Как определить минимальный уклон кровли
Минимальный уклон кровли зависит от многих факторов. Только основных не меньше пяти, а есть еще и менее значимые, чье влияние незначительно, но оно есть. Поэтому универсального рецепта, вроде «делайте угол наклона ската не меньше X и все будет в порядке», нет. Минимально допустимый уклон крыши всегда нужно считать для каждого конкретного дома, иначе есть риск, что кровля не переживет ближайшую зиму. Не говоря уже о значимой переплате за чрезмерный запас прочности.
Так все работает для скатных крыш. С плоскими проще, поэтому с них и начнем.
Содержание
Плоская кровля с минимальным уклоном
Уклон плоской крыши почти никак не влияет на нагрузку, которую она должна выдерживать. Во всяком случае, его не учитывают при расчетах. Единственная задача уклона — эффективный отвод воды с крыши. То есть минимально допустимый уклон кровли — это угол наклона, при котором вода с крыши стекает достаточно быстро, чтобы избежать повреждения кровельного покрытия из-за ее застоя.

Этот угол не нужно рассчитывать, он есть в строительных нормативах. Если точнее — в СП 17.13330.2017, в первой таблице четвертого раздела этого документа. В ней приведены максимальные и минимальные уклоны кровли в зависимости от используемого вида гидроизоляции. И если максимальные углы сильно отличаются — от 2° до 14°, — то минимальный уклон для всех покрытий одинаков и равен 1°.
Минимально допустимый уклон кровли для скатной крыши
А вот для скатных крыш норматива, где можно точно посмотреть минимальный угол, нет. Поэтому его приходится определять в два этапа:
- сначала рассчитывают общую нагрузку на кровлю и определяют минимальный уклон, который позволит стропильной системе и фундаменту ее выдержать;
- потом смотрят, какой минимально допустимый скат крыши для выбранного кровельного покрытия.
Большее значение и будет тем минимумом, который нужно посчитать.
Рассчитываем минимальный уклон для крыши по нагрузке
Главная особенность расчета уклона на этом этапе в том, что максимально возможную нагрузку как на несущие конструкции самой кровли, так и на фундамент со стенами, задают заранее. Проще говоря, задача звучит так: несущие конструкции дома могут выдержать не более Х кг на 1 м 2 крыши. Какой минимальный уклон скатов обеспечит такую нагрузку?
Если рассчитанный минимально допустимый угол кровли получается слишком большим, тогда меняют несущие конструкции здания так, чтобы они могли выдержать больший вес. И пересчитывают уклон.
Нагрузки на кровлю бывают постоянными и переменными. Об их расчете — ниже.
Постоянные нагрузки на кровлю
Постоянная нагрузка — это вес самого кровельного пирога и других элементов кровли в пересчете на 1 м 2 . В нее входит масса:
- утеплителя;
- кровельного покрытия;
- гидро- и пароизоляции;
- обрешетки;
- стропил;
- внутренней отделки;
- мансардных окон;
- водосточной системы;
- карнизной подшивки;
- снегозадержателей, переходных мостиков, кровельных лестниц и других элементов безопасности кровли;
- дефлекторов;
- спутниковых и телевизионных антенн, солнечных батарей и другого оборудования, которое крепится к кровельному покрытию или стропильной системе.
При расчете постоянной нагрузки важно учесть все элементы кровли. Для большей надежности ее рассчитывают с небольшим запасом прочности в 5%. В спорных случаях, например, если на крыше установлены солнечные батареи и в будущем планируется модернизация системы или увеличение количества панелей, запас делают больше — 10-15%. Но этим нельзя увлекаться, поскольку слишком большой запас прочности — это существенные дополнительные расходы впустую.
Переменные нагрузки
Переменные или временные нагрузки на кровлю считают по нормативу СП 20.13330.2016 «Нагрузки и воздействия». Их разновидностей довольно много, но для частных домов крайне редко учитывают что-то еще, кроме снеговой и ветровой нагрузки. Даже давление ветра рассчитывают только для некоторых регионов, где оно повышенное, поскольку обычно им можно пренебречь по сравнению с весом снегового покрова.
Снеговая нагрузка на кровлю
Вес снегового покрова — это главный параметр, который влияет на допустимые уклоны кровли. Базовая формула для его расчета проста:
Здесь S — это итоговая снеговая нагрузка, Sg — вес снегового покрова на горизонтальной поверхности, который зависит от района строительства, а μ — поправочный коэффициент, который зависит от формы крыши.
Значение Sg определяют по таблице:
| Снеговые районы | I | II | III | IV | V | VI | VII | VIII |
| Sg, кН/м 2 | 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 |
При этом карта снеговых районов тоже есть в нормативе, вот она.

Как можно догадаться, сложность расчета кроется в коэффициенте μ. Для обычных двускатных и односкатных крыш он считается достаточно просто, но с усложнением формы кровли сложнее становится и расчет.
Особенно запутаны формулы для расчета коэффициента μ кровель с перепадами высот. Это связано с образованием в местах таких перепадов снеговых мешков — участков, куда ветер наметает снег. Из-за этого в снежную зиму около перепадов могут образоваться действительно впечатляющие сугробы — высота в несколько метров отнюдь не исключение для них.
Поэтому, если у вас сложная кровля, крайне желательно привлечь для расчета минимального угла ее наклона специалиста. Ошибка в вычислениях нагрузки обойдется вам намного дороже, чем услуги профессионального проектировщика.
Относительно простые формулы и схемы расчета снеговой нагрузки для односкатных, двускатных и арочных крыш мы собрали в таблицу.
| Вид кровли | Схема и формула расчета |
| Односкатная |  µ=1 при уклоне меньше 30°;µ=0 при уклоне больше 60°;µ=(60°-α)/(60°-30°) для остальных углов. |
| Простая двускатная |  Коэффициент µ рассчитывается так же, как и для односкатной кровли. |
| Двускатная с переходными мостиками или светоаэрационными устройствами по коньку | 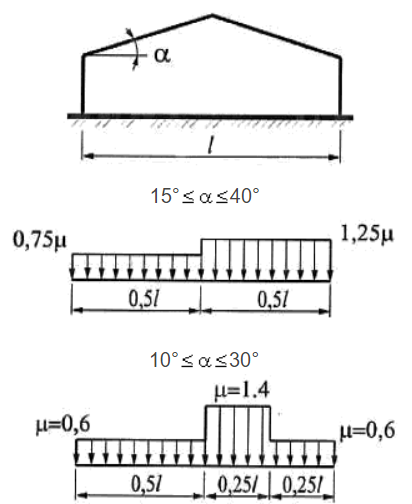 Значение µ сначала считают по общей формуле для односкатных и двускатных крыш, после чего умножают его на соответствующий коэффициент. |
| Арочная | 
|
В целом, чем больше угол наклона кровли, тем меньше снеговая нагрузка. А для очень крутых кровель с минимальным уклоном скатов больше 60° ее можно вообще не учитывать.
Ветровая нагрузка
Ветровое давление на крышу дома намного меньше веса снегового покрова. Оно бывает даже отрицательным, когда ветер работает на подъем кровли. То есть при расчетах ветровое давление может уменьшить общую нагрузку, а не увеличить. Но, в среднем, ветровая нагрузка все же увеличивает общий распределенный вес, пусть и ненамного. Поэтому ее желательно учитывать при расчете минимального уклона кровли.
Вычисляют ветровую нагрузку wm по формуле:
Здесь w — табличное значение ветрового давления, которое зависит от региона строительства; k(ze) — коэффициент, отражающий местность и высоту здания; c — аэродинамический коэффициент.

Значение w берут из таблицы ниже.
| Ветровые районы | Ia | I | II | III | IV | V | VI | VII |
| w, кПа | 0,17 | 0,23 | 0,3 | 0,38 | 0,48 | 0,6 | 0,73 | 0,85 |
Карта ветровых районов России выглядит так.

Коэффициент k(ze) тоже приведен в таблице в нормативе.
| Высота ze, м | Тип местности | ||
| А | В | С | |
| ≤ 5 | 0,75 | 0,5 | 0,4 |
| 10 | 1,0 | 0,65 | 0,4 |
| 20 | 1,25 | 0,85 | 0,55 |
| 40 | 1,5 | 1,1 | 0,8 |
| 60 | 1,7 | 1,3 | 1,0 |
| 80 | 1,85 | 1,45 | 1,15 |
| 100 | 2,0 | 1,6 | 1,25 |
| 150 | 2,25 | 1,9 | 1,55 |
| 200 | 2,45 | 2,1 | 1,8 |
| 250 | 2,65 | 2,3 | 2,0 |
| 300 | 2,75 | 2,5 | 2,2 |
Местность типа А — это открытые пространства с единичными препятствиями высотой меньше 10 м. Тип B — это местности, которые равномерно покрыты препятствиями больше 10 м высотой, к примеру, леса или кварталы с малоэтажной застройкой. Тип С — плотно застроенные городские кварталы, включающие здания высотой более 25 м.
Аэродинамический коэффициент c, как и µ, зависит от типа кровли. В частности, для двускатных домов c равен 0,8 для наветренной и -0,5 для подветренной стороны. Для расчета нагрузки берется больший коэффициент.
При сложении снеговой и ветровой нагрузки меньшую из них умножают на коэффициент 0,9. Они переменные, и вероятность совпадения максимальных значений обеих нагрузок по времени настолько мала, что ее нет смысла учитывать при расчете.
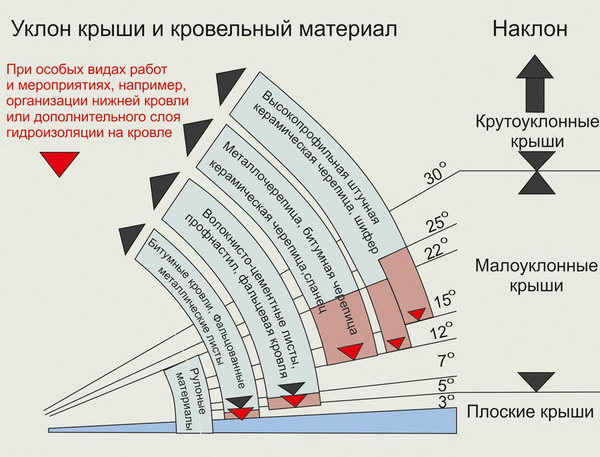
Минимальный наклон кровли в зависимости от кровельного покрытия
Ограничение по минимальному углу наклона есть у любого покрытия для скатной кровли. Это связано с наличием стыков, которые могут протечь даже у самых надежных кровельных материалов, если вода на крыше слишком медленно стекает или застаивается.
Минимальный уклон для распространенных кровельных материалов смотрите в таблице ниже.
| Вид кровельного покрытия | Минимальный уклон кровли |
| Шифер | 25° |
| Ондулин | 5° |
| Битумная черепица | 6° |
| Фальцевая кровля | 7° |
| Керамическая черепица | 22° (классика) и 30° (бобровый хвост) |
| Металлочерепица | 9° |
| Профнастил | 8-10° |
| Цементно-песчаная черепица | 22-30° |
Если расчетный минимальный уклон вашей крыши меньше, чем допустимый для выбранного кровельного материала, лучше либо увеличить его, либо поменять вид покрытия. Но если изменить уклон нельзя, а использование конкретного кровельного материала принципиально, есть еще один выход.
Он заключается в использовании специальных гидроизоляционных материалов с проклеенными или даже сваренными стыками. То есть из гидроизоляции нужно, фактически, создать второе, полностью герметичное кровельное покрытие, которое защитит утеплитель от протечек через стыки. При этом основной материал кровли, например, керамическая черепица, будет выполнять скорее декоративную функцию.
Допустимый минимальный уклон для кровли из мягкой черепицы
Какой минимальный уклон мягкой кровли – примеры расчетов
Мягкие кровельные материалы, в частности, битумная черепица, в настоящее время пользуются повышенным спросом, поскольку они совмещают эстетическую красоту, удобство укладки и прочность. Тем не менее, укладка данного материала будет целесообразной и позволит обеспечить надежную гидрозащиту, только в том случае, если будет соблюден, по крайней мере, минимальный уклон кровли из мягкой черепицы. О том, какой должна быть величина уклона, чтобы крыша прослужила максимально долго, и пойдет речь в статье далее.

Параметры мягкой черепицы
Под мягкой кровлей подразумевается штучный материал, который активно применяется для перекрытия крыш в коммерческих и жилых постройках. Отдельные элементы, которые называются гонтами, монтируются на сплошную обрешетку с небольшим нахлестом, формируя единый гидробарьер. Настил такого покрытия выполняется очень быстро и просто. Обратите внимание, что минимальный уклон для мягкой черепицы должен составлять не менее 11º.

Элементы гибкой черепицы:
- Основание. В качестве основы применяется стеклоткань, которая характеризуется прочностью, надежностью, устойчивостью к перепадам температур.
- Вещество для пропитки. Обычно для этого используется модифицированный битум, обеспечивающий материалу гидроизоляционные свойства.
- Внешнее покрытие. Оно представляет собой прочный слой из минеральной или каменной крошки, либо базальтового гранулята, который позволяет защитить материал от УФ-излучения, придает ему однородный устойчивый цвет и характерную шероховатость покрытию.
- Внутренняя поверхность. Изнутри гибкую черепицу присыпают кремниевым песком, который предотвращает склеивание отдельных плиток при хранении и перевозке.

Стоит отметить, что рекомендуемый производителями угол наклона крыши для мягкой кровли оставляет от 11 до 45 градусов. К примеру, мягкая кровля Катепал укладывается на кровлю с уклоном от 15 градусов. Доступная в продаже гибкая черепица бывает классической и с самоклеящимся слоем. Последняя дополнительно оснащена слоем резинобитума, поверх которого нанесена защитная пленка.
Подбираем уклон ската кровли
Некоторые хозяева ошибочно считают, что уклон кровли для гибкой черепицы может быть абсолютно любым, а решение нужно принимать только с учетом собственных желаний. Однако в строительстве установлены жесткие рамки, определяющие минимальный уклон для гибкой черепицы, как, впрочем, и для всех других кровельных материалов.

Определяясь с конфигурацией крыши, стоит учитывать следующие условия:
- Количество выпадающего зимой снега. Большое скопление снежных осадков на крыше с небольшим уклоном приводит к повышенной нагрузке на стропильные конструкции. Кровля должна быть тем круче, чем больше ожидаемое количество снега.
- Направление и сила ветра. Увеличение крутизны скатов крыши приводит к усилению ее парусности. В местности, где часто наблюдаются шквальные ветры, такой эффект может привести к деформации кровли. В связи с этим, в таких регионах делают наименьший возможный уклон крыши.
- Характеристики кровельного материала. Для каждого покрытия производители предусматривают рекомендованный угол наклона. В частности, предусмотренный уклон мягкой кровли начинается 11º.

Обратите внимание, что надежная защита кровельных конструкций от перегрузки, деформаций и протечек, возможна только при условии правильного выбора уклона кровли из мягкой черепицы.
Минимальные значения угла наклона крыши
Согласно рекомендациям производителей кровельных материалов, минимальный угол для мягкой кровли начинается от 11 градусов. Тем не менее, чаще всего на территории РФ крыши делают с наклоном в 20-40 градусов. При такой величине наклона крыши для мягкой кровли можно не только минимизировать ветровую нагрузку, но и обеспечить беспрепятственное схождение дождя и талого снега со скатов. Читайте также: «Какой минимальный уклон мягкой кровли можно делать – особенности кровельного покрытия».

Существует несколько правил организации малоуклонных крыш:
- Укладка качественного гидроизоляционного слоя. Из-за шероховатости гибкой черепицы, на кровле с низким уклоном скапливается жидкость. Избежать возможных протечек можно, если уложить по всей поверхности крыши подкладочный ковер.
- Усиленная обрешетка. Сама по себе мягкая черепица не способна держать форму. Поэтому ее укладку выполняют на сплошную основу из стружечных плит или фанеры, которые могут выдержать обильные дожди и снегопады.
- Периодическое обслуживание. На низкоуклонных крышах зимой может скапливаться много снега, поскольку он цепляется за шершавую поверхность и не может соскользнуть вниз. Поэтому важно вовремя очищать крышу, чтобы избежать поломок.
Стоит отметить, что профессиональные строители, как правило, предпочитают не ставить снегозадерживающие приспособления поверх мягкой кровли, поскольку шершавая поверхность материала и так справляется с данной задачей.
Уклон мягкой кровли
Даже плоские крыши никогда не бывают совсем горизонтальными. Хотя бы небольшой уклон для стока воды должен быть.
Постоянные лужи на крыше вредны для любого покрытия и в итоге приводят к протечкам. На скатных крышах дождевая вода отводится в наружную водосточную систему (желоба и трубы), на плоских – в специальные воронки, расположенные в понижении крыши. Каким должен быть уклон мягкой кровли, чтобы обеспечить нормальный сток воды?

Минимальный уклон кровли из гибкой черепицы
Минимальный уклон кровли из мягкой кровли зависит от типа покрытия. Название «мягкая кровля» относится и к битумной черепице, и к рулонным материалам. Вторые предназначены для плоских кровель, первая – для скатных.
Битумная черепица – универсальный материал: им можно крыть кровли любой конструкции, начиная с обычных двухскатных, заканчивая куполами и луковицами.
На стадии проектирования вычисляется уклон мягкой кровли в процентах и градусах. Соотношения между этими единицами измерения существуют в виде таблиц, например:
- 5 градусов – 8,7%;
- 15 градусов – 26,9%;
- 30 градусов – 57,7%;
- 45 градусов – 100%.
Угол наклона под покрытие гибкой черепицей составляет от 11 до 90º. Некоторые производители разрешают крыть ей кровли начиная с 9º. Есть марки, которыми можно обрабатывать не только вертикальные, но и отрицательные участки.
Какой уклон крыши из мягкой кровли считается оптимальным?
Рекомендуемый уклон крыши мягкой кровли зависит от климата в данной местности:
- в ветреных районах равно нежелательно делать и плоские, и очень крутые крыши. Крутые отличаются плохой ветростойкостью, а со слишком пологой ветром может сорвать покрытие. Рекомендуемый угол в такой местности – 15-25º;
- при большом количестве осадков рекомендуется большой уклон. В этом случае с крыши сходит самостоятельно не только дождевая, но и снежная масса. Кровля защищена и от воды, и от больших статических нагрузок. В районах, где ветры слабые, а осадков много, лучше проектировать крыши 35-40 градусов.


Еще одно обстоятельство, которое следует учитывать: расход материала тоже зависит от угла. У любой скатной крыши (вальмовой, щипцовой, конической) чем больше угол ската, тем больше потребуется черепицы для покрытия. Отчасти это компенсируется меньшим расходом дополнительных материалов: на пологой крыше подкладочный ковер кладут по всей ее площади, на крутых скатах можно ограничиться монтажом ковра в узлах и на примыканиях.
Минимальный и максимальный уклон кровли для гибкой черепицы
Гибкая черепица – современный и практичный материал. Он совмещает достоинства наплавляемых и твердых покрытий. Битумная черепица состоит из листов, называемых гонтами, которые укладываются на обрешетовку или подкладочный ковер внахлест. При фиксации гонтов, они образуют сплошное влагонепроницаемое покрытие, устойчивое к механическим повреждениям. Средний срок эксплуатации гибких кровель 30-50 лет. Производители рекомендуют использовать такое покрытие для крыш с уклоном не менее 110. При соблюдении некоторых условий и установке дополнительных элементов допускается монтаж мягкой черепицы на кровлях с меньшим уклоном.
Состав покрытия
Битумная черепица – многослойный композитный материал. Он состоит:
- Из стеклоткани, стеклохолста или полиэстера. Армирующая основа обеспечивает механическую прочность материала.
- Из битума. Полимерный модифицированный состав придает покрытию гидроизоляционные свойства. Одно из важнейших свойств битума – текучесть. Благодаря этому, небольшие повреждения гибкой черепицы затягиваются.
- Из внешнего слоя с вплавленной минеральной крошкой. Базальт или кварцевый песок защищают покрытие от износа и предотвращают скольжение при обслуживании, монтаже или ремонте.
- Из нижнего клеевого слоя. С его помощью осуществляется фиксация к подкладочному ковру или обрешетовке.

Определение угла наклонов скатов
Выбор оптимального угла уклона позволяет сэкономить на несущих конструкциях и обеспечить защиту от влаги и снега. При этом учитывают среднегодовой уровень осадков и скорость ветра, характерные для климатической зоны.
- Для северных районов со снежными зимами угол наклона скатов должен составлять 50-700. На таких крышах не задерживаются снежные массы, их не обязательно регулярно очищать.
- В зонах с сильными ветрами кровли изготавливают с небольшим уклоном от 9 до 20°. Это обеспечивает небольшую парусность и позволяет снизить толщину стропильных ног.
- Для домов южных районов с низким уровнем осадков устанавливают плоские и односкатные крыши с углом уклона 5-100.
- В районах средней полосы делают кровли от 20 до 45°.
От выбранного угла уклона также зависит конструкция стропильной системы и тип кровельных материалов.

Выбор типа кровли и покрытия зависит от архитектурного решения, климатической зоны, цены и других условий. У нас можно заказать гибкую плитку RUFLEX для кровель любой формы. Ознакомиться с характеристиками материала можно в разделе “Продукция”.
Выбор уклона скатов
Угол наклона крыш выбирается при проектировании или реконструкции дома. От его величины зависит конструкция стропильной системы, вид покрытия. Ошибки могут привести к значительному снижению срока эксплуатации всего здания. При выполнении проекта кровли:
- Учитывают уровень осадков в зимний период. Чем больше снега выпадает, тем круче скаты кровли. Величина угла в северных районах составляет 50-700.
- Среднюю скорость ветра. В регионах и зонах, где часто дует сильный ветер, уклон скатов более пологий. Его величина от 9 до 250. При наличии эксплуатируемого чердачного помещения усиливают стропильную систему.
Для умеренной климатической зоны обычно выбирают кровли с углом скатов от 20 до 45°. Этого достаточно для того, чтобы на крыше не задерживался снег и дождевая вода. Выбор материалов делается после определения угла наклона и конструкции кровли.
Монтаж гибкой черепицы на кровлях с уклоном больше или меньше рекомендованного
Битумная плитка – универсальный материал. Покрытие из него может использоваться для низко- и высокоуклонных скатов. При этом необходимо соблюдать следующие условия:
- При наклоне от 180 и выше требуется укладка сплошного слоя подкладочного ковра. Монтаж гонтов непосредственно на обрешетовку в этом случае недопустим. В местах вероятного скопления воды лучше предусмотреть наличие дополнительных элементов водосточной системы. Также требуется усилить слой гидроизоляции кровельного пирога.
- Усиление стропильной системы. Для кровель с небольшим уклоном требуются более толстые плиты для сооружения обрешетовки. Стропильную систему также необходимо усилить, это достигается уменьшением расстояния между опорными элементами или увеличением их толщины. Эта мера поможет избежать деформации при больших скоплениях снега.
- Своевременная очистка. Скатные крыши с небольшим уклоном требуется убирать после обильных снегопадов. В противном случае пласты снега слеживаются, что приводит к повреждению покрытия и опорных конструкций.
При укладке подкладочного ковра и гонтов на скаты с углом более 450, слои кровельного пирога фиксируют гвоздями с резиновыми прокладками. Битум – текучий материал. Для предотвращения съезжания плиток необходима более надежная фиксация. При соблюдении этих рекомендаций кровля из гибкой черепицы прослужит весь заявленный производителем срок.
Угол заточки сверла по металлу
Вы здесь
Оглавление
- Виды заточек сверл по металлу
- Таблица:углы заточки сверла
- Процесс заточки и проверки угла сверла
- Видео
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
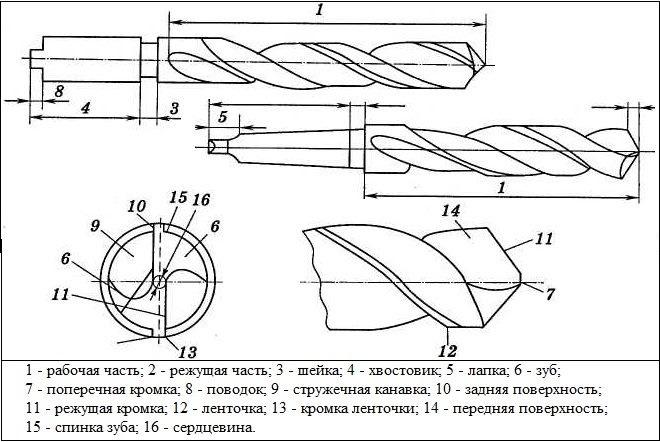
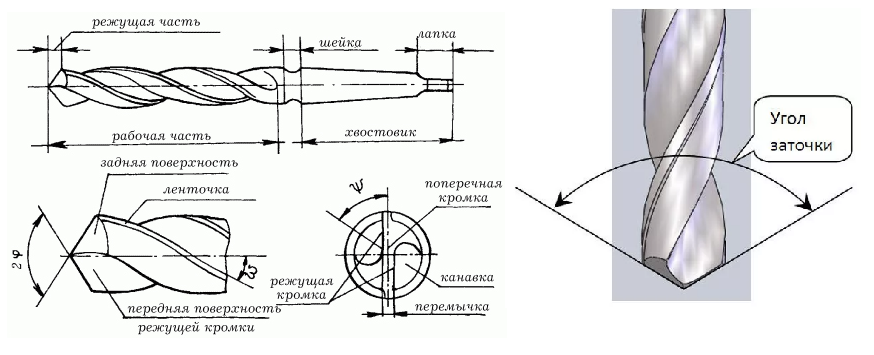
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
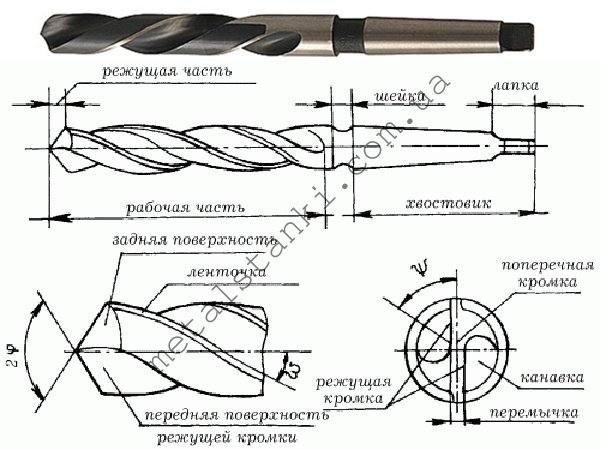
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону. А по краю рабочей части делаются винтовые канавки, обеспечивающие выход стружки.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
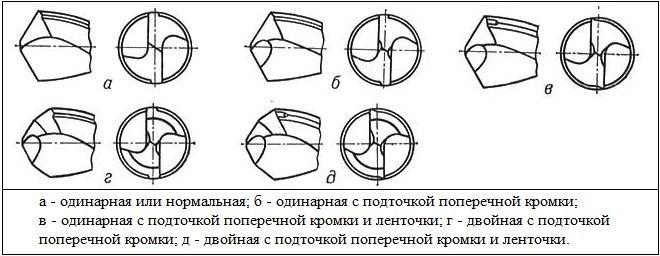
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами. Нижеизложенные варианты применяются для инструментов с диаметром до 80 мм.
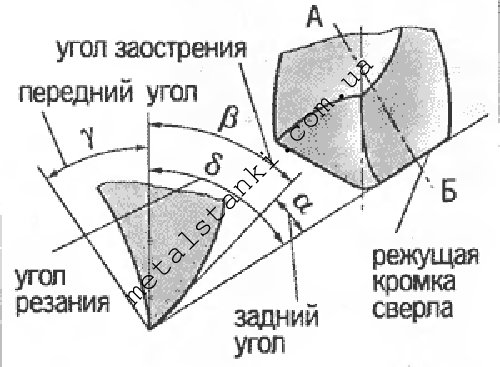
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
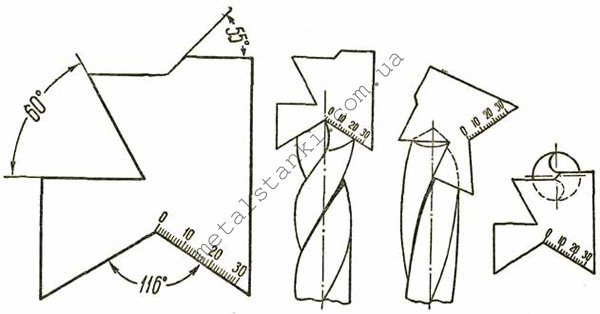
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Угол заточки сверла по металлу:Видео
Как заточить сверло по металлу
СОДЕРЖАНИЕ
- Когда необходимо затачивать сверла?
- Параметры сверл, которые нуждаются в восстановлении при заточке
- Выбор угла заточки сверла в зависимости от обрабатываемого материала
- Способы заточки по выведению задней плоскости
- Способы заточки по количеству скосов на режущей кромке
- Подточка перемычки
- Каким инструментом можно заточить сверло?
- Какие еще материалы и инструменты потребуются для правильной заточки?
- Схема заточки сверла по металлу на обдирочно-заточном станке (точиле)/
- Как заточить сверло с помощью дрели?
- 10.1.Насадки для дрели для заточки сверл по металлу
- Доводка сверла
- Проверка заточки сверла
- 12.1.Как изготовить шаблон для проверки заточки сверла?
- Как продлить срок службы сверла
- Вопросы и ответы
- Где заточить сверла по металлу?
Для качественной обработки металлических заготовок требуется инструмент и оснастка, которые соответствуют по характеристикам и геометрическим параметрам заданным стандартам. Не являются исключением и сверла по металлу, которые по мере эксплуатации изнашиваются и требуют заточки.
Использовать в работе изношенные сверла не только неэффективно, но и небезопасно. Инструмент может в любой момент сломаться, а его фрагменты, разлетающиеся в стороны с большой скоростью, нанести серьезные травмы.
В этой статье расскажем, как выполнить заточку сверла по металлу своими руками.
Когда необходимо затачивать сверла?
Затачивать сверла для работы по металлу приходится чаще, чем аналоги, предназначенные для обработки деревянных заготовок. Необходимо следить за состоянием таких сверл, чтобы не допустить их серьезного износа.
Если сверло затупилось, вы узнаете об этом по таким признакам:
- изношенный инструмент издает посторонние звуки;
- сверло сильно нагревается при работе;
- полученные отверстия имеют неровные края;
- увеличивается время сверления;
- режущая кромка становится округлой;
- на режущих поверхностях появляются сколы и заусенцы.
Параметры сверл, которые нуждаются в восстановлении при заточке
Правильная заточка сверла по металлу позволяет восстановить следующие рабочие параметры.

Основные параметры, которые восстанавливают при заточке сверла
- Угол при вершине. Образуется режущими кромками при пересечении перемычки. Этот параметр должен составлять 116–118°. Точные цифры зависят от твердости и вязкости обрабатываемого материала и могут в частных случаях равняться как 60, так и 180°.
- Угол между режущей кромкой и осью. Равен половине угла при вершине, то есть примерно 58–59°. Должен быть идентичным для каждой из режущих кромок, так как при асимметрии работать будет только одна из них и сверло будет изнашиваться неравномерно.
- Форма и длина режущих кромок. Длины режущих кромок должны совпадать, в противном случае возможно биение при сверлении, а диаметр отверстия превысит номинальный, указанный на сверле.
- Задний угол резания. Должен составлять 7–17° в зависимости от обрабатываемого материала. Задний угол резания — один из главных параметров при заточке сверла по металлу, при его несоблюдении производительность работы может уменьшиться в несколько раз.
Выбор угла заточки сверла в зависимости от обрабатываемого материала
Угол при вершине выбирают, ориентируясь на твердость материала, который подвергается обработке. Чем тверже материал, тем больше это значение.
Для удобства приведем таблицу, в которой указаны углы заточки сверла по металлу, рекомендованные при работе с разными материалами.
Углы при вершине, °
Задний угол резания, °
Ковкий чугун, бакелит
Жаропрочные стали и их сплавы, нержавеющая сталь
Угол при вершине 118–120° с задним углом 7–12° относится к универсальным. Именно его имеют в виду, когда говорят о спиральном сверле по металлу без привязки к материалу обработки. И именно эти градусы мы будем рассматривать как типовые, рассказывая о заточке сверл по металлу.
Способы заточки по выведению задней плоскости
Есть несколько видов заточки сверл по металлу, которые различаются по способу выведения задней плоскости. Это одноплоскостная, двухплоскостная и коническая заточка. Последний способ относится к наиболее распространенным, поэтому мы сосредоточимся на его описании.

Способы выведения задней плоскости при заточке сверла
При конической заточке задний угол плавно увеличивается от режущей кромки и по всей задней поверхности. При этом задняя поверхность приобретает криволинейную форму. Угол режущей кромки должен соответствовать 7–17°. Коническая заточка сложнее в выполнении. В ходе работы хвостовик сверла необходимо слегка подкручивать сверху вниз, в результате чего задняя поверхность приобретает вид конуса.
Способы заточки по количеству скосов на режущей кромке
Различаются по количеству образующихся режущих кромок. Угол при вершине меняется шагами от большего у центральной вершины к меньшему на боковых. Такой способ заточки уменьшает нагрев инструмента при увеличении диаметра, так как режущая кромка в центре греется меньше, чем на краях.
Выделяют одинарную и двойную заточку. Поскольку первая используется чаще, мы расскажем только о ней. При нормальной заточке геометрия режущей кромки остается ровной на всем протяжении.

Виды заточки по количеству углов при вершине
Подточка перемычки
Параллельно основной заточке сверла по металлу в домашних условиях можно подточить перемычку. Эта мера благоприятно влияет на качество сверления, т. к. обработанная перемычка не создает сопротивления сверлу при продвижении вглубь материала. Перемычку подтачивают с двух сторон, но не полностью. Полное стачивание недопустимо.
Есть несколько способов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
Каким инструментом можно заточить сверло?
Для заточки сверла по металлу можно использовать обычный абразивный круг, но такой способ потребует больших временных затрат и усилий. Гораздо удобнее применять для восстановления остроты режущих кромок:
- обдирочно-заточной станок (точило);
- болгарку со шлифовальным кругом;
- дрель со специальной насадкой для заточки сверл;
- другие приспособления для заточки сверл по металлу, сделанные своими руками.
Какие еще материалы и инструменты потребуются для правильной заточки?
Чтобы заточить режущие кромки, вам также необходимо приготовить:
- точильные круги разной твердости;
- емкость для охлаждающей жидкости и саму жидкость;
- приспособления, которые позволят выдержать правильные углы при заточке сверла.
Схема заточки сверла по металлу на обдирочно-заточном станке (точиле)
Для заточки спиральных сверл по металлу чаще всего используют бытовые обдирочно-заточные станки, которые иначе называют точилом. Для работы потребуется абразивный круг прямого профиля марки 14А (А) или 25А (WA). Они подходят для шлифования изделий и инструментов из углеродистых, легированных, быстрорежущих и нержавеющих сталей.

Станок для заточки сверл по металлу с оснасткой
Рабочая поверхность абразивного круга должна быть ровной, без выбоин и впадин. Если обнаружите на поверхности дефекты, перед работой устраните их правилом. В ходе правки шлифовальный круг должен приобрести необходимую плоскую форму. Для правки шлифовальных кругов используют алмазные и эльборовые карандаши, алмазные правящие гребенки, реже — шарошки и подручные материалы.
На станке должен быть установлен подручник, он необходим для качественной заточки сверла по металлу. Подручник представляет собой металлическую регулируемую платформу, которая устанавливается перед диском и используется как опора и направляющая при работе с наждаком.
Подручник выставляют горизонтально, чтобы его верхняя плоскость находилась на одном уровне с осью вращения абразивного круга. Зазор между кругом и подручником делают минимальным, достаточно 1 мм.
В качестве примера рассмотрим коническую одинарную заточку с подрезанием перемычки, поскольку она относится к наиболее распространенным и используется для восстановления остроты сверл диаметром 3 мм и более.
По технике безопасности за обдирочно-заточным станком запрещено работать в перчатках, так как вращающие части создают угрозу наматывания материала и затягивания частей тела.
- Проверьте, что на точиле установлен абразивный круг, а подручник находится на одном уровне с осью вращения абразивного круга, на расстоянии 1 мм от его поверхности.
- Проработайте все действия с выключенным станком. Нарисуйте на подручнике линию под углом 60° к плоскости торца наждачного круга. Это позволит вывести угол при вершине в 120°.

Рисуем на подручнике линию под углом 60°
- Возьмите сверло двумя руками: одной зафиксируйте рабочую часть, второй — хвостовик. Затем положите сверло на подручник таким образом, чтобы боковая грань при взгляде сверху совпадала с линией на подручнике.

Берем сверло в руки и кладем на подручник
- Положите между подручником и сверлом указательный палец, он будет выполнять роль качели при конической заточке. Когда сверло ложится на палец, между ним и наждачным кругом получается угол, равный 7–12°. Это значение необходимо выдерживать на режущей кромке.
- Отработайте движения, которыми будете проводить коническую заточку. Слегка придавите переднюю кромку к наждаку, следя за тем, чтобы кромка находилась в горизонтальной плоскости. Медленно опускайте хвостовик, не ослабляя прижим, пока на плоскости круга не окажется задняя часть задней поверхности. Круг при этом должен повернуться.

Отрабатываем движения для заточки на выключенном точиле
- Отведите сверло назад от круга, переверните его другой режущей кромкой вперед и снова приложите к кругу в аналогичном положении. Повторите колебательное движение хвостовиком так, чтобы наждак снова повернулся. Отработайте это движение с поворотом наждака несколько раз, чтобы выполнять заточку сверла по металлу автоматически.
- Включите точило и приступайте к заточке. Придерживайтесь той же последовательности:
- выровняйте сверло по отметке на подручнике;
- приложите к точилу переднюю кромку, следя, чтобы она сохраняла горизонтальное положение;
- опустите хвостовик, чтобы полностью обработать заднюю грань;
- отведите и переверните хвостовик на 180° вокруг оси;
- повторите весь процесс.
Как заточить сверло с помощью дрели?
Если заточного станка нет в наличии, вы можете использовать для заточки ступенчатого или иного сверла по металлу дрель с абразивным кругом. Придать остроту режущим кромкам можно одним из двух способов:
- зажать дрель в тиски и подводить сверло к кругу руками;
- зажать в тисках сверло и подводить к нему вручную дрель с заточным кругом.
Ход работ будет выглядеть следующим образом.
- Зафиксируйте режущий инструмент в тисках вертикально.
- Кругом, установленным на дрель, снимите заднюю кромку, чтобы удалить следы износа.
- Заточите сверло под углом 120°.
Чтобы кромка не перегрелась, во время заточки сверло по металлу нужно держать у круга не более двух секунд.
Насадки для дрели для заточки сверл по металлу
Чтобы выполнять заточку сверла по металлу было проще, можно использовать специальную насадку. Ее устанавливают на дрель, вставляют в торцевое отверстие сверло и включают электроинструмент. Затем сверло вытаскивают, поворачивают на 180°, опять вставляют в приспособление и затачивают вторую плоскость режущей кромки.

Насадка на дрель для заточки сверл Sparta
На что обратить внимание при работе?
- Насадки для заточки сверла по металлу можно купить в любом строительном магазине. Однако такие приспособления подходят только для сверл диаметром 4–10 мм.
- С помощью насадки можно затачивать только сверла, которые затупились немного. Если на режущих кромках присутствуют серьезные зазубрины, насадка не поможет.
- Угол заточки при использовании насадки будет стандартным, поэтому после работы инструмент необходимо будет доработать напильником или надфилем.
Доводка сверла
После того, как заточите сверло по металлу, обязательно выполните его доводку. Для этого используйте точильный круг небольшой зернистости. В ходе доводки с режущей части сверла будут удалены все неровности. Работать таким сверлом проще, поскольку оно не будет нагреваться.
Проверка заточки сверла
После того, как визуальный осмотр будет показывать, что режущие кромки гладкие и острые, проверьте, соблюден ли правильный угол заточки сверла по металлу и соответствует ли нормативам длина рабочих кромок. Для оценки понадобится специальный шаблон, угломер или транспортир, а также штангенциркуль.

Проверка штангенциркулем соответствия длин режущих кромок
Какие параметры нужно проверять?
- Не завален ли угол режущей кромки вперед. Наличие такой ошибки делает режущую кромку не самой высокой точкой зуба и формирует на задней поверхности горку. Из-за этого сверло трется о заднюю поверхность материала и не сверлит. Ошибку исправляют, затачивая сверло заново.
- Соответствуют ли длины режущих кромок от центральной точки на перемычке до боковых вершин режущих кромок. Это расстояние должно совпадать с обеих сторон, в противном случае диаметр итогового отверстия будет больше номинала.
- Проверить, что угол при вершине равен 120°. Определить угол заточки сверла по металлу можно при помощи покупного или самодельного шаблона. Важно проследить, чтобы углы при вершине совпадали у обоих зубов, иначе работать будет только одна сторона.

Правильная и неправильная заточка сверла
После проверки основных параметров просверлите любую заготовку из металла. Если заточка выполнена правильно, сверло будет плавно входить в металл, стружка равномерно выходить с двух сторон из канавок. А готовое отверстие будет превышать номинальный диаметр не более чем на 0,05–0,1 см.
После сверления заготовки подточите перемычку, чтобы уменьшить прилагаемое при работе усилие и уменьшить изнашиваемость инструмента.
Как изготовить шаблон для проверки заточки сверла?
Шаблон для проверки заточки сверла по металлу можно изготовить самостоятельно из листовой стали или жести. За ориентир можно взять шаблон из магазина. Самый простой шаблон можно изготовить из двух или трех гаек. Гайки идеально подходят для этих целей, так как являются правильными шестиугольниками, внутренние углы которых составляют 120°. Если же гайки соединить, угол между их гранями тоже будет равен 120°. Гайки можно приварить или приклеить друг к другу на термоклей.
Как продлить срок службы сверла
Чтобы сверло меньше изнашивалось, необходимо соблюдать некоторые правила работы.
- Не перегревайте сверло. Для этого работайте с интервалами и используйте охлаждающую жидкость.
- Установите правильную скорость вращения. Ее выставляют с учетом типа и диаметра сверла, а также материала.
- Извлекайте стружку. Периодически извлекайте сверло из отверстия и удаляйте стружку, так оно не застрянет в обрабатываемой детали.
- Просверливайте отверстия в несколько подходов. Если требуется сделать отверстие диаметром более 6 мм, используйте сверла разного размера (от большего к меньшему), это гарантирует более высокую точность работы.
Вопросы и ответы
Можно ли заточить сверло по металлу болгаркой?
Да, заточка сверла по металлу болгаркой выполняется практически так же, как дрелью. Для работы потребуются тиски. Вначале шлифовальным кругом удаляют часть задней кромки, чтобы полностью ликвидировать следы износа, потом затачивают режущую кромку под углом 120°.
Как заточить ступенчатое сверло по металлу?
Заточку ступенчатого сверла по металлу своими руками выполняют с помощью обычного напильника. Если затупился только отдельный участок, сверло обрабатывают точечно, не выходя за поврежденную зону.
Можно ли самостоятельно заточить корончатое сверло по металлу?
Из-за сложности конфигурации заточку корончатых сверл по металлу лучше доверить профессионалам.
Где заточить сверла по металлу?
Заказать заточку сверл по металлу вы можете в компании «Ринком»: минимальной цены на объем работ нет, так что вы можете отдать на заточку как оптовую партию, так и несколько инструментов. Сроки восстановления режущих кромок — от 5 дней.
У нас вы также можете купить новые сверла по металлу, абразивные круги, измерительные инструменты и оснастку для ручного инструмента. Доставка выполняется во все регионы России, есть возможность бесплатного самовывоза со склада в Брянске.
Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
Сверла по металлу, как и любой другой режущий инструмент, изнашиваются в процессе эксплуатации, что делает их непригодными к использованию. Между тем в большинстве случаев режущие и другие углы сверла по металлу можно восстановить, выбрав их значения по специальной таблице и выполнив заточку.

Ручная заточка сверла по металлу
Назначение и конструктивные особенности инструмента
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
- режущую часть;
- рабочее тело;
- хвостовик;
- лапку.
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
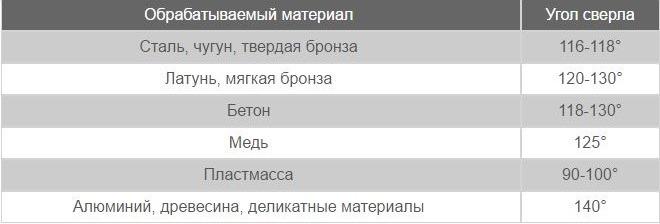
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Выполнение операции
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.

Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона, который несложно приобрести в серийном исполнении или изготовить самостоятельно.
И в заключение небольшой видеоролик о том, как самостоятельно заточить сверло по металлу.
Заточка сверла по металлу своими руками (приспособление)
В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется – конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления – причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного – причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности – причина: затупление сверла.
4. Перегрев сверла – причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины – это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно – заточных станках, проще говоря – точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда – материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора – этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
 Рис.3 Правка торца наждачного круга эльборовым резцом.
Рис.3 Правка торца наждачного круга эльборовым резцом.
При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла – углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть – 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
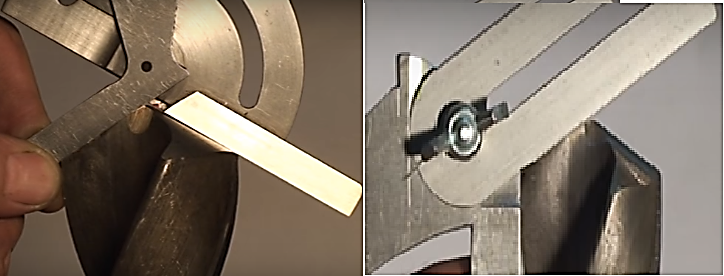 Рис 4. Замер шаблоном угла заточки
Рис 4. Замер шаблоном угла заточки
Правильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.

Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.
Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.

Основное назначение данного прибора – это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая – бытовая – предназначена для не частого использования в быту, и вторая – « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.

Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13

Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC – 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты – 320×180×190 мм;
- Вес – 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.
Заточка сверла
Если сверлить приходится только древесину, то об остроте сверла можно не задумываться, так как сверло может исправно служить месяцы и годы без заточки. Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
На периферии сверла скорость резания максимальна, и, следовательно, максимален нагрев режущих кромок. В то же время отвод тепла от уголка режущей кромки сильно затруднен. Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
В начале затупления сверло издает резкий скрипящий звук. Если сверло вовремя не заточить, количество выделяемого тепла будет возрастать и процесс износа пойдет быстрее.
Чтобы облегчить контроль геометрии сверла, главное, что следует сделать – это шаблон описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где ещё нужно снять металл, и, в конце концов, получить то, что и должно получиться (не может быть чтобы не получилось, даже если придется сточить половину длинны сверла). Для соблюдения симметрии старайтесь, чтобы время заточки каждого участка и сила нажима были постоянные.
Заточка спиральных сверл
Для заточки существуют специальные станки или приспособления. Если есть возможность, то лучше затачивать сверла на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла приходится затачивать вручную на обыкновенном точиле.
В зависимости от того, какую форму придают задней поверхности, существуют разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.
При одноплоскостной заточке заднюю поверхность пера выполняют в виде плоскости. Задний угол при такой заточке должен быть 28-30°. При одноплоскостной заточке велика опасность выкрашивания режущих кромок. Этот способ, самый легко выполнимый при ручной заточке, рекомендуют для сверл диаметром до 3 мм.
Универсальные сверла диаметром больше 3 мм обычно подвергают конической заточке. Для того, чтобы были понятны особенности такой заточки, рассмотрим схему конической заточки на станке сверла с углом 2φ в 118°. На рисунке ниже показан шлифовальный круг и прижатое к его торцу режущей кромкой и задней поверхностью сверло.
Представим себе конус, образующая которого направлена вдоль режущей кромки и торца шлифовального круга, а вершина отстоит от диаметра сверла на 1,9 его величины. Угол при вершине равен 26°. Ось сверла пересекается с осью воображаемого конуса под углом 45°. Если вращать сверло, вокруг оси воображаемого конуса (как бы катать конус по торцу шлифовального круга), то на задней грани сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы образовался задний угол, нужно сместить ось сверла по отношению к оси воображаемого конуса. На практике это смещение будет равным 1/15 диаметра сверла. Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Понятно, что выполнить все эти условия заточки вручную очень сложно. Сверло, предназначенное к заточке, берут левой рукой за рабочую часть, возможно ближе к заборному конусу, а правой за хвостик.
Режущей кромкой и задней поверхностью сверло прижимают к торцу шлифовального круга и, начиная от режущей кромки, плавными движениями правой руки, не отрывая сверла от камня, покачивают его, создавая на задней грани пера конусную поверхность. Затем повторяют ту же процедуру для второго пера.
При заточке желательно как можно точнее повторить ту форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой способ заточки, широко применяемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задних поверхностях обоих перьев получится конусная поверхность, но не будет образован задний угол. При работе трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг, при заточке происходит нагрев инструмента. Это вызывает отпуск закаленной части инструмента. Металл мягчеет, теряет твердость. Неумелое затачивание приводит лезвие инструмента в негодность. Поэтому заточку следует вести с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
- за один проход снимают незначительный слой металла;
- скорость вращения абразивного круга должна быть как можно ниже;
- сверло никогда не должно нагреваться до такой степени, чтобы этого не терпела рука.
Практика показывает, что заточку инструмента следует вести против движения шлифовального круга. Тогда режущая кромка более долговечна, реже ее сминание и обламывание.
Для заточки используют шлифовальные круги из электрокорунда (марок 24А, 25А, 91А, 92А) зернистостью 25-40, твердостью М3-СМ2, на керамических связках.
В производстве обычно за заточкой следует доводка. Доводка делает поверхность глаже, убирает мелкие зазубринки. Сверло, подвергнутое доводке, более стойко к износу, чем сверло после заточки. Если у вас есть возможность выполнить доводку, воспользуйтесь ею.
Для доводки применяют шлифовальные круги из зеленого карбида кремния марки 63С зернистостью 5-6, твердостью М3-СМ1 на бакелитовой связке или круги из эльбора ЛО, зернистостью 6-8 на бакелитовой связке.
Одно из основных условий правильной заточки сверла – сохранение его осесимметричности. Обе режущие кромки должны быть прямолинейны и иметь идентичную длину, тождественную величину углов при вершине (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяют специальным шаблоном.
Его делают самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сделать перед началом использования нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки.
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки – пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного будет меньше стружки из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия может быть преувеличен в сравнении с диаметром сверла.
Приспособление для заточки сверла. Приспособление состоит из неподвижного основания и съемной державки с отверстиями для сверл разного диаметра.
Основание выполняют из строганной доски толщиной 30-40 мм, к которой под углом 30-32° (зависит от угла 2φ, см. ниже, 30° для 2φ=120°, 32° для 2φ=116°) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30° (для одноплоскостной заточки) боковой гранью. Эта рейка и ориентирует под нужным углом державку с затачиваемым сверлом относительно шлифовального круга. Державку изготавливают из прямоугольного деревянного бруска, одну из боковин которого состругивают под углом 60-65° (зависит от угла боковой грани рейки). Этой боковиной державку прижимают к рейке на доске основания, что обеспечивает заточку переднего угла сверла в требуемых пределах (25-30°). На другой боковине державки размечают и высверливают перпендикулярно плоскости этой боковины сквозные отверстия для каждого сверла того или иного диаметра. Длину державки выбирают такой, чтобы ее было удобно держать при заточке сверл.
На обычный подпятник (подлокотник) приспособление не установишь, так что придется придумывать для него какой-то столик или полку, можно перенести заточной станок на стол где будет место и для этого приспособления. На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой – хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
Можно сделать и проще:
Углы заточки и другие характеристики сверла
Спиральное сверло состоит из рабочей части, шейки, хвостовика и лапки.
Рабочая часть разделяется на режущую и направляющую. Все режущие элементы сверла расположены на режущей части – заборном конусе. Направляющая часть служит для направления во время резания и является запасной при переточке сверла. На перьях направляющей части по винтовой линии расположены цилиндрические фаски-ленточки. Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Диаметр сверла, измеренный по ленточкам, неодинаков по длине сверла. У заборного конуса он несколько больше, чем у хвостовика. Это уменьшает трение ленточек о стенки отверстия.
Для того чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе и сверла). Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
Благодаря этому углу для инструмента облегчено врезание в металл и стружка свободнее сходит по передней грани. Угол между передней гранью инструмента и плоскостью, проведенной перпендикулярно к поверхности резания, называется передним углом и обозначается греческой буковой γ.
Поверхность инструмента, обращенную к детали, называют задней гранью. Ее отклоняют на некоторый угол от поверхности обрабатываемой детали, чтобы уменьшить трение инструмента о поверхность резания. Угол между задней гранью инструмента и поверхностью резания называют задним углом и обозначают греческой буквой α.
Угол между передней и задней гранью инструмента называют углом заострения и обозначают греческой буквой β.
Угол между передней гранью инструмента и поверхностью резания называют углом резания и обозначают греческой буквой δ. Этот угол представляет собой сумму угла заострения β и заднего угла α.
Передний и задний угол – это те углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, изображенный на рисунке выше. Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Режущая кромка – это линия пересечения передней и задней граней инструмента. Передний угол γ у сверла образует винтовая канавка. Угол наклона канавки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменна, о чем будет рассказано ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя грань спирального сверла представляет собой сложную винтовую поверхность. Грань – это название условное, так как слово “грань” предполагает плоскость. Винтовая канавка, поверхность которой образует переднюю грань, пересекаясь с заборным конусом, создает прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначают греческой буквой ω. Чем больше этот угол, тем больше передний угол и тем легче выход стружки. Но сверло с увеличением наклона винтовой канавки ослабляется. Поэтому у сверл с малым диаметром, имеющих меньшую прочность, этот угол делают меньше, чем у сверл большого диаметра. Угол наклона винтовой канавки зависит также от материала сверла. Сверла из быстрорежущей стали могут работать в более напряженных условиях, чем сверла из углеродистой стали. Поэтому для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала. Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна создавать достаточное пространство для размещения стружки и обеспечивать легкий отвод ее из канавки, но при этом не очень ослаблять сверло. Ширина канавки должна быть приблизительно равна ширине пера. Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Переднюю грань у сверла не перетачивают.
Конструкция винтовых канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее.
Задний угол, так же как и передний, изменяется по величине в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности сверла, он меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке заборного конуса и на периферии сверла равен приблизительно 8-12°, а в центре 20-25°.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам ψ может быть от 40 до 60°. У большинства сверл ψ=55°. Перемычка образуется пересечением двух задних граней. Ее длина зависит от толщины сердцевины сверла. Так как толщина сердцевины увеличивается по направлению к хвостовику, длина перемычки возрастает в результате каждой заточки. В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
Большое влияние на работу сверла оказывает угол при вершине 2φ. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
На рисунке ниже показано сверло с нормальным углом заборного конуса.
Край стружки в этом случае хорошо укладывается в канавку. Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение. Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице.





