тротуарной плитки
Таким же способом можно изготавливать двойные плитки, в которых нижняя часть – это обычный серый цементный раствор, верхняя – цветной. Для этого в форму сначала заливается цветная смесь, а через 30 секунд − серая. Через 30−40 секунд можно включать вибростол.
Внимание! Изготавливаемая вибролитьём тротуарная плитка должна находиться в форме в течение двух суток. Только после этого можно производить распалубку.
Как изготовить своими руками вибростол для тротуарной плитки: фото, видео и чертежи
На чертеже, расположенном ниже, показано, из чего собирается вибростол. По сути, это две отдельные друг от друга конструкции, которые между собой соединены пружинами. Нижний стол имеет стандартную форму с четырьмя ножками и усиленной основой, потому что он должен выдерживать значительные нагрузки не только от вибрации, но и от расположенных на верхнем столе форм с залитым в них цементным раствором. Верхний стол – это своеобразное корыто с небольшими бортиками.

Теперь, что касается привода, который должен создавать вибрацию. Здесь большое количество различных вариантов:
-
Есть специальные вибраторы, которые крепятся к верхней части вибростола (к нижней поверхности). В их конструкции уже вставлен эксцентрик, который и создаёт вибрации. Это самый удобный вариант, но затратный, потому что вибратор стоит недёшево.

Вибратор установлен на оборотную сторону верхнего стола и прикреплён к нему болтами
Можно использовать электроточило, на вал которого устанавливаются два смещённых относительно друг друга и центра вращения груза. Именно последние создают смещение самого прибора, за счёт чего и происходит вибрация всей конструкции.
Электрическое точило, переделанное под вибратор
Можно использовать любой электродвигатель, вал которого дебалансируют. К примеру, как показано на фото ниже, можно использовать несколько приваренных друг к другу гаек, насаженных на вал мотора. Вместо пирамиды можно установить любой груз, главное, чтобы он располагался относительно оси вращения с одной стороны.

Дебалансированный электродвигатель в качестве вибратора
Можно изготовить отдельный эксцентрик в виде вала, установленного в двух подшипниках. Эту конструкцию крепят к верхнему столу. При этом вал обязательно дебалансируют. Вращение эксцентрику будет передавать электродвигатель (здесь можно выбирать любой), который устанавливается на конструкции нижнего стола (место не имеет значения). Чаще всего элементом передачи вращения берётся ремень.

Эксцентрик для вибростола – это приваренный с одной стороны к валу стальной уголок
Обязательно посмотрите видео, в котором рассказывается, как был сделан вибростол из профилированной трубы.
Преимущества и недостатки тротуарной плитки, изготовленной по разным технологиям
| Характеристика плитки | Истираемость, г/см² | Прочность | Водопрони цаемость | Морозостойкость |
| Вибролитьё | 0,7 | М200-М300 | W4 | F150−200 |
| Вибропрессование | 0,21 | М300-М500 | W6 | F300 |
Из таблицы видно, что произведённая вибропрессованием тротуарная плитка по всем параметрам лучше самодельной. Добавим сюда и точные геометрические формы, поэтому с такой плиткой работать проще. Хотя у неё есть один недостаток – резать такой камень трудно, слишком он прочный.
Пошаговая инструкция изготовления тротуарной плитки своими руками в домашних условиях
В первую очередь надо выбрать форму для тротуарной плитки, которая, как уже говорилось, имеет разные размеры, традиционно − это размер 500×500×50 мм. Будем разбираться именно с этой формой. Но предварительно обозначим, из какого раствора изделие будет заливаться.
Чаще всего рецептура – это несколько стандартных компонентов:
- цемент М500;
- смесь щебня и песка в соотношении 1:1, где используется щебень фракции 5−10 мм;
- пигмент;
- пластификатор.

Замес цементной смеси можно производить даже в ведре
Что касается последнего, то рынок сегодня предлагает огромный ассортимент. Это и сухие добавки, и жидкие. Главное – это точно выдержать концентрацию пластификатора относительно цемента. Сухая добавка вносится в раствор в соотношении 0,7% от веса цемента.
Для приготовления раствора в домашних условиях нужен будет обычный строительный миксер. Можно замес делать в ведре с учётом объёма требуемого раствора, чтобы его хватило на изготовление плиток, расположенных на вибростоле. К примеру, если на стол помещается всего четыре плитки, то минимального объёма замеса должно хватить на заполнение четырёх форм.






Пошаговая инструкция укладки тротуарной плитки своими руками
При кажущейся простоте укладки плитки, брусчатки или кирпича своими руками это на самом деле процесс, который требует к себе особого подхода. Поэтому знание нюансов поможет провести монтаж правильно.







Таким образом, собирается вся площадка или тротуар, обязательно все элементы настила проверяются уровнем между собой.
Внимание! Ещё на стадии засыпки песчаной подушки надо позаботиться о том, чтобы финишная отделка была немного с уклоном. Это делается для того, чтобы дождевая или талая вода не застаивалась на отделанной площади.
Предлагаем также ознакомиться с видео – как правильно надо проводить укладку тротуарной плитки.
И ещё два момента:
- Если есть возможность, то уложенный материал надо утрамбовать, используя вибростол.
- Между элементами надо просыпать смесь из песка и цемента в соотношении 1:1, которая заполнит собой зазоры между плитками. Это придаст устойчивость всей конструкции.

Засыпка смеси песка и цемента между тротуарными плитками
Альтернативная технология
Сегодня можно решить задачу отделки тротуаров и площадок более простым способом. Для этого придётся приобрести специальную форму, состоящую из нескольких ячеек, формирующих тротуарную плитку. В данном случае речь не идёт о вибролитье, потому что заливка раствора производится по месту установки плиток. То есть, прямо на дорожках или площадках. Но эта технология укладки тротуарной плитки также относится к категории «своими руками», потому что сами элементы будут заливаться непосредственно хозяином участка.
Опалубка, которая продаётся именно для данной технологии, не определяет размеры тротуарной плитки, потому что здесь огромнейший ассортимент в плане разнообразия форм. Чтобы вы поняли, о чём идёт речь, посмотрите на фото. Хотя надо отдать должное, что ячейки могут быть и геометрическими фигурами: прямоугольниками, овалами, кругами и прочими.

Форма под заливку тротуарной плитки по месту
Сама же технология в плане подготовки проводится точно так же, как это было описано выше с укладкой готового изделия. То есть, подготавливается основание из песка, устанавливаются бордюры. После чего форма укладывается по месту, выравнивается, и в неё заливается цементный раствор. Через два дня производится расформовка. Как видите, на высыхание уходит два дня, а значит, для увеличения скорости проведения работ придётся приобрести несколько форм.
Тротуарная плитка своими руками: технология производства, изготовление вибростола и форм
Если нужно выбрать способ, как сделать тротуарную плитку своими руками, рассматривают 2 метода: вибролитье и вибропрессование. Оба имеют свои особенности. Для реализации каждого используется вибрация. Но процесс производства плитки намного сложнее, чем может показаться, следует узнать все нюансы, чтобы обеспечить высокое качество изделий. Самостоятельное создание брусчатки позволяет снизить ее себестоимость без риска потери основных свойств.
- Технология производства
- Подготовка строительных материалов: выбор и расчет
- Как сделать формы
- Как сделать бетонный раствор
- Как выполняется заливка раствора в форму
- Особенности процесса изготовления тротуарной плитки на вибростоле
- Изготовление вибростола
- Как изготовить столешницу для вибростола
- Массовое производство тротуарной плитки
- Снижение себестоимости плитки
- Альтернативный вариант
Технология производства
Существуют разные причины изготовления плитки собственноручно: контроль качества (можно быть уверенным в результате), снижение конечной стоимости брусчатки. Для этого подготавливается:
- бетономешалка, альтернативный вариант – емкость для замешивания раствора ;
- лопата;
- вибростол;
 Вибростол для изготовления тротуарной плитки
Вибростол для изготовления тротуарной плитки
- формы для заливки изделий;
- кельма.
Работы следует производить в средствах индивидуальной защиты (надевают перчатки, маску, очки, косынку). Дальнейшие этапы изготовления тротуарной плитки:
- Расчет и покупка строительных материалов: цемент, песок, вода, наполнители (щебень, пластификаторы и др.), армирующие элементы (сетка, прутья, проволока), их толщина должна составить 4-6 мм, что позволит повысить прочность покрытия.
- Создание эскиза форм: для изготовления применяют подручные материалы, ненужные части конструкций. Следует определить конфигурацию: прямоугольник, многоугольник.
- Смешивание компонентов для приготовления цементного раствора.
- Подготовка и заливка форм с последующим прессованием для повышения плотности и прочности изделий.
- Сушка.
- Извлечение плитки из форм.
- Повторная сушка – выполняется естественным способом (на открытом воздухе), рекомендуется подготовить навес.
Выбирается подходящее место на участке. Чтобы можно было работать с комфортом, следует обратить внимание на несколько параметров. Качество поверхности – она должна быть ровной, чтобы бетон правильно застыл (без наплывов, неровностей). Размеры площадки достаточные, чтобы она могла вместить оборудование, инструмент, материалы. Нужно помнить, что бетон схватывается достаточно быстро, поэтому не рекомендуется располагаться на нескольких участках. Кроме того, нужно предусмотреть место, где будет сохнуть плитка в формах.
Подготовка строительных материалов: выбор и расчет
Чтобы покрытие дорожки служило долго, нужно определить подходящий вариант рецептуры готового раствора. Для ее изготовления подойдет классический рецепт бетона:
- цемент – 1 часть;
- песок – 2 части;
- щебень – 3 части.
Воду берут в количестве, достаточном для получения в меру густой массы: не жидкой, но и не слишком плотной. Чтобы не готовить цементный раствор с запасом, можно определить размеры плитки (а значит, и формы), ее объем. Это позволит узнать количество бетона. Часто изготавливают брусчатку 30х30 см, причем достаточно толщины 4 см. Тогда объем будет равен: 4х30х30 = 3600 см 3 или 0,0036 м 3 .
На следующем этапе делается расчет количества таких изделий, например, 100 шт. Общий объем всей брусчатки составит 0,36 м 3 . Для приготовления раствора понадобится 6 частей стройматериала (список приведен выше). Соответственно:
Одна часть – цемент. Чтобы определить количество песка, нужно умножить величину 1 доли на 2 (0,12 м 3 ). Соответственно, берут 3 части щебня или 0,18 м 3 . Чтобы понять, какое количество нужно брать (в эквиваленте ведер), необходимо узнать объем тары – 0,01 м 3 . Но не следует готовить ограниченное количество материалов. Может потребоваться дополнительный объем песка, воды, щебня и т. д. По этой причине подготавливают немного больше материалов – полученный при расчетах объем умножают на 10%.
В качестве армировки используют проволоку, но в этом случае придется самостоятельно создавать каркас. Можно поступить проще – подготовить сетку «рабица». Подходящий вариант – размер ячеек 5х5 см. Альтернативным вариантом является армирующая сетка для штукатурки. Определить площадь металлического слоя можно, зная размеры плитки:
30х30 = 900 см 2 или 0,09 м 2 .
Чтобы сетка дольше сохраняла свойства, не ржавела, она должна быть оцинкованной. На следующем этапе подготавливают формы. Их придется делать самостоятельно. Определяют размеры, конфигурацию. Дома легче всего изготовить квадратную или прямоугольную плитку.
Как сделать формы
Главное, что следует узнать, когда изучается вопрос, как сделать форму для тротуарной плитки своими руками, это выбор материала. Нужно изучить запасы старых конструкций. У кого-то в гараже/сарае остались доски, у других есть пластиковые панели. Но второй вариант имеет недостатки – может лопнуть под воздействием избыточных нагрузок. Дерево – самый подходящий вариант.
Подойдут доски шириной не менее 30 см. Их нарезают на части разной длины, что зависит от вида формы. Когда доски будут соединяться между собой, нужно помнить, что они должна располагаться на расстоянии не менее 30 см друг от друга (длина стороны плитки). Длина доски может быть разной. В примере будет рассмотрен вариант длиной 1 м. Доски располагают параллельно друг другу, затем устанавливают поперечные вставки – более короткие (по 30 см). Для фиксации используют саморезы по дереву. Причем устанавливаются они с внешней стороны.
Важно! Следует проверять положение досок – устанавливают уголки, их также следует фиксировать снаружи конструкции. Это позволит получить изделия с ровными углами (по 90°).
Не рекомендуется делать крупногабаритную форму. При перемещении есть вероятность, что сооружение сломается.
Как сделать бетонный раствор
Чтобы раствор не запачкал покрытие на участке (асфальт, бетон, другую плитку), нужно использовать полиэтилен, большую емкость или другие подручные приспособления. Смешивать компоненты можно по-разному. Варианты, доступные для самостоятельного изготовления бетона:
- соединяют сухие компоненты в одной таре, заливают водой (малыми порциями) до получения раствора нужно консистенции;
- готовят цементное молочко: наливают воду, насыпают цемент, затем полученный раствор соединяют с песком и щебнем;
- сначала смешивают сухие твердофракционные компоненты (щебень, песок), отдельно готовят цементный раствор, после чего объединяют смеси в одной емкости.
Бетономешалка используется, если необходимо сразу изготовить большое количество тротуарной плитки. Инструкция по изготовлению бетона в данном случае:
- Включается бетономешалка.
- Пока барабан вращается, наливают воду.
- Насыпают цемент в сухом виде.
- При появлении цементного молочка добавляют остальные компоненты.
Как выполняется заливка раствора в форму
Процесс простой, но тоже имеет свои нюансы, как и любое описанное выше действие. Решая, как сделать тротуарную плитку, изучают инструкцию:
- Чтобы изделия не прилипли к форме, ее внутренние стенки рекомендуется обработать техническим маслом.
- Выполняется заливка раствора – до половины высоты формочек.
- Бетон прессуется.
- Укладывают армирующий слой – сетку, которая была предварительно подрезана по размерам деревянного каркаса.
- Заливают форму до краев.
- Выполняется повторное прессование.
- Выравнивается поверхность.
- Посыпают сухим цементом.
- Через 1 сутки плитку извлекают из формы, оставляют на открытом воздухе, но только в тени.
Особенности процесса изготовления тротуарной плитки на вибростоле
Когда осуществляется трамбовка бетона, при этом выполняются разные функции:
- уплотнение массы, что повышает ее твердость, прочность;
- устранение пузырьков воздуха.
Отличный результат обеспечивает оборудование, которое распространяет вибрацию, например, вибростол. Вручную не удастся добиться такого результата. Обычно в этом случае используется лопата, жесткий пруток и др.
Изготовление вибростола
Кажется, будто строение вибростола очень простое. На самом деле, при его изготовлении понадобится немало знаний из области сварки, слесарного дела. Чаще всего используется вариант в виде станины, изготовленной из металлопрофиля. Сверху располагается столешница. Чтобы можно было использовать метод воздействия вибрации, предусматриваются подвижные элементы под столом. Это шарниры или пружины.
Вибрация распространяется на бетонную смесь в формах, которые установлены поверх столешницы. Как результат, устраняются воздушные пузырьки, масса становится более равномерной. Вместе с тем начнется процесс трамбовки.
Важно! Чтобы увеличить количество формочек, используют большую столешницу – от 180 см под одной стороне. Мощность для крупногабаритных изделий тоже намного выше – от 250 Вт.
Интенсивность износа оборудования зависит от мощностей производства. Следующие этапы создания вибростола:
- Электродвигателем послужит мотор от крупногабаритной техники, например, стиральной машины.
- Готовится каркас, для чего применяется профильная труба сечением 40х40 мм. Он выглядит, как вертикальные опоры, соединенные поперечинами. Наиболее надежный метод крепления – сварка. Если использовать стандартное крепление, то оно будет подвергаться воздействию вибраций, а потому очень быстро ослабится.
- По углам приваривают трубки. Их предварительно нарезают, длина должна составить 5-10 см. Альтернативный вариант – болты М18 (шляпки должны быть направлены вниз). Они выполняют функцию насадки для шланга.
- Можно повысить прочность конструкции, приварив поперечины из уголка или той же профильной трубы.
- Стойки должны располагаться на металлических подошвах, их параметры: 55х55 мм. Рекомендованная толщина листа – 1,5 мм.
Как изготовить столешницу для вибростола
Подготавливают материал – металлический лист, причем его толщина должна быть существенной от 6 до 10 мм. С лицевой стороны приваривают бортики, которые будут выполнять защитную функцию – форма вод воздействием вибрации не упадет со стола. С другой стороны должны располагаться отрезки профильных труб. Готовая столешница располагается поверх собранного металлического каркаса. Ее пружины должны быть поверх штырей по углам. Выполняется подключение электрической части – кабеля с блоком.
Массовое производство тротуарной плитки
Чтобы оборудование выдержало производство большого количества плитки, механизируют такой способ. Основные этапы изготовления продукции стандартные:
- Подготовка цементной смеси.
- Укладка раствора в форму.
- Установка армировки.
- Повторная заливка формы.
- Трамбовка бетона с помощью вибростола.
После извлечения плиток из формы появляется возможность заполнить ее повторно. Однако важно вовремя отключать вибростол. Когда форма будет залита бетоном, оборудование снова включается. Этот процесс бесконечен – частота повторения цикла зависит от количества плитки, которое нужно приобрести.
Снижение себестоимости плитки
Если планируется изготовить вибростол своими руками, это уже положительно сказывается на стоимости плитки. Причина – отсутствие наценки магазина, производителя и работы персонала. Если на участке не планируется ездить на машине, можно выбрать вариант уменьшения толщины изделий. Это негативно скажется на прочности, служить плитка будет мало.
Рассматривают варианты рецептуры:
Вместе со снижением прочности отмечают и другие изменения, например, увеличение объема щебня. Можно вовсе обойтись без него, но качество изделий при этом снизится.
Альтернативный вариант
В продаже есть формы без дна. Это облегчает процедуру извлечения плитки. Кроме того, существуют изделия разной конфигурации, например, можно получить многоугольную плитку неправильной формы (с большим количеством углов). Инструкция по изготовлению брусчатки:
- Подготовка. На участке – там, где планируется монтаж плитки, насыпают песок, увлажняют и трамбуют.
- Смешивают компоненты для приготовления раствора.
- Заливают форму. Раствор в ней нужно просто выровнять по краю.
- Через 1 час бетон начнет застывать, плитку извлекают, чтобы она досушилась на открытом воздухе.
 Изготовление брусчатки своими руками
Изготовление брусчатки своими руками
Существуют также формы из силикона и пластика с дном. Их преимуществом является наличие рисунка на тыльной стороне. Это позволит получить узорчатую продукцию.
Важно! Можно изготавливать плитку другого цвета. Для этого подготавливают краситель, его вводят в состав вместе с сухими компонентами. Это позволит избежать образования комков.
Кроме того, существует огромное количество вариантов для оформления плитки с лицевой стороны. Это может быть галька, мозаика, цветное стекло (битое). Выбор нужно делать с учетом особенностей экстерьера участка, ландшафтного дизайна.
 Тротуарная плитка из битого стекла
Тротуарная плитка из битого стекла
ВИБРОПРЕССОВАННАЯ
ВИБРОЛИТАЯ
УЛЬТРАБЕТОН
ПО РАЗМЕРАМ
- БОРДЮР ТРОТУАРНЫЙ
- БОРДЮР ДОРОЖНЫЙ
- БОРДЮР УЛЬТРАБЕТОН
БРУСЧАТКА
- ГРАНИТНАЯ БРУСЧАТКА
- КОЛОТАЯ
- ПИЛЕНО-КОЛОТАЯ
- ПОЛНОПИЛЕННАЯ
Тротуарная плитка своими руками – как сделать в домашних условиях
![]()
Дорожки на территории участка или парковочное место рядом с частным домом станут прекрасным дополнением к дизайну пространства. Не обязательно покупать изделия в магазине, используя современные строительные материалов, вы сможете изготовить небольшой объем тротуарной плитки самостоятельно. Специальная подготовка не потребуется, нужно лишь следовать инструкции.
Если самостоятельное изготовление покажется Вам слишком трудоемким, то посмотрите стоимость стороутарной плитки – она совсем недорогая.
Содержание
- Технологии изготовления тротуарной плитки
- Способы производства тротуарной плитки методом вибролитья
- Замес лицевого слоя плитки
- Армирование плитки
- Распалубка форм и просушка плитки
- Фото тротуарной плитки сделанной своими руками
Технологии изготовления тротуарной плитки
![]()
В частных условиях плитку изготавливают тремя способами:
Первый вариант более затратный, т.к. требует приобретения специального станка.
Принцип выработки Вибропрессованием
- На вибрирующее основание станка закладывают бетонную смесь.
- Под давлением поршня на смесь начинает давить с постоянной амплитудой матрица будущей плитки.
- Через определенное время изделие прессуется до готового состояния.
Такая плитка имеет выраженную шероховатую поверхность, выдерживает высокие механические нагрузки и не боится низких температур. Вибропрессованная тротуарная плитка укладывается в местах с высокими нагрузками (парковка) или с большой проходимостью людей (места общего пользования).
Вибролитье
![]()
Вибролитье – более дешевый и практичный способ изготовления, вам понадобятся обычные строительные инструменты и вибростол. Вибростол нужен для избавления от пузырьков воздуха и уплотнения цементной смеси в формах. Плитка будет иметь яркий цвет и гладкую структуру, поэтому за ней можно без труда ухаживать.
Этапы производства
- На постоянно вибрирующий стол укладывают заготовки для плит.
- Заливают в формы бетонную смесь.
- После окончательной утрамбовки и застывания изделия перемещают в теплое место до окончательного высыхания.
Процесс вибролитья занимает до 10 минут. Отключать вибростол нужно после появления по поверхности формы пены, что свидетельствует об окончании дегазации в смеси.
Способы производства тротуарной плитки методом вибролитья
Различают два основных способа:
![]()
1. Однослойное вибролитье
Если вам требуется замостить, к примеру, территорию перед бытовыми постройками или выложить дорожки без излишков в оформлении, то данный способ решит эту задачу. При однослойном способе формы заполняют одним раствором и, после выдержки на вибростоле, оставляю до отвердевания. Изделия будут иметь средний уровень эстетики и износостойкие качества.
2. Двуслойное вибролитье
Технология заключается в пошаговом заливании в заготовки сначала лицевого слоя изделия, а затем основного слоя. Качества лицевого слоя влияют на твердость плитки и дизайнерское решение. Основной слой формирует большую часть изделия, отличается от лицевого тем, что вместо диспергатора – химической смеси, влияющей на прочность, в нем содержится пластификатор, отвечающий за устойчивость к расслаиванию и появлению трещин в изделии. Сочетание двух слоев повышает износоустойчивость и долговечность плитки.
Второй слой нужно заливать по истечение 20 минут, после первого, для сохранения монолитности готового изделия.
Независимо от выбранного способа не застывшие изделия накрывают перед окончательной сушкой пленкой для того, чтобы предотвратить потерю прочности из-за слишком быстрого испарения влаги.
Весь процесс отвердевания плитки занимает двое суток. Формы оставляю высушиваться на ровной горизонтальной поверхности в прохладном сухом месте.
Замес лицевого слоя плитки
![]()
Универсальные компоненты бетонной смеси
- Цемент марки не ниже М500, лучше белого цвета.
- Щебень фракционность от 5 до 10 мм.
- Мелкий речной песок.
- Диспергатор.
- Вода.
- Красящий состав.
Для больших объемов смеси можно использовать бетономешалку, для меньших – строительный миксер.
- Сначала в емкость заливается вода, если плитка будет цветная, на предварительно засыпают краситель.
- Затем согласно инструкции, добавляют растворенный в воде диспергатор, и при постоянном перемешивании, досыпают цемент, потом щебеночно-песочную смесь. Обратите внимание на консистенцию раствора, он должен быть густым.
- Время перемешивания 15-20 минут.
- В конце некоторые рекомендуют еще добавить фиброволокно (полипропилен), которое служит для армирования смеси.
Армирование плитки
![]()
Для усиления прочности тротуарной плитки, можно применить армирование. Для этого используют фиброволокно или металлические изделия. Арматурой может быть нарезанная на части тонкая листовая сталь. Она укладывается на основной слой цементной смеси вровень с краями формы изделия, так, чтобы после застывания арматура была не видна. Сталь можно заменить на куски толстой проволоки, металлической сетки и т.п.
Распалубка форм и просушка плитки
![]()
В зависимости от вида форм, просушенные плитки вынимают следующим образом:
- Опалубка – вынимают подвижные шурупы, скрепляющие части формы.
- Пластик – форму на минуту погружают в теплую воду для размягчения материала на 30 секунд, затем легко простукивают с обратной стороны при необходимости.
- Силикон – изделие легко удаляется за счет гибкости формы.
После извлечения тротуарная плитка должна набрать прочность бетонного состава, для чего ее оставляют в сухом, хорошо проветриваемом месте, желательно под солнцем, на срок от 7 до 10 дней.
После истечения этого времени изделия готовы к использованию, а Вы можете рассказывать соседям, что изготовили тротуарную плитку своими руками в домашних условиях.
Скользящая опалубка: сфера применения, правила монтажа
Современное строительство немыслимо без применения монолитных технологий. Для возведения высоких монолитных конструкций практическим решением является применение передвижных вариантов опалубки.
Чаще всего, применяется скользящая опалубка. Использование форм такой конструкции позволяет отлить стены и другие элементы зданий без швов. Это придает дополнительную прочность и жесткость. Особенно важно использовать этот способ строительства зданий при работе в сейсмически опасных районах.
- Сфера использования и конструкция
- Плюсы и минусы скользящей опалубки
- Разновидности скользящей опалубки
- Монтаж опалубки
- Возведение конструкций с использованием скользящей опалубки
- Демонтаж опалубки
Сфера использования и конструкция
Применяется технология скользящей опалубки для бетонирования различных вертикальных конструкций, в том числе:

- высоких гидротехнических сооружений;
- дымоходных труб на крупных промышленных предприятиях;
- колодцев;
- градирен.
Применяется скользящая опалубка для возведения высотных монолитных зданий, чаще всего, промышленного назначения.
Совет! В частном строительстве для возведения жилых домов скользящие системы опалубок практически не используются. Связано это с тем, что будет сложно организовать выполнение дверных и оконных проемов.
Разберемся в чем суть метода скользящей опалубки. Формы для заливки бетонного раствора представляют собой сложную систему сооружений. Для возведения стен используются две параллельно расположенные пластины, а также пластины для формирования углов и оформления торцов.

Особенности технологии в том, что за счет возможности постепенного подъема форм, обеспечивается высокая скорость бетонирования. Ведь не придется тратить время на разборку опалубочных систем и их повторную сборку на новом уровне.
Наиболее популярным материалом для изготовления щитов для опалубки является ламинированная фанера, хотя в последнее время более удобным является использование полимерных материалов. Кроме щитов для сборки форм, в комплект поставки входят:
- рамы каркаса;
- подъемники — домкраты;
- специальный крепеж;
- такелаж;
- подмостки для сборки и прочее необходимое оборудование.
Плюсы и минусы скользящей опалубки
Прежде чем решить стоит ли применять при бетонировании скользящую опалубку, необходимо познакомиться с плюсами и минусами этих монтажных систем. Наиболее весомыми преимуществами данных форм являются следующие моменты:

- позволяет значительно сократить временные затраты;
- сокращение финансовых затрат процентов на 15-20%;
- эта технология возведения зданий позволяет строить объекты сложной геометрической формы;
- высокая прочность конструкций, так как стены не имеют швов.
Однако и минусов у этой конструкции немало, их нужно учитывать при выборе варианта монтажа:
- при использовании скользящей опалубки сложнее устанавливать каркасы из арматуры;
- усложняется процесс бетонирования горизонтальных перекрытий;
- это технология непрерывного процесса, то есть одновременно осуществляется и заливка и постепенный подъем опалубки, поэтому для выполнения работ требуются услуги целой строительной бригады;
Совет! Если возведение объекта по монолитной технологии будет приостановлено в силу объективных причин (например, если испортится погода), то этот простой негативно отразиться на эффективности строительных работ.
- требуется использовать бетона с добавлением пластифицирующих добавок;
- даже при небольших нарушениях технологии применения скользящей опалубки приведет к появлению дефектов, которые будет очень сложно устранить. В частности, если опалубка скользит не строго вертикально, а немного под углом, то конструкция получится кривой.
Разновидности скользящей опалубки
Существует два варианта скользящей опалубки:
- вертикально-скользящая;
- горизонтально-скользящая или катучая.

Применение вертикальной скользящей опалубки для стен целесообразно, если высота возводимых конструкций составляет не менее 25 метров, а ширина не менее 12 см. Если высота меньше, то экономически выгоднее применять разборно-переставной вариант опалубочных систем.
Система скользящих форм применяется не только для строительства зданий, но и для бетонирования любых других сооружений с вертикальными стенами – колодцев, труб и пр. Для заливки перекрытий применяется горизонтальная опалубочная система.
Она состоит из щитов и каркаса, который монтируется на полозьях или тележках. Перемещается конструкция по рельсам. Применяется для бетонирования линейно протяженных конструкций, это могут быть не только перекрытия, но и такие элементы, как:
- водоводы;
- коллекторы;
- технологические тоннели и пр.
Отличаются системы и по виду используемых домкратов для подъема форм. Они могут быть:

- Ручные, винтовые. Это малопроизводительные и не слишком удобные в работе устройства, так как их применения не может обеспечить высокие темпы строительства.
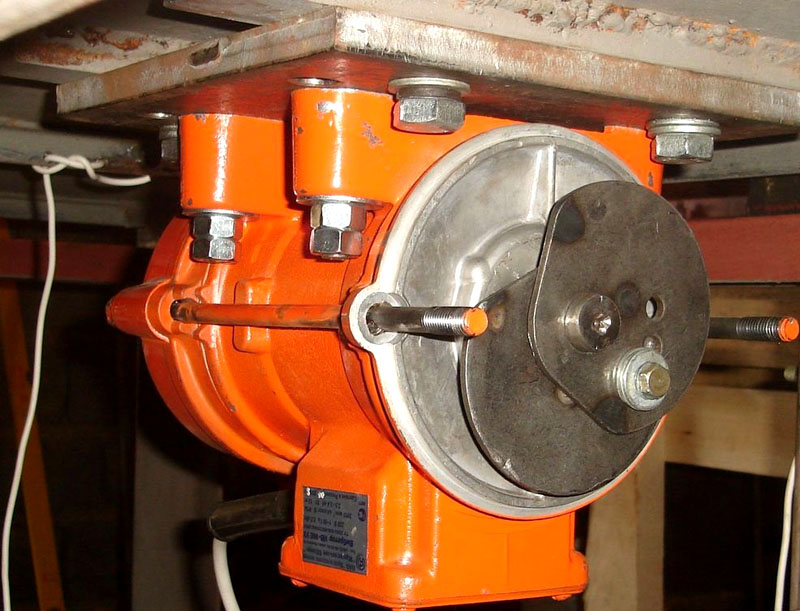
- Гидравлические. Это самый распространенный вариант домкратов. Подъем систем обеспечивается одновременной работой сразу нескольких синхронно работающих домкратов. Управление осуществляется при помощи насосно-распределительной станции. За один цикл работы гидравлический домкрат позволяет поднять конструкцию на 20-30 мм.
Совет! При работе в три смены и использовании гидравлических или электрических домкратов в сутки можно поднимать стены на 3-4 метра. Это является очень высоким темпом проведения строительных работ.
- Электрический. В этом случае для работы домкратов используется электродвигатель. Способ является самым дорогим, но достаточно удобным и эффективным.
Монтаж опалубки
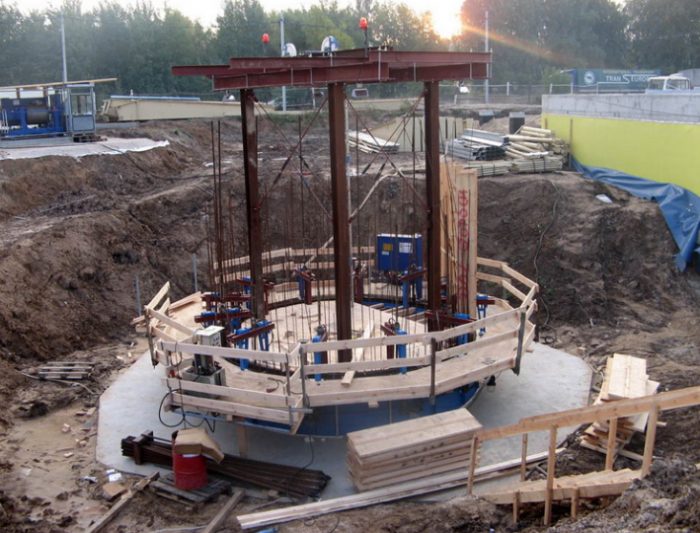
Применение скользящей опалубки своими руками целесообразно при возведении колодцев. Для строительства домов удобнее применять разборно-переставные конструкции. Колодец же при помощи скользящей опалубки можно изготовить самостоятельно и довольно быстро. Вот инструкция по проведению работ:

- проводится подготовительный этап с устройством донного фильтра, оборудованием участка для установки насоса, укладкой гидроизоляции;
- на дне устанавливаются рамы, на которых закрепляются домкраты, удобнее пользоваться гидравлическими подъемниками;
- собираются формы для заливки, согласно разработанной схеме;
- устанавливается нижнее зажимное устройство в виде крестовины, которое будет фиксировать внутренние стенки формы. В верхней части ставится аналогичная крестовина;
- между внешней и внутренней стенками устанавливаются дистанционные бруски, их количество определяется желаемой толщиной стен;
- проверяют правильность монтажа путем использования отвесов или уровней, стенки должны быть строго вертикальными;
- проводят установку продольной и поперечной арматуры;
- заливают слой бетона слоем 30 см, проводят уплотнение методом штыкования;

- удаляют дистанционные бруски;
- как только залитый бетон наберет начальную прочность, начинают работать домкратом, который поднимает домкратную раму на 2,5 см каждые 10 минут;
- работая таким образом, можно за короткий период времени залить стены колодца.
Возведение конструкций с использованием скользящей опалубки
Чтобы при возведении зданий в скользящей опалубке, как, впрочем, и при строительстве других конструкций этим методом, не возникало проблем, необходимо соблюдать ряд важных правил. В частности, необходимо:
- бетонный раствор, применяемый для постройки домов при помощи скользящей опалубки, должен быть самого высокого качества. При приготовлении растворов обязательно используются пластификаторы;
- для формирования каркаса необходимо использовать арматуру;
- залитые слои обязательно уплотняют, для выполнения этой операции при строительстве домов со скользящей опалубкой применяют вибраторы;

- новый ярус стен начинают формировать только после того, как работы по возведению предыдущего будут завершены по всему периметру;
- подъем форм начинают после того, как залитый слой раствора обретет начальную прочность.
Совет! При строительстве с использованием скользящих опалубочных систем не допускается остановка работ и простои, связанные с недостатком приготовленного раствора или других обстоятельств, процесс должен вестись непрерывно.
Важно помнить, что строить дома с использованием скользящей опалубки целесообразно только в том случае, если высота здания превышает 25 метров.
Демонтаж опалубки
После заливки всех ярусов конструкции выдерживают некоторое время, чтобы верхний ярус обрел начальную прочность. После чего можно приступать к демонтажным работам. Они должны проводиться специалистами с соблюдением правил технологии. Снятые с конструкции части опалубочной системы отправляют на хранение, так как они могут быть использованы многократно.
Итак, технология возведения монолитных сооружений при помощи скользящей опалубки – достаточно сложный процесс. Применяют её, в основном, в промышленном и профессиональном строительстве. В частном порядке можно применять этот вариант опалубочных систем для сооружения шахты колодца.





